
Abstract
Complex thin-walled titanium alloy components play a key role in the aircraft, aerospace and marine industries, offering the advantages of reduced weight and increased thermal resistance. The geometrical complexity, dimensional accuracy and in-service properties are essential to fulfill the high-performance standards required in new transportation systems, which brings new challenges to titanium alloy forming technologies. Traditional forming processes, such as superplastic forming or hot pressing, cannot meet all demands of modern applications due to their limited properties, low productivity and high cost. This has encouraged industry and research groups to develop novel high-efficiency forming processes. Hot gas pressure forming and hot stamping-quenching technologies have been developed for the manufacture of tubular and panel components, and are believed to be the cut-edge processes guaranteeing dimensional accuracy, microstructure and mechanical properties. This article intends to provide a critical review of high-efficiency titanium alloy forming processes, concentrating on latest investigations of controlling dimensional accuracy, microstructure and properties. The advantages and limitations of individual forming process are comprehensively analyzed, through which, future research trends of high-efficiency forming are identified including trends in process integration, processing window design, full cycle and multi-objective optimization. This review aims to provide a guide for researchers and process designers on the manufacture of thin-walled titanium alloy components whilst achieving high dimensional accuracy and satisfying performance properties with high efficiency and low cost.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 3.0 license. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
With the increasing demand for light weight structures whilst satisfying in-service properties, tubular and panel components manufactured from titanium alloys are gaining increasing popularity in various industries, such as aircraft, aerospace and marine, due to their excellent mechanical properties [1, 2]. Moreover, newly designed titanium alloy components for next generation applications require continuously increasing dimensional accuracy, material properties, and shape complexity whilst enabling ease of integration and reliability [3–5]. However, forming of titanium alloys at cold conditions is challenging due to the high deformation resistance, limited ductility and severe springback, resulting in the extensive development of hot forming processes [6]. Typically, superplastic forming (SPF) or hot pressing can be utilized depending on the geometry features required [7, 8]. Regarding complex-shaped components, SPF is usually adopted [9] driven by the critical requirement of extremely high ductility; while hot pressing is selectively used [10] for components requiring less strain. However, both processes require extensive heating times for the forming tools and blank, resulting in a low production efficiency and enormous energy consumption [11]. In addition, the dimensional accuracy and properties of SPFed or hot pressed components can not meet the high specifications of new generation applications, due to their poor thickness uniformity and strength deterioration [12, 13].
In recent years, high-efficiency and low-cost forming technologies for titanium alloys have been developed for producing complex-shaped thin-walled panel and tubular components. With regards to panel components, hot stamping is an innovative technology with great potential, where only the titanium alloy blank is heated, and the forming tools maintain room temperature [14]. The heating efficiency could be significantly improved by heating the blank only compared with the isothermal hot press forming. The cost of forming tools could also be reduced due to the lower performance requirement for the tool material. However, the dominant characteristics of such a process are the huge temperature difference between blank and die (e.g. >800 K), and the relatively high average strain rate (e.g. >1.0 s−1) [15], which brings unprecedented challenges considering the formability and defect control.
As for tubular products, the conventional routine is hot pressing a series of shell pieces and welding them together into a tubular shape. To guarantee the dimensional accuracy, sizing after welding is often needed. The long cycle time increases the total production cost greatly. Another critical implication is the welding seams which introduce potential defects and an irregular curved surface is often impossible to be sized. To address the above limitations and form the component with integral structure, hot gas pressure forming (HGPF) has been developed [16], where compressed gas is used to exert forming pressure internally on the tube blank [17]. Unlike SPF, lower temperature, higher strain rate and higher pressure are the unique characteristics of HGPF processes, aiming to realize the objectives of high-efficiency forming with high dimensional accuracy [18]. HGPF aims to achieve dimension control and a desirable microstructure with satisfying properties, by using the interactions between the axial stress, gas pressure, temperature and alloy microstructure, which results in a thorough understanding of the process parameter effects required. This requires systematic research to be conducted to solve the complicated problems in multiple-objective process design.
In this paper, the state-of-art-of high-efficiency forming processes including HGPF and hot stamping-quenching of titanium alloys are comprehensively reviewed, and the recent progress, limitations and future developments are presented. The aim of this review is to provide useful insights for process designers to manufacture thin-walled titanium alloy components with high dimensional accuracy and tailored properties whilst maximizing process efficiency.
2. Fundamentals of forming complex thin-walled titanium alloy components under non-superplastic condition
2.1. Behaviors and mechanisms of hot deformation under non-superplastic condition
It is well-known that material could be work-hardened when it is strained at room temperature, however, work hardening impairs ductility. For cold forming processes, intermediate annealing is typically used to recover ductility, however the deformation-annealing-deformation route cannot bring significant improvements to titanium alloy ductility due to the limited slip systems of the HCP grain structure.
In 1964, Backofen et al formed the first AlZn eutectoid alloy 'bubble' by SPF [19] and Johnson formed the world's first titanium part using SPF in 1968 [20], which thereafter opened the 50 years SPF era for forming complex thin-walled components from titanium alloys [21]. SPF normally requires fine equiaxed microstructure (<10 μm), high deformation temperature (>0.5 Tm) and low strain rate (<0.001 s−1). Such characteristics limit the potential applications significantly. To reduce the cost, SPF at lower temperatures and higher strain rates have been developed [22, 23]. Thus, significant efforts have been devoted to the refinement of alloy grains [24–26], with substantial progress being obtained to date. For example, TC4 alloy sheet with an average grain size less than 3 μm could be easily produced by multi-pass rolling [27]. The ease of access to raw titanium alloy sheet with fine microstructure enables low-temperature and high-strain rate forming of titanium alloys to be possible without using superplasticity [11].
In the practical forming of thin-walled structures, most of the components do not need more than 300% elongation to satisfy the straining requirement, which introduces a new forming window under the non-superplastic condition [11]. Figure 1 summarises the elongation distribution of commonly used titanium alloys under different forming conditions, i.e. temperature and strain rate. When the temperature is lower than 700 °C, it is difficult to form titanium alloys with strain rates higher than 0.01 s−1. However, more than 50% elongation is obtained for the majority of titanium alloys by increasing temperature. When the temperature is higher than 850 °C, most titanium alloys exhibit good elongation even with strain rates higher than 0.1 s−1. Therefore, it is very reasonable to form titanium alloys using the processing window of lower temperatures and higher strain rates.

Figure 1. Elongation distribution of commonly used titanium alloys under different conditions [14, 28–36].
Download figure:
Standard image High-resolution imageIt is widely accepted that the dominant deformation mechanism for SPF is grain boundary sliding (GBS) accommodated with partial intragranular dislocation slipping [37, 38]. The dislocation density is almost constant during superplastic flow, and the main hardening mechanism is strain rate hardening. High strain rate, low temperature and large initial grain size act against SPF, as these conditions prefer to confine GBS and promote dislocation slipping [38]. Therefore, the hardening under such conditions is not only dominated by strain rate hardening, but also strain hardening, which is named as strain and strain rate dual hardening [39].
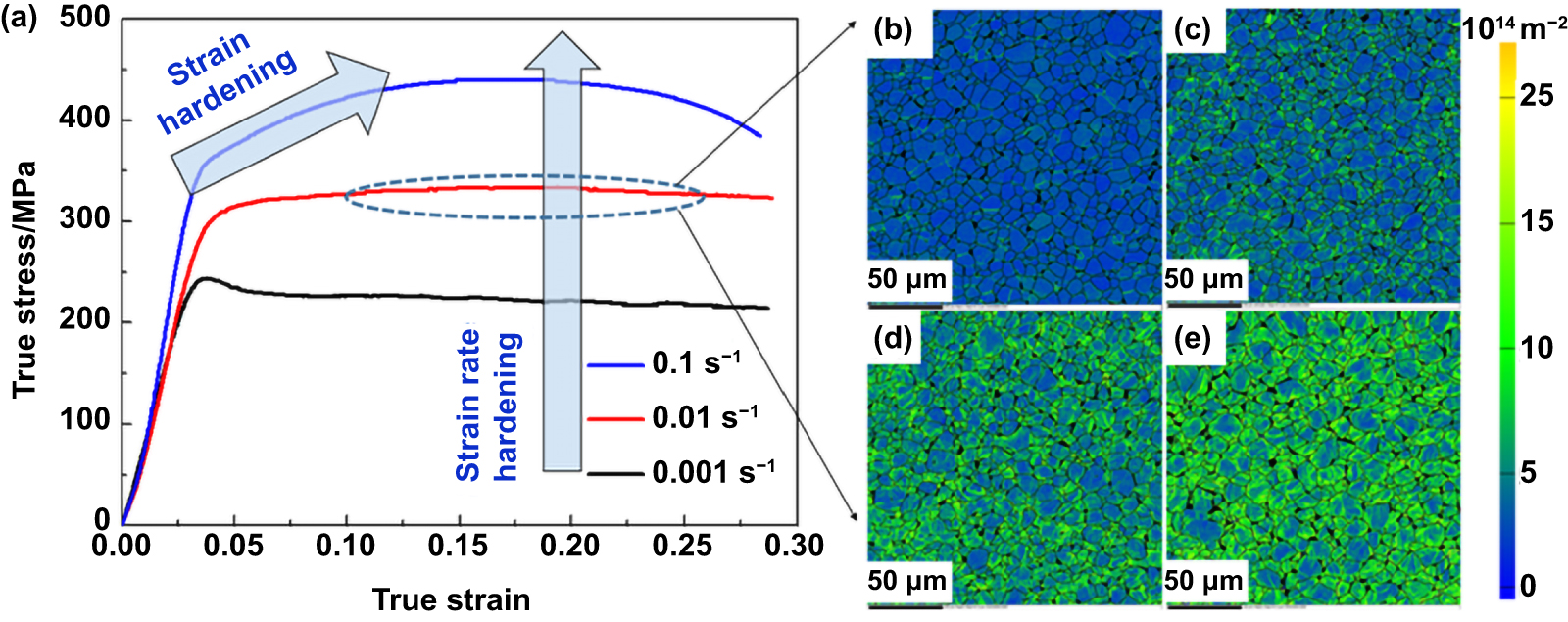
Figure 2 shows the strain and strain rate hardening behaviour of TA15 alloy at 750 °C [40]. The flow stress increases with increasing strain rate, indicating an obvious rate sensitivity of the alloy. Clear strain hardening is observed at a strain rate of 0.1 s−1. Figures 2(b)–(e) show the geometric necessary dislocation (GND) evolution during the tensile test at 750 °C and 0.01 s−1. The GND value increases with the strain, representing 'strain hardening' during the deformation, while the flow stress stays almost constant. This demonstrates that strain hardening, strain rate hardening and softening coexist under such a hot deformation condition. Different combinations of hardening and softening result in different deformation behaviour. Unlike either cold forming or SPF which is governed by a single hardening rule, dual hardening rules are experienced by titanium alloys that are hot formed under non-superplastic conditions. Theoretically, an ideal combination of material hardening and ductility could be achieved. Therefore, an efficient processing window is possible for forming of complex thin-walled components based on this dual hardening mechanism of titanium alloys.

Figure 2. Strain and strain rate hardening behaviour of TA15 alloy at 750 °C (a) and geometric necessary dislocation (GND) distribution during the tensile test at 0.01 s−1 with a tensile strain of 0 (b); 0.1 (c); 0.2 (d); 0.3 (e). Reprinted from [40], Copyright (2015), with permission from Elsevier.
Download figure:
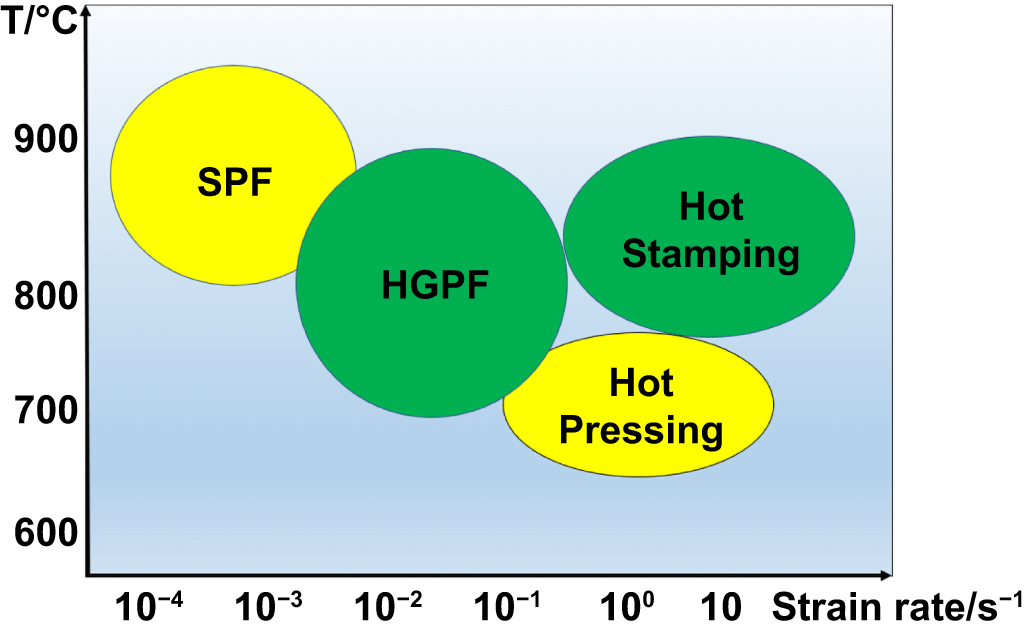
Standard image High-resolution imageBased on the elongation distribution and dual hardening mechanisms, high-efficiency forming processes for titanium alloys including HGPF of tubular components [41] and hot stamping-quenching of panel components [14] are proposed. The comparison of processing windows (strain rate versus temperature) of these two technologies and traditional forming process is shown in figure 3. HGPF is performed at lower temperature but higher strain rate than SPF. Although the formability is lower than that under SPF conditions, axial feeding is adopted to control the thickness distribution and compensate for overthinning, enabling sufficient forming capability. More importantly, the lower temperature and higher rate contributes to reducing the cost and increasing the efficiency. With regard to hot stamping, the forming tools are at room temperature, therefore the heating temperature of the blank should be greater than that under the isothermal hot pressing condition to compensate the temperature loss during transfer and forming. Referring back to figure 1, titanium alloys have an elongation higher than 100% at a temperature of 850 °C and strain rate of 0.1 s−1, indicating a sound qualified component could be obtained using the hot stamping-quenching condition once forming parameters are properly controlled.

Figure 3. Comparison of high-efficiency and traditional forming processes for titanium alloys.
Download figure:
Standard image High-resolution image2.2. Key parameters affecting dimensional accuracy, microstructure and mechanical properties
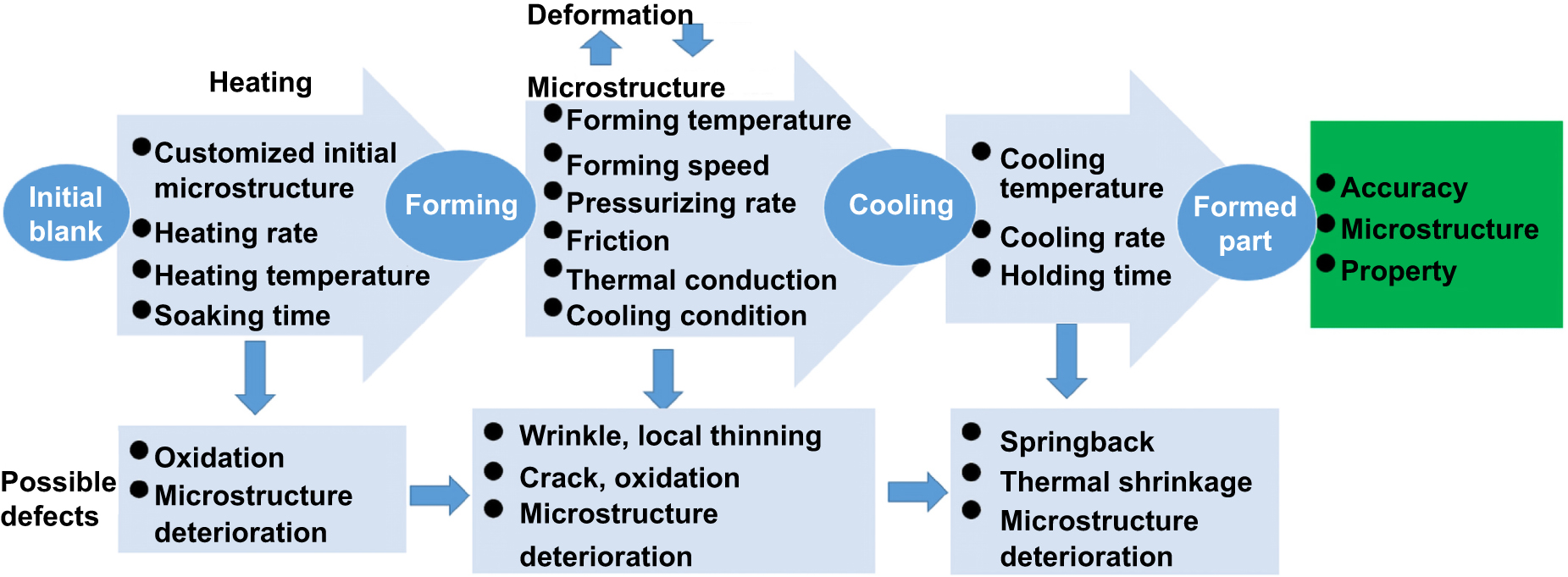
Hot forming processes mainly include the three stages of heating, forming and cooling. Parameters in each stage affect dimensional accuracy, microstructure and properties significantly, and their correlations are shown in figure 4. For titanium alloys, the representative microstructure evolution mechanisms during hot deformation includes dynamic/static recovery, dynamic/static recrystallization, dynamic/static phase transformation, which will change the arrangement of α and β phases including the morphology, size and volume fraction [42]. During blank heating, microstructure evolution and oxidation will occur according to the heating conditions. During the forming of titanium alloy components, macroscopic flow and intrinsic microstructural evolution interact with each other. The microstructural evolution is determined by the experienced deformation, and simultaneously, this microstructural evolution affects the flow stress of material, resulting in changes in material behaviour during practical forming [43]. The control of component properties such as strength and toughness, is achieved by controlling the microstructure, and in particular the grain size, phase fraction and dislocations. Therefore, forming parameters such as temperature, processing time, forming speed, pressurizing rate and cooling rate are key adjustable process parameters to control the material properties.

Figure 4. Parameters affecting dimension, microstructure and property.
Download figure:
Standard image High-resolution imageFactors affecting dimensional accuracy include springback, local thinning, unfinished forming, thermal shrinkage and tool deformation. All these factors are related to forming parameters such as temperature and loading path considering forming speed and pressurizing rate, etc. For example, springback is clear for titanium alloys when the temperature is low. Loading path could improve the thickness and dimensional accuracy greatly for tubular components. Therefore, a comprehensive understanding of the forming process and simulations are necessary to determine the best forming parameters.
3. HGPF of complex tubular components from titanium alloy with closed cross-section
3.1. Principle of HGPF
The principle of HGPF is shown in figure 5. The tube blank is mounted in the heated die and formed into a desired workpiece with specified geometry by the coupled effect of internal pressure and axial feeding at a certain elevated temperature. The temperature of the die can be achieved either by current resistance heating or induction heating, and a thermocouple is used to detect the temperature instantly to control the temperature field. Compressed argon gas was used as the forming media [44].

Figure 5. The schematic diagram of HGPF.
Download figure:
Standard image High-resolution imageThe stress state of the tube during HGPF is very complicated under the mutual effect of axial feeding and internal gas pressure, which is similar with tube hydroforming. At the early stage of forming, the stress of the tube in the axial and hoop directions is compressive and tensile respectively. This evolves into biaxial tensile stress gradually with increasing forming pressure. Besides the effects of axial feeding and internal pressure on formability and properties of components, temperature plays a key role in affecting the flow stress, ductility and microstructural evolution. Therefore, a thorough understanding of process characteristics and hot deformation mechanisms of titanium alloys is a necessity to determine the proper processing window for HGPF of titanium alloys.
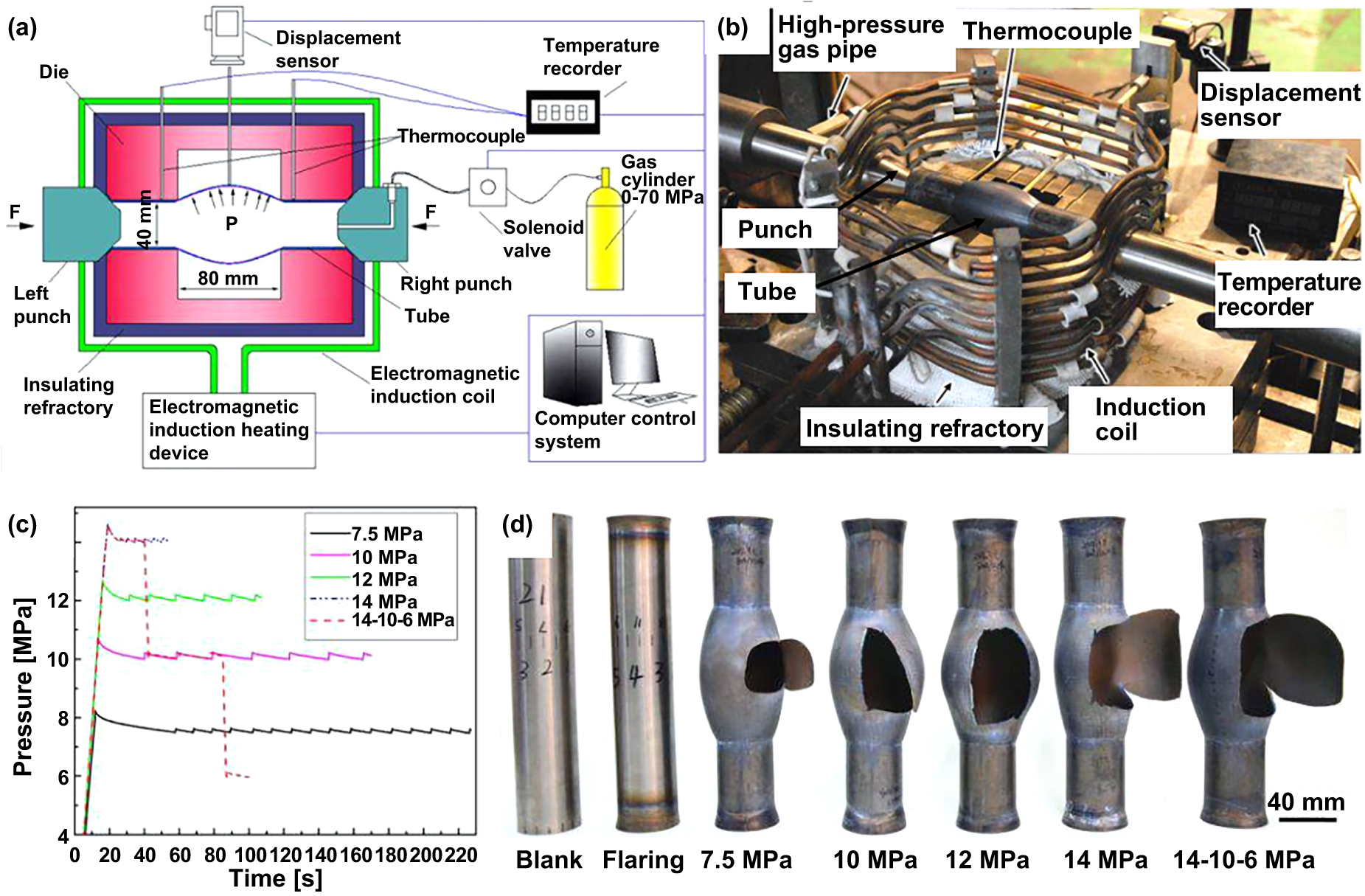
Hot free bulging tests are necessary to evaluate the formability of titanium alloy tubes under HGPF conditions. Figure 6 shows the hot free gas bulging testing equipment and results. The whole setup is the same as that of HGPF, consisting of the forming dies, electro-magnetic induction heating system, water cooling system, data acquisition system, high pressure gas cylinder and the computer control system. The hot free bulging tests of TA18 titanium alloy tube at 800 °C using different bulging pressures are taken as an example shown in figure 6(c). The tube blank, flaring tube and bulged tubes are compared with each other, as shown in figure 6(d) [45]. The higher the internal pressure, the larger the crack [46]. With a constant bulging gas pressure, bulging height decreases with the increase of gas pressure. But the formability can be enhanced by using the diminishing multi-step gas pressure path. From this result, one can see that the titanium alloy tube exhibits a good formability at 800 °C and the loading path has a significant effect on the formability. The combination of different forming parameters should be designed according to specify component.

Figure 6. The schematic diagram of hot free gas bulging testing (a), the gas bulging testing dies (b), loading path (c) and tube bank and bulged tubes (d). Reproduced with permission from [46].
Download figure:
Standard image High-resolution image3.2. Dimensional accuracy control of tubular components with irregular cross-sections
3.2.1. Effect of forming pressure on corner filling.
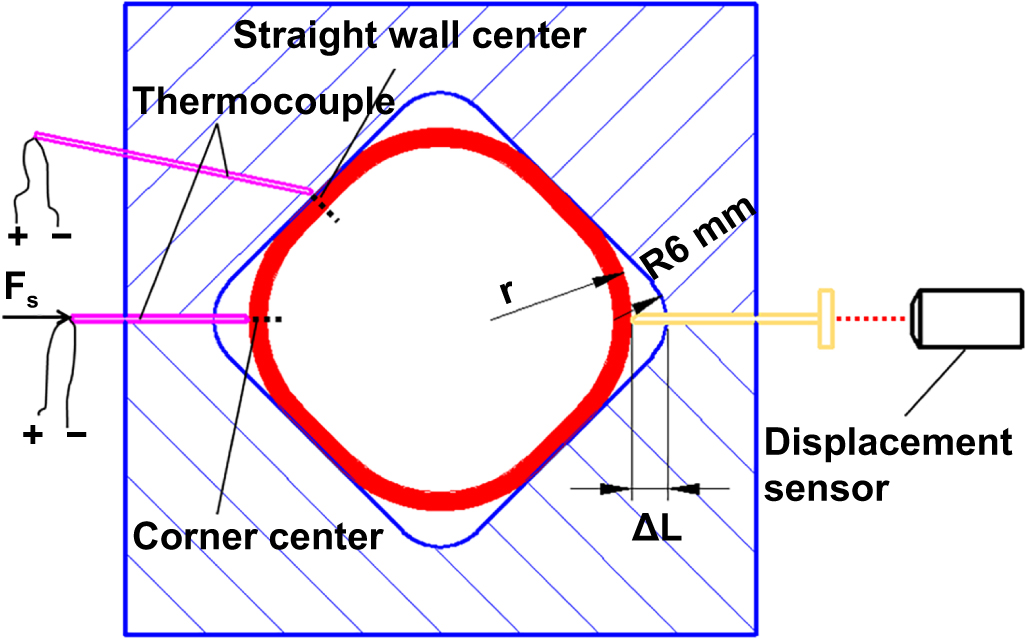
In the forming of titanium alloy components with irregular cross sections, the forming accuracy of small corner radii is one of the big challenges, which often requires high forming pressure to calibrate. Figure 7 shows the schematic diagram of corner filling during HGPF and the temperature and displacement measurement methods [41]. If one assumes that the maximum flow stress of titanium alloys throughout the HGPF is 180 MPa, the thickness is 2 mm and the radius of the corner is 6 mm, then the pressure needed to complete the corner filling is as high as 60 MPa.
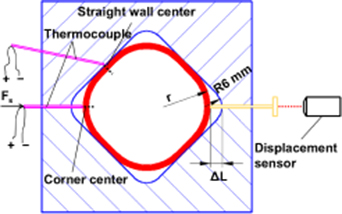
Figure 7. Schematic diagram of corner filling during HGPF and the temperature and displacement measurement methods. Reproduced with permission from [41].
Download figure:
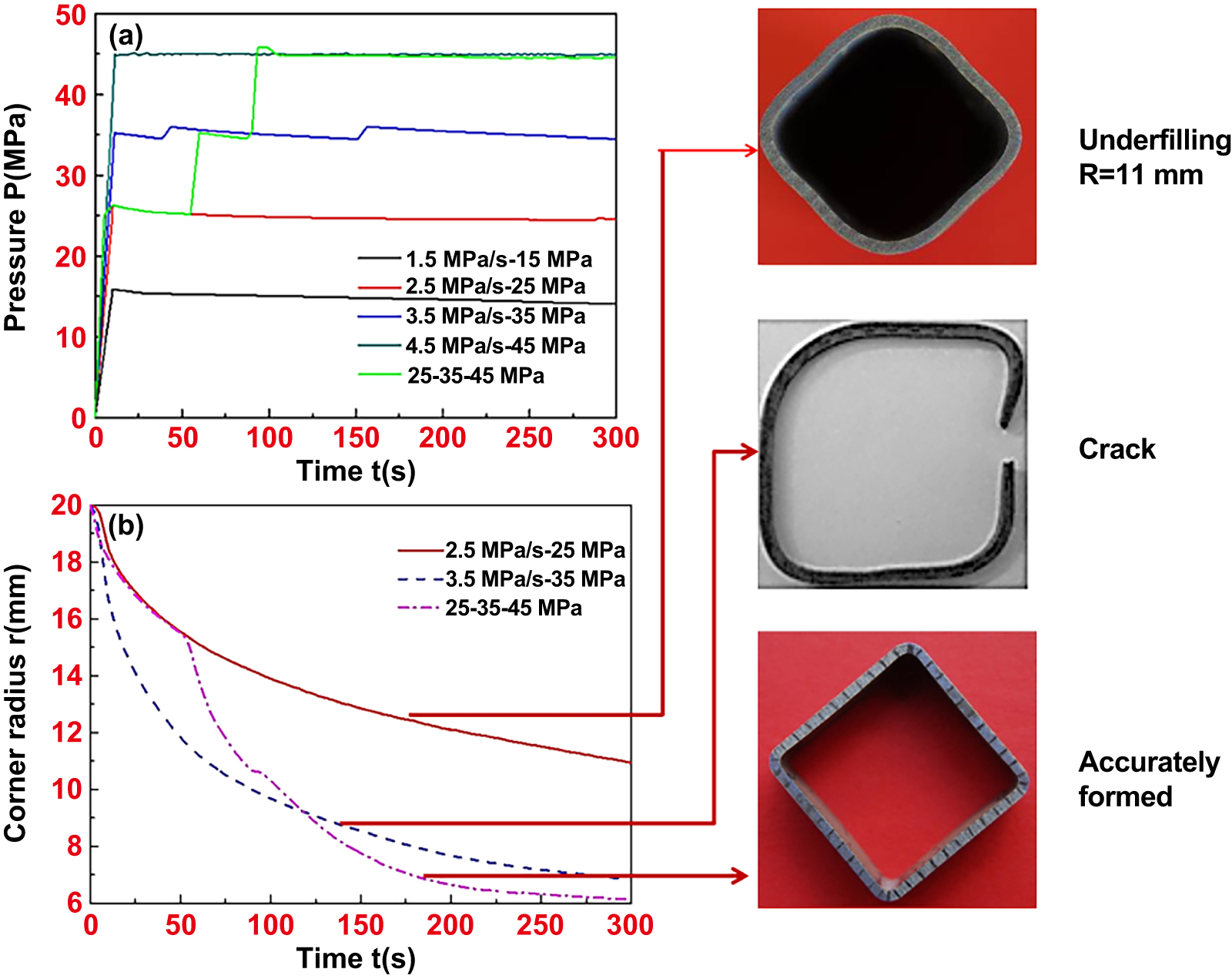
Standard image High-resolution imageIt is known that flow stress and radius affect the pressure greatly. However, the flow stress is strain rate related, and thus the pressure also affects the flow stress. Figure 8 shows the effect of pressure loading path on the corner filling of TA18 alloy at 700 °C, from which one can see that with the increase of bulging pressure, the filling time is reduced. However, it should be noted that the inflowing cold high-pressure gas would influence the tube temperature during the forming process [47], which could also lead to forming failure. Therefore, in order to reduce the cooling effect of the inflowing high-pressure gas and maintain a good forming efficiency, a multi-stage pressure loading path was applied. At the first stage, a relatively low pressure of 25 MPa was applied to prevent the occurrence of splitting; at the second and third stages, the pressure was increased to accelerate the corner filling. A sound square cross section tubular component was produced using the optimised pressure loading path as shown in figure 8.

Figure 8. Pressure loading paths and the evolution of corner radius at 700 °C, (a) pressure loading path, (b) the corner radius changing curve [47, 48].
Download figure:
Standard image High-resolution image3.2.2. Thickness uniformity control of components with a large expansion ratio.
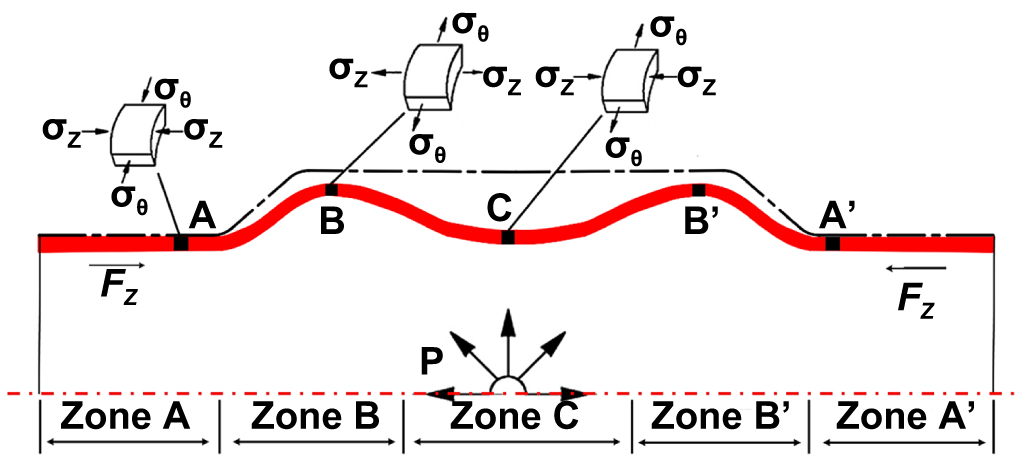
The formability of titanium alloys tube under HGPF condition could be evaluated by the limit expansion ratio, which could be tested by free gas bulging without axial feeding. If a component has a maximum expansion ratio higher than the limit expansion ratio, then it is called 'component with a large expansion ratio'. Axial feeding is a very important approach to control the thickness distribution of the final formed parts in hydroforming [49, 50], which can be also employed by HGPF. But it should be designed carefully by considering the coupling effect of forming pressure. The tube could be divided into three zones during the forming including feeding zone (A and A'), peak zone (B and B') and wave bottom zone (C) as shown in figure 9 [51]. The stress states at different zones are affected by the axial feeding and forming pressure. If the forming pressure was relatively high but with a relatively low axial feeding speed, the material would be deformed quickly without enough material feeded in, resulting in local thinning or crack failure; however, if the forming pressure was relatively low but with a relatively high axial feeding speed, the material would be accumulated in the transition zone and wrinkle failure may occur near point B. In order to achieve the proper axial feeding speed and the corresponding forming pressure value, FE simulation of HGPF should be carried out.

Figure 9. The stress states of materials at three different zones. [51] (2014) With permission of Springer.
Download figure:
Standard image High-resolution imageIn the forming of the Ti-3Al-2.5 V tubular component with expansion ratio of 50%, a two-stage pressure loading path shown in figure 10 was used [52]. The pressure value at the first and second stage were 5 and 7 MPa, respectively, and it was increased to 30 MPa to calibrate the tubular part. The feeding was also completed by two stages at different feeding rates.
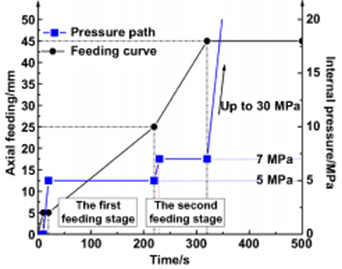
Figure 10. Two-stage axial feeding and pressure loading paths. [52] (2015) With permission of Springer.
Download figure:
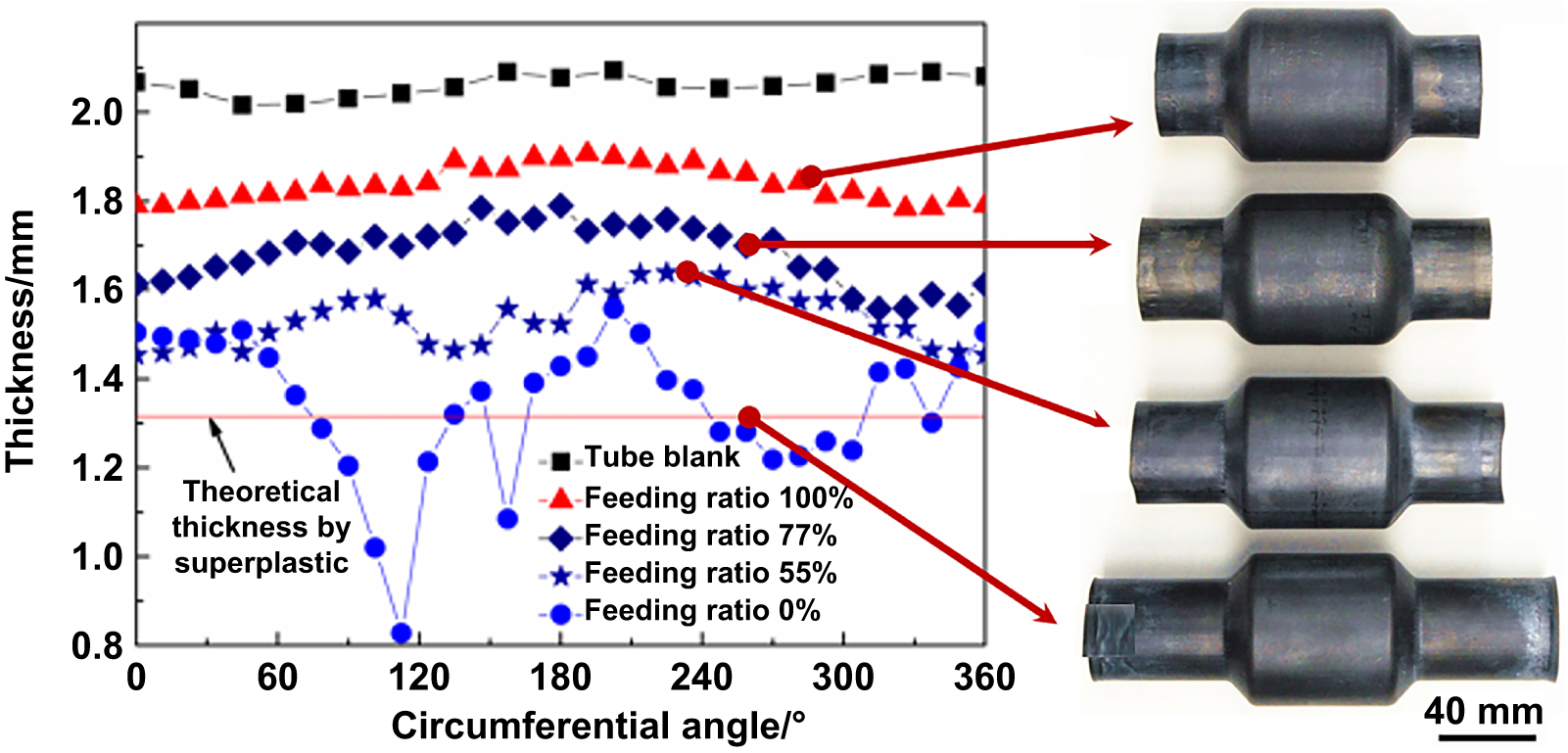
Standard image High-resolution imageIn the feeding process, the ratio between the actual and theoretical axial feeding length is called the feeding ratio. Figure 11 shows the formed large expansion tubes with different axial feeding lengths. Without axial feeding, similar to SPF, multiple necking occurred along the cross section of the component, which results in non-uniform thickness distribution. With the increase of axial feeding, the maximal thinning of the component reduces and the thickness becomes much more uniform. The maximum thinning varies from 53.23% without feeding to 13.02% using a 100% feed ratio. Therefore, it could be concluded that axial feeding could reduce the thinning and improve the uniformity of thickness distribution effectively.

Figure 11. Thickness distribution of TA18 tubular components formed by HGPF with different axial feeding ratios. [52] (2015) With permission of Springer.
Download figure:
Standard image High-resolution imageBesides axial feeding, preforming is another solution to improve the thickness uniformity [39, 53]. Figure 12 shows a TA15 component with not only large expansion ratio but also varied cross section shapes in the axial direction [53]. If the component is formed directly from a regular circular tube, large local thinning at the corners would occur although there is almost no thinning in the central area (figure 12(a)). To address the severe non-uniform thickness distribution, a preforming process is designed to thin the middle area first followed by hot gas pressure forming. Figure 12(b) shows the significantly improved thickness uniformity using the preform incorporated deformation sequence.

Figure 12. Effect of preforming operation on thickness distribution. Computed thinning ratio distribution after HGPF without preforming (a); thinning ratio curves of tube with and without preforming (b). Reproduced with permission from [53].
Download figure:
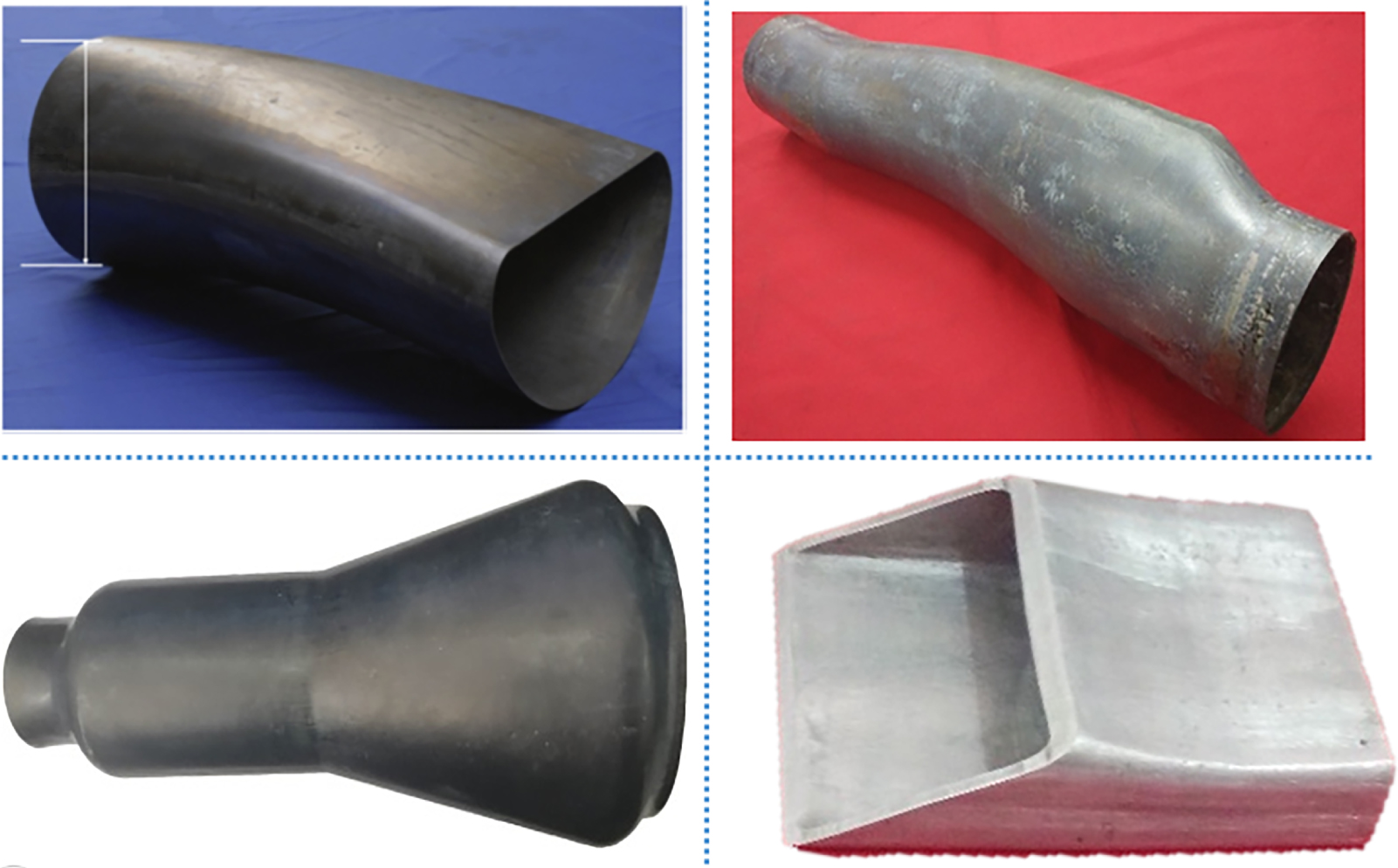
Standard image High-resolution imageUsing the above corner filling and thickness control approaches, a series of titanium alloy tubular components with various cross-section geometries are successfully formed by HGPF, as shown in figure 13 [39]. In order to guarantee the dimensional accuracy, the preforming process is also employed to further improve the thickness uniformity besides the axial feeding. All the geometry features including various cross-sections, curved axis and small radius corners from the complex thin-walled components of titanium alloys could be formed perfectly by HGPF.
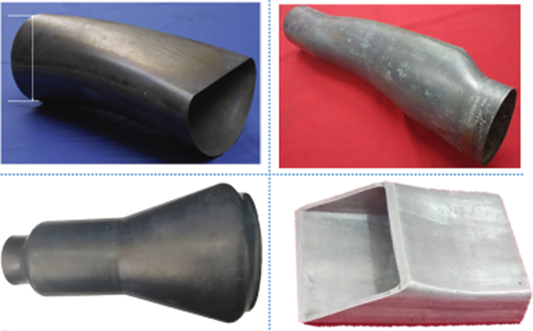
Figure 13. The tubular components with various cross-section geometries formed by HGPF. Reprinted from [39], Copyright (2020), with permission from Elsevier.
Download figure:
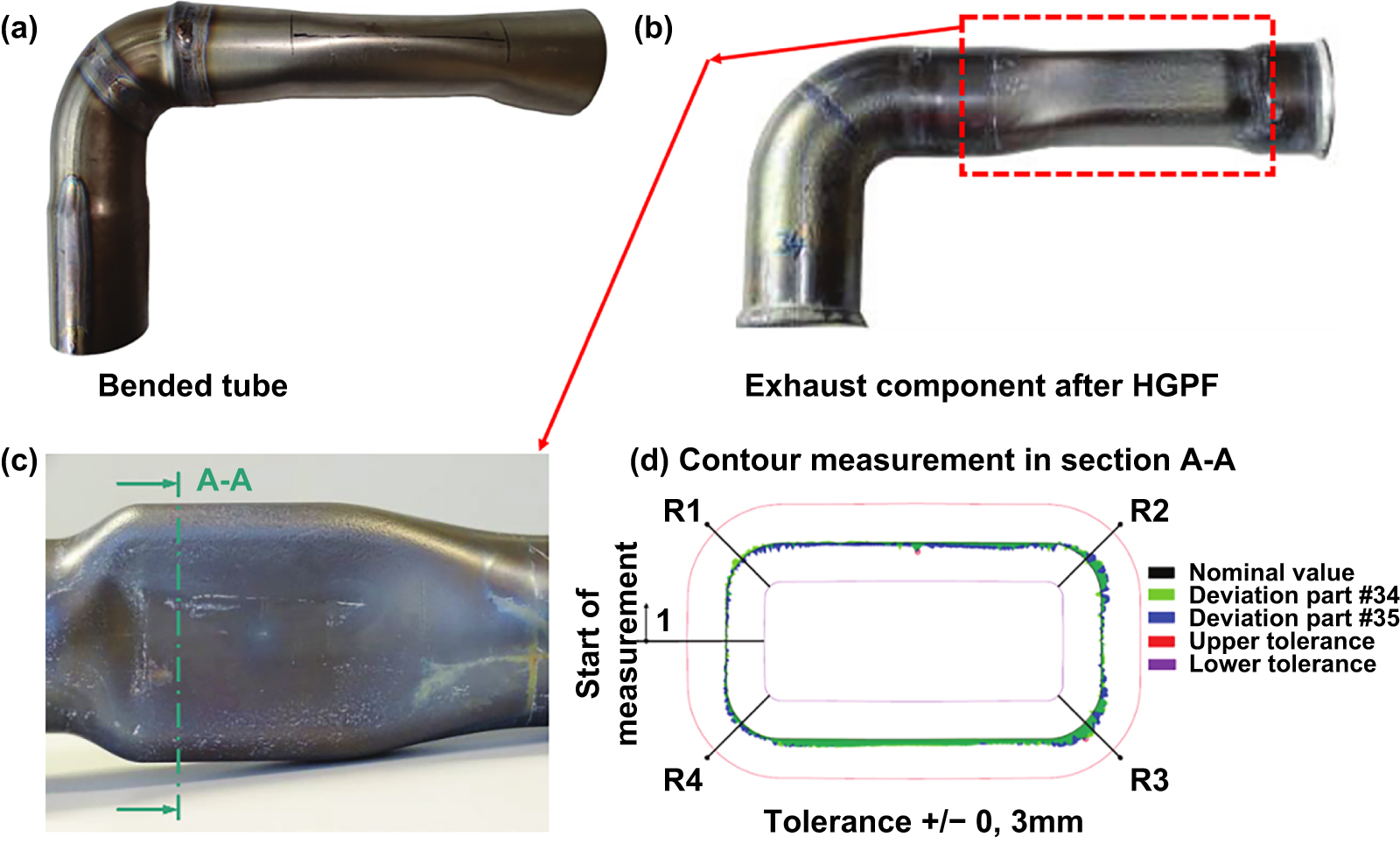
Standard image High-resolution imageIn the actual production, pre-bending is sometimes needed when the part has a curved axis and straight tube cannot be placed in the forming tools. Paul [54] performed a forming test of grade 2 titanium exhaust component and the results are shown in figure 14. In order to achieve good dimensional accuracy and avoid forming failure, preforming processes such as pre-bending, joining, calibration and so on are needed. Figure 14(d) shows 3D coordinate measurement results and the dimensional deviations between the formed part and the CAD reference range from −0.07 mm and 0.11 mm, indicating very good forming quality by HGPF.
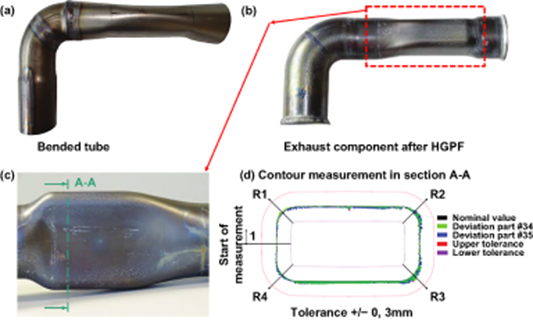
Figure 14. HGPF of Grade 2 titanium exhaust component and dimensional accuracy evaluation. (a) Bended tube; (b) exhaust component after HGPF; (c) position of section A-A; (d) dimensional deviations between the formed part and the CAD reference. Reprinted from [54], with the permission of AIP Publishing.
Download figure:
Standard image High-resolution image3.3. Microstructure and properties control of tubular components during HGPF
3.3.1. Effects of initial microstructure on HGPF of titanium alloy tubular blanks.
The titanium alloy microstructure varies according to the three dominant stages of HGPF: heating, forming and cooling. Static recovery, recrystallization or phase transformation occurs during both heating and cooling stages; dynamic recovery, recrystallization or phase transformation occur during the forming stage due to plastic deformation. Therefore, the intial microstucture is of vital importance, considering all of these microstructure evolutions are dependent on the initial microstructure. Hence, microstructure and property control during forming is a complicated task, requiring systematic and detailed design of the forming process taking into account microstructural evolution mechanisms during thermal–mechanical processing. One should customize the initial microstructure according to the requirements of the final components.
An example of customizing initial microstructure to improve the formability is presented here. It is well known that small average grain size is beneficial for improving ductility at both room and elevated temperature. If one wants to refine the microstructure during the forming, dynamic recrystallization could be one approach by generating small recrystallized grains. Recrystallization is related to temperature, annealing time, and initial microstructure [55]. Higher temperature, longer soaking time and higher stored energy in the material could facilitate recrystallization. Higher initial dislocation density in titanium alloys could reduce the recrystallization temperature [56]. Wang et al [57] proposed a solution to improve the formability of the titanium alloys under HGPF condition by increasing the initial dislocation density where the mechanism is schematically shown in figure 15. Higher initial dislocation density induced significant DRX at the heating and early stage of deformation. The DRX subsequently refined the microstructure and promoted the occurrence of GBS, resulting in improved formability [58].

Figure 15. Schematic diagram of deformation mechanism of (a) titanium alloy consisting of equiaxed α with high initial dislocation density; (b) titanium alloy consisting of equiaxed α with low initial dislocation density during HGPF. Reprinted from [58], Copyright (2017), with permission from Elsevier.
Download figure:
Standard image High-resolution imageFigure 16 shows the microstructure evolution of TA15 alloy with different initial dislocation density during hot tensile testing [59]. It is obvious that the dislocation density of the specimen with higher initial value decreased gradually with increasing strain due to the occurrence of DRX at the early stage of deformation. Numerous newly recrystallized grains with low dislocation density appeared, which refines the microstructure and enhances the formability. On the other hand, the dislocation density of the material with a lower initial value increased gradually with the increase of strain. The accumulation of dislocation at the grain boundaries could lead to local fracture and decreased formability. It should be noted that high initial dislocation density will weaken the strain hardening effect but strengthen the strain rate hardening effect because of more GBS but less dislocation slipping caused by the DRX.

Figure 16. Local misorientation distribution of material with high initial dislocation density (a)–(d) after different strains of (a) 0.2, (b) 0.35, (c) 0.5, (d) 0.75 at 800 °C, 0.001 s−1 and material with low initial dislocation density (e), (f) after different strains of (a) 0.1, (b) 0.2, (c) 0.3, (d) 0.4 at 800 °C, 0.001 s−1. Reprinted from [59], Copyright (2018), with permission from Elsevier.
Download figure:
Standard image High-resolution imageThe quick forming rate and short forming time of HGPF enable the suppression of grain growth during the whole forming process, which is beneficial for obtaining improved component properties. The dimensional accuracy of the formed part is controlled by the forming tool profile. Hence, one could simultaneously accomplish dimensional accuracy, microstructure and material properties by HGPF.
3.3.2. HGPF with air cooling.
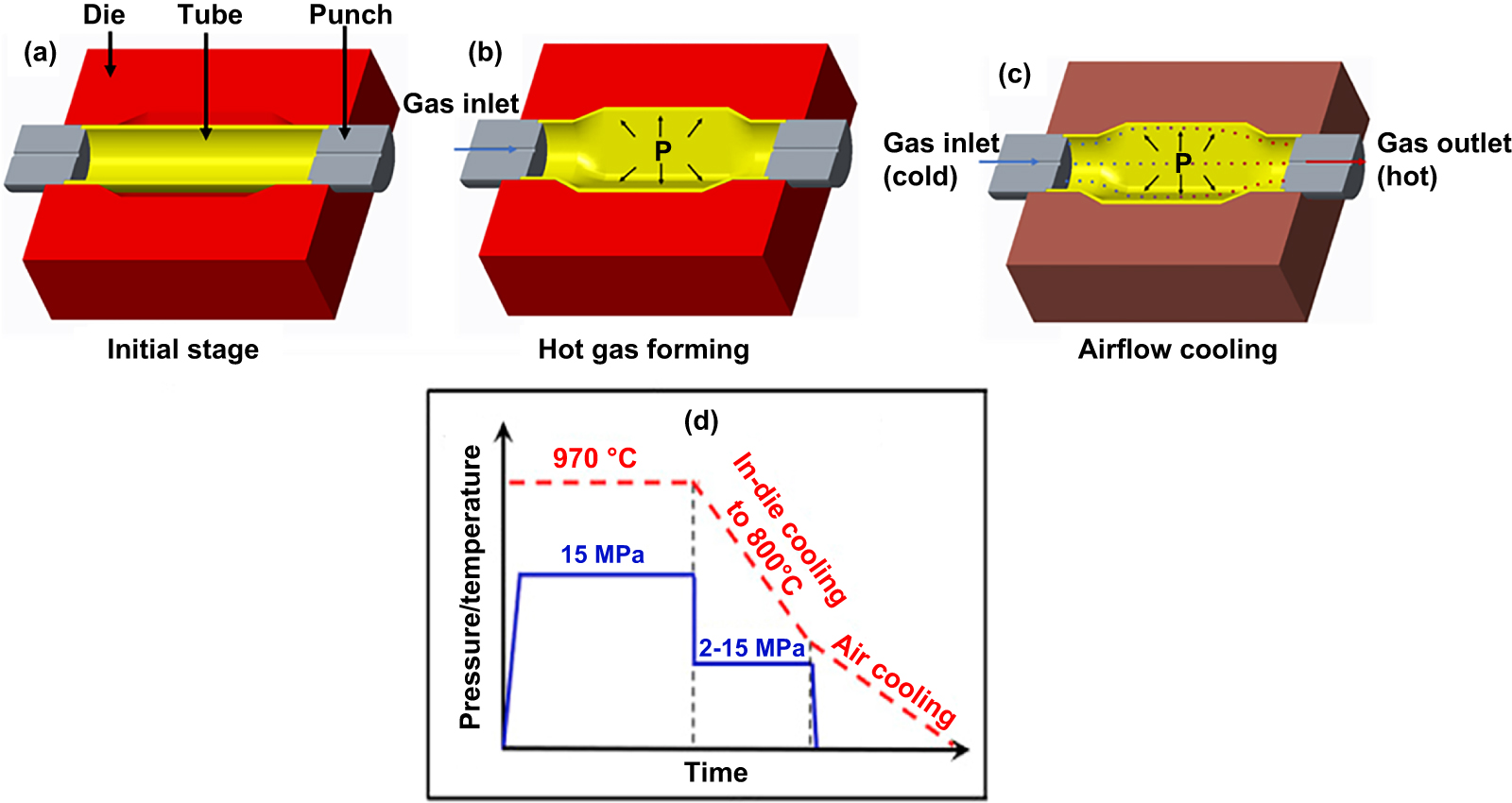
For materials with a certain initial microstrucutre, the microstructure can be adjusted by varying the forming temperature, deformation and cooling conditions. A HGPF with air cooling system was designed by Jiao et al [60] as shown in figure 17, where forming temperature, forming pressure and cooling pressure could be controlled individually and accurately. The procedure of HGPF with air cooling is shown in figure 18. Firstly, the tube was heated to the targeted temperature and then sealed by two punches; secondly, compressed gas was pumped into the tube according to the loading path (figure 18(d)) to form the part to a designed geometry; thirdly, the exhaust control valve was switched on to cool the formed part by compressed air to a selected temperature with different cooling rates. The pressure was then released and the formed part was immediately removed and cooled in air. This system allows the control of heating temperature, soaking time, removal temperature and cooling rate, which makes the adjustment of microstructure and properties during the HGPF possible.

Figure 17. Gas pressure control system for HGPF with air cooling. Reprinted from [60], Copyright (2019), with permission from Elsevier.
Download figure:
Standard image High-resolution image
Figure 18. Schematic of HGPF with air cooling. (a) Initial stage, (b) HGPF, (c) airflow cooling, (d) loading paths of pressure and temperature. Reprinted from [60], Copyright (2019), with permission from Elsevier.
Download figure:
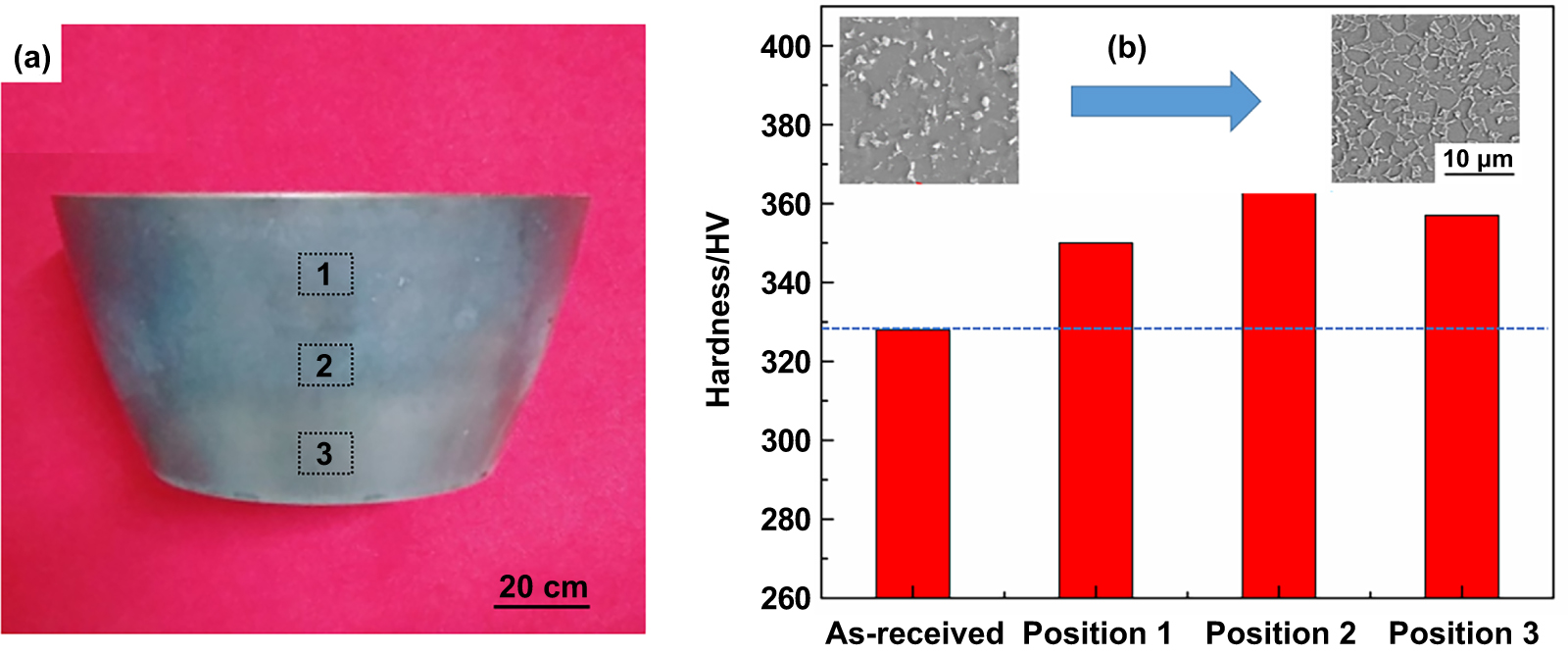
Standard image High-resolution imageA TA15 titanium alloy nozzle is formed by HGPF integrated heat treatment to verify the process. The tube was first solution treated at 950 °C for 30 min before HGPF. Following HGPF, the tube and forming tools were cooled to 600 °C by compressed air, and the tube was soaked for 2 h under a certain pressure for stress relaxation and aging. A TA15 alloy nozzle was successfully formed after in-situ solution treatment and stress relaxation aging, and the final formed part was obtained with an 8.6% post-form strength improvement with microstructure changing from equiaxed to bimodal as shown in figure 19.

Figure 19. A TA15 alloy nozzle formed by HGPF with air cooling (a); microstructure and hardness distribution of a TA15 alloy nozzle after HGPF with air cooling (b).
Download figure:
Standard image High-resolution imageThe control principle of microstrucutre and properties was extended to a Ti-22Al-24Nb-0.5Mo alloy component. For comparison, three different air cooling rates were applied in the experiments, as shown in figure 20. The temperature of the compressed gas is much lower than that of the formed tube, therefore the gas circulation inside the tube will take away the thermal energy of the tube and tool, and the higher airflow pressure will take away more thermal energy, leading to higher cooling rate. It is found that, with the increase of cooling rate from 0.4 to 3.2 °C s−1, the volume fraction and average width of O platelets reduced from 47.5%, 105 nm to 3.9%, 50 nm, respectively, and the aspect ratio of O platelets increased from 5.6 to 9.8 as shown in figures 21(a)–(d). Accordingly, the ultimate tensile strength decreased from 1378 MPa to 1196 MPa at room temperature, but increased from 801 MPa to 880 MPa at 750 °C in figure 21(e).

Figure 20. Temperature curves of tubes during in-die cooling process under different airflow pressures. Reprinted from [60], Copyright (2019), with permission from Elsevier.
Download figure:
Standard image High-resolution image
Figure 21. The SEM microstructures of Ti-22Al-24Nb-0.5Mo quadrate tubes formed at different conditions. (a) Water quenching, (b) in-die cooling-15 MPa, (c) in-die cooling-8 MPa, (d) in-die cooling-2 MPa and (e) tensile stress-strain curves at 750° C at a strain rate of 0.001 s −1. Reprinted from [60], Copyright (2019), with permission from Elsevier.
Download figure:
Standard image High-resolution imageA 70 MPa HGPF platform consisting of induction heating and air-cooling system has already been developed by Harbin Institute of Technology for research and low-volume production as shown in figure 22. Nevertheless, study on the simultaneous guarantee of dimensional accuracy, microstructure and properties in one forming operation is still in the beginning stage. In the future, prediction model should be developed to describe the relation between temperature, gas pressure and cooling rate. The coupling effect of gas pressure, local cooling and microstructure evolution on the dimensional accuracy should be studied. The gas pressure and local cooling may affect the dimension of the forming tools, and the phase transformation may affect the dimension of the component. Therefore, FE simulations including gas–solid coupling, thermo-mechanical coupling and microstructure-deformation coupling should be developed to predict the dimensional accuracy, microstructure and properties accurately, and optimize the forming process. Furthermore, how to apply this technology to components with extremely large geometry size is still of great challenge. Accurate control of temperature and cooling rate over an extremely large component will be the key technology.

Figure 22. A 70 MPa HGPF platform developed by Harbin Institute of Technology.
Download figure:
Standard image High-resolution image3.4. Limitations and future developments
- Although the elongation of titanium alloy is relatively high at a temperature range of 700 °C–850 °C, and strain rate range from 0.01 to 1 s−1, the uniform elongation is still insufficient for components with very large expansion ratio or complicated local features. Preforming process optimization including geometry of initial tube blank and forming sequence is an effective solution to reallocate the material flow and improve the overall deformation uniformity.
- As titanium alloys are deformed at relatively low temperature and relatively high strain rate, the deformation resistance of some titanium alloys is still very strong. The gas pressure may be not sufficient to complete the forming of small corners. Ultra-high gas pressure systems (70 ∼ 100 MPa) could be manufactured and the corresponding technologies of storage, transport and pressure control of the superhigh-pressure gas will be important.
- To form difficult-to–form materials such as TiAl alloy, NiAl alloy and superalloy, the forming temperature is required to be 1000 °C ∼ 1300 °C. Current resistance or induction heating approaches of the material could be adopted to assist HGPF.
- Accurate control of temperature and cooling rate over an extremely large component will be the key technology in order to apply HGPF with air cooling to components with extremely large geometry size.
- Simultaneous guarantee of dimensional accuracy and properties is based on the full understanding and control of the forming process. The coupling effect of gas pressure, local cooling and microstructure evolution on the dimensional accuracy should be studied. Accurate prediction of microstructure and properties of components could support the optimization of the forming process. Therefore, multi-scale material modelling for titanium alloys and simulation coupled interactions between the underlying microstructure evolution and macro deformation for HGPF will be of great importance.
4. Hot stamping of thin-walled titanium alloy panel components
4.1. Principle of hot stamping-quenching of titanium alloys
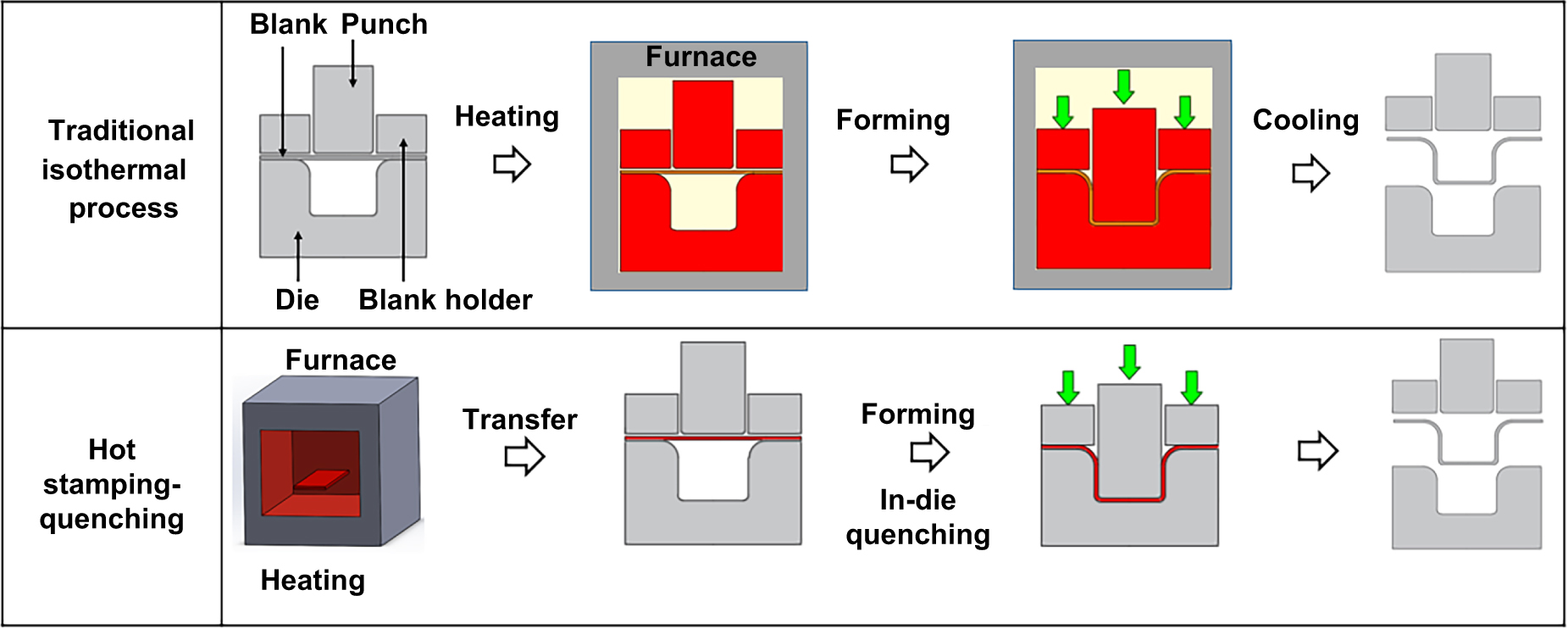
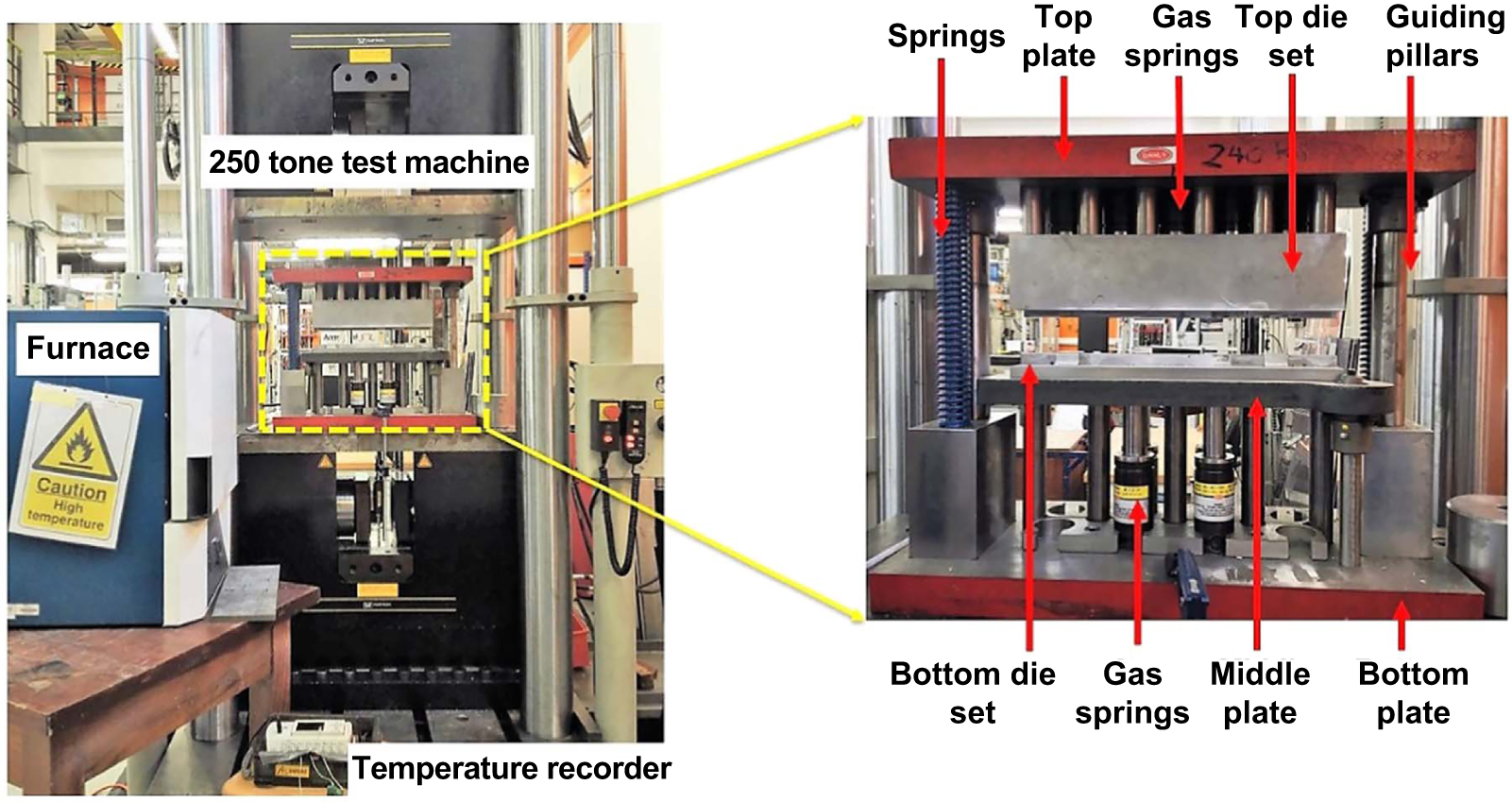
For the forming of titanium alloy panel components, the hot stamping-quenching process is proposed. Figure 23 shows the procedure of the hot stamping-quenching of titanium alloys. Unlike the traditional isothermal forming process, the blank is only heated during the forming process. Firstly, the blank is heated in a furnace to the selected temperature and transferred to the forming tools. After that, the hot blank is stamped and quenched by the cold dies firmly. The forming apparatus mainly includes the high-speed press, furnace, forming tools, and temperature recorder as shown in figure 24. Compared with the traditional isothermal forming, the long-time heating of the forming tools could be avoided, which enables the heating efficiency to be significantly improved and cheap die material to be utilised to further reduce the cost [61].
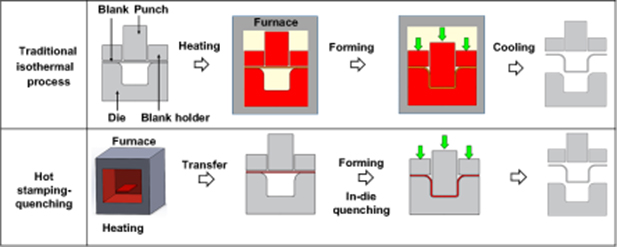
Figure 23. Comparison between traditional isothermal forming and hot stamping–quenching for titanium alloys.
Download figure:
Standard image High-resolution image
Figure 24. Setup of hot stamping-quenching of titanium alloy. Reprinted from [14], Copyright (2018), with permission from Elsevier.
Download figure:
Standard image High-resolution imageHot stamping is well known for high strength steels, which has already been widely applied in the automotive industry [62]. Formed parts with desirable martensite structure delivering very high strength are produced for automotive OEMs [63]. Therefore, hot stamping of high strength steel integrating forming and heat treatment is possible, avoiding the shape distortion during post heat treatment after forming [64]. Lin et al [65–67] developed the hot form and quench (HFQ) process for high strength aluminium alloys, where the solution treatment and forming stages were combined, and the strength of aluminium alloys could be improved by artificial ageing for heat-treatable alloys [68, 69]. This strategy may be possible for titanium alloys, however, the strengthening effect of two-phase titanium alloys after heat treatment is not clear [70]. Considering the initial strength of titanium alloy sheet is already very high, there is no need to improve the strength of the material during the forming, as long as the strength deterioration could be avoided during the forming. The crystal structure of α phase is HCP, and therefore the formability of titanium alloys is poorer than that of steel or aluminium alloys. In addition, the coupling effect of non-uniform temperature field and high-speed deformation also increases the forming difficulties.
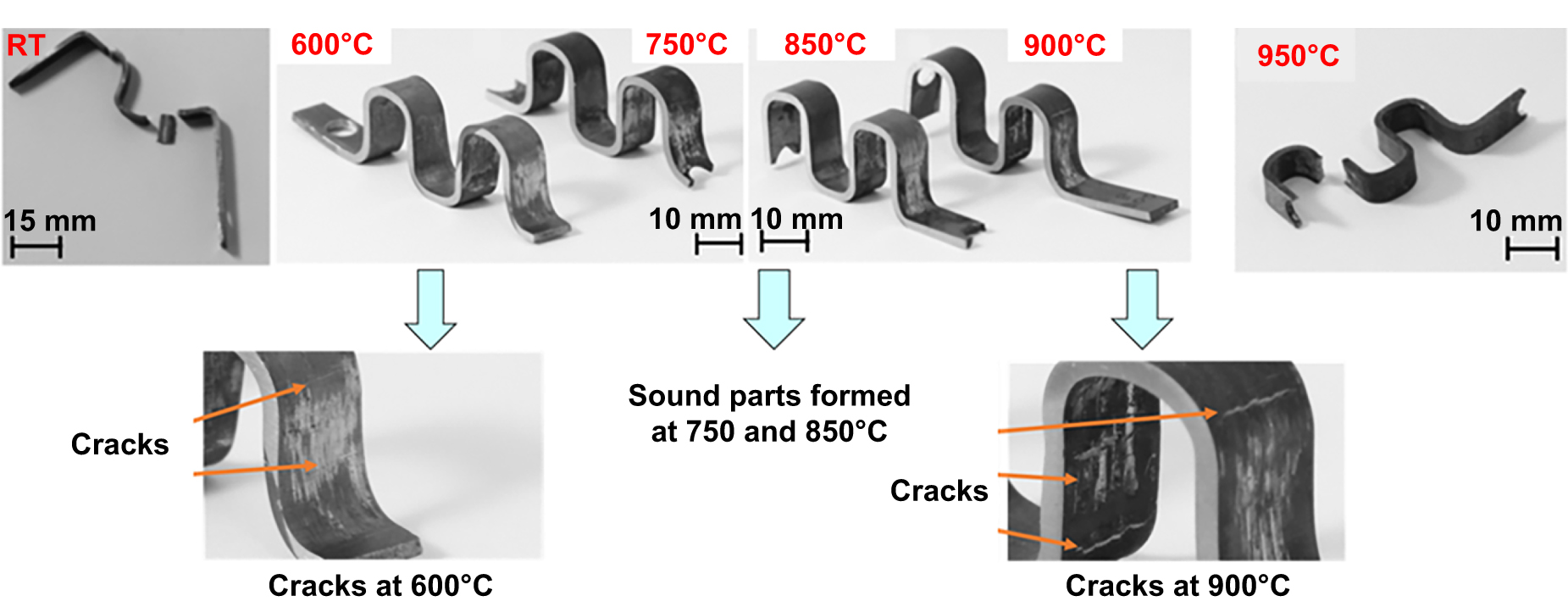
Figure 25 shows the forming results of a TC4 titanium alloy component formed by the hot stamping-quenching process. Sound parts could only be formed at 750 °C–850 °C. When the heating temperature of the blank is lower than 750 °C, crack defects occurred due to the poor formability at the relatively low temperature range. However, the forming also fails at the higher temperature ranges such as cracks at 900 °C and fracture at 950 °C, which is believed to be caused by phase transformation, grain coarsening and oxidation during the heating and forming process [14].

Figure 25. View of parts formed at different temperatures. Reprinted from [14], Copyright (2018), with permission from Elsevier.
Download figure:
Standard image High-resolution imageThe processing window for TC4 titanium alloy sheet under hot stamping condition is summarized in figure 26, where the temperature range from 750 °C to 850 °C is the safe zone. The β transus temperature for TC4 is approximately 980 °C. When the heating temperature of the blank is near the β transus temperature, element diffusion is at a very high rate, resulting in significant phase transformation, grain coarsening and oxidation. This complicated microstructure evolution decreased the formability of the blank leading to the forming failure at high temperatures. Unlike the traditional isothermal forming, the temperature of the blank is much higher than that of the forming tools. Once the hot blank is taken out from the furnace, the temperature begins to drop due to air cooling, and the decline will be greatly accelerated when the hot blank is positioned on the cold forming dies. The underlying microstructure is determined by experienced cooling rate and varies greatly. Furthermore, the properties of the formed components are subsequently related to the microstructure evolution during the whole hot stamping forming process. The hardness of the formed part decreased first and then increased in the temperature range of 600 °C–950 °C [14]. Therefore, a comprehensive understanding of the forming process is essential in order to guarantee the dimensional accuracy, microstructure and properties by hot stamping.

Figure 26. Processing window for TC4 titanium alloy sheet under hot stamping conditions. Reprinted from [14], Copyright (2018), with permission from Elsevier.
Download figure:
Standard image High-resolution image4.2. Dimensional accuracy control of hot stamped components
The dimensional accuracy of titanium alloys components formed by hot stamping is mainly determined by springback. Unlike isothermal forming, the hot blank is quenched by the cold die during hot stamping. Nakagawa et al [71] summarized the factors affecting springback during the hot stamping of steels, which includes elastic recovery, thermal shrinkage, temperature distribution, and phase transformation. This varies from steels where the ratio of yield strength to Young's modulus of titanium alloys is much greater at room temperature. At elevated temperatures, both flow stress and young's modulus decrease with increasing temperature, as is the ratio of yield strength and young's modulus. Therefore, the springback after hot stamping clearly decreases with increasing heating and forming temperature of the blank [72] as shown in figure 27.

Figure 27. Relationships between springback angle, corner radius and heating temperature during the hot stamping of TC4 alloy. Reprinted from [72], Copyright (2013), with permission from Elsevier.
Download figure:
Standard image High-resolution imageFor hot stamping of titanium alloys, phase transformation of β to α may occur during in-die quenching, which may also cause some dimensional fluctuations. During this transformation, the β to α phase is accompanied by a volume contraction of 0.15–0.3% [73]. However, the volume expansion accompanying the martensite transformation in iron-carbon alloys at the Ms temperature varies from 2.0% to 3.1% depending on carbon content [74], which is much greater than that of titanium alloys. Moreover, hot stamping of titanium alloys should be performed at the two-phase zone. The absence of forming within the single-phase zone avoids the full martensite structure. Unlike hot stamping of steels, only a portion of the α phase transformed into β phase during the heating, which could further reduce the dimension fluctuations caused by phase transformation. Therefore, the influence of phase transformation on dimension fluctuation could be neglected and elastic recovery will be the dominant factor resulting in dimension fluctuation during the hot stamping-quenching of titanium alloys.
There are two mostly used approaches to solve the springback problem: one is increasing the temperature, and the other is tooling compensation. The maximum temperature used is determined according to the microstructure and properties requirements. The springback of titanium alloys during hot stamping-quenching could be predicted using FE simulation, and the forming tools could be compensated accordingly to guarantee dimensional accuracy.
During the hot stamping, temperature and forming speed will affect the thickness distribution. Figure 28 shows the thickness distribution of an AA5754 wing stiffener formed at different temperatures and speeds. The overall thinning decreased with the decreasing temperature and increasing forming speed. The material has higher strength and greater strain hardening effect at lower forming temperature, therefore more material could be draw into the forming tools during the forming, and results in less material thinning [75]. The higher forming speed during the forming will lead to higher strain rate, which could increase the strength by strain rate hardening. The higher forming speed could also reduce the heat transfer between the blank and blankholder due to the less contact time, therefore more soft material at the blankholder area could be draw in and reduce the material thinning [75]. Regarding to the hot stamping-quenching of titanium alloys, lower forming temperature may reduce the formability and cause forming failure. Therefore, the forming parameters should be optimized by FE simulation before the actual forming to control the thickness distribution.

Figure 28. Numerical thickness distributions across part section for different temperatures (a) and forming speeds (b). Reproduced from [75]. CC BY 3.0.
Download figure:
Standard image High-resolution image4.3. Microstructure and properties control of hot stamped components
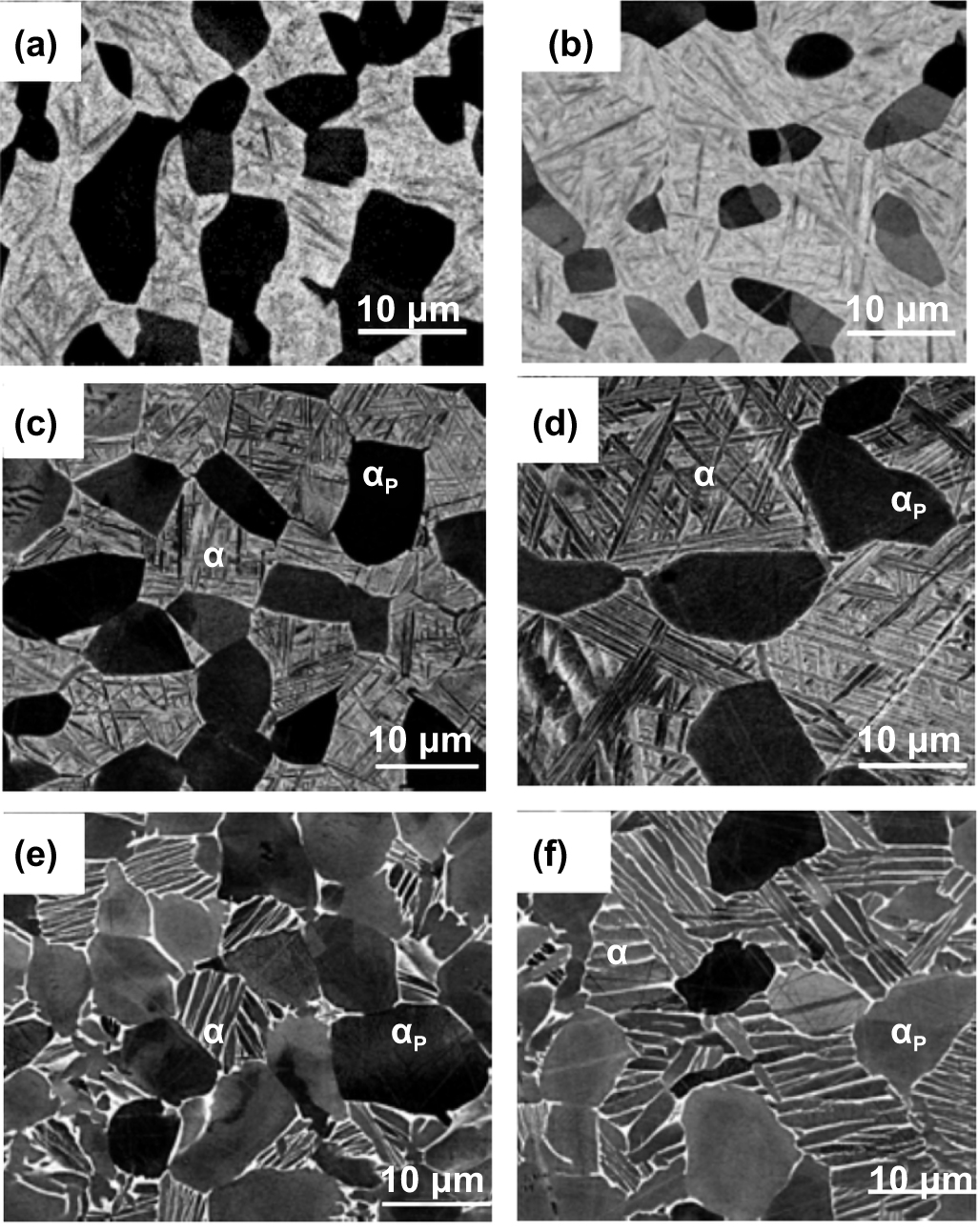
The forming time of hot stamping processes is short, normally within 1 s, and can thus be neglected compared with the period of heating. Therefore, the microstructure of hot stamped titanium alloy components is mainly determined by heating and cooling conditions. The effect of temperature on the microstructure of TC4 alloy is shown in the SEM figures of figure 29. As can be seen, both the fraction and size of β phase increase with increasing temperature. The overall morphology of the TC4 alloy is similar to the initial state at temperatures lower than 850 °C. However, secondary α is formed in the β matrix at 900 °C.

Figure 29. SEM microstructure images of the Ti6Al4 V samples tested at 600 °C (a), 650 °C (b), 750 °C (c), 800 °C (d), 850 °C (e) and 900 °C (f). Reprinted from [14], Copyright (2018), with permission from Elsevier.
Download figure:
Standard image High-resolution imageIt is well-known that cooling rate also affects the microstructure and properties of titanium alloys a lot after the thermal-mechanical processing. Figure 30 shows the microstructure of TC4 alloy after heat treatment at 930 °C and 970 °C with water quenching, air cooling and furnace cooling respectively. With the decreasing of cooling rate, both the fraction of primary α and thickness of the secondary α increase gradually, and the strength decreased and elongation increased correspondingly [76]. Hot stamping-quenching of titanium alloys is performed at the two-phase zone. The effect of cooling rate on microstructure is the same with that during the heat treatment. But the average cooling rate of the in-die quenching is higher than 200 °C s−1, so the post-form microstructure is similar with that after water-quenching during the heat treatment. If one wants to reduce the cooling rate, warm forming tools or thermal insulation coating on the tool surface are recommended.

Figure 30. Microstructure of TC4 alloys heat treated at 930 °C (a), (c), (e) and 970 °C (b), (d), (f) and water quenched (a), (b), cooled in the air (c), (d) and cooled in furnace (e), (f). Reproduced with permission from [76].
Download figure:
Standard image High-resolution imageThis microstructure evolution affects both the formability and material properties of the components. Table 1 summarizes the microstructure and post-form hardness evolution of Ti5Al4 V at a range of temperatures. At heating temperatures ranging between 600 °C and 700 °C, the microstructure morphology is nearly unchanged with deformation, and the main mechanism was recovery. At heating temperatures ranging from 750 °C to 900 °C, the fraction of β phase and post-form hardness increased with the increase of temperature; recrystallization of α grains was also observed, and therefore the main mechanism at this temperature range would be phase transformation and recrystallization. When the heating temperature was greater than 900 °C, significant phase transformation of α to β and noticeable grain growth of α grains occurred, which increased the post-form hardness and simultaneously reduced the formability of the material. Therefore, the main mechanism at this temperature range would be phase transformation and recrystallization.
Table 1. Microstructure and post-form hardness evolution at different temperatures. Reprinted from [14], Copyright (2018), with permission from Elsevier.
| Temperature (°C) | 600–700 | 750–900 | > 900 |
|---|---|---|---|
| Microstructure morphology evolution | Little change | Phase transformation of α to β and recrystallization of α grains | Phase transformation of α to β and grain growth of α grains |
| Post-form hardness | Decrease with the temperature | Increase with the temperature | Increase with the temperature |
| Main mechanisms | Recovery | Phase transformation and recrystallization | Phase transformation and recrystallization |
In order to guarantee the dimensional accuracy, microstructure and material properties of hot stamping-quenching, it is necessary to have a thorough understanding of the relations between practical forming parameters and underlying microstructural evolution. This will enable careful forming process design by considering formability and springback. For example, if the initial microstructure of the as-received sheet is fine equiaxed, and the requirement is to achieve bimodal microstructure after forming, the heating temperature of the blank could be 30 °C ∼ 50 °C below the transus temperature with soaking for a certain period. However, it should be noted that, transformed β phase formed during the forming will reduce the formability of the material, which may cause forming failure. If the requirement is for material microstructures that experience limited change after forming, the heating temperature is recommended to be controlled at the lower temperature ranges in the two-phase zone with the heating time being as short as possible. It should be noted that springback and formability problems may arise if the heating temperature is insufficiently high. This control over microstructure and material properties has been demonstrated in the complex component of figure 31, which shows a TC4 titanium alloy wing stiffener produced by hot stamping-quenching.

Figure 31. TC4 titanium alloy wing stiffener formed by hot stamping.
Download figure:
Standard image High-resolution image4.4. Limitations and future development
- The processing windows for hot stamping-quenching titanium alloys is relatively narrow, which limits its overall application. The formability of titanium alloys under hot stamping-quenching is found to be not only affected by forming parameters such as temperature, heating rate, soaking time, forming speed and friction but also by microstructure. Therefore, increasing the scope and applications of this process requires detailed studies on the optimization processing window.
- Multi-scale material models for titanium alloys and finite element simulations coupled with the interaction between microstructural evolution and macro-deformation under hot stamping-quenching conditions is of great significant to accurately modeling the process.
- The residual stress in the formed titanium alloy part after hot stamping is greater than that of traditional hot press forming. The effect of residual stress on the component properties, and in particular fatigue should be further examined.
5. Other approaches to enhance the forming efficiency of titanium alloy components
5.1. HGPF assisted by current resistance heating
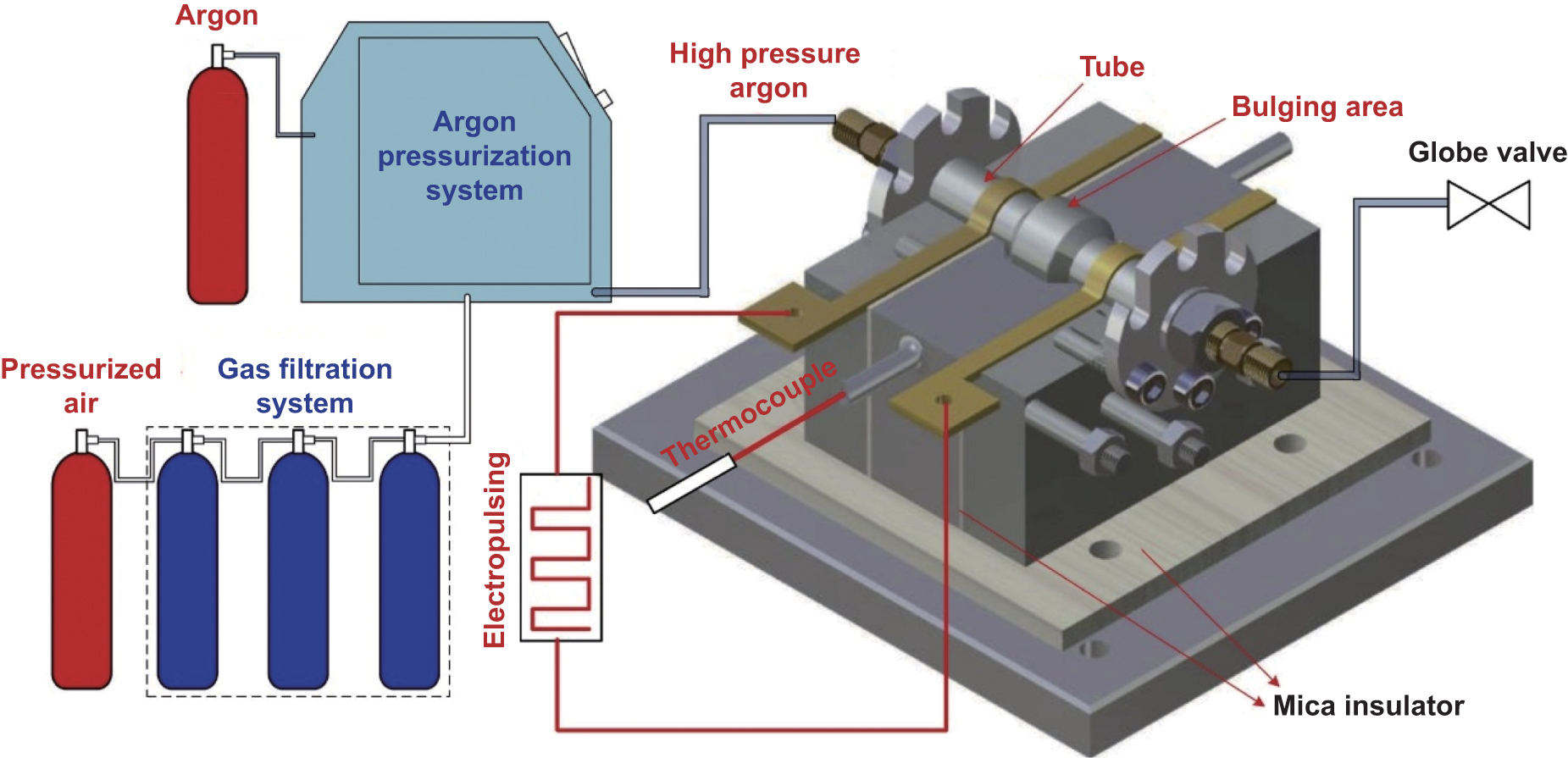
Although the forming efficiency of titanium alloys has been greatly improved by HGPF compared with traditional forming processes, heating is still required for both the forming tools and initial blank. To further reduce the cycle time, HGPF assisted by current resistance heating is proposed, where only the blank is heated by current resistance and the forming tools are maintained at room temperature. Similar technologies have been applied on Al-alloys [77] and high strength steels [78]. The principle and apparatus of this novel process is shown in figure 32. It can be seen that the overall setup is similar with HGPF, but the current resistance heating system is used to replace the approaches used for heating forming tools [79]. The heating efficiency could be improved greatly by current resistance heating, and titanium alloy can be heated to forming temperature in less than tens of seconds [80]. However, insulation between the blank, electrodes and forming tools can be an issue and mica insulators are often used to insulate the electrodes from forming tools. High-temperature ceramic insulating varnish could be coated on forming tool surfaces to insulate the tube from the forming tools [79].

Figure 32. Schematic of experimental apparatus for electrically assisted hot gas bulging. Reprinted from [79], copyright (2019), with permission from Elsevier.
Download figure:
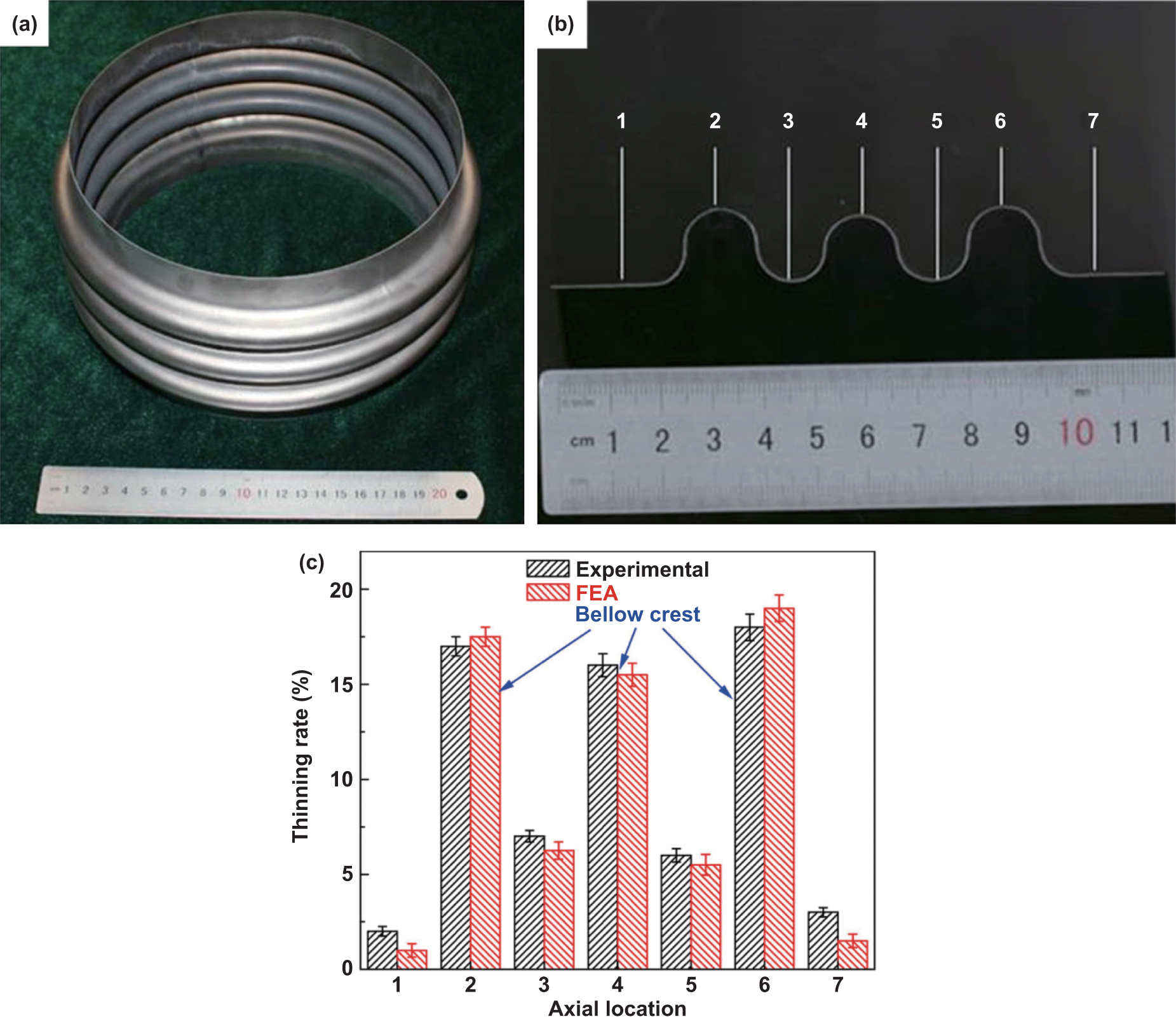
Standard image High-resolution imageAn example Ti31 titanium alloy component has been successfully formed with this method at 700 °C with a current density of 11.0 A mm−2 [81]. Figure 33 shows the formed Ti31 bellow product and the comparison of corresponding thickness distribution between experimentation and FE simulation. The maximum thinning ratio of the formed part is approximately 18% at the wave crest. In order to achieve such a thinning ratio, FE simulation is required to optimize the forming parameters including axial feeding value, feeding speed and forming pressure. If the axial feeding is insufficient, severe local thinning would occur. One the other hand, if axial feeding is excessive, wrinkling would occur [81]. The coupling effect between the axial feeding speed and forming pressure is also critical. If the feeding speed is great, wrinkle may also occur as the material cannot be flattened in a timely manner by the forming pressure [81].

Figure 33. The final Ti31 bellows product and the corresponding thickness distribution in the experiments and FE simulation. (a), (b) The final product and (c) thickness distribution of experimental measurement and FE simulation. [81] (2018) With permission of Springer.
Download figure:
Standard image High-resolution imageTang et al [79] proposed an electropulsing assisted pulsating gas forming process for commercial pure titanium tubes by using pressurized argon filled into a sealed tube. It is found that electropulsing frequency affects the heating temperature, formability, deformation uniformity and post-form microstructure greatly. CP-Ti tubes tend to exhibit a higher bulging limit and more uniform deformation with lower frequency [79]. When tube is heated at low frequency, the temperature profile follows a serration-shaped growth, namely increasing, subsequently decreasing and increasing again. Therefore, the deformation concentrates on the upper part of the workpiece during heating, and the area near the original deformation region begins to deform during the next electropulsing cycle as shown in figure 34. The coupled effect of the periodic temperature homogeneity along the circumferential direction, the repeated hardening and softening of materials, and the oscillation of the relative load leads to the higher bulging limit and more uniform deformation [79]. It is widely reported that electropulsing treatment could reduce the yield stress and increase the formability of titanium alloys due to the electroplastic effect [82, 83], which is also one of the possible reason for the increased forming limit.

Figure 34. The schematic diagram of the successive localized deformation mode in EAPGF. Reprinted from [79], Copyright (2019), with permission from Elsevier.
Download figure:
Standard image High-resolution image5.2. Hot stamping of titanium alloys assisted by current resistance heating
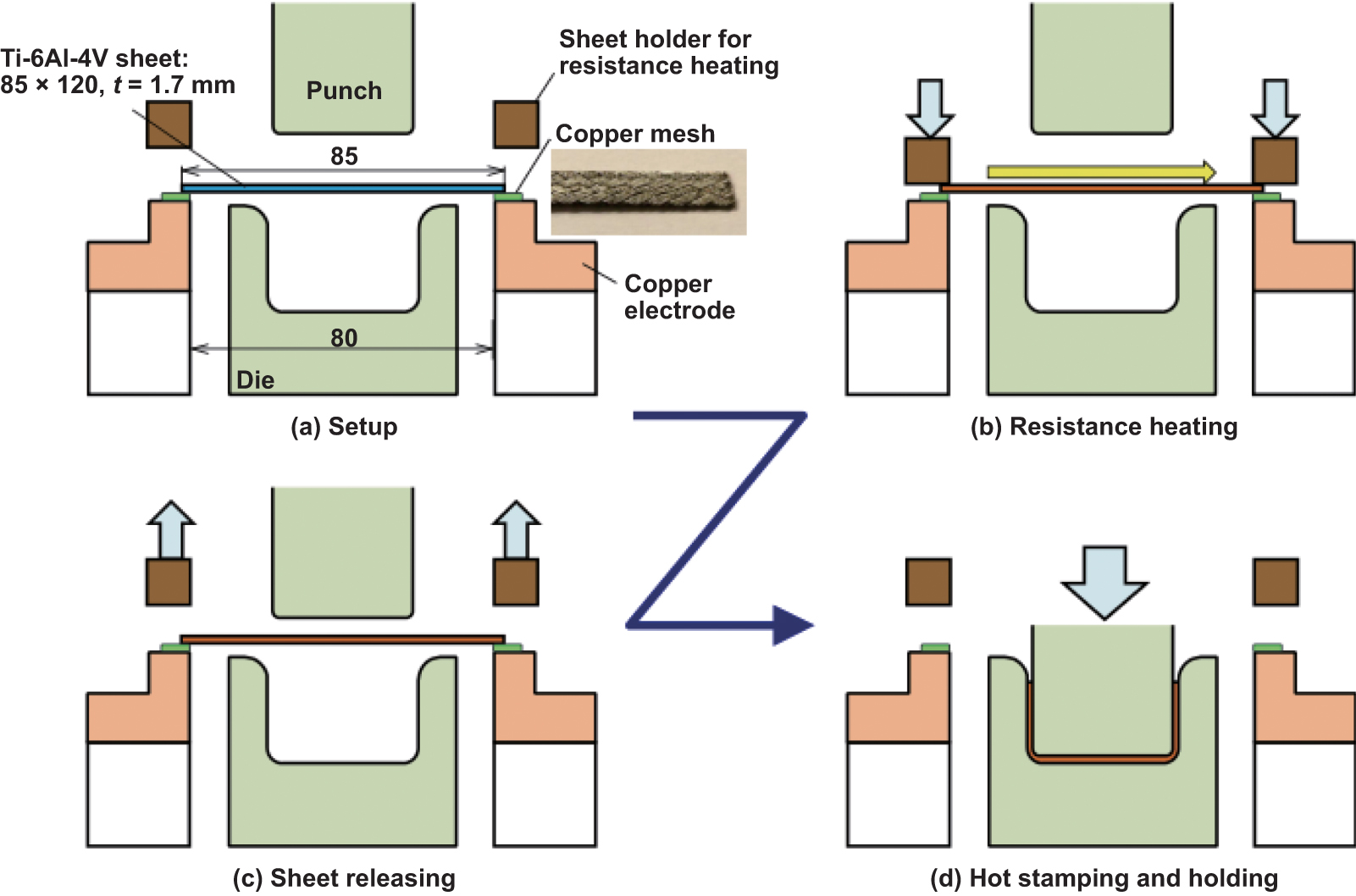
During hot stamping with furnace heating, the time taken to heat the blank could be of the order of tens of minutes, followed by 3–10 s to transfer the heated blank from the furnace to the forming tools, which results in approximately 50 °C temperature drop. In order to further improve the heating efficiency and avoid transfer, hot stamping of titanium alloys assisted by current resistance heating is proposed [84]. The principle is shown in figure 35. The blank is heated in-situ by current resistance, and when the temperature reaches the target value, the blank is released, stamped and quenched immediately within the cold dies and held for a few seconds.

Figure 35. Resistance heating and forming with non-heated die. Reproduced with permission from [84].
Download figure:
Standard image High-resolution imageAn industrial-scale electric resistance hot forming press is reported by Ozturk et al [85] as shown in figure 36. In this arrangement, an electric resistance heating system is installed on the hydraulic press to heat the titanium alloy sheet. From the literature, a commercially pure titanium part with a sheet thickness of 0.6 mm was successfully formed. The forming results showed that defects such as springback, wrinkling and tearing are avoided, resulting in good dimensional accuracy. Three forming trials at temperatures of 600 °C, 650 °C and 680 °C also showed that the microstructure of the material changes little after forming.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 36. Schematic representation of electric resistance heating systems (a) and example of an industrial part stamped by electric resistance method (b). [85] (2016) With permission of Springer.
Download figure:
Standard image High-resolution image{kind=link}
6. Conclusions and perspective
This article has aimed to provide a comprehensive review of two high-efficiency technologies for the manufacture of complex shaped thin walled components from titanium alloys. The technologies reviewed included HGPF for tubular products and hot stamping-quenching for panel products, with the review addressing the processes in terms of dimensional accuracy, underlying microstructure and resulting material properties. The main scientific conclusions of this work are summarized as follows:
- Complex thin-walled components from titanium alloys could be efficiently formed under a new processing window involving lower temperatures and higher strain rates, to achieve a more uniform thickness distribution and higher component strength. Furthermore, the strain rates involved are up to ten times greater than SPF or hot pressing, resulting in a significantly improved production efficiency, enabling the process to be a robust potential technology for volume production of high-quality titanium alloy components.
- For tubular components formed by HGPF, the dimensional accuracy can be effectively controlled by the loading path of pressure, temperature and axial feed. However, the loading path must be designed carefully based on accurate numerical simulations, otherwise temperature deviations may induce obvious changes to the filling rate. A mismatch of pressure and axial feeding may cause fracture or wrinkling for a component. A non-linear pressure loading path is suggested to obtain a higher forming efficiency whilst maintaining acceptable formability.
- The dimensional accuracy of titanium alloy panel components formed by hot stamping is mainly determined by springback. With increasing heating temperature, the springback decreases gradually. When the heating temperature is too high near the β transus, phase transformation, grain coarsening and oxidation become more obvious, which will affect the formability and final properties. Therefore, it is quite useful to create the processing windows based on both the formability and springback.
- High-efficiency forming processes show the possibility of simultaneous guaranteeing dimensional accuracy and mechanical properties. For titanium alloy tubular components, HGPF with air cooling offers great potential. As for hot stamping, optimizing the heating temperature, heating rate and soaking time could adjust the microstructure flexibly. Therefore, a full-cycle optimization of the forming process considering the customized initial microstructure, accurate control of heating rate, temperature, soaking time, deformation, cooling rate and removal temperature, is identified as a possible research area.
- High-efficiency forming processing involves a variety of key technologies, such as rapid heating, rapid cooling and rapid pressurization. The current resistance heating and induction heating technologies have shown some applicability in rapid heating of titanium alloys. However, in order to realize the industrial application of high-efficiency forming, it is necessary to systematically develop high-efficiency forming equipment with digital and intelligent control system, so as to meet the needs of multi-objective parameter control.
Acknowledgments
This work was financially supported by the Program of National Natural Science Foundation of China (Nos. U1937204 and 51905124) and China Postdoctoral Science Foundation (2019M661278).