
Abstract
Friction stir processing is an important method for acquiring ultrafine-grained materials. In this paper, 3 mm ZK60 magnesium alloy sheet was carried for friction stir processing. The best processing parameters with a small grain size and maximum mechanical properties were obtained by comparing different rotation speeds and processing speeds. Fine recrystallized grains and high-angle grain boundaries were observed in stirring zone under different processing parameters. With increasing rotation speed, the grain size and high-angle grain boundary ratio increase; while with increasing processing speed, the grain size decrease, and the ratio of high-angle grain boundaries increase. When rotation speed and processing speed are 1400 r·min−1 and 100 mm·min−1, the processing plate have the largest ultimate tensile strength are 267.52 Mpa, that reached 84.62% of the base metals, and the yield strength, elongation and grain size are 166.97 Mpa, 15.32% and 1.12 ± 1.64 μm, respectively. The processing plate has more excellent damping performance than rolled.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
ZK60 magnesium alloy has been widely used in the industrial field because of its light weight and high strength [1, 2]; however, its poor formability at room temperature limits its application. Rolling and extrusion are the most commonly used deformation methods for magnesium alloys [3, 4], but lead to the formation of high-density textures, which is not conducive to the wide application of magnesium alloys. Friction stir processing (FSP) can effectively avoid these problems [5], and dynamic recrystallization in the processing zone is beneficial to grain refinement and improves the deformation ability of the material [6], and usually these grains have random preferred orientation [7].
As a processing method, FSP is developed based on friction stir welding (FSW), while has the same working principles but different uses. Some studies have shown that the strain rate in the stir zone (SZ) ranges from 10 s−1 to 1000 s−1 [5, 8], and peak temperatures in the range of 0.6–0.9 Tm (Tm = melting temperature) [9]. Therefore, intense thermal exposure, plastic deformation, material intermixing will be obtained in FSP, which is an incomparable processing method to others [5]. At present, FSP is widely used to achieve ultrafine grains [3, 5, 10], improve compositional/microstructural homogeneity [6], prepare bulk metal matrix composites [11], fabricate hybrid and in situ surfaces [12], enhance superplasticity [3], and repair cracked or defective components [9].
Usually, the main factors affecting FSW/FSP are rotation and processing speed, tool geometry, cooling medium, etc [13–15], and processing parameters are one of the most important factors affecting the microstructure and performance. Yang et al [3] performed FSP on extruded ZK60 magnesium alloy plates, and obtained grain sizes, tensile strengths and elongations of 2.9 μm, 228 MPa and 55.8%, respectively, at 1000 r·min−1 and 100 mm·min−1. Zhou et al [16] found that groove defects could be observed on the surface and pore defects existed at the edge of the SZ when the rotational speed and processing temperature were low, and flash appeared at the edge of the surface when the rotation speed was too high. Han et al [17] discussed the influence of FSP parameters on Mg–Nd–Zn–Zr alloy, and found that the peak temperature in the processing reached 590 °C, and they believed that the heat generation was determined by the rotational speed, and the length of the thermal history was determined by processing speed. Liu et al [2] performed multi-pass FSP for as-cast ZK60 alloy, and found the precipitated phase was broken and dissolved; the grain size reached 3.1 μm, and the corrosion resistance of the plate was improved after FSP. Li et al [18] discussed the effect of welding speed on the microstructure and properties of Al–Mg alloy; more than 90% of high-angle grains boundaries [HAGBs, with misorientation angles (θ) > 15°] were obtained at a welding speed of 25–100 mm·min−1, and an average grain size of 3.02 μm at 50 mm·min−1. Moshwan et al [19] studied the effect of the rotating speed of FSW in a 5052–O alloy and found that the rotating speed moderately increased, leading to second-phase particle refinement and dispersed distribution and an increase in tensile properties.
The above studies show that a suitable rotational speed and processing speed are conducive to obtaining a defect-free, high-strength, fine-grain and random orientation structure. Therefore, FSP was carried out on 3 mm ZK60 plate, and trying to obtain the processing plate with finer average grain size and higher strength by optimizing the processing parameters (rotational speed and processing speed).
2. Materials and experimental methods
2.1. Materials
Table 1 shows the composition and mechanical properties of the rolled ZK60 sheet, the 3 mm ZK60 plate was preparate by single pass rolling. A commercial semi-continuous ZK60 magnesium alloy ingot was used as the material for this experiment. The as-cast plates were solution-treatment at 420 °C for 3 h, and then rolled at 10 mm to 3 mm single pass rolling with a deformation rate of 10 s−1 after heat treatment at 350 °C for 10 min. The ultimate tensile strength (UTS), yield strength (YS) and elongation of the rolled base metal were 316.12 Mpa, 265.98 Mpa and 22.8%, respectively. Figure 1 shows the grain characteristics of the rolled plate; the incomplete recrystallized grains and coarse grains extend along the rolling direction (RD); ND and TD represent the normal direction and the transverse direction, respectively.
Table 1. Chemical composition of ZK60 magnesium alloy (mass fraction, %).
| Zn | Zr | Si | Fe | Cu | Ni | Mg | UTS (MPa) | YS (Mpa) | elongation |
|---|---|---|---|---|---|---|---|---|---|
| 5.6 | 0.54 | <0.05 | <0.05 | <0.05 | <0.05 | balance | 316.12 | 265.98 | 22.8% |

Figure 1. Microstructure characteristics of rolled ZK60 alloy.
Download figure:
Standard image High-resolution image2.2. Experimental method
Figure 2(a) shows the structure of the stir tool. The shoulder had a 10 mm diameter and a concave ring on the surface. The stir pin has a conical pin and right-hand thread on the surface and a 2.9 mm length and 3 mm diameter at the end. The conical pin and screw thread facilitate axial and circumferential movement of the metal, and the concave shoulder improves the strength of the processing plate [20]. Figures 2(b) and (c) shows the processing mode and the tensile sample. A steel brush was used to remove the oxide on the surface, cleaned with acetone, and processed after drying. When processing, the plunge deeps of the pin is 0.1 mm to ensure that all materials can be stirred along the ND.
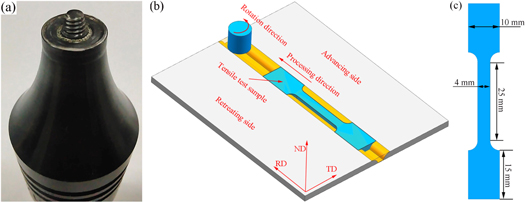
Figure 2. Structure of stirring tool and processing method (a) stirring tool (b) processing process (c) tensile sample.
Download figure:
Standard image High-resolution imageTable 2 list the processing parameters used. FSP is discussed in the rotating speed range of 500–1600 r·min−1 and processing speed range of 50–150 mm·min−1, and the effects on the macrostructure, grain size and orientation, and mechanical properties of the processed zone are investigated.
Table 2. Friction stir processing parameters.
| Factors | Rotation speed (r · min−1) | Processing speed (mm · min−1) |
|---|---|---|
| values | 500 ∼ 1600 | 50 ∼ 150 |
2.3. Material characterization
The processing experiments were performed on a JK–5 multifunctional welding machine. Metallographic samples were cut along the TD using an electric spark-cutting machine. The metallographic specimen was ground, polished, and then etched with a mixed acid aqueous solution (4 ml HNO3 + 96 ml C2H6O). A Leica DMI 3000 M optical microscope was used to observe the microstructures. Tensile fracture was observed via SIGMA field emission scanning electron microscopy (SEM). Electron backscatter diffraction (EBSD) samples were prepared by electrolytic polishing in a mixed solution with volume fraction 3 (H3PO4): 5 (C2H6O), with a polishing current of 0.25 A at −10 °C for 7 min, and an EBSD scanning voltage of 20 kV. Phase analysis was performed using a Smart-lab X-ray diffractometer (XRD). The mechanical properties were tested on an ETM 105 D electronic universal testing machine at a tensile speed of 2 mm · min−1.
3. Results and discussion
Figure 3 shows macrostructure for different parameters of processing area. They have the same morphology for FSP and FSW, including SZ, thermo-mechanically affected zone (TMAZ), heat affected zone (HAZ), and the parent metal zone (MZ), SZ include pin stir zone (PSZ, stirred mainly by needles) and shoulder stirring zone (SSZ, stirred mainly by shoulders ), some zones have shown in figure 3(d). In addition, there are different microstructure morphologies on both sides of the SZ, which are called advancing side (AS, the same direction as rotation of the tool and processing) and retracting side (RS, opposite direction for tool and processing), which has noted in figure 2(b). The boundary between the mixing zone and the forward side is clearer, which because the AS has higher strain rate.

Figure 3. Macromorphology of the processing zone with different parameters (a) 500–100 (b) 800–100 (c) 1400–50 (d) 1400–100 (e) 1400–150 (f) 1600–100.
Download figure:
Standard image High-resolution imageAs shown in figure 3(a), there is a hole defect at 500 r·min−1–100 mm·min−1 (expressed by 500–100), which is a common tunnel defect in FSW/FSP, and the formation of defects is caused by the low processing temperature and deformation rate at low rotational speeds, which leads to the metal failing to completely fill the area that the tool has been processed [21, 22]. When the rotation speed reaches to 800 r·min−1, the tunnel defects disappear because the deformation ability of the metal increases.
Figure 4 shows EBSD images of different processing parameters and zone, in which (a), (b), (c), (d) is the PSZ, and (e) is the TMAZ of 1400–100. It can be seen that all zone has complete dynamic recrystallization, with fine grain size and random orientation. Dynamic recrystallization is caused by the stirring and high temperature when FSP, low angle grain boundary continuously absorbs dislocation to form HAGBs, and the deviation angle of grain boundary gradually increases [18]. Therefore, the dislocation density of SZ will decrease after recrystallization.
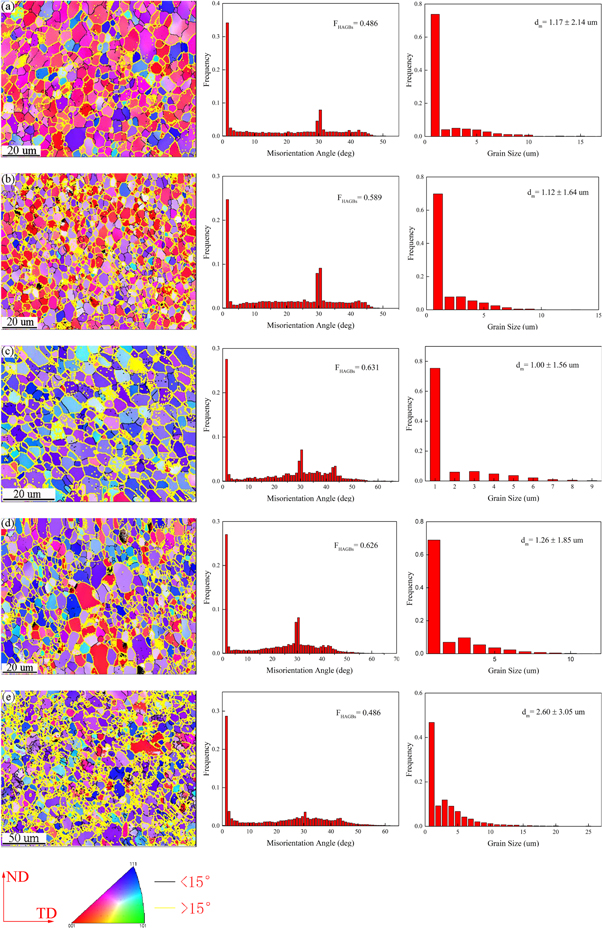
Figure 4. EBSD images in different parameters and regions (a) 1400–50 (b) 1400–100 (c) 1400–150 (d) 1600–100 (e) 1400–100 thermo-mechanically affected zone.
Download figure:
Standard image High-resolution imageFigures 4(a)–(c) show the characteristics of the grains at different processing speeds. With the increase of processing speed from 50 mm·min−1 to 150 mm·min−1, grain size decreases slightly from 1.17 ± 2.14 to 1.00 ± 1.56 μm. The ratio of HAGBs increased from 0.486 at 50 mm·min−1 to 0.631 at 150 mm·min−1. This is because the dwell time of the tool and the total heat generated during processing decrease with an increase in processing speed. It is known that, high heat leads to dynamic recovery and the growth of recrystallized grains, which will reduce the internal stress and energy of non-equilibrium grain boundaries and lead to a reduction in the ratio of HAGBs [23].
Figures 4(b) and (d) shows the characteristics of grains on different rotational speed. With the increase of rotational speed from 1400 r·min−1 to 1600 r·min−1, both grain size and HAGBs ratio increase from 1.12 ± 1.64 μm and 0.589 to 1.26 ± 1.85 and 0.626. The total heat and strain rate increased with the rotational speed increase, and the increase in heat will promoted the growth of recrystallized grains, enhanced recovery and reduced the ratio of HAGBs; an increase in the deformation rate was beneficial for the increasing of the HAGBs ratio. As a result, the HAGBs ratio increased by only 0.037.
Figure 4(e) shows the TMAZ at 1400–100, where dynamic recrystallization also took place in this zone, with average grain sizes of 2.60 ± 3.05 μm, which is larger than that of PSZ, because of the weaker stirring in TMAZ than in the PSZ, leading to a lower temperature and deformation capacity. In addition, there is a peak near the orientation of 30°, which is a common phenomenon in the deformation process of magnesium alloys [17, 24]. Wang et al [25] believed that it was formed by dynamically recrystallized grains rotating 30° along the 〈0001〉 axis. They found that dynamic recrystallization occurred during the deformation of magnesium alloy, the dislocation density of the base decreased after recrystallization, and the new dynamic recrystallization grains had rotated near 30° along the 〈0001〉 crystal axis.
Figure 5 shows XRD phase analysis at different parameters. It can be seen that MgZn and MgZn2 phases exist at different parameters with low intensity. The precipitated phase in the base metal originates from the precipitation in the hot rolling, because the precipitated phase is dissolved into the matrix in solid solution. Relevant studies show the precipitation dissolved into the magnesium matrix in the FSP, because the temperature reaches to solid solution line of magnesium alloy [2, 17]. In the figures, the existence of precipitated phase is still found after processing, which indicates that these phases are precipitated again under high processing temperature. The precipitation of these precipitated phases in the SZ is beneficial to increase the strength.

Figure 5. XRD phase analysis at different parameters (a) rotational speed (b) processing speed.
Download figure:
Standard image High-resolution imageFigure 6 shows the tensile properties for the different parameters. In figure (a), the mechanical properties increase first and then decrease with the increase of rotational speed and processing speed, and the evolution of elongation also shows the same rule. It has the highest UTS of 267.52 Mpa, YS of 166.97 Mpa, elongation of 15.32%, UTS and elongation of 84.62% and 67.19%, respectively, of the base metal at 1400–100, and the maximum elongation occurs at 800–50 with a UTS of 243.71 Mpa. As the tensile sample is cut along the processing direction, the actual tensile area is shown in figure 3(b), which includes the SZ, and part of the TMAZ and HAZ; therefore, the mechanical properties depend on the grain size, the area of the SZ, and the precipitated phase. It can be seen from figure 5 that the precipitation phase content has little change under different parameters. The area of SZ increased with the increase in rotational speed and the decreased with processing speed (figure 3), and the grain size increased as the rotational speed increased and the processing speed decreased (figure 4). The fine grain size and large area of the SZ are more conducive to obtaining higher tensile properties. Therefore, it has the largest UTS at 1400–100 with a large area of SZ and small grain size of SZ.
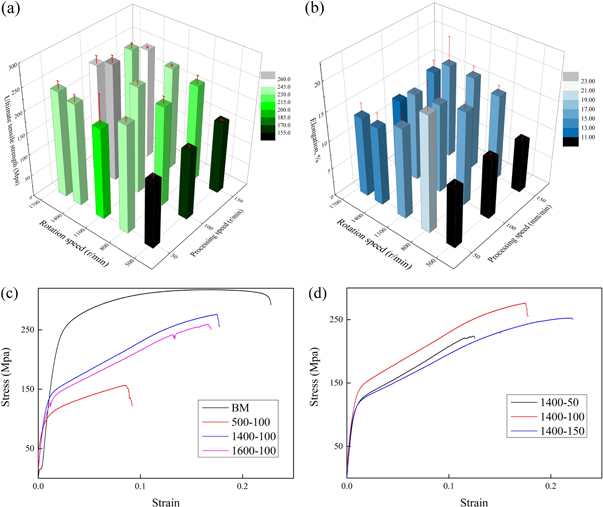
Figure 6. Mechanical properties of different parameters (a) ultimate tensile strength (b) elongation (c) rotational speed stress-strain curve (d) processing speed stress-strain curve.
Download figure:
Standard image High-resolution imageFigure 7 shows an SEM image of the tensile fracture at 1400–100. There are many tearing edges and dimples in the fracture, indicating the characteristics of ductile fracture after FSP. The presence of second-phase particles was not observed at the bottom of the dimple, which is similar to the result of the XRD test that the precipitation phase had a low intensity.
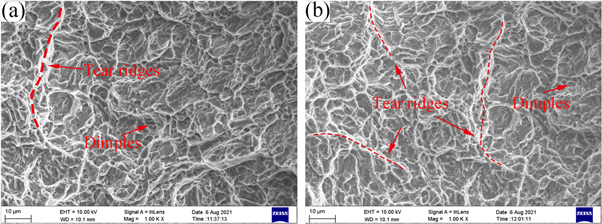
Figure 7. SEM images of 1400–100 fracture.
Download figure:
Standard image High-resolution imageFigure 8 shows the strain damping of 1400–100 and the base material. There are equal damping properties when the strain is less than 0.00167. The damping properties of the 1400–100 plate increased rapidly when greater than 0.00167. As rolled plates have many subgrains and high dislocation density, they pin the motion of dislocation and increase dislocation tangles and reduce the number of movable dislocations, which leads to a reduction in the damping performance at high frequencies. The high-frequency damping performance of FSP increases because recrystallization consumes the density of dislocations and increases the number of movable dislocations.
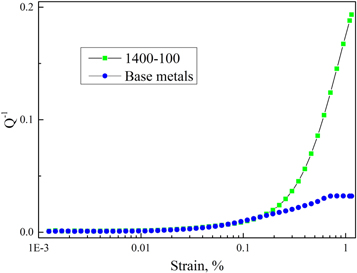
Figure 8. Comparison of damping performance between base material and 1400–100.
Download figure:
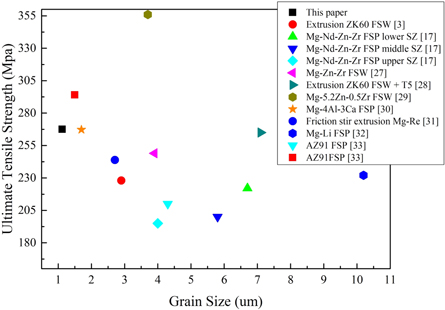
Standard image High-resolution imageFigure 9 shows the relationship between grain size and UTS in the SZ of different magnesium alloys and ZK60 with different preparation methods [3, 17, 26–31]. It can be seen from the figure that the samples prepared are characterized by finer grains and higher tensile strength. The results obtained in this paper (1400–100) have finer average grain size and higher UTS compared with the FSP/FSW of other Mg–Zn–Zr alloys [3, 26, 32], and have slightly lower strength but finer grain size compared with AZ91 and Mg–5.2Zn–0.5Zr alloys [27, 28].
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 9. Comparison of grain size and mechanical properties.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusions
FSP were carried out on a 3 mm ZK60 magnesium alloy sheet. The effects of different rotation speeds and processing speeds on the microstructure and mechanical properties were compared. The results show that:
- (1)There were no macrodefects when rotational speeds of 800–1600 r·min−1 and processing speeds of 50–150 mm·min−1 be used for FSP.
- (2)Dynamic recrystallization occurred in the stir zone with different parameters. When the rotation speed increased from 1400 r·min−1 to 1600 r·min−1, the grain sizes and the ratio of high-angle grain boundaries increased. When the processing speed increased from 50 mm·min−1 to 150 mm·min−1, the grain size decreased, and the ratio of high-angle grain boundaries increased.
- (3)The sheet had maximum ultimate tensile strength was 267.52 MPa at 1400–100, reached 84.62% of the base metal. Yield strength, elongation and average grain size were 166.97 Mpa, 15.32%, and 1.12 ± 1.64 μm, respectively.
- (4)The fracture of the processing sample at 1400–100 was characterized by ductile fracture and had better damping performance than that of the rolled sheet.
Acknowledgments
The authors gratefully acknowledge the support of the National Natural Science Foundation of China (NO. 51864006) and Central Guidance Project of China (ZY21195053).
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).