
Abstract
In this article, we fabricated one-dimensional 0.5 vol% silicon nitride (Si3N4) fibre reinforced Alumix123 matrix composites by the powder metallurgy method. Si3N4 is a ceramic material with high strength, stiffness and low coefficient of thermal expansion. The Si3N4 used in the study is comprised of single crystal fibres with sub-micrometre diameter and length < 25 μm. The size of the fibre is smaller than the metal matrix powder allowing it to coat the metal powder before consolidation rather than forming agglomerations that might lead to pores and poor mechanical properties. We investigated the effects of Si3N4 fibre additions on the densification, hardness, elastic modulus and tensile strength. The experimental results found that the Si3N4 fibre effectively enhanced the mechanical properties of the composites at low additions. The microstructural analysis clearly shows the Si3N4 fibres in the sintered grain boundaries. The interface between the fibre and the Alumix123 matrix showed good wetting and bonding with only minimal reaction. The Si3N4 fibre reinforced Alumix123 composites have potential uses in the automobile and aerospace industries due to their improved specific mechanical properties.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the past few years, the development of aluminium metal matrix composites (MMCs) has attracted significant attention due to a combination of their low density, good thermal and electrical conductivities, high hardness and enhanced mechanical strength. The property suite of MMCs creates the potential for numerous applications such as in the automobile, aerospace, marine and defence industries [1,2,3]. The properties of the composites can be tailored through the addition of selected ceramic reinforcements such as metallic oxides, carbides, borides and nitrides [3,4,5,6,7]. The most commonly used reinforcements are in the form of particles, continuous & discontinuous whisker, and fibres, with sizes ranging from 10 nm up to 500 μm [1, 8,9,10]. Among them, short fibres have been attracting growing interest [11,12,13]. Short fibre reinforced MMCs have been found to have better mechanical properties than that of particles reinforced MMCs [11].
Continuous fibre reinforcements can achieve rule-of-mixtures composite properties in the direction which the fibres are oriented in composite structures in, for example, pultruded composites. For more complicated structures, fibre laminates, woven structures, composites utilise long fibres to achieve maximum composite properties at high fibre loadings; often more than 60% fibre. Long fibres and complicated manufacturing processes lead to high-cost parts. Many of these structures suffer from anisotropy in at least one direction leading to complex design requirements which further increase costs, for example, finite element analysis. Furthermore, infusion processes also require a matrix with low-viscosity for complete infiltration which is achievable in the polymer industry, but liquid metals are often highly reactive to reinforcements.
Early MMCs used SiC and Al2O3 particulate reinforcements due to their ease of availability as material from the abrasives industry. SiC and Al2O3 are both unstable in aluminium alloys. SiC reacts with aluminium to form the brittle phase Al4C3 and Al2O3 reacts with alloying Mg to form MgO or MgAl2O4. Historically, modifying the alloy chemistry was successful to stabilise these reinforcements, but it puts constraints on the alloy chemistries, processing and further tempering [14]. SiC and Al2O3 remain the two most common reinforcements in aluminium for this historical reason, with SiC significantly more popular. There are three reasons for exploring additional composite reinforcements. Firstly, historical reinforcements are synthesised in bulk, in processes such as the Acheson process, producing bulk crystalline materials. These are then ground to small sizes for use in MMCs. The sharp angular crystals are abrasive on the tooling used in the composite industry leading to high wear and costs. Secondly, the chemistry is unfavourable for traditional aluminium alloys. The most common alloys are 2024, 7075 and 6061 of which only 6061 has 0.6% Si in its specification, and 2024 and 7075 have 1.5 and 2.5 Mg, respectively. There is increasing interest now in inherently compatible materials such as AlN and Si3N4 of which AlN is inherently stable and Si3N4 forms thin, stable AlN or SiAlON boundary layers [15, 16]. Lastly, is the utilisation of fibrous reinforcements for improved performance both continuous for high-value applications and discontinuous-short fibre reinforcements for high-volume applications [17, 18].
In this study, we investigated Si3N4 discontinuous fibre reinforcements with the aim to improve mechanical properties while retaining ductility and inherent metallicity. Si3N4 is a low density (3.1 g/cm3) ceramic material with high mechanical strength and hardness, good thermal and chemical stability, and good wear and corrosion resistance. It is of current interest as reinforcement in the manufacturing of MMCs [19,20,21,22]. Several works have been reported on fabrication and mechanical characterisation of aluminium matrix composite reinforced with Si3N4 particles. AA6082 matrix composites reinforced with Si3N4 manufactured by the stir-casting process showed an increase in density, hardness and tensile strength with increased content of Si3N4 [19]. AA6061 matrix composites reinforced with nickel coated Si3N4 manufactured by the liquid metallurgy route resulted in higher tensile strength than that of pure AA6061 [2]. Pure Al/Si3N4 composite manufactured by pressure infiltration improved the bending strength compared to conventional 2024Al alloy [20]. Al/Si3N4 composite manufactured by powder metallurgy technique showed improved hardness and transverse rupture strength by increasing the volume fraction of Si3N4 particles [21]. More recently, β-Si3N4 whiskers reinforced pure Al composites manufactured by hot-pressing method indicated an increase in tensile and ductility with the loading of Si3N4 [17]. To our knowledge, none of the researchers used α-Si3N4 fibre as reinforced materials and no work has been reported on mechanical properties and microstructure of α-Si3N4 fibre reinforced Alumix123 composites, especially at low addition levels.
In the present study, we fabricated 0.5 vol% α-Si3N4 fibre reinforced Alumix123 composites by powder metallurgy (PM). The effects of high-aspect-ratio Si3N4 on the sintering behaviour, mechanical properties and microstructure of the composites were investigated.
2 Experimental
2.1 Materials
The base aluminium alloy powder used was the commercial Alumix123 powder (Al-4.5Cu-0.7Si-0.5 Mg-1.5 acrawax, density of 2.77 g/cm3, Ecka Granules Germany). The Si3N4 fibre was > 95% Si3N4, > 80 vol% fibre (dominant α-phase, Nuenz Limited New Zealand).
2.2 Fabrication of Alumix 123/Si3N4 composite
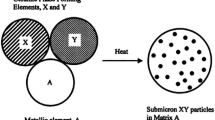
Alumix123 powders were dry mixed with 0.5 vol%Si3N4 fibre. The powders were then poured into a die, and uniaxially cold pressed at a pressure of 300 MPa. The green specimens were then sintered in a horizontal tube furnace under a nitrogen atmosphere (dew point below − 60 °C) at 600 °C for 1 h. The surfaces of sintered pellets were lightly polished in the normal manner. For comparison, pure Alumix123 (Alumix123-ref) were manufactured by the same process. Figure 1 illustrates the Al/Si3N4 composite synthesis procedure in this work.

Schematic presentation of the synthesis for Al/Si3N4 fibre composite
3 Characterization
The densities of the sintered specimens were measured by the Archimedes method according to MPIF Standard 42. Hardness’s of all specimens were measured by the Rockwell hardness on the B scale (HRB, ASTM E18) and mean of at least 10 readings was taken. Ultrasonic modulus was measured and calculated according to ASTM E494. Ultimate tensile strength (UTS) measurements were carried out using a specimen as per ASTM E8, B925 using Fig. 19 unmachined dogbones. Figure 2 shows a picture of the as-sintered tensile bar. All mechanical properties were measured in the T1 condition as per ASTM E8. At least five tests were conducted under the same conditions to ensure the reliability of the results. Microstructures of Alumix 123/Si3N4 composites were carried out by scanning electron microscopy (FEI Nova NanoSEM 450) with energy dispersive X-ray spectroscopy (EDS), and by optical microscopy.

Image of a sintered tensile bar
4 Results and discussion
4.1 Materials
Table 1 shows a particle size distribution analysis of the Si3N4 fibres which are comprised of 80% fibrous material by weight or volume (as shown in Fig. 3). The remaining 20% is Si3N4 particulate. A full analysis of the fibres has been previously reported by the authors [23]. The surface area of the fibres was previously reported as 4.04 m2/g [24] while the surface area of Alumix 123 was calculated to be 0.02–0.03 m2/g from the manufacturer’s specifications.

SEM image of Si3N4 fibres
4.2 Green and sintered density
Table 2 shows the green and sintered densities of Al-ref and Al/Si3N4 composites. The green and sintered densities of pure Alumix123 were 2.62 ± 0.01 g/cm3 and 2.76 ± 0.01 g/cm3, respectively, which were comparable with other investigations and the manufacturer’s specifications [25]. The green and sintered densities of composites were similar to that of the reference. The density comparison indicated that 0.5 vol% of fibres did not significantly impact compaction and densification processes, in fact, it was within the experimental margin of error. Nearly full density (> 99% of theoretical density) was obtained after sintering for both Al-ref and Al/Si3N4 composites. A preliminary investigation was carried out into 1 vol% addition of fibre in Alumix123. The green and sintered densities of Al/1 vol% Si3N4 were 2.62 ± 0.01 g/cm3 and 2.74 ± 0.01 g/cm3, respectively. The density of Si3N4 fibres was measured to be 3.1 g/cm3 (Method modified from ASTM D0167) and, therefore, the theoretical density for this sample was 2.78 g/cm3. It was evident that the higher addition of Si3N4 fibre affected the sintering process and, therefore, we did not carry out mechanical testing in this study.
4.3 Mechanical properties
4.3.1 Hardness
The hardness of Al-ref and Al/Si3N4 composites were measured to be 28 ± 3 HRB and 36 ± 3 HRB, respectively. This is a significant increase in hardness. Hardness is a combination of many mechanical properties, including toughness, strength and stiffness, and can be a good indication of wear resistance. Specific wear properties were not measured in this investigation as an application specific wear test must be identified to be applicable. Wear testing was planned as a part of future, application specific research.
4.3.2 Elastic modulus
The elastic modulus of Al-ref and Al/Si3N4 composites were measured as 68.5 ± 1.7 GPa and 77.1 ± 1.1 GPa, respectively. Models for improved modulus are well known for fibre reinforcement of matrices. The improvement here is beyond the rule of mixtures if the modulus for Si3N4 is assumed to be 310 GPa. The fibres here were single-crystalline, and 310 GPa is the commonly stated sintered, polycrystalline Si3N4 modulus. The 13% increase in modulus from a 0.5 vol% addition indicates additional stiffening mechanisms or a significantly higher stiffness in the fibres compared to the expected rule of mixtures value. An increase in modulus is of significant interest as alloying to increase the modulus typically increases the density. Here we see a potential for a significant increase in the specific modulus through small additions of Si3N4 fibre.
4.3.3 Tensile properties
Figure 4 presents a representative tensile curve for both Al-ref and Al/Si3N4 composite. The average UTS of the reference and composites were 192 ± 11 MPa and 212 ± 10 MPa, respectively. The yield strength (YS) of the composites also increased from 115 ± 17 MPa to 136 ± 18 MPa. The elongation of the composites slightly decreased from 3.0 ± 1.0 to 2.8 ± 0.4%. The tensile values demonstrated that the addition of hard Si3N4 reinforcement increases the strength of the Alumix123 matrix through increased resistance to tensile stresses [22], with a minor reduction in ductility. The larger (than expected) variation in the tensile test results is due to the nature of the PM test specimens which are unmachined.

Typical tensile stress–strain curves of Al-ref (- - -) and Al/Si3N4 composite (—)
4.4 Microstructure
Figure 5a, b show optical microscopy images of Al-ref and Al/Si3N4 composite, respectively, (etched aggressively using a corrosive NaF/NaOH etch). The micrographs show that there was no notable difference between the arrangements of the grains. Both specimens shows good densification which is consistent with the density measurement results reported earlier. A calculation was performed on the relative surface area of the Si3N4 reinforcement and Alumix 123. At 0.5% addition, it was determined that this was proportional to a monolayer coverage of the Alumix 123 (SSAaddivite × vol.% = SSAmatrix) [24] taking into account that a cohesive monolayer of a solid on another solid is unrealistic. Following this calculation, excess solid reinforcement will lead to agglomeration of ceramic reinforcement and it is possible that this is a reason why 1% Si3N4 composites demonstrated less densification than 0.5%. Common sintering temperatures for Si3N4 are > 1400 °C so there will be negligible stage 1-2 ceramic sintering at 600 °C to reduce the porosity caused by agglomerations. Therefore, any agglomeration of Si3N4 additive caused by excessive additive additions or non-uniform dispersion should present in the final microstructure as increased porosity or reduced densification; porosity that would be focused around agglomerations of Si3N4 that were not sintered at 600 °C. None of these phenomena were observed in either the microstructural evaluation or the evaluation of the density above.

Optical microscopy of a sintered Al-ref and b Al/Si3N4 composite
Microstructural evaluation of the grain boundary etched under HF identified many inclusions with different chemistries. Back-scatter (BS) mode was used to identify which phases had different element density and removed them from consideration; the main strengthening phase in 2XXX alloy is based on Cu and was easily identified using BS due to its high electron density. Al and Si3N3 were not easily identified by contrast imaging owing to their similar electron density. Despite this, in a typical image shown in Fig. 6, many Si3N4 inclusions with the expected diameter between 60 and 900 nm were observed. EDS identified that the aluminium matrix was mostly devoid of Si and N and that these elements could be identified at elevated concentrations in the Si3N4 inclusions. These inclusions were 100–900 nm in diameter which was consistent with the size analysis of the original Si3N4. This size was at the resolution limit of the EDS detector, so the matrix elements also bled into the EDS spectra. Figure 6 provides a typical SEM/BS image with EDS of the matrix and a typical inclusion. The lighter phases in the image showed elevated Cu which had migrated to the grain boundary. There was no observable porosity between the Si3N4 and either the aluminium matrix or the alloy inclusions which indicated good wetting by the matrix. The Si3N4 presented as discrete inclusions along the grain boundary. It was not possible to determine if these were from the particulate content of the Si3N4 of fibres oriented perpendicular to the imaging plane as the HF sample had only been lightly etched.

SEM/BS image of the cross-section of the composite with EDS areas indicated and selected EDS spectra inset: a SEM/BS image of a typical grain boundary, b EDS of selected area 4 of a showing aluminium matrix, c EDS of selected area 2 showing increased Si and N elemental concentrations above matrix elements of b
The SEM cross-section of the Al/Si3N4 composite (Fig. 7a) reveals that the fibres have survived thermal processing in the composite. The EDS results (Fig. 7b, c) indicate that the chemical composition of the fibres is Si3N4 as expected.

a SEM image of the cross-sectional of the composite specimen; b and c EDS analysis of the selected area 1 and 2
HR-SEM images in Fig. 8a, b further depicts the morphology of the grain boundary. The grain boundary was aggressively and deeply etched using Weck’s reagent which caused digestion of MgAl species but left CuAlx and Si3N4 for observation. In Fig. 8a, a Si3N4 fibre is observed lying inside and along the grain boundary. The fibre is bound to the Alumix123 matrix. The surface of the fibre is clean and does have a ‘digested’ appearance, proving that there is a well-bonded interface between Si3N4 fibre and Alumix123 matrix. It is known that the moderate interfacial reaction and enhanced interfacial bonding between matrix and reinforcement result in improved mechanical properties of composites. [2, 26] A reaction of a few atomic layers or wetting is required to bind the reinforcement to the matrix intimately. The improved hardness, modulus and UTS indicate that the fibres have bonded with the matrix to form the strong interphase required for load transfer without significant reaction to cause loss of ductility through the formation of undesirable by-products. Furthermore, good density has been achieved—evident through the density analysis and the low-magnification images—which are critical for achieving good mechanical properties considering the use of pressureless sintering in this study.

SEM images of the grain boundary of composite (Etching Weck)
5 Conclusion
In this study, 0.5 vol% Si3N4 fibre-reinforced Alumix123 matrix composites were successfully fabricated using pressureless sintering under dry nitrogen. The composites exhibit higher hardness (36 ± 3 HRB), elastic modulus (77.1 ± 1.1 GPa), UTS (212 ± 10 MPa) and YS (136 ± 18 MPa) and only slightly lower elongation (2.8 ± 0.4%), compared with the Aluminium reference. The enhanced mechanical properties of Al/Si3N4 composite were attributed to the effective load transfer from the Alumix 123 matrix to the hard Si3N4 fibre via good interface bonding. The microstructural analysis revealed easily recognised Si3N4 fibres were lying at the grain boundaries. The results obtained above suggest that Si3N4 fibres are expected to play a promising reinforcement role for MMCs.
References
Kumar D, Agnihotri G, Purohit R (2015) Advanced aluminium matrix composites: the critical need of automotive and aerospace engineering fields. Mater Today Proc 2:3032–3041
Rahimian M, Ehsani N, Parvin N, Baharvandi HR (2009) The effect of particle size, sintering temperature and sintering time on the properties of Al–Al2O3 composites, made by powder metallurgy. J Mater Process Technol 209:5387–5393
Boostani AF, Tahamtan S, Jiang ZY, Wei D, Gong D (2015) Enhanced tensile properties of aluminium matrix composites reinforced with graphene encapsulated SiC nanoparticles. Compos Part A 68:155–163
Ramesh C, Keshavamurthy R, Channabasappa B, Ahmed A (2009) Microstructure and mechanical properties of Ni–P coated Si3N4 reinforced Al6061 composites. Mater Sci Eng A 502:99–106
Pramanik A (2016) Effects of reinforcement on wear resistance of aluminum matrix composites. Trans Nonferrous Met Soc China 26:348–358
Jiru WG, Sankar MR, Dixit US (2017) Investigation of microstructure and microhardness in laser surface alloyed aluminium with TiO2 and SiC powders. Mater Today Proc 4:717–724
Prasad Reddy A, Vamsi Krishna P, Narasimha Rao R, Murthy NV (2017) Silicon carbide reinforced aluminium metal matrix nano composites-a review. Mater Today Proc 4:3959–3971
Chou TW, Kelly A, Okurat A (1985) Fibre-reinforced metal matrix composites—a review. Composites 16:187–206
Yashpal S, Jawalkar CS (2017) Fabrication of aluminium metal matrix composites with particulate reinforcement: a review. Mater Today Proc 4:2927–2936
Kumar L, Umasankar V, Elamathi P, Chandrasekar G (2016) Synthesis and characterization of nano hexagonal boron nitride powder and evaluating the influence on aluminium alloy matrix. Mater Today Proc 3:2018–2026
Papazian JM, Adler PN (1990) Tensile properties of short fiber-reinforced SiC/Al composites. Metall Trans A Phys Metall Mater Sci 21:401–410
Zhu YT, Blumenthal WR, Lowe TC (1997) The tensile strength of short fibre-reinforced composites. J Mater Sci 32:2037–2043
Tian W, Qi L, Su C, Liang J, Zhou J (2016) Numerical evaluation on mechanical properties of short-fiber-reinforced metal matrix composites: two-step mean-field homogenization procedure. Compos Struct 139:96–103
Lloyd D (1994) Particle reinforced aluminium and magnesium matrix composites. Int Mater Rev 39:1–23
Kita K, Kondo N (2017) A novel method for joining aluminum and silicon nitride by polysiloxane. J Ceram Soc Jpn 125:543–546
Suganuma K (1993) Strength and microstructure of silicon nitride/aluminum interface fabricated by squeeze cast brazing. J Eur Ceram Soc 125:43–49
Zhang C, Zeng Y (2017) Enhanced tensile properties of Al matrix composites reinforced with beta-Si3N4 whiskers. Compos Part A 102:145–153
Vannan E, Vizhian P (2014) Prediction of the elastic properties of short basalt fiber reinforced al alloy metal matrix composites. J Miner Mater Charact Eng 2:61–69
Sharma P, Sharma S, Khanduja D (2015) Production and some properties of Si3N4 reinforced aluminium alloy composites. J Asian Ceram Soc 3:2–9
Xiu Z-Y, Chen G-Q, Wu G-H, Yang W-S, Liu Y-M (2011) Effect of volume fraction on microstructure and mechanical properties of Si3N4/Al composites. Trans Nonferrous Met Soc China 21:S285–S289
Arik H (2008) Effect of mechanical alloying process on mechanical properties of alpha-Si3N4 reinforced aluminium-based composite materials. Mater Design 29:1856–1861
Ramesh C, Keshavamurterhy R, Madhusudhan J (2014) Fatigue behavior of Ni–P coated Si3N4 reinforced Al6061 composites. Proc Mater Sci 6:1444–1454
Dougherty T, Xu Y, Hanizan A (2016) TMS 2016: 145th annual meeting & exhibition: supplemental proceedings: supplemental proceedings. https://doi.org/10.1002/9781119274896.ch86
Hayward M, Johnston J, Dougherty T, De Silva K (2018) Interfacial adhesion: improving the mechanical properties of silicon nitride fibre—epoxy polymer composites. Compos Interfaces 26:263–273
Judge WD (2015) Corrosion behaviour of Alumix 123P/M and AA2014-T6 in 3.5wt% NaCl. Dalhousie University Halifax, Halifax
Zi-yang X, Yan-mei L (2009) Effects of extrusion deformation on mechanical properties of sub-micron Si3N4P/2024 composite. Trans Nonferrous Met Soc China 19:S373–S377
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
This study was funded by Nuenz Limited, and the authors are in full-time employment for Nuenz Limited.
Rights and permissions
About this article

Cite this article
Dougherty, T., Xu, Y. Properties and characterization of an aluminium–silicon nitride fibre powder metal composite. SN Appl. Sci. 1, 135 (2019). https://doi.org/10.1007/s42452-018-0147-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-018-0147-z