
Abstract
The effects of chemical treatments (H2O2 + CH3COOH, acidified NaClO2, and NaOH) and freeze-drying on bamboo fibers were studied at a submicron level, to characterize chemical and mechanical changes to the secondary cell wall. Specifically, a field emission environmental scanning electron microscope (FE-ESEM) and imaging fourier transform infrared spectroscopy (FTIR) were used to demonstrate degradation in morphology and molecular structure, and nanoindentation was used to track changes in micromechanical properties. The results showed that cellular structures after chemical treatments clearly displayed wrinkles, pores, and microfibrils. The decreased bands at 1508 cm-1 and 1426 cm−1 showed that lignin was degraded on treatment of H2O2 + CH3COOH and acidified NaClO2, which directly resulted in a decrease in hardness (H) in the secondary cell wall for treated fibers. In addition, a diminishing peak at 1733 cm−1 caused by NaOH solution indicated that hemicellulose was seriously degraded. It resulted in a decreased modulus (E r) by 13.71 % in bamboo fibers, while no obvious reduction was observed in the first two steps.
Similar content being viewed by others
Introduction
Bamboo fiber is ideal for use as a reinforcement material in composites, given its relatively low density and energy consumption, high strength and flexibility, biodegradability and relatively reactive surface [1–4]. The natural fiber is mainly consisted of cellulose microfibrils embedded in matrices composed of lignin and hemicellulose [5]. Among these fiber constituents, cellulose is the primary load-carrying component, while hemicellulose (xylan and glucomannan) and lignin play essential roles as binder to hold cellulose to the cell wall. Therefore, there is an increasing need to better understand the influence of hemicellulose and lignin on the mechanical properties of bamboo fibers at the microstructural level.
Nanoindentation has been demonstrated to be an effective method of measuring the mechanical properties of biomass, including wood and bamboo, at the submicron level [6–10]. It is mainly conducted on the embedded cross section of fibers. Nanoindentation studies have been conducted to characterize fiber-reinforced composites [11], wood adhesive bonds and adhesives [12], and the effects of delignification [13], while only a few studies have mentioned raw bamboo fibers [14]. In addition, the mechanical functions of matrix components on the fiber’s cell wall have not been properly characterized with nanoindentation, given the amorphous nature of fibers.
Therefore, it is common practice to chemically alter matrix components and conduct mechanical tests for discriminating treated fiber from raw fiber. In previous studies, it was found that at least 35 % of cell wall materials were removed if chemically treated [15]. Tensile tests on samples with lignin and hemicellulose extracted have also been conducted to analyze the influence of individual matrix components [16–19]. Using nanoindentation, Gindl et al. [20] suggested that lignification had an obvious effect on the mechanical properties of the cell wall. Later studies [7, 21] on hydrothermally or chemically modified wood supported the argument that material hardness depended on cell wall matrix properties. All of these results demonstrate that the behavior of and modification to the matrix can significantly impact the micromechanical properties. However, studies on the effects of chemical treatment on matrix components and the micromechanical properties of bamboo cell walls, at the submicron level, have been limited.
This study analyzes the influence of combining freeze-drying and chemical treatments [hydrogen peroxide and glacial acetic acid (H2O2 + CH3COOH), acidified sodium chlorite (acidified NaClO2) and sodium hydroxide (NaOH)] on the changes in the chemical and mechanical properties of moso bamboo fibers. Fourier transform infrared spectroscopy (FTIR) and a field emission environmental scanning electron microscope (FE-ESEM) were used to characterize the degradation of chemical components and morphological changes in treated fibers. In addition, nanoindentation was used to evaluate the modulus (E r) and hardness (H) of the secondary cell wall.
Materials and methods
Specimen preparation
Four-year-old moso bamboo (Phyllostachys heterocycla (Carr.) Mitford cv. Pubescens Mazel ex H.de leh.), collected from a public welfare forest located in Huangshan District, Anhui Province, China, was used in this study. Bamboo strips were cut from disks to final dimensions of 20 mm (longitudinal) and 2 × 2 mm (cross section). Samples were obtained from bamboo at 2 m above the ground.
Sample F-A was composed of small strips of bamboo treated with hydrogen peroxide and glacial acetic acid (H2O2 + CH3COOH), mainly for removing lignin. The bamboo strips were immersed in solution for 18 h and heated at 60 °C. Then, they were washed in distilled water until neutral.
Sample F-B was prepared by an additional treatment to a portion of Sample F-A, where an acidified sodium chlorite (NaClO2) solution of 1 wt% concentration was used to further remove lignin and heated at 75 °C for 4 h in a water bath. Two droplets of CH3COOH were added to the NaClO2-impregnated strips, per hour, to maintain an acidic environment. The strips were then washed with distilled water until neutral.
Sample F-C was prepared by an additional treatment to a portion of Sample F-B, where the samples were sequentially immersed in a sodium hydroxide (NaOH) solution of 5, 10 and 25 % concentration for further removing hemicellulose and heated at 75 °C for 2 h in a water bath. The strips were also washed with distilled water until neutral.
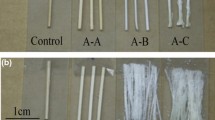
The washed strips were then kept in saturation water and subjected to freeze-drying using high vacuum equipment (Lanbconco Free Zone, USA). Their morphologies are shown in Fig. 1. Compared to air-drying, freeze-drying is a more effective approach to fiber structure preservation, which is also beneficial to reduce microstructural changes caused by microfibril aggregation in cell walls during water loss.

Morphology of the fiber bundles
Finally, a control sample of raw fiber bundles was prepared mechanically from bamboo blocks.
Characterization by FTIR
The four groups of fibers (samples F-A, F-B, F-C and control) were examined using pressed potassium bromide (KBr) pellets containing 5 % of samples, using FTIR (Nexus 670, Thermo Nicolet, USA) in the scanning range of 4000–650 cm−1.
Nanoindentation test
Nanoindentation samples were prepared by placing chemically treated fiber bundles (F-A, F-B and F-C) and control raw bundles in a vacuum desiccator for 30 min and then cured in an oven at 70 °C for 8 h. This sealing procedure made it easier to mount the fibers inside the embedding mold of the nanoindentation apparatus parallel to the longitudinal axis of the cell wall. The cured samples were then mounted onto an ultramicrotome fitting (UC7, Leica, Germany) using a diamond knife in the middle of the cross section. Finally, the four specimens were smoothed down to a roughness of less than 0.5 nm to ensure good contact.
Nanoindentation tests were performed using a Hysitron Tribo-Indenter system (Hysitron Inc., Eden Prairie, MN, USA) equipped with a three-sided pyramid diamond indenter tip (Berkovich type) at an ambient temperature of 23 °C and relative humidity of 30 %. Under a force-controlled setting, the trapezoidal load function was set at a maximum of P max = 250 μN, with loading, holding, and unloading times shown in Fig. 2a. According to the method developed by Oliver and Pharr [22], the modulus (E r) was calculated from the unloading slope S (Fig. 2b) evaluated at 50–90 % of P max, and hardness (H) was obtained by the P max and projected contact area \({A}_{\rm hc}\) at peak load from the following equations:
where P max is the peak load and \({A}_{\rm hc}\) is the projected contact area.

Typical load–time (a) and load–depth (b) curves: A loading, B holding, C unloading
For each specimen, data were only considered valid for indents performed in the secondary cell wall of bamboo fibers, which plays the biggest role in fiber volume and mechanical performance. Indents performed in the embedding epoxy and borders of the cell wall were discarded. Scanning probe microscopy (SPM) was used to determine the indent positions, assembled in the indentor (Fig. 3) and checked after unloading to ensure a validity of at least 25 tests.

Nanoindentor images showing indenting sites on the secondary cell walls of the bamboo fiber
Results and discussions
Morphology analysis
To investigate the relationship between the morphology of fibers and its mechanical properties, images were obtained by visual examination and micro-morphology analysis. A visual examination of bamboo strips (Fig. 1) clearly demonstrates that the natural pale yellow of the strips gradually turns white throughout chemical treatment, indicating a significant removal of lignin. The change in color directly reflects changes in the constituents of bamboo fibers, in which a light brown color generally indicates the presence of lignin while white fibers generally indicate holocellulose. The additional treatment of acidified NaClO2 and NaOH combined with the freeze-drying method also resulted in air voids inside the cell wall because of the removal of hemicellulose and lignin.
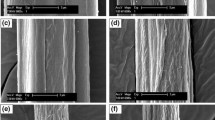
Morphology analysis by FE-ESEM (Fig. 4) on the chemically treated fibers clearly reveal that surficial wrinkling and slight transverse shrinkage are the most prominent results, which can be correlated to microfibril aggregation during air-drying [23]. Freeze-drying, however, could decrease this negative effect. During the chemical treatment processes, the degradation of cell wall components could result in the dissolution of material, leaving the cell wall more porous. This may also result in a lower density of the cell wall with less support for cellulose crystalline aggregation and lower strength and stiffness [24]. Moreover, a denatured fiber surface subjected to NaOH solution (sample F-C) results in a clear exposure of microfibrils. Microfibrils are also observed in F-A and F-B fibers, but the roughness is lower than that of the F-C samples.

The surface images of chemically treated fibers by FE-ESEM
FTIR spectrum analysis
FTIR spectroscopy is an effective technique for establishing the differences in bamboo fiber structure and chemical composition under various chemical treatments, which are important factors to achieve an in-depth understanding of the mechanical performance of cell walls.
As indicated by FTIR spectra images (Fig. 5) in the range of 1800–800 cm−1, chemical changes are observed for the three chemically treated fiber samples in comparison to the control raw bundle sample. For F-A fiber with H2O2 + CH3COOH treatment only, the distinct peaks at 1508 cm-1 and 1426 cm−1 show a clear decrease in the aromatic skeletal vibrations of lignin, indicating a large degradation of lignin. For F-B fiber with the additional treatment of acidified NaClO2, the peak at 1508 cm−1 disappears and the peak at 1426 cm−1 decreases. Furthermore, F-C fibers treated with NaOH solution show a diminishing peak at 1733 cm−1 owing to C=O stretching vibrations in the O=C–OH group of the glucuronic acid unit in xylan [25, 26] and a larger decrease can be seen at 1426 cm−1. For all treated fibers, the cellulose bands at 1160 cm−1 ascribe to antisymmetric C–O–C bridge stretching, while bands at 895 cm−1 show C–H deformation vibration [27] where small changes can be seen.

The FTIR spectra of fibers (800–1800 cm−1)
Nanoindentation hardness and modulus
The load–depth curves for F-A, F-B, F-C and the control fiber with the same loading–holding–unloading conditions are plotted in Fig. 6a. Obvious differences are exhibited in the indentation responses of the chemically treated and control fibers. For the chemically treated samples, the curves shift from left to right and increase in maximum penetration depths and residual depths, as supported by the data in Fig. 6b, c. A 25 % of deformation recovery in the longitudinal direction can also be seen, which demonstrates that plastic deformation is the main mechanism for indentation in the fiber cell wall. In general, a weaker deformation resistance is also found with an increasing penetration depth, at the same loading mode. On this basis, it is concluded that chemically treating fibers that partially remove lignin and hemicellulose reduces the fibril elastic recovery of the matrix as stress is released.

The load–depth curves of nanoindentation tests for four typical specimens
Figure 7a shows the average E r values of F-A, F-B, F-C and control fibers in the longitudinal direction of the secondary cell wall, as determined by nanoindentation. The E r value of F-A fibers (21.79 GPa) shows little difference when compared with control fibers (21.86 GPa). Although a weak increase in E r can be seen after treatment with acidified NaClO2 in F-B, no statistically significant difference is found in comparison to the control and F-A fibers. This can be attributed to the low influence on E r changes after lignin is removed during chemical treatment. The treatment to remove hemicellulose with NaOH in F-C fibers results in a significant decrease, by 13.71 % compared to the control. This can be due to the fact that within the bamboo fiber, a higher concentration of NaOH degrades the long chain cellulose molecules at the fiber interface and, consequently, weakens fiber load transfer [28]. Another explanation is that the loss of hemicellulose at the inter-microfibril region makes the fiber less dense and rigid.

The nanoindentation modulus (E r) and hardness (H) for the fiber secondary cell wall
As can be seen in Fig. 7b, the values of H in chemically treated fibers (F-A, F-B and F-C) are lower than those of the control fibers, indicating that the removal of the matrix components impairs the mechanical behavior of fibers. In comparison with the average H of the control fibers at 550 MPa, the average H of F-A decreases by 19.27 % and F-B by 17.64 %. These declines show that a large removal of lignin significantly reduces the ability of fibers to resist deformation, while at the same time the removal of different proportions of matrix components can influence fiber mechanical properties in different ways. After NaOH treatment to F-B fibers, H increases by 9.22 % compared to F-A fibers, but it is certainly lower than that of the control fibers. This enhancement can be attributed to the fact that alkali treatments result in fiber fibrillation and microfibril marginal aggregation during freeze-drying, which increases the hardness. This is also indirectly supported by the smaller maximum and residual depths than the other two treated samples. However, there is little difference observed in H among any chemically treated fibers, which strongly suggests that H2O2 + CH3COOH plays a major role in removing the majority of lignin, while the additional treatments of acidified NaClO2 (which removed a small part of the remaining lignin) and NaOH (which removed hemicellulose) play relatively minor roles.
Conclusions
It was demonstrated that bamboo fiber matrix components are one of the major factors that affect bamboo mechanical properties at the microstructural level. Images of chemically treated and denatured fiber surfaces clearly revealed that wrinkles, pores and microfibrils resulted from the dissolution of matrix materials. From the FTIR spectra, the disappearing peak at 1733 cm−1 and decreased bands at 1508 cm-1 and 1426 cm−1 also proved the degradation of xylan and loss of C=O groups linked to the aromatic skeleton in lignin. Compared to the controlled raw fiber (E r at 21.86 GPa), there were little differences observed for treated fibers with H2O2 + CH3COOH and acidified NaClO2 solutions, while a pronounced decrease of 13.71 % was found for those treated with NaOH solution. The fibril E r largely decreased after the raw fiber was first treated with H2O2 + CH3COOH, and the subsequent modulus had minor change. All of the above results indicate that the loss of hemicellulose has greater effect on modulus than hardness, while lignin degradation has more influence on hardness at the submicron level of bamboo fibers.
References
Scurlocka JMO, Dayton DC, Hames B (2000) Bamboo: an overlooked biomass resource? Biomass Bioenergy 19:229–244
Long LC, Wang ZK, Chen K (2015) Analysis of the hollow structure with functionally gradient materials of moso bamboo. J Wood Sci 61:569–577
Lee SH, Wang S (2006) Biodegradable polymers/bamboo fiber biocomposite with biobased coupling agent. Compos Part A Appl Sci Manuf 37(1):80–91
Osorio L, Trujillo E, Van Vuure AW, Verpoest I (2011) Morphological aspects and mechanical properties of single bamboo fibres and flexural characterisation of bamboo/epoxy composites. J Reinf Plast Compos 30(5):396–408
Fengel D, Wegener G (1984) Wood: chemistry, ultrastructure, reactions. Holz als Roh und Werkstoff 42(8):314
Wimmer R, Lucas BN (1997) Comparing mechanical properties of secondary wall and cell corner middle lamella in spruce wood. IAWA J 18:77–88
Gindl W, Schöberl T (2004) The significance of the elastic modulus of wood cell walls obtained from nanoindentation measurements. Compos Part A 35(11):1345–1349
Jiang ZH, Yu Y, Qin DC, Wang G, Zhang B, Fu YJ (2006) Pilot investigation of the mechanical properties of wood flooring paint films by in situ imaging nanoindentation. Holzforschung 60:698–701
Zou L, Jin H, Lu WY, Li X (2009) Nanoscale structural and mechanical characterization of the cell wall of bamboo fibers. Mater Sci Eng C 29(4):1375–1379
Jäger A, Hofstetter K, Buksnowitz Ch, Gindl-Altmutter W, Konnerth J (2011) Identification of stiffness tensor components of wood cell walls by means of nanoindentation. Compos Part A Appl Sci Manuf 42(12):2101–2109
Lee SH, Wang S, Endo T, Kim NH (2009) Visualization of interfacial zones in lyocell fiber-reinforced polypropylene composite by AFM contrast imaging based on phase and thermal conductivity measurements. Holzforschung 63:240–247
Follrich J, Stöckel F, Konnerth J (2010) Macro- and micromechanical characterization of wood-adhesive bonds exposed to alternating climate conditions. Holzforschung 64:705–711
Lehringer C, Koch G, Adusumalli RB, Mook WM, Richter K, Militz H (2011) Effect of physisporinus vitreus on wood properties of Norway spruce. Part 1: aspects of delignification and surface hardness. Holzforschung 65:711–719
Yu Y, Tian G, Wang H, Fei B, Wang G (2011) Mechanical characterization of single bamboo fibers with nanoindentation and microtensile technique. Holzforschung 65(1):113–119
Burgert I, Gierlinger N, Zimmermann T (2005) Properties of chemically and mechanically isolated fibres of spruce (Picea abies [L.] Karst.). Part 1: structural and chemical characterisation. Holzforschung 59(2):240–246
Molin U, Teder A (2002) Importance of cellulose/hemicellulose-ratio for pulp strength. Pulp Pap Res J Nord 17:14–28
Chen H, Cheng HT, Wang G, Yu ZX, Shi QS (2015) Tensile properties of bamboo in different sizes. J Wood Sci 61:552–561
Konnerth J, Eiser M, Jäger A, Bader TK, Hofstetter K, Follrich J, Ters T, Hansmann C, Wimmer R (2010) Macro- and micro-mechanical properties of red oak wood (Quercus Rubra L.) treated with hemicellulases. Holzforschung 64(4):447–453
Chen H, Wang G, Chen HT (2011) Properties of single bamboo fibers isolated by different chemical methods. Wood Fiber Sci 43(2):111–120
Gindl W, Gupta HS (2002) Lignification of spruce tracheid secondary cell wall related to longitudinal hardness and modulus of elasticity using nano-indentation. Can J Bot 80:1029–1033
Stanzl-Tschegg S, Beikircher W, Loidl D (2009) Comparison of mechanical properties of thermally modified wood at growth ring and cell wall level by means of instrumented indentation tests. Holzforschung 63(4):443–448
Burgert I, Frühmann K, Keckes J, Fratzl P, Tschegg S (2005) Properties of chemically and mechanically isolated fibers of spruce (Picea abies [L.] Karst.). Part 2: twisting phenomena. Holzforschung 59(2):247–251
Oliver WC, Pharr GM (1992) An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J Mater Res 7:1564–1583
Guo J, Song K, Salmén L, Yin Y (2015) A changes of wood cell walls in response to hygro-mechanical steam treatment. Carbohydr Polym 115:207–214
Stevanic JS, Salmén L (2009) Orientation of the wood polymers in the cell wall of spruce wood fibres. Holzforschung 63:497–503
Salmén L (2004) Micromechanical understanding of the cell-wall structure. CR Biol 327(9–10):873–880
Alemdar A, Sain M (2008) Isolation and characterization of nanofibers from agricultural residues–wheat straw and soy hulls. Bioresour Technol 99(6):1664–1671
Das M, Chakraborty D (2006) Influence of alkali treatment on the fine structure and morphology of bamboo fibers. J Appl Polym Sci 102:5050–5056
Acknowledgments
We are grateful to the Fundamental Research Funds provided by the International Centre for Bamboo and Rattan (Grant No. 1632013003) for financially supporting this project.
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Yang, X., Shang, L., Liu, X. et al. Changes in bamboo fiber subjected to different chemical treatments and freeze-drying as measured by nanoindentation. J Wood Sci 63, 24–30 (2017). https://doi.org/10.1007/s10086-016-1590-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10086-016-1590-3