
Abstract
In this study, a feed-forward back-propagation artificial neural network (ANN) was designed for the predicting of the micro-hardness of nano-sized Cu-Cr solid solution. The network with 10 and 18 neurons in the first and second hidden layers, respectively, was created based on the 36 extracted data (7 variables and 36 datasets) from a similar study. Then, the genetic algorithm of the effective parameters of mechanical alloying was developed to specify the maximum hardness of Cu-Cr alloys. Consequently, the milling process was performed to validate the created network according to the obtained factors in the genetic algorithm. For this purpose, mechanical alloying was carried out by ball milling of the Cu-Cr powders at 3 and 4.5 weight percentages, respectively. The ball-to-powder weight ratio was kept at 15:1 in the Ar atmosphere and the milling times for Cu-3wt%Cr and Cu-4.5wt%Cr were 48 and 63 h, respectively. Produced powders were studied by scanning electron microscope (SEM) and X-ray diffraction (XRD). Lattice strain, crystallite size, and internal strain were calculated by Rietveld refinement, using the Maud software. Next, the produced powders compressed via a cold press and annealed at 601 °C. The micro-hardness for the Cu-3wt%Cr and Cu-4.5wt%Cr were 228 and 255 Vickers, respectively, while the predicted micro-hardness by the artificial neural network and genetic algorithm were 237 and 243 Vickers, respectively. The root mean square error was 4.25% in the regression of 0.99063 at the proposed sintering temperature. Finally, the result of the sensitivity analysis shows that the milling time, percentage of Cr, and annealing temperature had the highest impact on the micro-hardness of the products.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Instruction
For optimizing the performance of copper nanocomposites, it is necessary to make a good balance between the electrical and mechanical properties. Indeed, Cu alloys can be strengthened without any reduction in the electrical properties [1, 2]. Increasing the mechanical properties through the formation of a saturated solid solution and the nanometer-scale sediments is a suitable way to enhance the strength, toughness, thermal stability, and creep resistance of copper. Moreover, in this process, the changes in the electrical properties of the Cu alloys is reduced significantly [3]. A very good example here is Cu-Be alloys which have attracted much attention by providing a strength of more than 1000 MPa and maintaining the electrical conductivity of copper. But the main drawback of this alloy, which limited its industrial use, is the high cost and toxic nature of beryllium [4]. High electrical and thermal conductivity, good strength, high ductility, and suitable corrosion resistance are the main features of Chromium. Hence, Cu-Cr alloys kept their strength conductivity at elevated temperatures and they have high electrical and thermal conductivity, high corrosion resistance, and good plasticity [5,6,7,8]. These noble properties lead to a wide range of applications of Cu-Cr alloys in separators [9], catalysts [10], electrodes [11], etc.
A lot of methods have been used to produce copper alloys including melting and casting processes [12], powder metallurgy [13] severe plastic deformation (SPD) [14], sol-gel [15], and high-energy ball milling [16]. Among these ways, mechanical alloying (MA), due to the simple eco-friendly process and homogenous dispersion of the second phase, has a special place for the production of copper composites. There are a lot of investigations for the fabrication of Cu-Cr alloys by the MA [17,18,19], but a few of them focused on the prediction and optimizing the micro-hardness of the produced solid solutions.
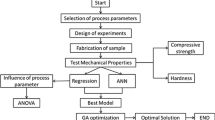
The milling process of Cu composites has several major parameters which can affect different properties of copper alloys such as the micro-hardness. Exact prediction of the micro-hardness leads to optimize usage of the MA process for synthesis Cu-Cr alloys. Artificial neural network (ANN) is one of the most powerful modeling tools for approaching different datasets based on learning and prediction [20,21,22,23]. According to the application, architecture, and reversibility; ANN can be classified into different types. The most important neural networks are Feed-forward, Perceptron, Back-Propagation, Feed-back, etc. [20, 24, 25]. ANN has been widely used in the MA and owing to the different significant parameters in the milling process, it can help to predict desired outputs [26]. On the other hand, the genetic algorithm (GA) is a strong non-linear tool for approaching various parameters [26]; moreover, this is a very common technique using ANN result as the input of GA for estimating the optimized condition [27, 28].
In this study, different percentages of Cr at the various time of milling were used for the synthesis of supersaturated solid solutions of copper by high energy ball-milling. The fabricated nanocomposites were investigated by XRD and SEM analyses and the changes in the crystallite size, internal strain, and the lattice constant at different amounts of the reinforce phases were studied. Subsequently, heat treatment was performed and the micro-hardness of the alloys was measured by the Vickers Micro-hardness test. In order to design the network, the effective variables in the ball milling of Cu-Cr include weight percentage of Cr, the ball to powder weight ratio, milling time and speed, sintering time and temperature were considered as the inputs; and the micro hardness of Cu-Cr was selected as the output of GA. In this way, the mentioned factors were collected from the report of Akbari et al. [29]. Then, the optimal data for achieving the maximum micro hardness was obtained from the model of the genetic algorithm and the experimental results of the process. Finally, sensitivity analysis based on the designed network was performed to distinguish the most important factors in the process.
2 Experimental
Precursors were pure Cu (99.7%, <6 μm) and Cr (97%, <250 μm). Samples with two compounds of 3 and 4.5 weight percentages of Cr milled in a planetary ball mill (Sepahan84D) at Ar atmosphere and vial speed of 250 and 247 rpm, respectively. The initial amount of powders was 15 g, the balls were 10 and 15 mm in diameter and the ball-to-powder weight ratio was kept at 15:1. The milling time for Cu-3wt%Cr and Cu-4.5wt%Cr were 48 and 63 h, respectively. The main reason for choosing the mentioned parameters is that the highest micro-hardness which was obtained in these conditions by similar studies [29, 30]. To avoid the temperature rising during the milling process, 15 min rest time was used in every 30 min. According to the Suryanarayana curve [31], injected shock power was in the range of 1–2 W/g.
The structural changes in synthesized samples were studied by an X-ray diffractometer (Philips X’Pert, Cu-Kα, λ = 0.1542 nm). Rietveld refinement was used to calculate the copper crystallographic parameters including lattice parameter, crystal size, and internal strain. The main feature of the Rietveld method is the ability to compare the obtained experimental XRD patterns with the information of structural models of different materials to calculate the characteristics of the formed phase. Furthermore, MAUD software based on the Rietveld method, which has high accuracy in the calculation of crystallographic properties, was used.
Morphology and size of ball-milled samples were analyzed by a scanning electron microscope (Cam Scan MV2300, 20 kV power, working distance 25 mm). For sintering the mixed powders, the specimens were molded to a diameter of 1 cm and a thickness of 1 mm. Hence, 1.4 g of the synthesized powders were been under pressure a coaxial cold press machine (12 ton). The sintering process was applied in a tube furnace for a half-hour at 601 °C in Ar. The Vickers microscopy test was performed according to the ASTM E 348–89 standard (Duramin20 Strues Microprocessor) and micro-hardness was carried out with a force of 98.7 mN at 400 magnification for 5 s.
3 Experimental data results
The morphology and the size of particles are shown in Fig. 1. The severe cold working via the long milling time leads to the dissolving of Cr in the Cu lattice. Furthermore, dissolved Cr particles at more volumes are increased, because of more easily crisping and fracturing of copper powders. In general, Cu is more ductile and so fractured more frequently than Cr [30]. Therefore, chromium powder particles are distributed between copper particles. By increasing milling time, chromium particles tend to break and homogeneous distribution of the average particle size is obtained. Generally, mechanical alloying has a high ability for mixing the particles and has a major positive impact on increasing the hardness of the composites [31]. Likewise, homogenous diffusion of Cr in Cu lattice can affect the micro-hardness of the solid solution.

SEM images of Cu-3wt%Cr and Cu-4.5wt%Cr after the milling process
The XRD pattern of the unmilled Cu and Cu-4.5wt%Cr before and after 63 h of ball milling is shown in Fig. 2. The intensity of the main peaks of Cu ((1 1 1), (2 0 0), (2 2 0) and (3 1 1)) decreased. This is due to the reduction of dislocations and strains after the sintering process. As this was reported by Shkodich et al. [32], the change in intensity of Cr peak is not very noticeable, owing to the low chromium content; however, it was very important to note that the creation of Cu-Cr confirmed by XRD patterns.

X-ray diffraction pattern of unmilled Cu (a), Cu-4.5wt%Cr before (b), and after the sintering procedure (c)
Table 1 provides information about the lattice constant, crystallite size, and internal strain before and after the heat treatment. The low percentage of errors indicates the accurate calculation of crystallographic parameters. After heat treatment, the crystallite size was increased from 77 nm to 120 nm. Conversely, the lattice constant and micro-strain was decreased from 36.15 nm to 36.11 nm and 0.006 to 0.003, respectively. Crystallite size reduction (under 100 nm) in Cu-Cr with a similar amount of chromium and milling condition is also reported by Akbari et al. [29]. Decreasing Lattice constant and internal strain and increasing crystallite size after the annealing process have a significant impact on the micro-hardness which is reported by similar investigations [29, 33]. During the ball milling of copper composites, powder particles are severely deformed by the impact of the balls which cause an increase in the local temperature, and as a result, atomic diffusion occurs. Furthermore, the density of crystalline defects such as vacancies, dislocations, and stacking faults are greatly developed. Therefore, the work hardening of particles has been performed over time and as the effects of work hardening expanded, the internal strain was grown and the width of the XRD peaks was broadened. The crystal defects are diffusion pathways for the second phase atoms to dissolve in the copper matrix. After annealing and recovery and recrystallization process, the copper lattice parameter is reduced, which is related to the expansion of the reticular parameter of Cu, owing to its bigger atomic radius than chromium. Thereby, during the heat treatment, Cr atoms leave the crystalline structure of the supersaturated alloy and causing a reduction in the reticular parameter of the Cu [34].
In General, the crystallite size is determined by the competition between plastic deformation through the motion of dislocations, and the recovery, and recrystallization [35]. Indeed, recovery and recrystallization increase, and the crystallite size decreases by reduction of the plastic deformation. In this study, owing to the low milling speed (250–247 rpm) and 15 min stop after per cycle (30 min of ball milling), the vial temperature did not increase and so the recovery and recrystallization did not occur, as well as the crystallite size was declined with development plastic deformation. Nevertheless, it is completely acceptable after annealing, adhesion of the particles occurs by surface melting and recovery and recrystallization process; and as a result, the crystallite size grows [31]. Usually, initial powders of different materials are strain-free, but by starting the milling process, there is a rapid increase in the number of dislocations and other crystallographic defects [31, 36]. Gradually, via the formation of dislocations and increasing the crystallite size to a few nanometers, the number of dislocations reaches the saturated extent and under this situation, new dislocations will not be created by increasing milling time. On the other hand, alloying element atoms also enter into the Cu lattice during this period; so these two phenomena impose strains on the lattice of copper. However, after annealing the strain was reduced due to recovery, recrystallization, and elimination of the dislocations.
4 ANN Modeling procedure
ANN network generally contains interconnected units known as neurons or nods. Neurons are the smallest computing elements which interconnected to weighted links and they aggregate into layers. These layers affect their input information and can be trained by a process [37]. Indeed, ANN consist of input layers, output layers, and hidden layers and neuron signals transmitted several times from input to the output. The training process of ANN continuous intermittently by changing weights until the network could approach the desired output and reaches to the acceptable error. After training, the network can predict the output of untrained data by using the designed model that was learned at the training step.
The relationship of neurons can be expressed by Eq. (1):
Where the output x produced by the neuron in the layer, p is the number of elements in the layer, wix is the weight, and b is the offset or bias.
4.1 Collecting the experimental data
To predict the micro-hardness of Cu-Cr, the experimental data was collected from the report of Akbari et al. [29], and placed in Table 2. The reasons for the selection of this data instead of information of other articles were the same ball milling machine and weather conditions, which can affect the milling process [31] and so the error of the designed ANN model will be reduced.
4.2 ANN architecture
Among the total number of datasets (36), 5 data sets were used for verification of the network, and the rest of them applied for training the model. Feed-forward back-propagation, which is one of the most suitable ways for the training of the network in ANN, was performed for training the model. This method presents effective solutions for approaching different factors in order to find a solution [38]. The number of neurons in the hidden layers during the training process was determined by trial and error. This network includes an input layer, two hidden layers, and an output layer. There are 10 and 18 neurons in the first and second hidden layers, respectively. The input variables are the percentage of the Cr, milling time, ball-to-powder weight ratio (BPR), milling speed, temperature and time of the heat treatment; and micro-hardness of Cu-Cr considered as the output. Figure 3 provides information about the schematic diagram of the ANN configuration.

Schematic diagram of the artificial neural network architecture with inputs and output
The value of the regression calculated by the finite element method and the trained network, as shown in Table 3. According the regression as the criteria, “Logsig” and “Purlin” are the best functions for the hidden and output layers, respectively; which the best-case is the number 10.
The network modeling was written in MATLAB software version R2014a and the Levenberg–Marquardt (LM) algorithm [39] was used to train the network. Furthermore, the log-sigmoid transfer function was applied as an activation function for hidden and output layers. The data sets have been normalized between 0.1 to 0.9 for homogenization according to Eq. (2):
Where xmax and xmin are the maximum and minimum values of the parameters, respectively.
The root mean square errors (RMSE) for the designed network was computed by Eq. (3):
Where N is the total number of training patterns.
4.3 ANN results
In order to test the accuracy of the network performance, regression analysis was performed for training and testing data sets. The result of the regression analysis is shown in Fig. 4. According to this graph, the total regression (total regression of test, train, and validation) was 0.99063. For verification of the network, a comparison between experimental and predicted values of data sets was carried out. Regarding Eq. (3), the network error value was calculated by 4.41%.

Schematic of regression based on the ANN model for prediction micro-hardness of Cu-Cr
5 Micro-hardness and Genetic Algorithm
Table 4 shows the output data and a comparison between experimental and predicted micro hardness based on the ANN network. By putting these results in the relation 3, the root mean square error was calculated by 4.25%. According to the genetic algorithm based on the ANN model, the optimum value of each of the effective parameters was measured. 243 and 237 HV are the maximum micro hardness of the two optimization modes if mechanical milling is performed with the mentioned parameters.
The micro-hardness of the samples is enhanced by increasing the proportion of reinforcement materials. The enhancement amount of reinforcement material leads to an increase in the lattice parameter and micro-hardness. The alloying element accelerates work hardening, fraction, diffusion, and segmentation of crystallite; thus alloying particles dissolved and the hardness of the matrix grew up. Moreover, by increasing the percentage of the reinforcement materials, the effects of the cold working become more apparent, and as a result, subgrain boundaries and dislocations are created more and more. In Cu-Cr alloys, the reinforcement element increases the temperature of recrystallization and delays the recovery and recrystallization process. Coherent sediments which were formed during the aging of the supersaturated solid solution, cause the cease recrystallization and enhancing the hardness.
As it is clear from Table 4, the designed model with high approximation predicts the results of experimental conditions. Based on this result, it can be expected that the modeled ANN-AG network can optimize other similar results with such high accuracy and reliability. Moreover, regarding the many variables involved in high-energy ball milling, the proposed model reduces the costs and time of the experimental research.
6 Sensitivity analysis
Basically, the influence of each parameter can be determined by sensitivity analysis. This analysis explains which inputs are more important than the other factors. In this test, a step-by-step method was performed on the trained ANN network by changing one input parameter (5, 10, 15, and 20%), and keeping the other parameters constant. Sensitivity analysis was estimated according to Eq. (4):
Where Si is the sensitivity percentage of each input variable and N is the total number of datasets, i.e., N = 36. The changes in the micro-hardness based on RMSE are shown in Fig. 5. Milling time and, the weight percentage of Cr and sintering temperature have the highest impact function, respectively. These results match with the XRD analyses (regarding the internal strain, crystal size, and lattice parameter).

The effect of the input variables in the micro-hardness of Cu-Cr alloys
Due to the high work hardening of the powders at the ball-milling process, the applied force during compression does not cause significant changes in the micro-hardness [31] . More percentages of alloying elements, the higher density of dislocations, and richer solid solution cause to work hardening of copper and so the micro-hardness of the powders was increased. The rich solid solution in aging will form a high volume fraction of coherent sediments, and crystalline defects provide preferred sites for sedimentation [40]. Increasing milling time leads to enhancement of work hardening and dissolving Cr in the lattice of Cu. Furthermore, more percentage of Chromium rises the micro-hardness of Cu-Cr at high milling time; In fact, high milling time and high volume fraction of Cr intensify each other.
7 Conclusion
In this investigation, first, different Cu-based alloys (Cu-3wt%Cr and Cu-4.5wt%Cr) were produced by high energy ball-milling and after heat treatment of the samples, the micro-hardness and the crystallographic parameters of the alloys were compared and studied. The results of analyses show that the lattice constant and internal strain were increased, and the crystallite size was decreased by the rise in the proportion of Cr during the milling process. Furthermore, the micro-hardness for the Cu-3wt%Cr and Cu-4.5wt%Cr were calculated 228 and 255 Vickers, respectively. In order to predict the micro-hardness of the alloys, the ANN model with 10 and 18 neurons in the first and second hidden layers was designed, respectively and the produced model was able to predict the micro-hardness of Cu-Cr with an average error of 4.25%. The results of the GA–ANN algorithm show that the proposed model despite the limitation of mechanical alloying such as long time of milling and a large number of milling parameters, is an effective way for the optimization of MA variables and causes the maximum micro-hardness in Cu-Cr composites. In addition, sensitivity analysis represents that the milling time and weight percentage of Cr have the highest impact on the micro-hardness of Cu-Cr alloys. A further study can assess the effect of other parameters like cup temperature or increase the generalization ability of the designed neural network by performing more experiments and obtain a larger statistical population to increase the accuracy of the model and reduce the error of the network.
Abbreviations
- Parameters:
-
Description
- Weight percentage of Cr:
-
A Fraction of the weight of Cr to the total weight
- BPR:
-
Ball to powder weight ratio
- Milling time:
-
Rotation time of the cup
- Vial speed:
-
The cup velocity
- Sintering Temperature:
-
Temperature of the heat treatment
- Sintering Time:
-
Time of heat treatment
- Micro-Hardness:
-
Final hardness of Cu-Cr after the heat treatment
References
Eze AA et al (2018) Effect of titanium addition on the microstructure, electrical conductivity and mechanical properties of copper by using SPS for the preparation of Cu-Ti alloys. J Alloys Compd 736:163–171
Babaheydari RM, Mirabootalebi SO, Akbari G (2020) Investigation on mechanical and electrical properties of Cu-Ti nanocomposite produced by mechanical alloying. Int J Eng 33(9):1759–1765
Chabri S et al (2017) Microstructure and magnetic behavior of Cu–Co–Si ternary alloy synthesized by mechanical alloying and isothermal annealing. J Magn Magn Mater 426:454–458
Shah AN et al (2016) Beryllium in the environment: whether fatal for plant growth? Rev Environ Sci Biotechnol 15(4):549–561
Taghian M (2010) Behavior of Cu-Cr powder mixtures during mechanical alloying. Int J Eng 23(1):69–76
Uchida S et al (2019) Microstructures and electrical and mechanical properties of Cu-Cr alloys fabricated by selective laser melting. Mater Des 175:107815
Kretz E, Berthod P, Schweitzer T (2018) Corrosion behavior in a neutral artificial saliva of several binary Co-Cr alloys with various chromium contents. J Dental Craniofacial Res 3(1):5
Li KC et al (2016) Porcelain bonding to novel Co–Cr alloys: influence of interfacial reactions on phase stability, plasticity and adhesion. Dent Mater 32(12):1504–1512
Lee H-Y et al (2008) Thermally nitrided Cu–5.3 Cr alloy for application as metallic separators in PEMFCs. Int J Hydrog Energy 33(15):4171–4177
Liu Y et al (2017) Wet air oxidation of fracturing flowback fluids over promoted bimetallic Cu-Cr catalyst. Catal Commun 90:60–64
Inada Y, Kamiya T, Matsuoka S, Kumada A, Ikeda H, Hidaka K (2016) Comparative study between Cu and CuCr electrode using two-dimensional particle density image over vacuum arc discharge. 2016 27th International symposium on discharges and electrical insulation in vacuum (ISDEIV), Suzhou, 2016, pp 1–4, https://doi.org/10.1109/DEIV.2016.7763964
Liu X, Liao W, Yang Y (2020) Thermal characteristics and uniformity of microstructures during temperature controlled mold continuous casting profiled copper alloy strip. Int Commun Heat Mass Transf 110:104414
Schubert T et al (2008) Interfacial design of Cu-based composites prepared by powder metallurgy for heat sink applications. Mater Sci Eng A 475(1–2):39–44
Rodak K (2017) Cu-Cr and Cu-Fe alloys processed by new severe plastic deformation: microstructure and properties. Severe Plastic Deformation Techniques, 115
Mallick P (2014) Synthesis of copper oxide nanocomposite (Cu2O/CuO) by sol–gel route. Proc Natl Acad Sci India Sect A Phys Sci 84(3):387–389
Fathy A, Wagih A, Abu-Oqail A (2019) Effect of ZrO2 content on properties of Cu-ZrO2 nanocomposites synthesized by optimized high energy ball milling. Ceram Int 45(2):2319–2329
Kumar A et al (2017) Structural investigations of nanocrystalline Cu-Cr-Mo alloy prepared by high-energy ball milling. J Electron Mater 46(2):1339–1347
Guo J et al (2017) On the phase evolution and dissolution process in Cu-Cr alloys deformed by high pressure torsion. Scr Mater 133:41–44
Ghorbani A, Sheibani S, Ataie A (2018) Microstructure and mechanical properties of consolidated Cu-Cr-CNT nanocomposite prepared via powder metallurgy. J Alloys Compd 732:818–827
Rezaeianjouybari B et al (2020) A novel bayesian optimization for flow condensation enhancement using nanorefrigerant: a combined analytical and experimental study. Chem Eng Sci 215:115465
Deshpande YV, Andhare AB, Padole PM (2019) Application of ANN to estimate surface roughness using cutting parameters, force, sound and vibration in turning of Inconel 718. SN Appl Sci 1(1):104
Mirabootalebi S, Babaheydari R (2019) Prediction length of carbon nanotubes in CVD method by artificial neural network. Iran J Org Chem 11(4):2731–2737
Babaheydari R, Mirabootalebi S (2020) Prediction micro-hardness of Al-based composites by using artificial neural network in mechanical alloying. J Environ Friend Mater 4(1):31–35
da Silva IN et al (2017) Artificial neural network architectures and training processes. In: Artif Neural Netw Pract Course, vol 21-28. Springer, Cham
Rabbi KM et al (2020) Prediction of MHD flow and entropy generation by Artificial Neural Network in square cavity with heater-sink for nanomaterial. Phys A Stat Mech Appl 541:123520
Zeraati M, Khayati GR (2018) Optimization of micro hardness of nanostructure Cu-Cr-Zr alloys prepared by the mechanical alloying using artificial neural networks and genetic algorithm. J Ultrafine Grain Nanostruct Mater 51(2):183–192
Farizhandi AAK et al (2020) Evaluation of material properties using planetary ball milling for modeling the change of particle size distribution in a gas-solid fluidized bed using a hybrid artificial neural network-genetic algorithm approach. Chem Eng Sci 215:115469
Mahdavi Jafari M, Soroushian S, Khayati GR (2017) Hardness optimization for Al6061-MWCNT nanocomposite prepared by mechanical alloying using artificial neural networks and genetic algorithm. J Ultrafine Grain Nanostruct Mater 50(1):23–32
Akbari G, Taghian Dehaqani M (2011) Nanostructure Cu–Cr alloy with high dissolved Cr contents obtained by mechanical alloying process. Powder Metall 54(1):19–23
Akbari G, TAGHIAN DM (2010) Behavior of Cu-Cr powder mixtures during mechanical alloying. Int J Eng 23(1):69–76
Suryanarayana C (2001) Mechanical alloying and milling. Prog Mater Sci 46(1–2):1–184
Shkodich N et al (2014) Bulk Cu–Cr nanocomposites by high-energy ball milling and spark plasma sintering. J Alloys Compd 617:39–46
Sahani P et al (2011) Structural investigation of vacuum sintered Cu–Cr and Cu–Cr–4% SiC nanocomposites prepared by mechanical alloying. Mater Sci Eng A 528(25–26):7781–7789
Sheibani S, Heshmati-Manesh S, Ataie A (2010) Structural investigation on nano-crystalline Cu–Cr supersaturated solid solution prepared by mechanical alloying. J Alloys Compd 495(1):59–62
Eckert J et al (1992) Structural and thermodynamic properties of nanocrystalline fcc metals prepared by mechanical attrition. J Mater Res 7(7):1751–1761
Toozandehjani M et al (2017) Effect of milling time on the microstructure, physical and mechanical properties of Al-Al2O3 nanocomposite synthesized by ball milling and powder metallurgy. Materials 10(11):1232
Zhang Z (2018) Artificial neural network. In: Multivariate time series analysis in climate and environmental research. Springer, Cham, pp 1–35
Panda S, Panda G (2020) Performance evaluation of a new BP algorithm for a modified artificial neural network. Neural Process Lett:1–21
An R, Li WJ, Han HG Qiao JF (2016) An improved Levenberg-Marquardt algorithm with adaptive learning rate for RBF neural network. 2016 35th Chinese Control Conference (CCC), Chengdu, 2016, pp 3630–3635, https://doi.org/10.1109/ChiCC.2016.7553917
Yazdanmehr M et al (2009) Mechanical behavior modeling of nanocrystalline NiAl compound by a feed-forward back-propagation multi-layer perceptron ANN. Comput Mater Sci 44(4):1231–1235
Funding
This study was funded by Shahid Bahonar University of Kerman.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s Note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations
Rights and permissions
About this article

Cite this article
Torabi, A., Babaheydari, R., Akbari, G. et al. Optimizing of micro-hardness of nanostructured Cu–Cr solid solution produced by mechanical alloying using ANN and genetic algorithm. SN Appl. Sci. 2, 1919 (2020). https://doi.org/10.1007/s42452-020-03722-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-03722-x