
Abstract
The pristine lignin molecules contain multiple reactive hydroxyl [OH] groups, some of which undergo limited polymerization depending on their configuration (aromatic or aliphatic) or conformation. The key issue in lignin-polymerization is to quantify the number of hydroxyl groups in the pristine molecules for subsequent activation to specific lignin-polymer chain lengths or degree of grafting. In this study, using ε-caprolactone (CL) as a reactive solvent, we successfully polymerized CL on the [OH] sites in the kraft lignin macromonomers (LM, Mw = 1,520 g mol−1), which resulted in a thermoplastic lignin-polycaprolactone (PCL) grafted copolymer. We found that the average number of [OH] groups in the LM was 15.3 groups mol−1, and further detected 40–71% of the [OH] groups in the CL bulk polymerization. The degree of polymerization of PCL grown on each [OH] site ranged between 7 and 26 depending on the reaction conditions ([CL]/[OH] and reaction-time) corresponding to 4,780 and 32,600 g mol−1 of PCL chains per a LM. The thermoplastic characteristics of the synthesized lignin-PCL copolymers were established by the melt viscosity exhibiting a shear-thinning behavior, e.g., 921 Pa.s at 180 °C. The thermal stability was remarkable providing a Tid (2% of weight loss) of 230 °C of the copolymers, compared with 69 °C for the pristine lignin.
Similar content being viewed by others
Introduction
Reliable and practical approaches to lignin utilization have been intensively investigated in recent years as an alternative to replace petroleum-based materials1. Lignin is the most abundant aromatic natural polymer, with a three-dimensionally cross-linked phenolic structure. It contributes to the strength and rigidity of vascular plants. In pulp industry, a tremendous amount of kraft lignin is produced as a by-product in the form of black liquor (worldwide ca. 30 million tons/year), almost all of which is burnt as fuel2,3. Although it is an attractive renewable resource with enormous potential, only a small fraction of lignin (<1%) is currently used not as a fuel but as a value-added material such as fillers or additives4.
Although lignin has a huge potential for use as a source of biomass, several critical issues remain to be resolved for large-scale usage. Lignin is thermosetting in nature: It decomposes under heating without melting. Thermoplastic characteristics of lignins ensures the development of various value-added polymer blends and composites for utilization in feedstock industry such as large volume production methods including injection molding and extrusion5,6. However, the poor thermal stability and hydrophilic nature of lignin limits its use only in water-based and room-temperature (less than 50 °C) applications. The pristine lignin is hardly miscible with most organic solvents or polymers, and starts burning with odor and fumes upon heating over 50 °C, due to the presence of lightly-oxidative hydroxyl and methoxyl groups in the macromonomer chains7,8,9,10. Particularly, the oxidative and hydrophilic properties of the hydroxyl group in the lignin macromonomers (LMs) leads to poor compatibility with most synthetic polymers and results in aggregation to form large clusters of particles due to strong hydrogen bonding9,10.
Accordingly, the hydroxyl groups in lignin may be replaced or eliminated by various types of organic modification5,10,11 and polymerization techniques5,6,12,13. The reactivity of the two types of [OH] groups existing either in the phenolic or aliphatic linkages varies with the configuration and/or conformation of LMs, which interferes with their degree of polymerization and/or reaction kinetics12,14,15. Recently, we reported that ε-caprolactone (CL) and LMs react in the presence of DMAc15. In the reaction between CL and LMs, the hydroxyl groups in lignin are replaced by the reactive and controllable hydroxide groups. The CL can grow further as a polycaprolactone (PCL) via the CL ring-opening polymerization (ROP). The resulting lignin-PCL copolymers displays thermoplastic characteristics due to the grafted PCL chains in the LMs. One of the key issues involved in this route is the control of the degree of polymerization (DP) of grafted PCL in LMs. Another significant issue is quantifying the amount of [OH] in the LMs that selectively participate in the reaction with CL.
Furthermore, almost all the lignin modification reactions have been carried out in the presence of solvents5,6,10,11,12,13,16,17. When solvents are used in the lignin reactions, however, the products should be separated from unreacted reagents, catalysts, and solvents and washed through multiple sequential steps, which usually accompany environmental issues and cost incrementally. Accordingly, we believe that the most important progress in lignin research relates to bulk polymerization of lignin powders without using solvents. The reactant CL used in our study acts as a reactive solvent that disperses lignin powders at the initial stage of polymerization and CL is subsequently consumed as PCL. It may desirably allow bulk polymerization, which ensures a large-scale production of lignin-based polymer.
PCL is a biodegradable aliphatic-polyester plastic, with low melt viscosity, and facilitates the melting processes18,19,20. PCL has attracted significant attention because of its miscibility with other polymers, relative cost-effectiveness and suitability for polymer grafting and self-polymerization19. The high molecular polyesters have been prepared from oligomeric polyester precursors via ring-opening polymerization21. The grafted PCL chains can be used to modulate the physical and mechanical properties to induce biodegradability of the resulting polymers21. PCL has rubbery characteristics with an elongation at break of approximately 600%22, which can be used for toughening brittle lignin macromonomers.
In this study, we report a bulk polymerization of LM with CL to synthesize PCL-grafted lignin copolymers in the absence of any solvents. We analyzed the structure of the lignin-PCL copolymers using Nuclear Magnetic Resonance (NMR) spectroscopy, Gel Permeation Chromatograpy (GPC), and Fourie Transform Infrared (FT-IR) spectroscopy to measure the molecular weight and ester groups. The thermal stability and the melt viscosity of the resulting lignin-PCL copolymer were thoroughly investigated. This work provides a novel synthetic route for the preparation of lignin-based thermoplastic polymer, and demonstrates the conversion of lignin powder to a thermally-stable thermoplastic copolymer that can be blended with various synthetic polymers using extrusion and injection molding processes.
Results and Discussion
Preparation of lignin macromonomer for copolymerization
The lignin structure varies greatly among plant species (softwood, hardwood, and non-wood like wheat straw) and it also changes according to the different extraction methods (kraft, sulfite, soda, organosolv, or steam explosion). It makes the chemical structure of LM is extremely complex23. Although lignin has not a regular structure, we can use the point to grow from monolignol to lignin macromer24. Among three commonly monolignol, coniferyl alcohol is the most predominat existing in the softwoods25,26. Due to quantifying the numerous [OH] groups, the LM is assumed to be a macropolyol repeating coniferyl aocohol (see Fig. 1).

A model lignin macromonomer composed of 5.4 repeating monolignols (M0 = 180 gmol−1). The kraft lignin used in this study was Mn,LM = 970 and Mw,LM = 1,520 gmol−1.
The molecular weights of the LM are Mn,LM = 970 g mol−1, Mw,LM = 1520 g mol−1, and Mw,LM/Mn,LM (MWD) ratio = 1.57. In this study, we assumed an LM composition of 5.4 repeating units (monolignols). The molecular weight of this monolignol was 180 g mol−1. The LM was polymerized with CL via ring-opening reaction, which was initiated by [OH] groups27. In this graft copolymerization, it is important to quantify the number of [OH] in each repeating unit of the pristine LM. The [OH] content of lignin is generally determined via spectroscopic techniques using NMR28. Compared with the direct NMR measurement of the pristine lignin, the acetylated lignin yielded better signal resolution, lower signal overlap, and proton coupling effects7. The lignin [OH] group is either aromatic or aliphatic, with different reactivity. Furthermore, the acetyl protons attached to aromatic or aliphatic chain were distinguished in NMR, which subsequently yielded different reactivity of [OH] in aromatic or aliphatic chains. As shown in the 1H-NMR spectra of our specimen in Fig. S110, the acetyl protons of aliphatic and aromatic groups were 1.9 and 2.2 ppm, respectively. As discussed earlier, the average number of [OH] groups in the pristine LM was 15.3 corresponding to 10.09 mmol g−1, which yielded an aromatic [OH] content of 2.16 mmol g−1 and an aliphatic OH level of 7.93 mmol g−1. In other words, the [OH] in LM is composed of 21% of aromatic [OH] and 79% of aliphatic [OH]. Table 1 summarizes the molecular weight and analysis of [OH] using GPC and NMR. In order to increase the molecular weight of copolymers, we assumed that the degree of grafting and the length of grafted PCL chain were competitive. The efficiency of copolymerization is based on lignin [OH] content.
Bulk polymerization of lignin-PCL copolymer
The lignin-PCL copolymers were synthesized via ROP of CL used in bulk process (Fig. 2(a)). CL is initiated by [OH] groups in LM leads to graft copolymers which have extended PCL chains. ROP is a form of chain-growth polymerization, in which the terminal end of a polymer chain act as a reactive center where further cyclic monomers (CL) can react by opening its ring system and form a longer polymer chain29. As seen in Fig. 2(b), the functionality of a LM is indicated by fLM = 15.3 and suggests the number of [OH] groups. The -COO- group is formed via opening of the CL ring, and reaction with the [OH] in lignin to form an ester linkage leaving -OH at the end of the CL chain, which subsequently reacts with CL monomers to grow a PCL. We considered another functionality of the lignin-PCL copolymer (fL_PCL) among the total [OH] groups in the reaction participating in the PCL reaction. As the PCL chains are grafted on the lignin [OH] sites, the degree of polymerization (DP, n) or the number of CL repeating units is represented in Fig. 2(b). Figure 2(c) shows a general scheme of lignin-PCL copolymers that PCL was grafted as a flexible segment to the LM in this study. PCL chains grow from the active [OH] sites in the LMs through ROP of CL monomers, and thus the degree of [CL] grafting (α) may be defined by the [OH] functionality in a LM as follows:
where fLM is the functionality of a LM, which was 15.3 in our kraft lignin, and fL-PCL represents the functionality [OH] of the lignin-PCL copolymer after grafting CL.

(a) Synthesis route of lignin-PCL copolymer using ring-opening polymerization of ε-caprolactone monomers on lignin in bulk. (b) Outline for the preparation of lignin-PCL copolymer. fLM represents the functionality of a lignin macromonomer (LM), which was 15.3 in our kraft lignin. α is the degree of [CL] reaction based on [OH] functionality in a LM, indicating the degree of grafting. ‘n’ denotes the degree of polymerization in a PCL chain and was determined by 1H NMR. (c) General scheme of lignin-PCL copolymers with α (%) PCL chains. (d) Effect of chemical composition of LM on the structures of copolymers synthesized via ring-opening polymerization from bulk process.
The bulk polymerization of lignin and CL can be controlled by measuring the torque of reacting mixture as a function of reaction time. Initially, CL monomers act like a solvent to dissolve the lignin powder and viscosity of copolymer is low. As the ROP of CL progresses, CLs are consumed eventually resulting in PCL. The molecular weight and the viscosity of copolymer increased. The torque of the copolymer is proportional to the viscosity, which increased with time as the polymerization progressed30,31. Most the viscosity of the reaction mixture increase dramatically with consuming monomers (CL). The composition ([CL]/[OH]) and the reaction time of the copolymers among the reaction parameters strongly affected the molecular weight.
Figure 3 displays the comparison of torque curves as a function of the bulk reaction time for two cases for visualizing the reaction clearly. At [CL]/[OH] = 0.86, [CL] monomer is slightly insufficent to [OH] of lignin, and this ratio has the minimum amount of CL to react with LM. The torque increased rapidly after 120 minutes, and the copolymerization occurred during 4 hours. After that the viscosity of copolymer no longer changed. It suggests that the total consumption of all the CL monomer due to low CL monomer levels was to restrict lengthening of the PCL chain or initiation of the [OH] groups in LM. In case of excessive [CL] levels at a [CL]/[OH] ratio of 2.6, the viscosity of copolymer increased gradually after 6 hours and bulk copolymerization occurred for 18 hours. Higher levels of CL monomer prolonged the reactio time. This ratio has the maximum amount of CL to copolymerize without any other solvent. It clearly suggests the progress of bulk copolymerization with respect to reaction time. In both cases, it is indicated that ths bulk process has the initiation and propagation stage including the grafting stages by change of viscositying the reaction progress clearly. At [CL]/[OH] = 0.86, [CL] monomer is slightly insufficent to [OH] of lignin, and it is the maximum amount of lignin that can be copolymerized in bulk process. The torque increased rapidly after 120 minutes, and the copolymerization occurred during 4 hours. After that the viscosity of copolymer no longer changed. It suggests that the total consumption of all the CL monomer due to low CL monomer levels was to restrict lengthening of the PCL chain or initiation of the [OH] groups in LM. In case of excessive [CL] levels at a [CL]/[OH] ratio of 2.6, the viscosity of copolymer increased gradually after 6 hours and bulk copolymerization occurred for 18 hours. Higher levels of CL monomer prolonged the reactio time. This ratio is adquate for achieving bulk polymerization with LM. It clearly suggests the progress of bulk copolymerization with respect to reaction time. In both cases, it is indicated that ths bulk process has the initiation and propagation stage including the graft stages by change of viscosity.

The changes in viscosity represented by the reaction torque as a function of time during bulk polymerization at 150 °C, when [CL]/[OH] molar ratio = 0.86 (◦, LigPCL11) and 2.60 (•, LigPCL13C).
Structural analysis of lignin-PCL copolymers
In designing the appropriate growth strategy for preparation of well- defined lignin-PCL copolymers from LM four groups with different reaction parameters was selected. As mentioned earlier, the copolymer samples organized with the two [CL]/[OH] ratios (0.86 and 2.60) and the reaction time from 6 to 18 hours at the same [CL]/[OH] = 2.60. As the [CL]/[OH] ratio increases from 0.86 (LigPCL11) to 2.60 (LigPCL13C), the resulting copolymer has 4 and 18 hours with the reaction time, 6,380 and 33,570 gmol−1 with Mw. When the copolymerization time is changed for 6, 12, and 18 hours at [CL]/[OH] = 2.60, the resulting copolymer changes the larger molecular weight and the broader MWD. The molecular weight of LigPCL13A, LigPCL13B, and LigPCL13C increases 16,520 gmol−1, 25,360 gmol−1, and 33,570 gmol−1, respectively. The change of the composition led to more noticeable than that of the reaction time. These are summarized in Table 2. The change of the composition led to more noticeable than that of the reaction time.
Figure 4(a) compares GPC chromatograms of the pristine lignin and lignin-PCL copolymers. The pristine lignin (LM) showed Mn,LM and Mw,LM at 970 and 1520 g mol−1, respectively. As shown for LigPCL11 and LigPCL13A, altering the [CL]/[OH] ratio from 0.80 to 2.60, the Mw,L-PCL increased from 6,380 to 16,520 g mol−1. Similar trend was obtained at [CL]/[OH] = 2.6, where the LigPCL13A and LigPCL13C values increased from 25,360 to 33,670 g mol−1 by varying the reaction time from 6 to 12 hours. Compared with LM, the molecular weight of LigPCL copolymers was enhanced. The change in molecular weight following altered reaction time and [CL]/[OH] ratio effectively improved the molecular weight of the copolymers. However, the increase in the molecular weight distribution of copolymers with MWD range of 4.3~7.7 may be pointing to poor control, probably due to irregular structure and complex reactivity of LM32,33. Despite of our efforts to provide pristine lignin with consistent and reliable reactivity, the inherent heterogeneity of pristine lignin could not be excluded completely34,35,36. The copolymer comprises both bulky LM and branched units, and the reactivity also varies due to the steric hindrance in the three-dimensional structure of lignin36,37. In addition to these unique characteristics of LM, the reason for broad MWD seems to coexist of different LMs with various PCL chains in copolymerization.

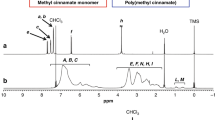
(a) GPC curves of pristine lignin and lignin-PCL copolymers. (b) 1H NMR spectrum of lignin-PCL copolymers in CDCl3(B) representing the structural change.
Figure 4(b) compares the 1H NMR spectra of lignin-PCL copolymers obtained under different reaction times. The copolymers exhibited resonances at 3.9~4.1 and 3.6~3.7 ppm, which were ascribed to the protons of the PCL repeating unit (Ib) and the end-group of PCL segment (Ia), respectively. 1H NMR end-group integration of these spectra can be used to calculate the degree of polymerization (n) in the PCL chain segments using the following formula:
where Ib and Ia correspond to the repeating and terminal 1H NMR methylene intensities of the PCL chain, respectively19. The n of PCL chain segments in lignin-PCL copolymers were 7 for ligPCL11 and 26 for ligPCL13C. The higher [CL]/[OH] ratio led to extended graft PCL chains in the lignin-PCL copolymers. When [CL]/[OH] was 2.60, the n also increased from 17 to 26 along the reaction time. The longer reaction time resulted in larger graft PCL chains in the lignin-PCL copolymers. Using n derived from 1H NMR, the molecular weight of PCL segment in lignin-PCL copolymer, Mw,PCL can be determined as follows:
where Mw,CL denotes the molecular weight of CL monomer at 114 gmol−1. The molecular weight of lignin-PCL copolymer (Mw,L-PCL) includes Mw,LM and the individual molecular weights of several grafting PCL chain segments (Mw,PCL). The {fLM − fL-PCL} represents the average number of PCL segments per LM and is calculated by the following equation:
where Mw,L-PCL and Mw,LM are measured by GPC, and Mw,PCL is calculated. Further, the degree of grafting (α) is determined by the ratio of {fLM − fL_PCL}/fLM as shown in Eq. (1). Both experimental parameters, including [CL]/[OH] ratio and the reaction time, were systematically varied. When [CL]/[OH] is 0.86, α is 40%. α increased from 51%, 68%, and 71% with reaction time when [CL]/[OH] is 2.60. These are summarized in Table 2. Basis on the Fig. 2(c), the effect of [CL]/[OH] ratio and the reaction time in copolymers is shown by Fig. 2(d). Employing higher [CL]/[OH] ratio and longer reaction time produced lignin-PCL copolymers with higher molecular weight, with more PCL chains per a LM, and with a larger MWD. This result indicates that α refers to the active functionality of [OH] in LM. Eventually, by controlling the [CL]/[OH] ratio and the reaction time, the structure and Mw of LigPCL copolymers was modulated.
Figure 5 compares the IR absorption spectra of the pristine lignin, PCL and lignin-PCL copolymers. FTIR spectroscopy is the most widely used technique in the functional group determination. The typical functional groups and the IR signal with the possible compounds are summarized in Table 3. A strong wide band near 3450 cm−1 was linked to the alcoholic and phenolic hydroxyl groups involved in hydrogen bonds. The absorption bands at 1603 cm−1 and 1503 cm−1 are aromatic ring vibrations, and the bands at 1460 cm−1 are assigned to stretching vibration of aromatic ring and deformation vibration of C-H bonds23,38. On the other hand, PCL spectrum show characteristic peaks of C=O stretching vibration at 1755 cm−1, and CH2 stretching vibrations at 2900 cm−1 39,40. The lignin-PCL copolymer spectra obtained reveal an increased intensity of the ester C=O bond (1755 cm−1), correlated with a slight decrease in the broad OH signal (3450 cm−1) after copolymerization. In addition to, the presence of alkyl chain structure in PCL is shown by the small peak assigned to the CH2 stretch at 2900 cm−1. We confirmed the successful grafting of PCL chains on the LM.

FT-IR spectra of pristine lignin, PCL and lignin-PCL copolymers.
Compatibility analysis of lignin-PCL copolymers in organic solvents
Figure 6(a) illustrates similar (1 wt%) lignin and copolymers in toluene. The pristine lignin cannot be dissolved in nonpolar solvents but the lignin-PCL copolymers were soluble in toluene, clearly establishing the synthesis of lignin-PCL copolymer. Moreover, the optical morphologies of the pristine lignin and lignin-PCL copolymers in tetrahydrofuran (THF) are shown in Fig. 6(b), which reveal coagulation of the pristine lignin compared with complete dissolution of the lignin-PCL copolymer in the THF. The lignin aggregates owing to poor solubility in THF, whereas the lignin-PCL copolymer is soluble remarkably. The graft copolymerization of lignin-PCL copolymer was confirmed by of the altered solubility in toluene and THF.

Photographic images of pristine lignin (up) and LigPCL13A (down) dispersed in toluene (a) optical microscopic images of pristine lignin (up) and LigPCL13A (down) in THF (b) demonstrating the altered solubility of the pristine lignin and the lignin-PCL copolymers.
Thermal properties
The thermal stability of the pristine lignin and the synthesized lignin-PCL copolymers are compared in Fig. 7. In order to quantitatively compare the thermal stability in the early stages of weight loss, the Tid(2%) was defined as the temperature showing a 2% weight loss. Tid(2%) is considered important because lignin usually emits an odor with accompanying fumes, which is indicated by the early-stage weight loss6. In this study, the Tid(2%) of the pristine lignin was measured at 69 °C, while that of the synthesized lignin-PCL copolymers was 178 °C. Likewise, the weight loss of the pristine lignin at 200 °C was 4% compared with 0.6% in LigPCL13A. It clearly demonstrates that the synthetic lignin-PCL copolymer exhibited substantial improvement in thermal stability, which subsequently facilitated polymer composite melting at around 180 °C to 200 °C. The low molecular weight of lignin is related to the large molecular size of the copolymers. In addition, the hydrophilic nature of pristine lignin decreased substantially via condensation of hydroxyl groups in the lignin. The final TGA residue of the copolymers was lower than that of pristine lignin because of PCL inclusion in the copolymer chains.

Thermogravimetric analyses of pristine lignin, PCL and lignin-PCL copolymers (LigPCL11 and LigPCL13A) in nitrogen from 30 °C to 600 °C at 10 °C min−1.
Melt process
Figure 8 illustrates the storage modulus (G′) and the viscosity (η) as a function of frequency of LigPCL13B and LigPCL13C at 180 °C. Storage modulus of LigPCL13B and LigPCL13C steadily increase with frequency. The viscosity of both lignin-PCL copolymers decreases with increasing frequency showing the typical shear-thinning behavior due to viscoelastic characteristics of polymers. The molecular weight of LigPCL13B and LigPCL13C is 25,360 g/mol and 33,560 g/mol, respectively. At low frequency LigPCL13C exhibits higher viscosity compared with LigPCL13B, which corresponds to the difference in Mw of the lignin-PCL copolymers. The thermoplastic characteristics of the synthesized lignin-PCL copolymers were established by measuring the viscosity.

Storage modulus and viscosity angular frequency of LigPCL13B and LigPCL13C based on melt rheology at 180 °C.
Figure 9 demonstrates melt mixing and processing characteristics of the synthetic lignin-PCL copolymers that are lacking in the pristine lignin. Figure 9(a) shows the dispersion of the pristine lignin in melt PCL at 150 °C, indicating poor miscibility. By contrast, Fig. 9(b) shows the well-mixed lignin-PCL copolymer with melt. Figure 9(c) shows molten LigPCL13A via extrusion at 180 °C. In Fig. 9(d), a dog-bone and a rectangular sample of LigPCL13B molded through injection molding machine demonstrating the thermal melting of the synthetic lignin-PCL copolymer.

Photographic images of melt mixing of lignin and PCL at 150 °C (a) melt mixing of ligPCL13A and PCL at 150 °C (b) melt process of LigPCL13A at 180 °C by a twin-screw extruder (c) and samples with special shape of LigPCL13B obtained by injection moulding machine at 180 °C (d).
Conclusions
Lignin-PCL copolymers were successfully synthesized via ROP using CL as a reactive solvent. Depending on the [CL]/[OH] ratio and the reaction time, the graft polymerization with CL on a LM was controlled, and the molecular weight and the degree of grafting was modulated. Consequently, the synthetic lignin-PCL copolymers enhance the compatibility and thermal stability compared with pristine lignin and result in rheological behavior similar to that of thermoplastics without burning at high temperature. In particular, the lignin-PCL copolymers were melt-processed via bulk polymerization and provide new insights into this widely studied and commercially important polymer.
Materials and Methods
Materials
Lignin was extracted from black liquors using a method, which was developed by our laboratory and reported elsewhere41. The black liquor, an as-it-is waste of the kraft pulping process, was obtained from Moorim P&P, South Korea. Methanol (99%), ε-caprolactone (CL, 99%), dibutyltin dilaurate (DBTDL, 99%), sulfuric acid (H2SO4, 99%), tetrahydrofuran (THF), and dimethyl sulfoxide (DMSO-d6) were purchased from Sigma-Aldrich.
Preparation of lignin acetylation for 1H-NMR analysis
The oven-dried lignin (1 g) was mixed with acetic anhydride-pyridine (3:10, v/v, and 13 mL) and vigorously stirred for 24 hours at room temperature10. The mixture was added dropwise in cold water and precipitated followed by centrifugation. The resulting solid product was thoroughly washed with DI water to remove the unreacted acetic anhydride and acetic acid byproducts. The product was dried overnight in an oven at 40 °C. 1H-NMR spectra of lignin and lignin-PCL copolymer were obtained by NMR spectroscopy (Varian UNITY INOVA 500).
Preparation of lignin-PCL copolymers
The lignin was mixed in CL at 50 °C by protecting the nitrogen and stirring for 30 min. The DBTDL (0.5–1.0 wt% of lignin) was added slowly to the above mixture, which was heated to 150 °C for reaction times ranging from 4 to 18 h with mechanical stirring. When the reaction was finished, the product was cooled down to 25 °C, and the mixture was washed several times with a cool 95% methanol to remove impurities. During the reaction, the torque of a rotating spindle (130 rpm) was measured as a function of reaction time. Since the torque represents the altered viscosity or the molecular weight of the reacting mixture, the reaction time was determined in-situ by measuring the torque (see Fig. S2 in the Supplementary Information for the experimental setup). The reactor capacity was 1000 mL, and the spindle was installed with a torque sensor (RE-101, Well Corporation). Extrusion mixing of the lignin-PCL copolymers was carried out at 180–190 °C using a twin-screw extruder (BA-19, Bau-tech), and dumbbell (63.5 mm * 9.5 mm * 4 mm) and rectangular (70 mm * 12.7 mm * 4 mm) specimens were prepared using an injection molding machine (MM, Bau-tech) at 180 °C.
Characterization
The infrared spectra of lignin, PCL, and the lignin-PCL copolymer were obtained using FT-IR spectroscopy (Bruker IFS-66/S). GPC (AT-400) was used to measure the molecular weight and its distribution in the lignin-PCL copolymers. TGA were performed in a nitrogen environment using a TG/DTA7300 system (Seiko instruments), by heating the specimens to 600 °C at a rate of 10 °C/min. The viscosity of these samples was analyzed in a dynamic mode of shearing on a rheometer ARES (TA Instrument) using a parallel plate geometry with 25 mm diameter. All experiments were carried out at 180 °C in the frequency range 0.5 < ω (rad.s−1) <50. Digital photographs of the sample and process were obtained using digital camera (Apple Inc.). The solubility of the pristine lignin and the lignin-PCL copolymers in THF was analyzed using an optical microscope (Nikon Eclipse Ni-E).
Change history
05 May 2020
An amendment to this paper has been published and can be accessed via a link at the top of the paper.
References
Othmer, K. Encyclopedia of chemical technology (5th ed.) 1–32 (Wiley, 2005).
Climate Technology Centre & Network. Black liquor, https://www.ctc-n.org/technologies/blackliquor (2018).
Bajpai, P. Black Liquor Gasification, 1–25 (Elsevier, 2014).
Smolarsk, N. High-value opportunities for lignin: unlocking its potential, http://www.frost.com/prod/servlet/press-release.pag?docid=269974856 (Frost & Sullivan, 2012).
Laurichesse, S. & Avérous, L. Chemical modification of lignins: Towards biobased polymers. Prog. Polym. Sci. 39, 1266–1290 (2014).
Binh, N. T. T. et al. Synthesis of lignin-based thermoplastic copolyester using kraft lignin as a macromonomer. Compos. Interf. 16, 923–93 (2009).
Mansouri, N.-E. & Salvad´o, J. Structural characterization of technical lignins for the production of adhesives: Application to lignosulfonate, kraft, soda-anthraquinone, organosolv and ethanol process lignins. Ind. Crops Prod. 24, 8–16 (2006).
Calvo-Flores, F. G., Dobado, J. A., Isac-Garcí, J. & Martín-Martínez, F. J. Lignin and lignans as renewable raw materials: chemistry, technology and applications, 161–194 (John Wiley & Sons, 2015).
Qian, Y., Deng, Y., Qiu, X., Li, H. & Yang, D. Formation of uniform colloidal spheres from lignin, a renewable resource recovered from pulping spent liquor. Green Chemistry 16, 2156–2163 (2014).
Kim, Y. J. et al. All biomass and UV protective composite composed of compatibilized lignin and Poly (Lactic-acid). Sci. Rep. 7, 43596 (2017).
Brunow, G. Biopolymers, 88–99 (Wiley‐VCH, 2005).
Sadeghifar, H., Cui, C. & Argyropoulos, D. S. Methods to reveal the structure of lignin. Ind. Eng. Chem. Res. 51, 16713–16720 (2012).
Ionescu, M. Chemistry and technology of polyols for polyurethanes, 435–517 (iSmithers Rapra Publishing, 2005).
Goldmann, W. M. et al. Determination of Phenolic Hydroxyl Groups in Technical Lignins by Ionization Difference Ultraviolet Spectrophotometry (∆ε-IDUS method). Period. Polytech. Chem. Eng. 61, 1–9 (2016).
Passauer, L. et al. Quantitative analysis of the etherification degree of phenolic hydroxyl groups in oxyethylated lignins: correlation of selective aminolysis with FTIR spectroscopy. ACS Sus. Chem. Eng. 4, 6629–6637 (2016).
Duong, L. D. et al. Chemical and rheological characteristics of thermally stable kraft lignin polycondensates analyzed by dielectric properties. Bio Resouces 8, 4518–4532 (2013).
Duong, L. D. et al. High molecular-weight thermoplastic polymerization of kraft lignin macromers with diisocyanates. BioResouces 9, 2359–2371 (2014).
Künkel, A. et al. Ullmann’s encyclopedia of industrial chemistry, 1–27 (Wiley-VCH, 2016).
Carlmark, A., Larsson, E. & Malmström, E. Grafting of cellulose by ring-opening polymerization. Eur. Polym. J. 48, 1646–1659 (2012).
Funabashi, M., Ninomiya, F. & Kunioka, M. Biodegradation of polycaprolactone powders proposed as reference test materials for international standard of biodegradation evaluation method. J. Polym. Environ. 15, 7–17 (2007).
Seppala, J. V., Helminen, A. O. & Korhonen, H. Degradable polyesters through chain linking for packaging and biomedical applications. Macromol. Biosci. 4, 208–217 (2004).
Sin, L. T., Rahmat, A. R. & Rahman, W. A. Polylactic acid in plastics design library 177–219 (Elsevier, 2013).
Lu, Y. et al. Structural characterization of lignin and its degradation products with spectroscopic methods. J. Spec. 2017, 8951658, https://doi.org/10.1155/2017/8951658 (2017).
Fan, M. & Fu, F. Advanced High strength natural fibre composites in construction. 23–58 (Elsevier, 2017).
Chakar, F. S. & Ragauskas, A. J. Review of current and future softwood kraft lignin process chemistry. Ind. Crop. Prod. 20, 131–141 (2004).
Sakakibara, A. A structural model of softwood lignin. Wood Sci. Technol. 14, 89–100 (1980).
Thakur, V. K. Cellulose-based graft copolymers: structure and chemistry, 165-194 (CRC Press, 2015).
Cateto, C. A. et al. Lignins as macromonomers for polyurethane synthesis: A comparative study on hydroxyl group determination. J. Appl. Polym. Sci. 109, 3008–3017 (2008).
Nuyken, O. & Pask, S. D. Ring-opening polymerization—an introductory review. Polym. 5, 361–403 (2013).
Teyssandier, F. & Love, B. J. MMA bulk polymerization and its influence on in situ resin viscosity comparing several chemorheological models. Inc. J Appl Polym Sci. 120, 1367–1371 (2011).
Jgkli, A. et al. Effect of a polymer network on the alignment and the rotational viscosity of a nematic liquid crystal. J. Appl. Phys. 72, 3161–3164 (1992).
Gao, C. & Yan, D. Hyperbranched polymers: from synthesis to applications. Prog. Polym. Sci. 29, 183–275 (2004).
Bernal, D. P. et al. Effect of core reactivity on the molecular weight, polydispersity, and degree of branching of hyperbranched poly(arylene ether phosphine oxide)s. Macromol. 36, 333–338 (2003).
Ropponen, J. et al. Solvent extraction as a means of preparing homogeneous lignin fractions. Holzforschung 65, 543–549 (2011).
Gosselink, A. J. R. et al. Fractionation, analysis, and PCA modeling of properties of four technical lignins for prediction of their application potential in binders. Holzforschung 64, 193–200 (2010).
Baumberger, S., Lapierre, C. & Monties, B. Utilization of pine kraft lignin in starch composites: impact of structural heterogeneity. J. Agric. Food. Chem. 46, 2234–2240 (1998).
Cunha, D., Deffieux, A. & Fontanille, M. Synthesis and polymerization of lignin macromonomers. II. Effects of lignin fragments on methyl methacrylate radical polymerization. J. Appl. Polym. Sci. 44, 1205–1212 (1992).
Yang, H. et al. Characteristics of hemicellulose, cellulose, and lignin pyrolysis. Fuel 86, 1781–1788 (2007).
Elzein, T. et al. FTIR study of polycaprolactone chain organization at interfaces. J Coll. Interf. Sci. 273, 381–387 (2004).
Persenaire, O. et al. Mechanisms and Kinetics of Thermal Degradation of Poly(ε-caprolactone). Biomacro. 2, 288–294 (2001).
Luong, N. D. et al. An eco-friendly and efficient route of lignin extraction from black liquor and a lignin-based copolyester synthesis. Polym. Bull. 68, 879–890 (2011).
Acknowledgements
This work was supported by the National Research Foundation of Korea (NRF) funded by the Ministry of Science& ICT (MIST) (NRF-2014M3C1B2048175, 2016R1A2B1007134, and 2017R1A2B4006091), and the Ministry of Trade, Industry and Energy (MOTIE) (10067690 and 10080545).
Author information
Authors and Affiliations
Contributions
J.-D.N. and I.-K.P. proposed and guided the overall project. G.E.K., Y.K. and S.-H.K. prepared the sample materials. I.-K.P. carried out the experiments and wrote the manuscript. H.S., I.-K.P. and J.S. analyzed the data. Y.L., T.K. and H.R.C. contributed to the data analysis. I.-K.P., H.R.C. and J. D.N. provided the financial support. All the authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing Interests
The authors declare no competing interests.
Additional information
Publisher’s note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Park, IK., Sun, H., Kim, SH. et al. Solvent-free bulk polymerization of lignin-polycaprolactone (PCL) copolymer and its thermoplastic characteristics. Sci Rep 9, 7033 (2019). https://doi.org/10.1038/s41598-019-43296-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-019-43296-2
This article is cited by
-
Tuning the properties of polycaprolactone-based fibers by using polyethylene oxide / polycaprolactone block copolymers
Journal of Polymer Research (2024)
-
Structural and Thermal Studies of Fluorescein and Rhodamin6G Grafted Diblock Copolymers
Journal of Inorganic and Organometallic Polymers and Materials (2021)
-
Selective Synthesis of Cyclohexanol Intermediates from Lignin-Based Phenolics and Diaryl Ethers using Hydrogen over Supported Metal Catalysts: A Critical Review
Catalysis Surveys from Asia (2021)
-
Poly(ε-caprolactone) grafting into Scots pine wood: improvement on the dimensional stability, weathering and decay resistance
Cellulose (2021)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
