
Abstract
As an arc voltage decreases, an arc length shortens and a surface of molten pool right under the arc becomes dented at a high current range in gas metal arc welding (GMAW) using 100% CO2 as a shielding gas and a carbon steel solid wire. And the arc is finally generated at a lower position under the surface of the molten pool and in a space formed by a wall of molten pool. A spatter generation level is extremely low even at a high current range in this metal transfer mode. This arc phenomenon is referred to as “buried arc,” and the arc stabilization technique at the high current buried arc more than 450A is described in this report.
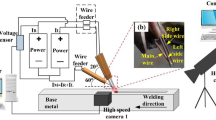
The arc phenomenon taken by an X-ray observation system and a high-speed video camera were observed using a low-carbon steel as a base metal, a carbon steel solid wire of 1.2 mm, 100% CO2 as the shielding gas, and travel speed of 30 cm/min. The high current buried arc stabilized by an external characteristic control of welding power source (maximum current 1000 A, maximum wire feed rate 100 m/min) showed three kinds of metal transfer mode including rotating transfer mode at the current range more than 450 A. Consequently, a new current waveform control combined an adequate gradient of the external characteristic and a low-frequency voltage oscillation, which realizes more stable high current buried arc, has been developed in order to improve a weld bead formation using these particular metal transfer modes.











Similar content being viewed by others


References
Kristensen JK (2009) Thick plate CO2-laser based hybrid welding of structural steels. Welding in the World 53(1):48–57. doi:10.1007/BF03266691
Shi S et al. (2007) Laser and hybrid laser-MAG welding of steel structures for shipbuilding. International Forum on Welding Technologies in Shipping Industry held in Shanghai on 16–18 18 June 2007
Wainsiriruk E (2015) Oblique laser irradiation technique for vertical welding of thick steel plates employing hot-wire laser welding. Q J Jpn Weld Soc 33(4):326–331. doi:10.2207/qjjws.33.326
Li R et al (2014) A study of narrow gap laser welding for thick plates using the multi-layer and multi-pass method. Opt Laser Technol 64:172–183. doi:10.1016/j.optlastec.2014.04.015
Shimokusu Y et al (2003) Application of pulse-modulated high-power YAG laser to welding of heavy plates. Weld Int 17(7):534–540
Zeng G (1989) Plasma arc welding principle and application. Weld Cut 9(1):38–44
Li XR et al (2012) Double stage plasma arc pipe welding process. Weld J 91:346–353
Shih JS et al (2012) Multi-objective process optimization of pulsed plasma arc welding SS400 steel pipe with foamed aluminum liner. J Adv Mech Design, Syst Manuf 6(2):222–235
Torbati AM et al (2011) Optimization procedures for GMAW of bimetal pipes. J Mater Process Technol 211(6):1112–1116
Muraoka N et al (2015) Effect of power output modulation on weld profile in CO2 welding. Preprints of the National Meeting of JWS 2015s:134–135 (in Japanese)
Adachi H et al (2006) Metal transfer phenomena in high-current MAG welding. Preprints of the National Meeting of JWS 2006f:112–113 (in Japanese)
Murayama M et al (2015) Narrow gap gas metal arc (GMA) welding technologies. JFE Technical Report 20:147–153
Tsuji K et al (2013) Robot welding process for medium and heavy plate. KOBELCO Technology Review 32:9–15
Ushio M et al (1993) Effects of shielding gas composition on metal transfer phenomena in high current GMA welding. Trans JWRI 2(1):7–12
Baba H et al (2016) Development of one side piercing welding process using high current buried arc—development of GMA welding system with ultra-high wire feed rate (second report). Preprints of the National Meeting of JWS 2016s:172–173 (in Japanese)
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission XII - Arc Welding Processes and Production Systems
Rights and permissions
About this article

Cite this article
Baba, H., Era, T., Ueyama, T. et al. Single pass full penetration joining for heavy plate steel using high current GMA process. Weld World 61, 963–969 (2017). https://doi.org/10.1007/s40194-017-0464-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-017-0464-7