
Abstract
The objective of the present work is to investigate the mechanical properties of the dual phase (DP) steels produced by the intermediate quenching (IQ) technique. To produce the ferrite-martensite microstructure in the dual phase (DP) steel, low carbon micro alloyed steel is intercritically heat treated followed by short intercritical annealing and intermediate quenching using various intercritical temperatures. By varying the intercritical temperature (740, 760, 780, 800, 820 °C) different volume fraction of the ferrite and martensite phases of DP steel samples are produced. These series of dual phase (DP) steel samples were further analyzed through scanning electron and optical microscopy. The experimental investigations have been carried out to find the mechanical properties as per the ASTM testing standards. From the outcomes it is observed that DP780 steel have excellent tensile strength, better hardness and toughness which may be due to the fine distribution and equal volume fraction of ferrite and martensite phases. The enhancement in the mechanical properties of dual phase steel was the effect of intermediate quenching technique. Equal volume fraction of ferrite and martensite phases obtained, at temperature of 780 °C, converted low carbon micro alloyed steel into dual phase steel and also improves its mechanical properties.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Steel structures always prefer sturdy, safe, high strength, reliable and economic steel grades which are ease to produce, transport, install and serve the purpose. From past many decades researchers have found numerous grades of steels and serving the structural world [1]. Among these high strength steels are the new category of steels upon which researchers are further interested in and exploring their advanced capabilities. High strength steels (HSS) are being used in applications whose strength requirement is of major concern. When the requirement demands for high strength along with high formability characteristics, Dual phase steels (DP) can suit the requirement as its two phases namely, martensite and ferrite possesses [2] both strength and ductility respectively. Ahmad Zare [3] worked on the triple phase ferrite–bainite–martensite steels on the influence of martensite volume fraction on tensile properties. Dual phase (DP) steels plays vital role among HSS because of their distinguished mechanical properties like high initial strain hardening rate, increased ductility, higher tensile strength [2]. These desirable properties in DP steels as identified by many researches are due to the existence of special microstructure in which, soft ferrite and hard martensite shows their presence in the form of ferritic matrix with martensite reinforcements. Few researchers called DP steels as metallic composite because of this composite microstructure. Continuous yielding behavior, uniform plastic deformation, better work hardenability [4] and excellent formability are the additional special characteristics of DP steels beside high strength and ductility properties [5,6,7]. All the above properties of DP steels are of high requirement in automobile industry [8]. DP steels have the potential to reduce the weight of the vehicle [9] and their crash performances without compromising the other required mechanical properties. Hence they are being used in longitudinal beams, cross members and other reinforcement in automobile structures. Not only in automobile industry, has dual phase steel had requirements in the structural industry [10, 11] as it is easy to weld.
Intercritical heat treatment [12] (i.e. intermediate quenching) is the easiest and simplest way to produce DP steels by subjecting low carbon-micro alloy (i.e. C < 0.2% by weight percent) alloy steels to intercritical heat treatment [13]. The procedure involves double step heat treatment process where in first step involves heating of low carbon micro alloyed steels above upper critical temperature AC3 (i.e. Austenization temperature) followed by rapid quenching where diffussionless transformation takes place results in complete martensite phase. In the later stage the quenched samples are intercritically annealed [14] for short duration and quenched in required medium to obtain ferrite-martensite phases [15] in the required volume fraction.
The present investigation aims at producing the dual phase steels through intermediate quenching (IQ) technique. To obtain the ferrite-martensite microstructure, low carbon micro alloyed steel is intercritically heat treated. The microstructure is evaluated utilizing scanning electron microscopy (SEM). Further the mechanical properties of the prepared dual phase steel will be investigated as the ASTM standard testing procedure.
2 Experimental procedure
2.1 Material
Commercially available 8 mm thick hot-rolled low carbon micro alloyed steel plate has been used for the present work. The major alloying elements of typical DP steel are C, Si, Mn, and Cr. The concentration of C, Si, Mn, and Cr was measured using optical emission spectrometer. The chemical composition of the same is given in the Table 1.
2.2 Heat treatment procedure
The lower critical (AC1) and upper critical (AC3) temperatures were calculated by the Eqs. (1) and (2) respectively [1].
The calculated value of the AC1 and AC3 from Eqs. 1 and 2 are 727.8 °C and 849.79 °C respectively. The heat treatment process has been carried out in a laboratory thermocouple controlled muffle furnace of 1200 °C capacity. Heat treatment of hot-rolled low carbon micro alloyed steel includes the soaking in the intercritical region (ferrite-plus-austenite) followed by the transformation of the austenite into martensite. The hot-rolled low carbon micro alloyed steel has been austenised at intercritical-annealing temperature 910° C for 20 min followed by ice brine quenching. The increment in the holding time in the austenite domain increases the austenite grain size which in turn increases the hardenability. The rate of cooling is high in brine, somewhat less rapid in water and slow in oil. The brine solution has high thermal conductivity and fast quenching rates. The ice brine quenching now a day’s widely used because of the environmental-friendly and economical and also using it can achieve maximum hardness with minimum deformation. The austenised steel is reheated to selected intercritical temperatures [16] (740, 760, 780, 800, 820 °C) and held for 10 min and quenched in 80 °C preheated oil. The preheated oil is used here will slow down the quenching rate as compared to cooler oil, additionally it also prevents microstructural cracking, generate lesser stresses and avoids the unexpected shape transitions. In dual phase steels, the martensite is responsible for the higher strength levels, especially tensile strength. The austenization and intercritical heat treatment cycles carried out are schematically represented as in Fig. 1. All of the specimens were heated in intercritical temperature range (between AC1 and AC3. All the specimens were hold for 10 min in muffle furnace and followed by oil quenching.

Schematic representation of the heat treatment cycles carried out
The austenized and intercritically heat treated steel plates are machined just to ensure the decarburized-free surface. For the identification, prepared samples are named as A740, A760, A780, A800 and A820. Each specimen is polished using different grades of grids and diamond slurry. To study the microstructures and the phases, all the specimens are etched using 2% Nital and analyzed under optical and scanning electron microscopes. The volume fractions of the martensite and ferrite phases are measured by Point count technique [1, 6, 7] according to ASTM E 562.
2.3 Mechanical testing
The uniaxial tensile testing has been carried out with strain rate of 1 mm/min adopting ASTM E8M standards at room temperature using INSTRON universal testing machine (UTM) of 500KN capacity. The gauge length used is 85 mm and specimen thickness is 8 mm. The tensile testing experimentation has been carried out to determine the ultimate tensile strength (UTS), yield strength (YS), percentage elongation (both uniform and total elongation) and tensile fracture energy. Each specimen has been prepared according to ASTM E8M standard using wire cut EDM of CONCORD make. Riemann Sums concept has been adopted to digitally calculate the level of energy absorption by measuring the selected area under the engineering stress–strain curve before fracture point has reached [1]. (Eq. (3))
where \(\sigma\) is stress, ε the strain, x the datasampled and X is the fracture stress.
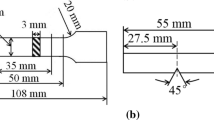
The hardness evaluation of each sample has been carried out according to ASTM E10-14 standards by employing Brinell hardness tester with tungsten carbide ball indenter. For all the specimens Brinell hardness number (BHN) values are calculated accordingly. Toughness of each samples (shown in Fig. 2b) were evaluated by Charpy V notch impact test according to ASTM E23-07a standard [17].

a The tensile specimen for uniaxial tensile testing (All dimensions in mm). b Impact test specimen (All dimensions in mm)
3 Results and discussion
3.1 Optical and scanning electron microscopic investigation
The resulted microstructures of the intercritically heat-treated samples (A740, A760, A780, A800 and A820) observed through optical microscopy are shown in Fig. 3. Manual Point counting technique has been employed according to ASTM E 562 with circular grid using image analyzer. Thus obtained microstructures are indicated in Fig. 3.

a–e Microstructures of samples A740, A760, A780, A800 and A820 respectively
The black and white region represents the martensite and ferrite phases respectively. Figure 3a–e clearly indicates that, martensite phase (Vm) increases proportionately with increase in the selected intercritical temperatures.
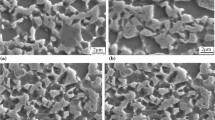
SEM images also reflect similar phenomenon of proportionate raise in the martensite phase volume fraction shown in Fig. 4. This conforms to lever rule in the ferrite–austenite dual phase region in the Iron-Carbon phase diagram. According to the lever rule, the increase in intercritical temperature increases the austenite volume fraction, which will in turn transform to martensite phase upon quenching. It worth noticing that by increasing the temperature, Vm increases at higher rate. Similar results had been reported by numerous authors with their concluding remarks during their investigation on thin DP sheets. Hence, it can be concluded that the thickness of the plate has minimal effect on the phase transformation in low carbon steel during austenization and intercritical heat treatment provided uniform cooling rate is maintained throughout the entire volume [11, 16].

a–e SEM images of samples A740, A760, A780, A800 and A820 respectively
The outcomes of the Point count technique are listed in the Table 2. From the outcomes it is clear that as intercritical temperature increases the volume fraction of martensite increases. The increment martensite leads to the increment in the hardness of the dual phase steel. From the outcomes and from the microstructure, it is also observed that DP780 steel has the fine distribution and equal volume fraction of martensite and ferrite phases.
Figure 5 shows the variation of variation of martensite volume fraction (Vm) with respect to intercritical annealing temperature. As the intercritical temperature increases from 740 to 820 °C, the volume fraction of the martensite increases. From Fig. 5, it is also noted that by increasing the temperature, martensite volume fraction increases at higher rate up to 780 °C. Further, beyond 800 °C, the transferring rate decreases.

Variation of martensite volume fraction (Vm) with respect to intercritical temperature
3.2 Tensile test results
The Uniaxial tensile test has been conducted for all the dog bone specimens (A740, A760, A780, A800 and A820) of DP steel on a INSTRON UTM of 500 kN capacity according to ASTM E8 standards with a strain rate of 1 mm/min at ambient room temperature of 27 °C. The test results are tabulated in the Table 3. And the corresponding engineering stress v/s engineering strain plots are plotted in Fig. 6.

Stress–strain curves of the samples A740, A760, A780, A800 and A820
The uniaxial test revealed that, all the DP steel specimens have better mechanical properties in terms of uniform and total elongation (ductility), ultimate tensile strength and yield strength compared to the as-received low carbon steel. But among the selected and identified intercritically heat treated DP steel sample specimens (A740, A760, A780, A800 and A820) A780 and A800 have better combination and distribution of ferrite and martensite phases due to the presence of almost equal amount of the two phases.
Further A780 exhibited the highest Tensile strength of 957 MPa and 22% elongation, Also it can be noted that A740 has higher percentage of ferrite which leads to higher ductility and elongation. Due to this elasticity will be more and ultimate load decreases which limit the practical applications. The samples A800 and A820 have shown decrease in both yield and ultimate tensile strength because of the higher percentage of martensite phase present in it. With this brittleness is more which leads to catastrophic failure which is undesirable, Therefore, in the present study outcome shows better mechanical behavioral performance by A780 DP steel.
3.3 Hardness evaluation
Figure 7 shows variation hardness of the DP steels with increase in intercritical temperature (ICT). The hardness of the DP steels increased proportionately with the intercritical temperature which corresponds to the increase in the martensite volume fractions at higher ICT. The martensite phase will offer higher resistance to indentation compared to ferrite phase. To know the hardness of individual phases, micro hardness testing has to be carried out on the desired phase. Also it can be noted that the hardness of DP steels are very much higher compared to as-received steel with 240 BHN.

Variation of hardness with respect to ICT
Carbon content in martensite phase plays key role in controlling the hardness and other mechanical properties of DP steels. The percentage of carbon present in martensite and ferrite phase can be obtained through rule of mixtures (Eq. (4)) [1, 2, 10]. The carbon content in ferrite phase is negligible compared to its effect in martensite phase.
where Co—Avg. carbon content in the DP steel. Cf—Carbon content of Ferrite phase. Cm—Carbon content of Martensite Phase.
The solubility limit of carbon percentage in ferrite phase is assumed to be 0.016. Figure 8 shows the decrease in the carbon weight percentage as the martensite volume increases.

Variation of carbon percentage with respect to Vm
3.4 Impact toughness
From the Fig. 9 it can be noted that the impact energy absorbed is maximum for the sample intercritically annealed at 780 °C i.e. 41 J. This indicates that the toughness of the DP steel increases up to ICT 780 °C and decreases with increase in the martensite volume fraction. All the DP steel samples have shown combined brittle and ductile fracture owing to soft and harder phases presence.

Variation of impact energy of the samples with respect to ICT
4 Conclusions
The following are the concluding remarks of the present investigation on 8 mm thick DP steels.
-
(i)
DP steels containing different volume fractions of Ferrite–Martensite can be produced by intermediate quenching technique.
-
(ii)
Equal volume fraction of ferrite and martensite phases obtained, at temperature of 780 °C, converted low carbon micro alloyed steel into dual phase steel with high strength.
-
(iii)
It is also clear that as intercritical temperature increases the volume fraction of martensite increases. The increment martensite leads to the increment in the hardness of the dual phase steel. Also it can be noted that the hardness of DP steels are very much higher compared to as-received steel.
-
(iv)
A780 and A800 have better combination and distribution of ferrite and martensite phases due to the presence of almost equal amount of the two phases. The samples A800 and A820 have shown decrease in both yield and ultimate tensile strength because of the higher percentage of martensite phase present in it.
-
(v)
From the outcomes it is also observed that DP780 steel have excellent tensile strength, better hardness and toughness which may be due to the fine distribution and equal volume fraction of ferrite and martensite phases.
References
Movaheda P, Kolahgara S, Marashia SPH, Pouranvari b M, Parvin N (2009) The effect of intercritical heat treatment temperature on the tensile properties and work hardening behavior of ferrite–martensite dual phase steel sheets. Mater Sci Eng A 518:1–6. https://doi.org/10.1016/j.msea.2009.05.046
Das D, Chattopadhyay PP (2009) Influence of martensite morphology on the work-hardening behavior of high strength ferrite–martensite dual-phase steel. J Mater Sci 44:2957–2965. https://doi.org/10.1007/s10853-009-3392-0
Ahmad Zare A (2011) Influence of martensite volume fraction on tensile properties of triple phase ferrite–bainite–martensite steels. Mater Sci Eng A 350:440–445
Hayat F, Uzun H (2011) Effect of heat treatment on microstructure mechanical properties and fracture behaviour of ship and dual phase steels. J Iron Steel Res Int 18(8):65–72
Pushkareva I, Allain S, Scott C, Redjaïmia A, Moulin A (2015) Relationship between microstructure, mechanical properties and damage mechanisms in high martensite fraction dual phase steels. ISIJ Int 55(10):2237–2246
de la Concepcióna VL, Lorussoa b HN, Svoboda HG (2015) Effect of carbon content on microstructure and mechanical properties of dual phase steels. Proc Mater Sci 8:1047–1056
Saaia b A, Hopperstadb OS, Granbomc Y, Ladem O-G (2014) Influence of volume fraction and distribution of martensite phase on the strain localization in dual phase steels. Proc Mater Sci 3:900–905
Ahmad E, Manzoor T, Ziai MMA, Hussain N (2012) Effect of martensite morphology on tensile deformation of dual-phase steel. J Mater Eng Perform 21:382–387
Adamczyk J, Grajcar A (2007) Heat treatment and mechanical properties of low-carbon steel with dual-phase microstructure. J Achiev Mater Manuf Eng 22(1):13–20
Rajanna S, Shivanand HK, Akash Deep BN Improvement in mechanical behaviour of expulsion with heat treated thermite welded rail steel. In: Proc. of World Academy of Science, Engineering and Technology. Vol 60. Pp 558–562
Poole M, Mazinani WJ (2007) Effect of martensite plasticity on the deformation behavior of a low-carbon dual-phase steel. Metall Mater Trans A 38:328–339
Sharma P (2017) Study of the effect of quenched and inter critical heat treatment on mechanical properties of plain low carbon steel (0.09% C, 0.5% Mn, 0.05% S). Int J Curr Eng Technol 7(1):2347–5161
Rudnizki J, Prahl U, Bleck W (2012) Phase-field modelling of microstructure evolution during processing of cold-rolled dual phase steels. Integr Mater Manuf Innov 1:1–3. https://doi.org/10.1186/2193-9772-1-3
Bello KA, Hassan SB, Aponbiede O (2011) Effects of austenitising conditions on the microstructures and mechanical properties of martensitic steel with dual matrix structure. J Miner Mater Charact Eng 11(1):69–83. https://doi.org/10.4236/jmmce.2012.111006
Gou RB, Dan WJ, Zhang WG, Min Yu, Zhang CY, Qiao YH, Ma Lu (2017) Microstructure failure in ferrite-martensite dual phase steel under in-situ tensile test. J Iron Steel Res Int 24:350–356. https://doi.org/10.1016/S1006-706X(17)30050-X
Singh RR, Gaikwad A, Singh SS, Singh VP (2015) Comparison of mechanical properties of medium carbon steel with dual phase steel. Int J Mech Eng 4(4):1–8
ASTM Standards (2007) Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. ASTM International E23–07a
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sunil, B., Rajanna, S. Evaluation of mechanical properties of ferrite-martensite DP steels produced through intermediate quenching technique. SN Appl. Sci. 2, 1461 (2020). https://doi.org/10.1007/s42452-020-03246-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-03246-4