
Abstract
The application of plant-based by-products from the food industry as minimally processed functional fillers for polymeric composites is an increasingly popular trend among researchers and manufacturers. While minimizing the preprocessing of lignocellulosic fillers leads to an increase in the sustainability of the overall composite and a decrease of the carbon footprint, filler modification is usually indispensable to obtaining sufficient mechanical and thermomechanical properties of a composite. The goal of the presented study was a comprehensive analysis of the structure, mechanical and thermal performance of polyethylene-based (PE) composites with spent coffee grounds (FK) and cocoa husks (KK). Differential scanning calorimetry (DSC) measurements showed the antioxidant activity of both fillers, extending the oxidation induction time by 100% (54 min) compared to pure PE (20 min). Composites with up to 5 wt% of the filler were characterized by low porosity (0.5%) and revealed tensile strength of about 20 MPa, which is comparable with the results of unmodified PE. However, the materials' ductility was affected, reducing elongation at break and tensile toughness by two orders of magnitude. In order to quantify changes in adhesion at the interface, a comprehensive analysis of thermomechanical parameters based on dynamic mechanical analysis (DMA) was carried out, including the assessment of interactions on the interface of the composite caused by the increase in free volume inside composites' structure.
Graphical Abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Statement of Novelty
The research hypothesis refers to the possibility of using low-processed waste from the agro and food industry as functional fillers for polyethylene composites. Many studies consider using a wide range of lignocellulosic fillers for manufacturing polymer composites and describing new methods of antioxidant stabilization of plant extracts. However, using fillers rich in low molecular weight compounds and focusing on the resulting migration to the polymer improved stability is a new trend. In this study, the beneficial antioxidant effects of plant fillers were analyzed, and the drawbacks and the resulting limitations as self-standing fillers for developing final products were defined. The presented analyzes determine which filler contents results in improved composites' antioxidant stability and will compensate for the deterioration of mechanical properties acceptable from the application point of view, justifying the exclusion of synthetic stabilizers in polymer-wood composites.
Introduction
The last two decades have resulted in research on new polymers and their composites characterized by better mechanical or thermal properties. Apart from improving the characteristics, an equally important task is enhancing the sustainability of the novel composites and plastics. The two goals can be achieved simultaneously by applying re-valorized waste from different branches of industry as fillers in polymeric composites [1].
Polyethylene is the most widely processed commodity polymer. It is characterized by vast possibilities of structural modification, which translates into wide varieties designed for various applications. High chemical resistance and non-toxicity make it widely used in packaging and products dedicated to the food industry [2,3,4]. Therefore, polyethylene-based materials are a considerable source of post-consumer waste, which can pose a serious threat to the natural environment. Taking into consideration the petrochemical origin of PE and the lack of the possibility of biodegradation, new ways of improving its sustainability need to be implemented. One of the methods is mechanical recycling [5,6,7,8], and the other one is the production of composites with plant fillers [9,10,11]. The latter is especially interesting because adding natural-based fillers not only improves renewability but can also reduce the need to use conventional, synthetic additives, which is a step towards environmental friendliness.
In industrial practice, most of the processed thermoplastic composites modified with plant fillers are wood polymer composites (WPC), produced using wood flour as a filler [12,13,14,15]. In practice, cellulose or wood flour particles are often characterized by a low aspect ratio. Therefore, their reinforcing efficiency is limited, and the introduction of significant amounts of the filler is often associated with the deterioration of the mechanical properties of composites compared to the unmodified polymer [16]. Despite the increase in stiffness [17] caused by nucleation effects and the presence of rigid lignocellulosic structures, there is usually a significant reduction in elongation at break and impact strength [18,19,20,21]. This is due to the presence of filler particles, which act as stress concentrators [22], facilitating the propagation of the fracture during the deformation of a part caused by both static and dynamic load. Because of this, a thorough analysis of the mechanical properties, including the relationship between toughness and brittleness, is crucial to evaluate the implementation potential of a polymeric composite with a plant-based filler.
Considering the substantial amount of lignocellulosic waste generated by the agricultural and food industries, waste fillers produced by shredding and modifying wooden parts of plants such as husks, shells, and leaves have recently attracted a lot of attention [23,24,25]. As a result, the literature shows many cases of replacing wood flour with particle-shaped fillers made of post-production waste and obtaining products of comparable quality [26]. Moreover, some waste-derived fillers contain low molecular weight compounds, including oils and polyphenols, which may provide additional functional features to the polymer matrix. Among them, the antimicrobial [27, 28], antioxidant [29,30,31], or plasticizing [32, 33] effects should be mentioned.
As it was presented by Borysiak [34], the use of unmodified wood flour as a filler for polyolefins may result in an increased tendency to thermo-oxidation, which significantly reduces both the processability of the composite and the resistance of the final products to external factors, including UV light-induced photooxidation. In the case of WPCs and other polyolefin-based composites intended for outdoor applications, which are exposed to photooxidation phenomena, it is necessary to use light stabilizers or antioxidants [35,36,37]. While conventionally used stabilizers are highly effective [38], studies have shown the potential toxicological hazards resulting from the possibility of their migration from products to drinking water sources at the end of their life cycle [39, 40]. The replacement of conventionally used stabilizers with active plant-derived lignocellulosic fillers will allow obtaining higher sustainability of polyolefin-based composites and minimizing their potential harmfulness in the natural environment as well as facilitating the production procedure and reducing costs.
According to International Coffee Organization, global coffee consumption in 2020–2021 exceeded 9,980 tonnes [41]. This result is not surprising, as coffee is one of the most popular beverages worldwide. However, its consumption results in producing a substantial amount of waste—regardless of the preparation method, ground coffee is usually discarded after one brewing. Since coffee is composed mainly of cellulose and lignin [42], its spent grounds can replace wood flour in polymeric composites. Besides, the fruits of Coffea arabica or Coffea robusta are also rich in phenolic acids, which can provide an antioxidant effect [43] and thus improve the stability of the polymers during their processing in oxidative conditions, as well as enhance the oxidative resistance of the final products. For example, Moustafa et al. [44] described poly(butylene adipate-co-terephthalate) filled with coffee grounds characterized by good homogeneity. In a different publication [45], it was described that this filler limits the photodegradation of polylactide and simultaneously increases the impact strength of this brittle polymer. As shown by Lee et al. [46], coffee grounds can also be ball-milled to nanosized particles, which can significantly improve the mechanical properties of poly(vinyl alcohol)-based nanocomposites. Nevertheless, most of the published studies describe the application of spent coffee grounds in relatively expensive and less widely available polymeric matrices such as bio-based and biodegradable polymers, whereas the influence of this filler on polyolefins is less researched.
Cocoa husks are a lignocellulosic by-product of chocolate production. Because of the presence of polyphenols, this waste filler presented radical-scavenging activity in polylactide-based composites [47]. Moreover, the addition of cocoa husk powder to solvent-casted polylactide films improved its barrier properties, crystallinity, and mechanical strength [48]. The by-products of chocolate production can also be successfully introduced to recycled polyethylene, improving its stiffness and reducing the environmental impact [49]. Selected literature studies referred in a straightforward way to the possibility of enhancing the antioxidant effect of the spent coffee ground by chemical modification (hydrolysis) [50], or the impact of compatibilization using silane compounds or styrene-ethylene-butene-styrene-graft-maleic anhydride on mechanical properties and structure of polypropylene biocomposites containing spent coffee grounds[51]. The further utilization of this filler as a raw material for biochar-filler production, also introduced into polyolefins, has been described [52]. However, none of the works defined changes in thermomechanical parameters, and no in-depth thermomechanical analysis focused on changes in adhesion in composites was conducted, with a simultaneous correlation description of changes in mechanical parameters. While the influence of both coffee grounds and coca husk on the properties of polymeric composites are partially described in the literature [50,51,52], the aspect of a comprehensive description and comparison of the mechanical, structural, and thermal properties of polyethylene-based composites filled with those fillers is still insufficiently described. This work aims to explore some of the most important properties of polymeric composites with particle-shaped waste fillers, which are quasi-static and dynamic mechanical properties and their themooxidative stability, to evaluate the implementation potential of cocoa husks and spent coffee-filled polyethylene as a replacement for WPCs with synthetic stabilizers.
Experimental
Materials
High-density polyethylene (HDPE), type M300054, obtained from SABIC (The Netherlands), was applied as a matrix of the composites. According to the producer data, its density equaled 0.9435 g/cm3, and it was characterized by a melt flow rate of 30 g/10 min (190 °C, 2.16 kg). Spent coffee grounds (FK) were collected after brewing coffee in a dripper and French press. This by-product included 100% Arabica coffee from different plantations in Brazil, Burundi, Colombia, Costa Rica, El Salvador, Ethiopia, Guatemala, India, Indonesia, Kenya, and Malawi. Beans were processed using natural and washed methods [53]. Later, coffee was roasted to a different degree (light, medium and dark) by different roasteries, e.g., Audun Coffee (Poland), Bonanza (Germany), Caffeenation (Belgium), Casino Mocca (Hungary), Coffeelab (Poland), Diamonds Roastery (Slovakia), Don Gallo (Spain), Dutch Barista (Netherlands), Etno Café (Poland), HAYB (Poland), Johan & Nyström (Sweden), Kira Coffee (Romania), Le Piantagioni del Caffee (Italy) and SIMPLo (Poland). Such a combination can be applied as an example of industrial waste obtained from different coffeehouses. Spent coffee grounds were dried and used without additional grinding.
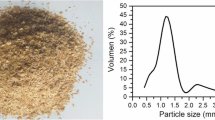
Cocoa husks (KK) from PPHU Bracia Cyba (Poland) were acquired from the online store brokułek.pl (Poland). Before use, it was grounded using Retsch GM 200 knife grinder (Haan, Germany) and sieved using Fritsch Analysette 22 sieve shaker with 400 µm mesh (Weimar, Germany). Figure 1 presents the appearance of applied fillers. The chemical composition of FK and KK according to different literature reports was summarized in Table 1.

Appearance and photographs of fillers made using light microscopy; FK (a), KK (b)
Preparation of Polymer Composites
Figure 2 presents the scheme of sample preparation and the technological parameters. The procedure includes grinding of the polymer pellets, physical mixing of the compositions, melt mixing and forming of the samples by compression molding. The composites were prepared by mixing in a molten state using a co-rotating twin-screw extruder, operating at a maximum temperature of 190 °C and screw speed of 100 rpm. The configuration of the screw segments has been widely described in our previous work [54]. The process temperature allows the manufacturing of polymer composites containing lignocellulosic fillers with a reduced risk of degradation of the plant-based filler [55]. As experimentally validated before processing, the used screw speed guarantees, with the plastifying system used, the residence time of the polymeric material during melt-mixing below 1 min. The unfilled HDPE was processed along with its composites. The specimens were named in reference to their filler content as PE and XY, where X stands for the filler content and Y for a type of filler, FK—spent coffee grounds, KK—cocoa husk.

Polyethylene-based composites preparation procedure scheme
Characterization Techniques
The specific weight of applied filler and resulting composites was determined using Ultrapyc 5000 Foam gas pycnometer from Anton Paar (Poland). The following measurement settings were applied: gas—helium; target pressure—18.0 psi; temperature control—on; target temperature—20.0 °C; flow mode—fine powder (for filler) and monolith (for composites); cell size—small, 10 cm3; preparation mode—pulse, 5 pulses (for filler) and flow, 0.5 min (for composites); the number of runs—5.
The tensile strength and elongation at break were estimated following ISO 527 for dumbbell samples type 5B. The dimensions of samples were as follows: total length—35 mm; length of the reduced section—12 mm; distance between shoulders—19 mm; width at grip ent—6 mm; width at center—2 mm; thickness—1 mm; gauge length—10 mm. Tensile tests were performed on a Zwick/Roell Z020 apparatus with a cell load capacity of 20 kN at a constant speed of 5 mm/min. The tests were performed on nine samples from each series.
The dynamic mechanical analysis was conducted on a DMA Q800 TA Instruments apparatus (Waters Corporation, New Castle, Delaware, USA). Samples with dimensions of 40 × 10 × 2 mm were loaded with variable sinusoidal deformation forces in the single cantilever bending mode at the frequency of 1 Hz with the heating rate of 4 °C/min in the range from -100 to 100 °C. The tests were performed in triplicate.
Oxidation induction time (OIT) of analyzed composites was determined by the differential scanning calorimetry (DSC) analysis. The 5 mg samples were placed in aluminum crucibles without lids. They were heated from 20 to 190 °C with a heating rate of 20 °C/min in nitrogen, then kept at 190 °C for 5 min in nitrogen, then gas was switched to oxygen, and the time required for sample oxidation was measured. The measurements were conducted using a Netzsch 204F1 Phoenix apparatus.
DSC analysis was applied to determine the crystallization and melting temperatures and the crystalline structure of the analyzed composites. 5 mg samples were placed in aluminum crucibles with pierced lids. They were heated from 20 to 250 °C with a heating rate of 10 °C/min and then cooled back to the initial temperature with a cooling rate of 10 °C/min. The heating/cooling cycle was performed twice to erase the polymers' thermal history during the first heating. The measurements were conducted in an inert nitrogen atmosphere using a Netzsch 204F1 Phoenix apparatus. The crystallinity degree Xcr of the samples was calculated using Eq. (1):
where ΔHm—melting enthalpy of a sample, ΔHm100%—melting enthalpy of 100% crystalline polyethylene, ΔHm100% = 293.6 J/g [56], θ—filler weight fraction.
The thermal properties were determined by thermogravimetric analysis (TGA) with the temperature set between 20 °C and 1000 °C at a heating rate of 10 °C/min under a 20 ml/min nitrogen flow using a TG 209 F1 Netzsch apparatus. Samples of 9.0 ± 0.1 mg and Al2O3 pans were applied. Thermal analyses (OIT, DSC, TGA) were performed for at least two specimens from each series.
Results and discussion
Figure 3 presents the impact of FK and KK filler loadings on the density and porosity of the prepared composites. Considering polyethylene-based materials, density is quite an important issue because reducing this property enables the manufacturing of relatively lightweight products. Obviously, its value increases when fillers with higher densities are introduced. A similar effect was noted in the presented case due to the higher density values of spent coffee grounds (1.2987 g/cm3) and cocoa husk (1.4735 g/cm3).

Density of PE and PE-FK/KK composites
Nevertheless, except for the increase of density, the incorporation of fillers into polymer matrices may result in the generation of porosity in the structure of composites, which may be associated with the air inclusions during processing, interfacial imperfections, and partial decomposition of filler components during processing [57]. Porosity p is essential for the mechanical performance of composites, so its impact should be analyzed and considered. It can be calculated according to the following Eq. (2):
where p—porosity of the material, %; ρtheo—theoretical value of density, g/cm3; and ρexp—the experimental value of density of composite, g/cm3.
Theoretical density can be calculated using Eq. (3):
where ρtheo—density of the composite, g/cm3; ρm—density of the matrix, g/cm3; ρf—density of the filler, g/cm3; and φ—volume fraction of the filler, vol%.
It can be seen that the porosity increases along with the filler loading, which was also noted in literature for composites with plant-originated fillers [9, 58, 59]. Nevertheless, the porosity values do not exceed 2.5%, which is considered low. However, it can be noted that despite the low variation in the samples' experimental density, the porosity of analyzed composites was characterized by relatively high standard deviations. Irrespective of the filler loading, higher porosity was noted for composites containing FK filler, which was attributed to the differences in their chemical composition. Spent coffee grounds contain higher amounts of light volatile organic matter, which may evaporate in high temperatures during melt processing [60, 61]. As a result, a portion of gas may be trapped inside the composite hence the higher porosity than KK composites.
As mentioned above, porosity may noticeably affect the mechanical performance of polymeric composites. Figures 4 and 5 show that the addition of the applied fillers deteriorated the tensile performance because of the increased structural porosity. An increasing amount of voids resulted in structural discontinuity and worsened stress transfer mechanisms, thus reducing the tensile strength of the material [62]. In the case of polymeric composites, tensile performance is often affected by insufficient interfacial adhesion apart from porosity. This phenomenon also occurs for FK and KK composites, which could be attributed to the chemical composition of fillers (see Table 1) and differences in polarity between hydrophilic lignocellulosic components and the hydrophobic polyethylene matrix [63]. The gradual decrease in elongation at breakpoints results in the need for compatibilization of wood-polymer composites based on non-polar matrices, as it was suggested by other works [64, 65]. However, compatibilization was omitted in this work, as it could influence the potential antioxidative activity of the waste fillers.

Mechanical properties of PE and PE-FK/KK composites

Stress vs. strain curves of PE and PE-FK/KK composites
The tensile strength and elongation at break affect the cumulative energy required for the fracture of materials, expressed as tensile toughness (τ). Its value can be obtained by integration of stress–strain curves according to the Eq. (4) [66]:
where σ—tensile strength, MPa; εb—elongation at the break, %.
Values of toughness calculated for the prepared composites are presented in Fig. 6. They are slightly higher for samples containing the KK filler, which is attributed to the higher values of elongation at break, but considering the standard deviation values, the differences are hardly significant. Nevertheless, the toughness of the unfilled polyethylene is incomparably higher because of the continuity and homogeneity of the unmodified polymer.

Toughness of PE and PE-FK/KK composites
The dynamic mechanical analysis was performed for a more comprehensive understanding of the mechanical performance of the composites, and its results are presented in Table 2. At lower filler loadings, the typical increase in the storage modulus at room temperature was noted. This effect is often observed when fillers are incorporated into polymeric matrices [67,68,69]. However, the values of the composites' storage modulus decreased with filler content and, at higher loadings, were lower in comparison with the unfilled polyethylene. Such an effect may be attributed to the presence of proteins and lipids in the applied plant-based wastes, which may act as plasticizers of the polymeric matrix and reduce friction between phases [70]. The lowered stiffness of the composites shown for higher filler concentrations by decreasing storage modulus may also be connected with the presence of a higher amount of pores in their structure [71]. For a deeper analysis of the effectiveness of the applied fillers in the enhancement of stiffness, the C factor was calculated according to the following Eq. (5) [72]:
where E'g—storage modulus in the glassy state (− 120 °C), MPa; E'r—storage modulus in the rubbery state (25 °C), MPa.
The lower the values of the C factor, the higher the efficiency of a filler on a composite's modulus [73]. The lowest values of the C factor were noted for 2 and 5 wt% loadings of fillers. Moreover, the filler impact was adverse for the sample PE/20FK, and the C factor value exceeded 1. Nevertheless, even for the remaining samples, despite the stiffening of the materials, the values of the C factor were relatively high, pointing to the insufficient interfacial interactions in the composites [74].
Apart from the C factor, the values of E' at rubbery state determined by the dynamic mechanical analysis were used to calculate composites' brittleness (B) using the Eq. (6) provided by Brostow et al. [66]:
According to Brostow et al. [66], brittleness can be placed as the antagonist of toughness. High brittleness indicates that materials cannot withstand high forces and are typically characterized by low ductility. On the other hand, high toughness indicates the ability to resist high forces over a wide deformation range [75]. In their other work, Brostow et al. [76] have presented the mathematical Eq. (7) based on the rational function relating brittleness to toughness obtained from the data for various materials:
where a, b, c—constants.
Nevertheless, in the presented form, a rational function is not easy for a straightforward interpretation of the physical meaning of particular constants. Therefore, as shown in our previous works [77, 78], presenting this relationship as a power function according to the Eq. (8) should facilitate the interpretation:
where d, e—constants.
Values of d and e constants are crucial for data points lying on the curve at lower values of brittleness and toughness, which is typical for most polymeric materials. For data presented in the work of Brostow et al. [76], values of d and e are 178.380 and -0.984, respectively. For the FK and KK composites, e values were relatively similar, but d values were significantly lower, reaching 106.320 and 76.382, respectively. As a result, the curve obtained for the data points from the presented work (shown in Fig. 7) is characterized by the deeper bend lying closer to the coordinate system center. It points to the inferior combination of toughness and brittleness compared to the literature data. Such an effect is attributed to insufficient interfacial adhesion, limiting the ductility of the composite compared to homogenous materials, such as homopolymers, which were considered by Brostow et al. [76]. Similar effects related to the analysis of the brittleness vs. toughness relationship for composites were noted in previous works [68, 73, 77, 78].

Toughness vs. brittleness of PE and PE-FK/KK composites
The dynamic mechanical analysis provides many important insights about composite materials regarding their modulus and stiffness as well as their damping performance related to the loss tangent (tan δ). This parameter is often called the damping factor because it quantifies the materials' ability to dissipate mechanical energy. Its decrease is associated with stiff lignocellulosic structures in the composite materials and sufficient adhesion between the phases [79]. It can be seen that the lowest tan δ values at ambient temperature were noted for lower filler loadings, indicating the stiffening of the composites, which is in line with the values of storage modulus. It can be concluded that interfacial interactions are weaker for highly filled samples, presumably due to the agglomeration of the filler.
Values of loss tangent at a particular temperature can also be used to analyze the properties of the composites' interface. Kubát et al. [80] developed the idea of the adhesion factor (A), quantitatively describing the interface strength in polymeric composites. The concept is based on the Eq. (9), including tan δ values of all the components of composites:
where c, m, f, and i subscripts are attributed to a composite, a matrix, a filler, and an interface, respectively.
To facilitate the analysis of the interfacial adhesion, Kubát et al. [80] made some simplifications. The first one is based on the differences in damping between the matrix and filler and the filler loading. In comparison to the polymeric matrices, wood and similar lignocellulosic materials are characterized by higher rigidity and lower damping [81]. Moreover, in the presented case, the loadings of FK and KK fillers were noticeably lower than the matrix content. Therefore, as mentioned above, the filler's component in Eq. (9) can be neglected.
Other simplifications may be related to the small content of the interface in prepared materials. Moreover, as it was stated by Wang et al. [82], for the fillers characterized by irregular surface topography, such as plant-based materials, the transcrystallinity of the interface is hardly noted, which means that damping of the interface and the matrix can be considered similar. Therefore, the interfacial component can also be neglected, and Eq. (9) may be rearranged into Eq. (10):
Low values of the A factor indicate a high degree of interfacial interactions. Table 2 presents A values for the prepared composites, indicating the strongest adhesion for the lowest filler loadings. The negative values in the case of 2 wt% loadings for both fillers and 5 wt% of cocoa husk were obtained due to the simplifications mentioned above. It confirms the values of the storage modulus of prepared composites and their decrease along with filler loading, suggesting insufficient interfacial interactions, probably due to the presence of proteins and lipids in spent coffee grounds and cocoa husk. Low-molecular products may partially migrate into the polymer-filler interface, weakening the interactions.
The loss tangent, especially the temperature position of its peak on tan δ vs. temperature plot, can also be used to determine the glass transition temperature (Tg) of polymeric materials, which is related to the changes in macromolecular movements as well as interfacial effects occurring in case of composite materials. The simultaneous decrease of Tg and storage modulus with filler loading suggests lower interactions between composite components, in line with the increased porosity and adhesion factor [83]. Therefore, it confirms the deterioration of the adhesion with increasing fillers' loading.
Moreover, the magnitude of the tan δ peak can be included in the calculation of the volume of polymer macromolecules constrained by the introduced filler particles (Cv) following the Eqs. (11 and 12) [84]:
where C0—the volume of constrained macromolecules in a pure polymer (taken to be 0), %; W and W0—energy loss fractions for a composite and a pure polymer.
The value of Cv indicates the content of polymer chains, whose mobility in the system was directly affected by the presence of the introduced fillers. Table 2 shows the increase of this parameter with filler loading, which is typical because of the increasing area of the interface. Such an effect was noted in other works and can be especially pronounced for nanocomposites, where a small portion of filler may immobilize a significant portion of polymer chains [85, 86]. In the presented case, the Cv was lower than the filler content due to the micrometric filler size, hence the limited specific surface area of the particles. Moreover, the quotient of Cv and filler content decreased from 0.77–0.91 (for 2 wt% filler content) to 0.41–0.58 (for 20 wt% filler content), pointing to the imperfect dispersion and partial aggregation of the filler particles. Besides, as mentioned above, the impact of proteins and lipids was probably more significant at higher loadings, which inhibited the immobilization of the polymeric macromolecules.
Table 3 presents the results of the DSC analysis of the prepared samples. It can be seen that the introduction of waste fillers hardly affected the Tc and Toc values. Only for 20 wt% content of fillers a more substantial 1.3 ˚C increase in Tc was noted, suggesting a slight facilitation of the PE crystallization [87], which can be confirmed by the reduced value of the crystallization half-time expressed by the following Eq. (13) [88]:
where Tc—crystallization temperature, °C; Toc—onset crystallization temperature, °C; β—heating rate, °C/min.
Considering the melting behavior, it can be seen that the onset melting temperature (Tom) was slightly decreased for all the composite samples, but no direct impact of the filler content was noted. It indicates that melting of the PE phase in the composites begins at slightly lower temperatures. Such an effect could be attributed to a small reduction in the size of the crystallites induced by solid filler particles. Another possible explanation is the formation of less perfect crystallites in the presence of the filler particles, which act as spatial hindrances. However, it must be remembered that the observed changes in the melting behavior of the composites are almost negligible from the processing point of view. The melting temperature (Tm) remains hardly changed up to 10 wt% filler loading. Only a minor decrease, from 0.2 to 1.0 °C was noted. It also suggests that the mobility of polyethylene molecules during the melting process was not affected [88]. However, for 20 wt% content, a 3.0 °C decrease of Tm was noted, suggesting more significant restrictions in the movement of polyethylene chains during the formation of the crystalline phase for composite series with higher natural fillers content [89].
The melting enthalpy was reduced by the introduction of spent coffee grounds and cocoa husk, which is a typical effect for polymeric composites due to the reduced relative content of the matrix. Figure 8 presents the experimental and theoretical values of ΔHc and ΔHm, assuming that filler incorporation did not affect the HDPE degree of crystallinity, which was calculated based on the ΔHm values. It can be seen that for lower loadings, the absolute values of experimental ΔH exceeded theoretical ones resulting in the enhanced crystallization of the HDPE phase due to the presence of filler particles. A similar effect was observed for coffee silverskin particles [78]. However, a noticeable drop in crystallinity degree was noted for higher filler loadings, especially 20 wt%, despite the reduced values of crystallization half-time. Such an effect could be related to the inhibition of chain movement by the obstacles in the form of filler particles and reduced possibility for a regular arrangement of PE macromolecules, hindering crystallization [89, 90].

The experimental and theoretical values of ΔHc and ΔHm for PE-FK/KK composites
In Fig. 9, there are presented values of oxidation induction time obtained for the composites and polyethylene, which are directly associated with their resistance to oxidation induced by the presence of natural antioxidants in applied fillers. It can be seen that the values are relatively similar for the composites containing both fillers, with a bigger difference only for 10 wt% content. Nevertheless, elongation of OIT value with increasing filler loading points to the antioxidative activity of spent coffee grounds and cocoa husks. Our previous work noted a similar effect in the case of the polymer composites filled with coffee silverskin [78]. As mentioned above, plant-based waste materials are often rich in phytochemicals showing potent antioxidative activity [91], such as phenolics, whose content in spent coffee grounds and cocoa husks is reported in Table 1. Although the lower phenolic contents were reported by literature data, a more substantial elongation of OIT was noted for FK filler. Such an effect may be attributed to the presence of melanoidins—higher molecular weight oligomeric and polymeric compounds generated during Maillard reactions occurring between the amino groups of amino acids and carbonyl groups of sugars. These reactions occur during coffee roasting, significantly affecting coffee's antioxidative potential and its by-products, including spent coffee grounds [53]. Nevertheless, the results are very auspicious for both fillers and point to the possibility of applying spent coffee grounds, cocoa husks, and other phytochemical-rich plant-based wastes as active fillers, enhancing the oxidative resistance of polymeric composites. As it was discussed by Babaghayou et al. [92], there is a correlation between degradative effects caused by photo- and thermooxidation of polyethylene. Therefore, it can be stated that the extended OIT may be translated to the increased resistance of the composite materials to UV light during the outdoor exploitation of final products.

Oxidation induction time of PE and PE-FK/KK composites
Figure 10 presents the course of thermal degradation of the composites, which was determined by the thermogravimetric analysis. It can be seen that the unfilled polyethylene shows one-step decomposition, with the onset at 444.6 °C and maximum decomposition rate at 486.8 °C, which is in line with the literature data [93]. Incorporating both types of fillers caused a substantial drop in the thermal stability of the composites; however, the deterioration was less pronounced at lower loadings. For 2 wt% filler content, a slight shift of decomposition onset towards higher temperatures of 447.2–447.5 °C was even noted. In the case of the PE/5FK sample, the stability was similar to PE, while for PE/5KK, the onset of decomposition was reduced to 428.2 °C, which is typical for the incorporation of lignocellulosic materials into polymer matrices [94]. At higher loadings of fillers, the decomposition onset was shifted more noticeably. The lowest value of 229.7 °C was observed for PE/20KK sample. Nevertheless, even despite the significant drop in stability, obtained values still guarantee a safe processing window for the prepared materials considering their melting temperatures provided in Table 4—from 131.0 to 134.1 °C. Considering the potential applications of composites containing 20 wt% of FK or KK fillers due to their limited mechanical performance, the idea behind this filler content would be rather to reduce the final costs than obtain high-performance applications. Therefore, the presented processing window and thermal stability should not be considered limiting for potential applications.

TG and DTG curves of PE and PE-FK/KK composites
As mentioned above, the deterioration of composites' thermal stability was related to the introduction of lignocellulose materials and may be explained in more detail considering differential thermogravimetric curves. It can be seen that for an increasing share of FK and KK fillers, additional peaks at DTG curves are observed. For spent coffee grounds were located at 301.2–306.1 °C and 398.8–401.8 °C, while cocoa husks, at 267.1–267.5 °C and 317.2–318.1 °C. Their presence was related to the decomposition of components of fillers—mainly cellulose and hemicellulose, occurring at 250–350 °C [95]. For the KK filler, the peak around 267 °C may be associated with the decomposition of pectins, which are typically present in cocoa husks (Table 1) [96].
Conclusions
The goal of the presented study was a comprehensive analysis of the structure, mechanical and thermal performance of PE-based composites filled with waste plant-based fillers originating from the food industry—spent coffee grounds and cocoa husks. Composites containing up to 5 wt% showed low porosity and good interfacial adhesion. Because of this, the resulting polyethylene composites were characterized by a negligible deterioration of the tensile strength, resulting from the low shape factor of the filler. However, the ductility of the materials was affected due to a drop in homogeneity, gradually reducing elongation at break and tensile toughness. Higher filler loadings had a less favorable influence on the mechanical performance in quasi-static and dynamic conditions. Increasing the C and A factors pointed to the drop of the modulus and weakening of the interfacial interactions caused by the increase in the free volume in the structure of the composites. Simultaneously, the results of the DSC analysis showed that the PE chain movements were obstructed by the filler particles. These effects indicate the need for the compatibilization of analyzed composites.
On the other hand, the DSC analysis revealed the beneficial impact of introduced fillers on the oxidation resistance of the composites. The values of oxidation induction time were elongated exponentially in reference to the filler loading. Such an effect was associated with the chemical composition of fillers, particularly the high content of antioxidant phytochemicals, which actively enhanced PE resistance to oxidation.
Concluding, spent coffee grounds and cocoa husks should be considered auspicious fillers for polymer composites. Their waste-based origin could noticeably enhance synthetic polymers' environmental aspects and reduce the resulting materials' price. Moreover, their composition could provide additional features to polymeric materials except for the enhancement of mechanical performance, which is often expected in the case of polymeric composites. However, in the case of polyethylene, the interfacial adhesion between matrix and plant-based fillers is often insufficient due to the polarity differences, pointing to the need for compatibilization or modification of fillers. Such an approach would enable more fruitful utilization of the spent coffee grounds and cocoa husks and enhance the mechanical performance of PE at higher filler loadings with the simultaneous massive enhancement of its oxidation resistance.
References
Singh, A.K., Bedi, R., Kaith, B.S.: Mechanical properties of composite materials based on waste plastic: a review. Mater. Today Proc. 26, 1293–1301 (2020). https://doi.org/10.1016/j.matpr.2020.02.258
Awad, S.A.: Investigation of thermal and mechanical characterizations of high-density polyethylene/date palm composites. Compos. Theory Pract. 21, 123–126 (2021)
Khanam, P.N., AlMaadeed, M.A.A.: Processing and characterization of polyethylene-based composites. Adv. Manuf. Polym. Compos. Sci. 1, 63–79 (2015). https://doi.org/10.1179/2055035915Y.0000000002
Peacock, A.: Handbook of Polyethylene. CRC Press, Boca Raton (2000)
Schyns, Z.O.G., Shaver, M.P.: Mechanical recycling of packaging plastics: a review. Macromol. Rapid Commun. 42, 2000415 (2021). https://doi.org/10.1002/marc.202000415
Czarnecka-Komorowska, D., Wiszumirska, K., Garbacz, T.: Films LDPE/LLDPE made from post-consumer plastics: processing, structure, mechanical properties. Adv. Sci. Technol. Res. J. 12, 134–142 (2018)
Jin, H., Gonzalez-Gutierrez, J., Oblak, P., Zupančič, B., Emri, I.: The effect of extensive mechanical recycling on the properties of low density polyethylene. Polym. Degrad. Stab. 97, 2262–2272 (2012). https://doi.org/10.1016/j.polymdegradstab.2012.07.039
Ndukwe, A.I., Umoh, S., Ugwochi, C., Ogbuji, C., Ngolube, C., Aliegu, F., Izuegbu, L.: Prediction of compression strength of bamboo reinforced low-density polyethylene waste (LDPEw) composites. Compos. Theory Pract. 22, 142–149 (2022)
Salasinska, K., Polka, M., Gloc, M., Ryszkowska, J.: Natural fiber composites: the effect of the kind and content of filler on the dimensional and fire stability of polyolefin-based composites. Polimery 61, 255–265 (2016). https://doi.org/10.14314/polimery.2016.255
Andrzejewski, J., Krawczak, A., Wesoły, K., Szostak, M.: Rotational molding of biocomposites with addition of buckwheat husk filler. Structure-property correlation assessment for materials based on polyethylene (PE) and poly(lactic acid) PLA. Compos. Part B Eng. 202, 108410 (2020). https://doi.org/10.1016/j.compositesb.2020.108410
Kuan, H.T.N., Tan, M.Y., Shen, Y., Yahya, M.Y.: Mechanical properties of particulate organic natural filler-reinforced polymer composite: a review. Compos. Adv. Mater. 30, 263498332110075 (2021). https://doi.org/10.1177/26349833211007502
Marathe, D., Joshi, H., Kambli, P., Joshi, P.: Study of effect of wood-flour content on mechanical, thermal, rheological properties and thermoformability of wood-polypropylene composites. J. Polym. Eng. 42, 1–8 (2022). https://doi.org/10.1515/polyeng-2021-0153
Lewandowski, K., Piszczek, K., Skórczewska, K., Mirowski, J., Zajchowski, S., Wilczewski, S.: Rheological properties of wood polymer composites at high shear rates: EVALUATION of additional pressure losses as a result of inlet effects. Compos. Part A Appl. Sci. Manuf. 154, 106804 (2022). https://doi.org/10.1016/j.compositesa.2022.106804
Ellis, W.D.: Wood-polymer composites: review of processes and properties. Mol. Cryst. Liq. Cryst. Sci. Technol. Sect. A 353, 75–84 (2000). https://doi.org/10.1080/10587250008025649
Głogowska, K., Sikora, J., Ludziak, K.: Impact of intensive mixing and shearing elements on the effectiveness of extrusion of wood polypropylene composites. Adv. Sci. Technol. Res. J. 15, 231–242 (2021). https://doi.org/10.12913/22998624/142501
Sanschagrin, B., Sean, S.T., Kokta, B.V.: Mechanical properties of cellulose fibers reinforced thermoplastics. J. Thermoplast. Compos. Mater. 1, 184–195 (1988). https://doi.org/10.1177/089270578800100206
Liber-Kneć, A., Kuciel, S., Dziadur, W.: Estimation of mechanical (static and dynamic) properties of recycled polypropylene filled with wood flour. Polimery 51, 571–575 (2006)
Mazzanti, V., Malagutti, L., Santoni, A., Sbardella, F., Calzolari, A., Sarasini, F., Mollica, F.: Correlation between mechanical properties and processing conditions in rubber-toughened wood polymer composites. Polymers 12, 1170 (2020). https://doi.org/10.3390/polym12051170
Febraianto, F., Hidayat, W., Wistara, I.N.J., Park, S.H., Jang, J., Lee, S., Teramoto, Y., Kondo, T., Kim, N.: Influence of impact modifier-coupling agent combination on mechanical properties of wood flour-reinforced polypropylene composit. J. Fac. Agric. Kyushu Univ. 62, 445–450 (2017). https://doi.org/10.5109/1854019
Vardai, R., Lummerstorfer, T., Pretschuh, C., Jerabek, M., Gahleitner, M., Pukanszky, B., Renner, K.: Impact modification of PP/wood composites: a new approach using hybrid fibers. Express Polym. Lett. 13, 223–234 (2019). https://doi.org/10.3144/expresspolymlett.2019.19
Andrzejewski, J., Tutak, N., Szostak, M.: Polypropylene composites obtained from self-reinforced hybrid fiber system. J. Appl. Polym. Sci. (2016). https://doi.org/10.1002/app.43283
Flores-Hernández, M., González, I.R., Lomelí-Ramírez, M., Fuentes-Talavera, F., Silva-Guzmán, J., Cerpa-Gallegos, M., García-Enríquez, S.: Physical and mechanical properties of wood plastic composites polystyrene-white oak wood flour. J. Compos. Mater. 48, 209–217 (2014). https://doi.org/10.1177/0021998312470149
Maraveas, C.: Production of sustainable and biodegradable polymers from agricultural waste. Polymers 12, 1127 (2020). https://doi.org/10.3390/polym12051127
Jorda-Reolid, M., Gomez-Caturla, J., Ivorra-Martinez, J., Stefani, P.M., Rojas-Lema, S., Quiles-Carrillo, L.: Upgrading argan shell wastes in wood plastic composites with biobased polyethylene matrix and different compatibilizers. Polymers 13, 922 (2021). https://doi.org/10.3390/polym13060922
Sałasińska, K., Osica, A., Ryszkowska, J.: The use of tree leaves as reinforcement in composites with recycled PE-HD matrix. Polimery 57, 646–655 (2012). https://doi.org/10.14314/polimery.2012.646
Väisänen, T., Haapala, A., Lappalainen, R., Tomppo, L.: Utilization of agricultural and forest industry waste and residues in natural fiber-polymer composites: a review. Waste Manag. 54, 62–73 (2016). https://doi.org/10.1016/j.wasman.2016.04.037
Spiridon, I., Ursu, R.G., Spiridon, I.A.C.: New polylactic acid composites for packaging applications: mechanical properties, thermal behavior, and antimicrobial activity. Int. J. Polym. Anal. Charact. 20, 681–692 (2015). https://doi.org/10.1080/1023666X.2015.1081131
Murthy, P.S., Naidu, M.M.: Recovery of phenolic antioxidants and functional compounds from coffee industry by-products. Food Bioprocess Technol. 5, 897–903 (2012). https://doi.org/10.1007/s11947-010-0363-z
Napolitano, A., Fogliano, V., Tafuri, A., Ritieni, A.: Natural occurrence of ochratoxin A and antioxidant activities of green and roasted coffees and corresponding byproducts. J. Agric. Food Chem. 55, 10499–10504 (2007). https://doi.org/10.1021/jf071959+
Sarasini, F., Luzi, F., Dominici, F., Maffei, G., Iannone, A., Zuorro, A., Lavecchia, R., Torre, L., Carbonell-Verdu, A., Balart, R., Puglia, D.: Effect of different compatibilizers on sustainable composites based on a PHBV/PBAT matrix filled with coffee silverskin. Polymers 10, 1256 (2018). https://doi.org/10.3390/polym10111256
Iyer, K.A., Zhang, L., Torkelson, J.M.: Direct use of natural antioxidant-rich agro-wastes as thermal stabilizer for polymer: processing and recycling. ACS Sustain. Chem. Eng. 4, 881–889 (2016). https://doi.org/10.1021/acssuschemeng.5b00945
Mysiukiewicz, O., Barczewski, M.: Utilization of linseed cake as a postagricultural functional filler for poly(lactic acid) green composites. J. Appl. Polym. Sci. 136, 47152 (2019). https://doi.org/10.1002/app.47152
Mittal, V., Luckachan, G.E., Chernev, B., Matsko, N.B.: Bio-polyester-date seed powder composites: morphology and component migration. Polym. Eng. Sci. 55, 877–888 (2015). https://doi.org/10.1002/pen.23955
Borysiak, S.: The thermo-oxidative stability and flammability of wood/polypropylene composites. J. Therm. Anal. Calorim. 119, 1955–1962 (2015). https://doi.org/10.1007/s10973-014-4341-y
Liu, C., Mei, C., Xu, B., Chen, W., Yong, C., Wang, K., Wu, Q.: Light stabilizers added to the shell of co-extruded wood/high-density polyethylene composites to improve mechanical and anti-UV ageing properties. R. Soc. Open Sci. 5, 180074 (2018). https://doi.org/10.1098/rsos.180074
Muasher, M., Sain, M.: The efficacy of photostabilizers on the color change of wood filled plastic composites. Polym. Degrad. Stab. 91, 1156–1165 (2006). https://doi.org/10.1016/j.polymdegradstab.2005.06.024
Olesik, P., Peryt, A., Stępień, K., Frączek, V., Mackiewicz, K., Molka, W., Musiał, O., Różańska, W., Jesionek, M.: Selected properties of polypropylene-tio2 composite after exposure to UV rays: preliminary study. Compos. Theory Pract. 22, 21–24 (2022)
Gugumus, F.: Possibilities and limits of synergism with light stabilizers in polyolefins 2. UV absorbers in polyolefins. Polym. Degrad. Stab. 75, 309–320 (2002). https://doi.org/10.1016/S0141-3910(01)00232-4
Brocca, D., Arvin, E., Mosbæk, H.: Identification of organic compounds migrating from polyethylene pipelines into drinking water. Water Res. 36, 3675–3680 (2002). https://doi.org/10.1016/S0043-1354(02)00084-2
Song, S., Ruan, T., Wang, T., Liu, R., Jiang, G.: Occurrence and removal of benzotriazole ultraviolet stabilizers in a wastewater treatment plant in China. Environ. Sci. Process. Impacts. 16, 1076 (2014). https://doi.org/10.1039/c3em00483j
Organization, I.C.: World Coffee Consumption. https://www.ico.org/prices/new-consumption-table.pdf
Ballesteros, L.F., Teixeira, J.A., Mussatto, S.I.: Chemical, functional, and structural properties of spent coffee grounds and coffee silverskin. Food Bioprocess Technol. 7, 3493–3503 (2014). https://doi.org/10.1007/s11947-014-1349-z
Panusa, A., Zuorro, A., Lavecchia, R., Marrosu, G., Petrucci, R.: Recovery of natural antioxidants from spent coffee grounds. J. Agric. Food Chem. 61, 4162–4168 (2013). https://doi.org/10.1021/jf4005719
Moustafa, H., Guizani, C., Dufresne, A.: Sustainable biodegradable coffee grounds filler and its effect on the hydrophobicity, mechanical and thermal properties of biodegradable PBAT composites. J. Appl. Polym. Sci. (2017). https://doi.org/10.1002/app.44498
da Silva, A.P., de Pereira, M.P., Passador, F.R., Montagna, L.S.: PLA/coffee grounds composites: a study of photodegradation and biodegradation in soil. Macromol. Symp. 394, 2000091 (2020). https://doi.org/10.1002/masy.202000091
Lee, H.K., Park, Y.G., Jeong, T., Song, Y.S.: Green nanocomposites filled with spent coffee grounds. J. Appl. Polym. Sci. (2015). https://doi.org/10.1002/app.42043
Garcia-Brand, A.J., Morales, M.A., Hozman, A.S., Ramirez, A.C., Cruz, L.J., Maranon, A., Muñoz-Camargo, C., Cruz, J.C., Porras, A.: Bioactive poly(lactic acid)–cocoa bean shell composites for biomaterial formulation: preparation and preliminary in vitro characterization. Polymers 13, 3707 (2021). https://doi.org/10.3390/polym13213707
Papadopoulou, E.L., Paul, U.C., Tran, T.N., Suarato, G., Ceseracciu, L., Marras, S., D’Arcy, R., Athanassiou, A.: Sustainable active food packaging from poly(lactic acid) and cocoa bean shells. ACS Appl. Mater. Interfaces 11, 31317–31327 (2019). https://doi.org/10.1021/acsami.9b09755
Jaramillo, L.Y., Vásquez-Rendón, M., Upegui, S., Posada, J.C., Romero-Sáez, M.: Polyethylene-coffee husk eco-composites for production of value-added consumer products. Sustain. Environ. Res. 31, 34 (2021). https://doi.org/10.1186/s42834-021-00107-6
Panzella, L., Cerruti, P., Ambrogi, V., Agustin-Salazar, S., D’Errico, G., Carfagna, C., Goya, L., Ramos, S., Martín, M.A., Napolitano, A., D’Ischia, M.: A superior all-natural antioxidant biomaterial from spent coffee grounds for polymer stabilization, cell protection, and food lipid preservation. ACS Sustain. Chem. Eng. 4, 1169–1179 (2016). https://doi.org/10.1021/acssuschemeng.5b01234
Essabir, H., Raji, M., Laaziz, S.A., Rodrique, D., Bouhfid, R., el Qaiss, A.: kacem: thermo-mechanical performances of polypropylene biocomposites based on untreated, treated and compatibilized spent coffee grounds. Compos. Part B Eng. 149, 1–11 (2018). https://doi.org/10.1016/j.compositesb.2018.05.020
Arrigo, R., Jagdale, P., Bartoli, M., Tagliaferro, A., Malucelli, G.: Structure-property relationships in polyethylene-based composites filled with biochar derived from waste coffee grounds. Polymers 11, 1336 (2019). https://doi.org/10.3390/polym11081336
Hejna, A.: Potential applications of by-products from the coffee industry in polymer technology: current state and perspectives. Waste Manag. 121, 296–330 (2021). https://doi.org/10.1016/j.wasman.2020.12.018
Mysiukiewicz, O., Barczewski, M., Skórczewska, K., Matykiewicz, D.: Correlation between processing parameters and degradation of different polylactide grades during twin-screw extrusion. Polymers 12, 1333 (2020). https://doi.org/10.3390/polym12061333
Ornaghi, H.L., Ornaghi, F.G., Neves, R.M., Monticeli, F., Bianchi, O.: Mechanisms involved in thermal degradation of lignocellulosic fibers: a survey based on chemical composition. Cellulose 27, 4949–4961 (2020). https://doi.org/10.1007/s10570-020-03132-7
Kodjie, S.L., Li, L., Li, B., Cai, W., Li, C.Y., Keating, M.: Morphology and crystallization behavior of HDPE/CNT nanocomposite. J. Macromol. Sci. Part B 45, 231–245 (2006). https://doi.org/10.1080/00222340500522299
Shibata, S., Bozlur, R.M., Fukumoto, I., Kanda, Y.: Effects of injection temperature on mechanical properties of bagasse/polypropylene injection molding composites. BioResources 5, 2097–2111 (2010)
Salasinska, K., Ryszkowska, J.: The effect of filler chemical constitution and morphological properties on the mechanical properties of natural fiber composites. Compos. Interfaces 22, 39–50 (2015). https://doi.org/10.1080/15685543.2015.984521
Madsen, B., Lilholt, H.: Physical and mechanical properties of unidirectional plant fibre composites—an evaluation of the influence of porosity. Compos. Sci. Technol. 63, 1265–1272 (2003). https://doi.org/10.1016/S0266-3538(03)00097-6
Rufford, T.E., Hulicova-Jurcakova, D., Zhu, Z., Lu, G.Q.: A comparative study of chemical treatment by FeCl3, MgCl2, and ZnCl2 on microstructure, surface chemistry, and double-layercapacitance of carbons from waste biomass. J. Mater. Res. 25, 1451–1459 (2010). https://doi.org/10.1557/JMR.2010.0186
Park, M.H., Yun, Y.S., Cho, S.Y., Kim, N.R., Jin, H.-J.: Waste coffee grounds-derived nanoporous carbon nanosheets for supercapacitors. Carbon Lett. 19, 66–71 (2016). https://doi.org/10.5714/CL.2016.19.066
Fiore, V., Di Bella, G., Scalici, T., Valenza, A.: Effect of plasma treatment on mechanical and thermal properties of marble powder/epoxy composites. Polym. Compos. 39, 309–317 (2018). https://doi.org/10.1002/pc.23937
Abraham, E., Thomas, M.S., John, C., Pothen, L.A., Shoseyov, O., Thomas, S.: Green nanocomposites of natural rubber/nanocellulose: membrane transport, rheological and thermal degradation characterisations. Ind. Crops Prod. 51, 415–424 (2013). https://doi.org/10.1016/j.indcrop.2013.09.022
Bijaisoradat, O., Yue, L., Manas-Zloczower, I., Manuspiya, H.: Wood flour-high density polyethylene composites: influence of silanization and esterification on mechanical properties. J. Appl. Polym. Sci. 138, 50197 (2021). https://doi.org/10.1002/app.50197
Czajka, A., Bulski, R., Iuliano, A., Plichta, A., Mizera, K., Ryszkowska, J.: Grafted lactic acid oligomers on lignocellulosic filler towards biocomposites. Materials 15, 314 (2022). https://doi.org/10.3390/ma15010314
Brostow, W., Hagg Lobland, H.E., Narkis, M.: Sliding wear, viscoelasticity, and brittleness of polymers. J. Mater. Res. 21, 2422–2428 (2006). https://doi.org/10.1557/jmr.2006.0300
Barczewski, M., Hejna, A., Aniśko, J., Andrzejewski, J., Piasecki, A., Mysiukiewicz, O., Bąk, M., Gapiński, B., Ortega, Z.: Rotational molding of polylactide (PLA) composites filled with copper slag as a waste filler from metallurgical industry. Polym. Test. 106, 107449 (2022). https://doi.org/10.1016/j.polymertesting.2021.107449
Hejna, A., Kosmela, P., Barczewski, M., Mysiukiewicz, O., Piascki, A.: Copper slag as a potential waste filler for polyethylene-based composites manufacturing. Tanzania J. Sci. 47, 405–420 (2021). https://doi.org/10.4314/tjs.v47i2.1
Hejna, A., Sulyman, M., Przybysz, M., Saeb, M.R., Klein, M., Formela, K.: On the correlation of lignocellulosic filler composition with the performance properties of poly(ε-caprolactone) based biocomposites. Waste Biomass Valoriz. 11, 1467–1479 (2020). https://doi.org/10.1007/s12649-018-0485-5
Hejna, A., Korol, J., Kosmela, P., Kuzmin, A., Piasecki, A., Kulawik, A., Chmielnicki, B.: By-products from food industry as a promising alternative for the conventional fillers for wood-polymer composites. Polymers 13, 893 (2021). https://doi.org/10.3390/polym13060893
Barczewski, M., Sałasińska, K., Szulc, J.: Application of sunflower husk, hazelnut shell and walnut shell as waste agricultural fillers for epoxy-based composites: A study into mechanical behavior related to structural and rheological properties. Polym. Test. 75, 1–11 (2019). https://doi.org/10.1016/j.polymertesting.2019.01.017
Barczewski, M., Mysiukiewicz, O., Andrzejewski, J., Matykiewicz, D., Medycki, D., Kloziński, A., Skórczewska, K., Szostak, M.: Thermo-mechanical and mechanical behavior of hybrid isotactic polypropylene glass fiber reinforced composites (GFRC) modified with calcium carbonate (CaCO3). Polym. Eng. Sci. 60, 1588–1603 (2020). https://doi.org/10.1002/pen.25404
Hejna, A.: Poly(ε-caprolactone)/Brewers’ spent grain composites—the impact of filler treatment on the mechanical performance. J. Compos. Sci. 4, 167 (2020). https://doi.org/10.3390/jcs4040167
Barczewski, M., Mysiukiewicz, O., Matykiewicz, D., Kloziński, A., Andrzejewski, J., Piasecki, A.: Synergistic effect of different basalt fillers and annealing on the structure and properties of polylactide composites. Polym. Test. 89, 106628 (2020). https://doi.org/10.1016/j.polymertesting.2020.106628
Hejna, A., Kosmela, P.: Insights into compatibilization of poly(ε-caprolactone)-based biocomposites with diisocyanates as modifiers of cellulose fillers. Mindanao J. Sci. Technol. 18, 221–241 (2020)
Brostow, W., Hagg Lobland, H.E., Khoja, S.: Brittleness and toughness of polymers and other materials. Mater. Lett. 159, 478–480 (2015). https://doi.org/10.1016/j.matlet.2015.07.047
Galeja, M., Hejna, A., Kosmela, P., Kulawik, A.: Static and dynamic mechanical properties of 3D printed ABS as a function of raster angle. Materials 13, 297 (2020). https://doi.org/10.3390/ma13020297
Hejna, A., Barczewski, M., Kosmela, P., Mysiukiewicz, O., Kuzmin, A.: Coffee silverskin as a multifunctional waste filler for high-density polyethylene green composites. J. Compos. Sci. 5, 44 (2021). https://doi.org/10.3390/jcs5020044
Ma, P.-C., Siddiqui, N.A., Marom, G., Kim, J.-K.: Dispersion and functionalization of carbon nanotubes for polymer-based nanocomposites: a review. Compos. Part A Appl. Sci. Manuf. 41, 1345–1367 (2010). https://doi.org/10.1016/j.compositesa.2010.07.003
Kubát, J., Rigdahl, M., Welander, M.: Characterization of interfacial interactions in high density polyethylene filled with glass spheres using dynamic-mechanical analysis. J. Appl. Polym. Sci. 39, 1527–1539 (1990). https://doi.org/10.1002/app.1990.070390711
Nabavi, A., Goroshin, S., Frost, D.L., Barthelat, F.: Mechanical properties of chromium–chromium sulfide cermets fabricated by self-propagating high-temperature synthesis. J. Mater. Sci. 50, 3434–3446 (2015). https://doi.org/10.1007/s10853-015-8902-7
Wang, W., Wang, B., Tercjak, A., Müller, A.J., Ma, Z., Cavallo, D.: Origin of transcrystallinity and nucleation kinetics in polybutene-1/fiber composites. Macromolecules 53, 8940–8950 (2020). https://doi.org/10.1021/acs.macromol.0c02038
Turnbull, D., Cohen, M.H.: Free-volume model of the amorphous phase: glass transition. J. Chem. Phys. 34, 120–125 (1961). https://doi.org/10.1063/1.1731549
Bindu, P., Thomas, S.: Viscoelastic behavior and reinforcement mechanism in rubber nanocomposites in the vicinity of spherical nanoparticles. J. Phys. Chem. B. 117, 12632–12648 (2013). https://doi.org/10.1021/jp4039489
Shelley, J., Mather, P., DeVries, K.: Reinforcement and environmental degradation of nylon-6/clay nanocomposites. Polymer 42, 5849–5858 (2001). https://doi.org/10.1016/S0032-3861(00)00900-9
Kojima, Y., Usuki, A., Kawasumi, M., Okada, A., Kurauchi, T., Kamigaito, O.: Sorption of water in nylon 6-clay hybrid. J. Appl. Polym. Sci. 49, 1259–1264 (1993). https://doi.org/10.1002/app.1993.070490715
Hejna, A., Barczewski, M., Kosmela, P., Aniśko, J., Mysiukiewicz, O., Marć, M.: Mandarin peel as an auspicious functional filler for polymer composites. Maced J. Chem. Chem. Eng. 40, 89–106 (2021). https://doi.org/10.20450/mjcce.2021.2236
Cui, Y.H., Tao, J., Noruziaan, B., Cheung, M., Lee, S.: DSC analysis and mechanical properties of wood—plastic composites. J. Reinf. Plast. Compos. 29, 278–289 (2010). https://doi.org/10.1177/0731684408097766
Sewda, K., Maiti, S.N.: Crystallization and melting behavior of HDPE in HDPE/teak wood flour composites and their correlation with mechanical properties. J. Appl. Polym. Sci. (2010). https://doi.org/10.1002/app.30551
Guo, Y., Zhu, S., Chen, Y., Li, D.: Thermal properties of wood-plastic composites with different compositions. Materials 12, 881 (2019). https://doi.org/10.3390/ma12060881
Nanni, A., Battegazzore, D., Frache, A., Messori, M.: Thermal and UV aging of polypropylene stabilized by wine seeds wastes and their extracts. Polym. Degrad. Stab. 165, 49–59 (2019). https://doi.org/10.1016/j.polymdegradstab.2019.04.020
Babaghayou, M.I., Mourad, A.-H.I., Ochoa, A., Beltrán, F., Cherupurakal, N.: Study on the thermal stability of stabilized and unstabilized low-density polyethylene films. Polym. Bull. 78, 5225–5241 (2021). https://doi.org/10.1007/s00289-020-03363-5
Korol, J., Hejna, A., Wypiór, K., Mijalski, K., Chmielnicka, E.: Wastes from agricultural silage film recycling line as a potential polymer materials. Polymers 13, 1383 (2021). https://doi.org/10.3390/polym13091383
Srebrenkoska, V., BogoevaGaceva, G., Dimeski, D.: Biocomposites based on polylactic acid and their thermal behavior after recycing. Maced. J. Chem. Chem. Eng. 33, 277 (2014). https://doi.org/10.20450/mjcce.2014.479
Vanreppelen, K., Vanderheyden, S., Kuppens, T., Schreurs, S., Yperman, J., Carleer, R.: Activated carbon from pyrolysis of brewer’s spent grain: Production and adsorption properties. Waste Manag. Res. J. 32, 634–645 (2014). https://doi.org/10.1177/0734242X14538306
Kong, D., Wilson, L.D.: Uptake of methylene blue from aqueous solution by pectin-chitosan binary composites. J. Compos. Sci. 4, 95 (2020). https://doi.org/10.3390/jcs4030095
Cruz, R., Cardoso, M.M., Fernandes, L., Oliveira, M., Mendes, E., Baptista, P., Morais, S., Casal, S.: Espresso coffee residues: a valuable source of unextracted compounds. J. Agric. Food Chem. 60, 7777–7784 (2012). https://doi.org/10.1021/jf3018854
Janissen, B., Huynh, T.: Chemical composition and value-adding applications of coffee industry by-products: a review. Resour. Conserv. Recycl. 128, 110–117 (2018). https://doi.org/10.1016/j.resconrec.2017.10.001
Vriesmann, L.C., de Mello CastanhoAmboni, R.D., de Oliveira Petkowicz, C.L.: Cacao pod husks (Theobroma cacao L.): Composition and hot-water-soluble pectins. Ind. Crops Prod. 34, 1173–118 (2011). https://doi.org/10.1016/j.indcrop.2011.04.004
Donkoh, A., Atuahene, C.C., Wilson, B.N., Adomako, D.: Chemical composition of cocoa pod husk and its effect on growth and food efficiency in broiler chicks. Anim. Feed Sci. Technol. 35, 161–169 (1991). https://doi.org/10.1016/0377-8401(91)90107-4
Funding
This research was founded by the Ministry of Science and Higher Education in Poland, allocated at Poznan University of Technology, grant number 0513/SBAD/4774.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by AH, MB, PK, OM. The first draft of the manuscript was written by AH and MB, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding authors
Ethics declarations
Competing Interests
The authors have no relevant financial or non-financial interests to disclose.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hejna, A., Barczewski, M., Kosmela, P. et al. Comparative Analysis of the Coffee and Cocoa Industry By-Products on the Performance of Polyethylene-Based Composites. Waste Biomass Valor 14, 2691–2706 (2023). https://doi.org/10.1007/s12649-023-02041-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-023-02041-7