


Abstract
The demand for environmental awareness, preserving nature and being beneficial for societal economics has attracted the attention of many researchers and industries to examine the potential usage of natural fibers. There are a lot of beneficial natural fiber sources in a wide range of applications in the composites industry. It is worth mentioning that the performance of natural fiber-reinforced composites can be tailored through a certain natural fiber treatment, and hybridization by employing an appropriate number of synthetic fibers or with other natural fibers. In addition to cost-effectiveness balance, a balance between environmental impacts and desired performance can be achieved by designing the composite based on the product requirements. Yet, certain drawbacks such as incompatibility with the hydrophobic polymer matrix, hydrophilic nature and the tendency to absorb moisture during processing greatly reduce the potential of natural fibers to be used as reinforcements in polymer composites. In this short review, the main results presented in the literature are summarized, focusing on the properties and challenges of natural fibers, the processing behavior of natural fiber treatments, and paying attention to the use of physical and chemical treatments for the improvement of fiber-matrix interaction as reinforcement for polymeric matrices (thermoplastics, thermosets and biodegradables).
Export citation and abstract BibTeX RIS
1. Introduction
Intensive research and development of new and improved materials, especially from the composite sector, have been stimulated by increased demand for engineering materials. Since most of the natural fibers now used are at the forefront of material science research, advances have made it possible to use them, especially in modern applications. Recently, research has expanded to produce modern, higher-performance materials with desirable cost-effectiveness features derived from sustainable agricultural materials. The growing degree of understanding of eco-sustainable, recycled and biodegradable fabrics has led to this increase in concern about the use of alternate sources of natural fibers. To minimize reliance on natural resources that are not sustainable, different research has been carried out as the availability of petroleum-derivative polymers is short. Natural polymer composites enhanced by fiber have also been identified as an outstanding substitute material. The key benefits of natural fibers over plastic fibers are their ample sources of sustainability and biodegradability, relatively low cost and mass as well as increased basic density [1–3]. The density of natural fibers is approximately 1.2–1.6 g cm−3, which is much lower than that of glass fiber, which is 2.4 g cm−3. This leads to lightweight composites being made. The demand for the commercial use of natural fiber-based composites in various industries, such as automobiles, aerospace and civil, has been increasing, as many reports have been released [4, 5]. The current usage of the word 'biodegradable' for natural fiber composites does in fact mean the use of natural fuels in the polymer sector and, as a result of the reduced operation of plastic burning, reduces reliance on oil supplies and emissions of greenhouse gases [6–8].
The definition 'natural fiber' includes all fiber forms present in plants (cellulose fibers), animals (protein fibers) and minerals that exist in nature (asbestos, chitin and chitosan). Flexible materials with a broad aspect ratio and high tensile strength can also be known as natural fibers. While fibrous materials are abundant, including cotton, wood, grain and straw in particular being cellulosic, not all materials are available for use in textiles or other industrial fibers. Apart from the economic viewpoint, the qualities of weight, softness, elasticity, abrasion resistance and surface characteristics drive the adequacy of a fiber for business purposes [9, 10].
The physical and mechanical properties of certain natural fibers, such as fiber structures, cellulose composition, the intrinsic angle and degree of polymerization, are dictated by their chemical and physical composition [11–13]. Swelling of the fibers because of the moisture accumulation is the major disadvantage of natural fibers, creating poor linkage to the composite fiber matrix [14, 15]. Natural fibers are inherently less mechanical than synthetic fibers. A key drawback in the production of high-performance materials is their low mechanical properties. Several mechanical approaches were found, including changes in interfacial attachment, physical handling, chemical composition and natural fiber-synthetic fiber hybridization. Hybridizing natural fibers, in order to overcome the drawbacks of the other kind of fibers, leads to the synergistic effect of hybridized fibers. The use of all fibers to build a hybrid fiber-reinforced composite structure provides a feasible balance between higher material properties and the environmental advantages of natural fibers. The effective arrangement of structural numbers also enhances the material properties of the hybrids. The use of reinforcing hybrid fibers has been found to be a practical alternative to standard synthetic construction materials for structural applications [16, 17]. In this way, a proper composite material design will balance costs, efficiency and sustainability. Figure 1 shows the factors contributing to the performance of biocomposites originated from natural fibers.

Figure 1. Factors contributing to the diverse properties of natural fiber.
Download figure:
Standard image High-resolution image2. The challenges in utilizing the natural fibers
Globally, the demand for reinforcement fibers in the composites industry is over 95%, whereas composites of natural fiber for internal parts in cars are reduced because of their comparatively lower mechanical characteristics and poor interface characteristics. However, emerging technologies for the application of surface treatments, chemicals and coatings improve these properties. In addition to all the aforementioned benefits, natural fibers do face challenges in terms of moisture absorption, adhesion, fire resistance, strength and weather-dependence, which varies their consistency [18, 19].
In addition to synthetic fibers, natural fibers are relatively hydrophilic, have a raw base, are physico-chemically heterogeneous and have problems with the continuity and uniformity of supply characteristics. The fiber matrix interfacial adhesion in the composite is influenced by these characteristics. Poor interfacial bonding contributes to the composites' faulty mechanical features [20]. The presence of hydroxyl (–OH) groups in its structure, in particular cellulose, which comprises repeated glucose units in plants and also hemicellulose portions, is the key weakness of natural fibers. These hydroxyl groups attract water molecules through a chemical reaction, hydrogen bonding (–H), when natural fibers are exposed to a high humidity environment. Figure 2 reveals the hydroxyl group-rich cellulose structure (the inter-fibrillar region of the fiber, hemicellulose and lignin) [21]. Meanwhile, the physical and mechanical characteristics of certain natural and synthetic fibers are tabulated in table 1 [22–24].

Figure 2. Schematic structure of lignin, cellulose and hemicellulose.
Download figure:
Standard image High-resolution imageTable 1. Physical and mechanical properties of selected natural fibers and synthetic fibers.
| Fibers | Density (g cm−3) | Tensile strength (MPa) | Elongation at break (%) | Young modulus (GPa) |
|---|---|---|---|---|
| Sugar palm | 1.29 | 15.5–290 | 5.7–28.0 | 0.5–3.37 |
| Bagasse | 1.5 | 290 | — | 17 |
| Bamboo | 1.25 | 140–230 | — | 11–17 |
| Flax | 0.6–1.1 | 345–1035 | 2.7–3.2 | 27.6 |
| Hemp | 1.48 | 690 | 1.6–4 | 70 |
| Jute | 1.3 | 393–773 | 1.5–1.8 | 26.5 |
| Kenaf | 1.45 | 930 | 1.6 | 53 |
| Sisal | 1.5 | 511–535 | 2.0–2.5 | 9.4–22 |
| Ramie | 1.5 | 560 | 2.5–3.8 | 24.5 |
| Pineapple | 0.8–1.6 | 400–627 | 14.5 | 1.44 |
| Coir | 1.2 | 175 | 30 | 4–6 |
| E-Glass | 2.5 | 2000–3500 | 0.5 | 70 |
| S-Glass | 2.5 | 4570 | 2.8 | 86 |
| Aramid | 1.4 | 3000–3150 | 3.3–3.7 | 63.0–67.0 |
Natural fiber-reinforced polymers have structural strength which depends on the fibers themselves; thus, the efficiencies of the stress transfer mechanism from the matrix to the fibers were optimized. Natural fibers have quite a complicated preparation process, for example, sugar palm fiber is arbitrarily wrapped along the ribs of palm leaves [25]. This will influence the relationship with the matrix chain of the composites when used directly. Moreover, sugar palm fiber has distinct tangling nature. If the long fibers are tangled, the fibers are randomly oriented, especially after the infusion of resin into the mold and during the lay-up phase. The short and arbitrarily organized fiber composite structures have much lower mechanical properties, according to Jariwala and Jain (2019), compared to those made of oriented structures. Thus, they cannot be applied in structural applications in which mechanical efficiency is paramount [26].
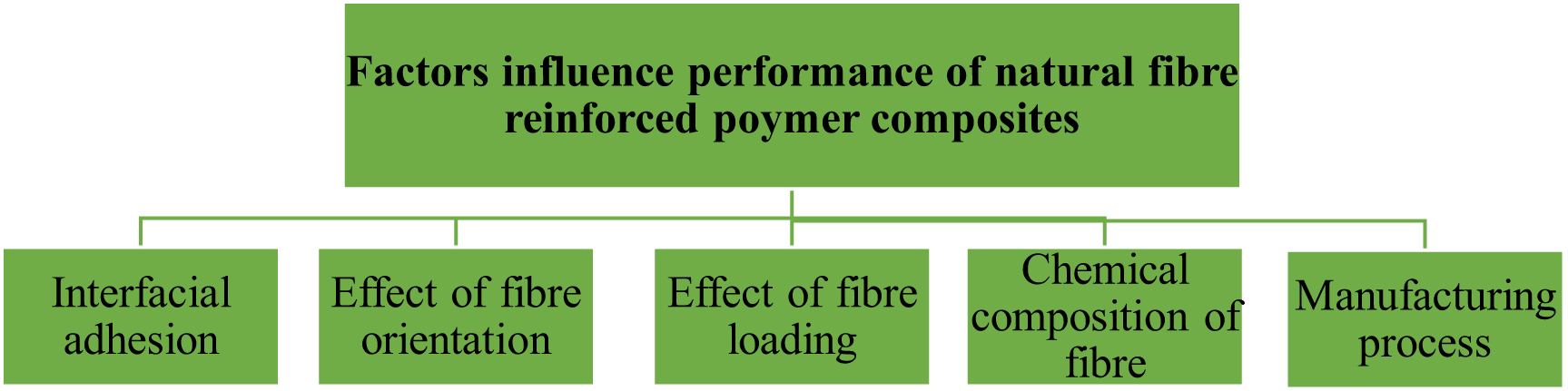
Other than the above, the low consistency of the fibers with the polymer matrix poses an additional risk of utilizing plant fibers, resulting in the non-uniform spreading of the fibers inside the matrix, thereby creating poor interfacial bonds. The majority of polymers, particularly thermosetting, are non-polar materials that do not match polar wood fibers ('hydrophobic,' 'water attracting'). This leads to weak adhesion between the fiber and the matrix surfaces. The factors affecting the efficiency of natural fiber enhanced polymer composite products are summarized in figure 3 [27].

Figure 3. Factors influencing the performance of composites.
Download figure:
Standard image High-resolution imageIn addition, the requirements for the use of the best production processes for natural polymer fiber composites vary to a certain degree from those used for conventional polymers. The characteristics of natural fiber compounds depend heavily on their weight, orientation, diameter and fiber content. The surface state of the fiber also plays an important role in affecting the connection between the fiber and the surrounding matrix. Chemical processes may be necessary for removal of the fiber surface layer (such as silk and coir fiber) or pre-treatment of the fiber (such as hemp) to ensure a proper binding outcome. In theory, the use of fibers may achieve a high tensile strength. However, an injection molding procedure cannot be achieved as the expansion of the fibers may produce a sucking effect under wet conditions. For basic types of plastic materials, therefore, compression molding may be used [28–30].
Zin et al (2019) stated that fiber charges have an intensely fiber-dependent effect on the tensile and bending (mechanical) performance of composites [5, 31]. In addition, the effect on composite performance, hardness and hardness of a range of compounds, which all have nano and microfillers with limited aspect ratios, is important due to fiber size, fiber loading and fiber/matrix adhesion. All three aspects, mainly the filler-matrix adhesion, determine the resulting composite durability and strength. The reason is that the mechanical strength relies on an efficient stress transfer from the filler to the matrix and adhesion is the principle of fragility/toughness [32, 33]. In addition, the aspect ratio impacts the mechanical properties of hybrid composites considerably, since a high aspect ratio passes tension to the matrix efficiently [34, 35]. Research has shown that the mechanical properties of fiber composites are considerably affected by features that resemble manufacturing environments and techniques [36].
The chemical or pre-treatment methods of the fiber chemically alter the surface, purify the surface of the fiber, reduce the mechanism of moisture absorption and improve surface uniformity [37]. Mercerization, acetylation, etherification, peroxide treatment, benzoylation, graft co-polymerization, maleic anhydride, titanate treatment, sodium chlorite therapy, isocyanate treatment or the use of combination drugs, such as silane therapy for natural fibers to improve the fiber content, are some of the important industrial techniques currently used [38–40]. The efficiency of natural fiber reinforced composites is based on the fiber-polymer matrix interface and their tendency to pass stress from matrix to fiber. The main impediments are the lack of ideal interfacial attachment, high moisture absorption or low moisture absorption tolerance, and a low melting point contributing to a composite micro-crack. The use of natural fiber reinforced composites is also made less desirable by reducing the mechanical characteristics [41].
3. Treatments of natural fibers
In order to adjust fiber surface properties to enhance adhesion with various matrices, natural fiber treatments are required. A poor interface area due to various polarity interfaces is a key compatibility problem between the natural fiber and the matrix. Exemplary strength and stiffness can be achieved by means of a solid interface, which is very fragile in nature as well as with easy crack propagation through the matrix and fiber. Fiore et al (2015) indicated that by reducing the polar component by (a) the elimination of impurities, (b) the alteration of the crystallinity and chemical composition, (c) the improvement of the interface fiber-matrix, and (d) a good adhesion in the fiber-matrix, physical or chemical treatment should also be performed, or combined with both. The fiber treatment mechanism can be categorized into two groups: (a) physical treatments to enhance the natural fibers' properties, including strength, modulus, and elongation; and (b) chemical treatments aimed at improving the interfacial properties of the fiber-matrix and the durability of the fiber of cement composites [42]. A lower interface could reduce the efficiency of stress transfer from the matrix to the fiber. The aim of the treatments is to enhance interfacial adhesion and compatibility with the polymer matrix. This is because the natural fibers consist of the hydroxyl groups of cellulose, hemicellulose, and lignin, and are also strongly hydrophilic [43–46].
3.1. Physical treatment
Physical treatments involve stretching, calendar therapy, corona and thermal, plasma treatments, yarn creation, etc. Physical treatments alter the structural and surface characteristics and thus affect the mechanical interaction of polymers. The chemical composition of fibers is not greatly affected by physical treatment. This means that a greater mechanical bond between the fiber and the matrix usually enhances the interface [47]. The natural fibers are spun into threads to further refine into preforms for the yarning process. Ideally, the yarn should be twistless in structural composites, so that all of the fiber suits the yarn axis in full [48]. In practice, fibers in the twistless yarn are not quite ideal because of the tightness and torque balance between the flax fiber body and the thin wrapping filament, as the fiber body follows a very tortuous route. In order to provide the yarn strength needed for yarn manipulation in composite manufacturing, a minimum twist must be used. This minimum twist is nevertheless considerable to the detriment of the final products' mechanical properties [49, 50]. With regard to Anbupalani et al (2020), the physical approach modifies the natural fiber surface, which is a shallow treatment of the cell wall's surface and does not impact the natural fiber's hygroscopic properties [51]. Although physical therapy enhances resilience, elongation and modulation, extended physical therapy definitely damages the fiber. However, the chemicals deal with the fiber-matrix interfacial properties [52].
In most short fiber yarns, yarn twist is however primarily responsible for causing fiber to be bonded to a stronger yarn by friction. The rotation is therefore essential to provide a minimum coherence between fibers; without this it is not possible to create a short fiber yarn with a significant tensile strength. This consistency depends on the frictional forces caused by lateral pressure between fibers due to the tensile stress applications along the yarn axis [53]. The strength of textile and tissue fibers depends directly, according to Lawrence, on the strength of manufactured yarns made from natural fibers in particular [54]. The thickness, fiber finesse, fiber strength, twist amount, evenness, fiber variations, fiber length and geometry, fiber finish, process combination, process drawing and the method of spinning are more factors that have contributed to this thread. Figure 4 shows the different types of yarns using the spinning method [55]. The simplest continuous fiber strand twisted together is a basic ply yarn. The plied yarn is then known as a twisted yarn or a folded yarn. They produce a two-ply or two-fold yarn if two single yarns are twisted together. It is a multi-ply yarn if there are more than two single yarns involved.
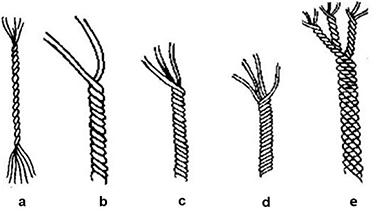
Figure 4. (a) Simple ply yarn, (b) double ply yarn, (c) three ply yarn, (d) four ply yarn and (e) simple cord yarn.
Download figure:
Standard image High-resolution imageA yarn arrangement must be made before twisting to achieve a high degree of yarn regularity to ensure fewer variance properties of the yarn. Two strategies can be used: (a) the method of combing the long fibers (figure 5(a)) eliminates part of short and tangled fibers, and (b) the draw-up method (figure 5(b)), which streaks down fibers and decides that the number of fibers within the defined limits is well advanced through a set of rollers in a cross-section filament [56, 57]. Figure 6 shows the difference between the carded yarn and combed yarn [58]. The properties of the composites are also influenced by the linear density of the yarn fiber. Initially, the twist level increase causes the yarn strength of the natural fiber to increase [49, 59]. Higher twisting affects the penetration level of the matrix toward the fibers. As the twist amount increases, fibers become more compressed and restrict the resin penetrating into the yarn. It thus induces a wettability effect, which can eventually lead to problems with water absorption, voids and fiber–fiber interaction. Pan (1993) also suggests that fiber-to-fiber spacing is so small with high package fractions, that stress transmitted between the fiber and the matrix gradually becomes inefficient due to increased shear stress in all planes parallel to the fiber axes [60]. Figure 7 shows the yarning process of sugar palm fiber, which starts from the combing process until we obtain the 2500 tex fiber [61].

Figure 5. (a) Combing the natural fibres using fixed metal spike and (b) drafting process using a series of rollers.
Download figure:
Standard image High-resolution image
Figure 6. Difference between carded and combed yarn.
Download figure:
Standard image High-resolution image
Figure 7. Yarning process of sugar palm fiber. (a) Sugar palm tree, (b) bundle of sugar palm, (c) bundle of sugar palm fiber after combing, (d) yarning process and (e) sugar palm yarn fiber with 2500 tex.
Download figure:
Standard image High-resolution image3.2. Chemical treatment
According to Shalwan and Yousif (2013), the degree of interfacial adhesion between natural fibers and the matrix can improve chemical thermally and mechanically composite polymers, such as alkaline treatment, bleaching, acetylating, benzoylation, vinyl grafting, peroxide treatment and therapy of various coupling agents [62]. Comparing the chemical treatments listed, alkali treatment is the most common chemical treatment used; it is a low-cost and very effective surface treatment and improves mechanical natural fiber properties [63].
The effects of alkali treatment remove a certain extent of the exterior surface of the cell wall, which is hemicellulose, lignin, wax and oils. This provides rougher surfaces for enhanced fiber interlocking for matrix penetration and contact area between the fiber and the matrix [64]. After removal of part of the hemicellulose, the alkali treatment induces fibrillation. This is because untreated fibers are combined in a bundle. After treating the fiber, the packaged alignments of the fibers, through the breakdown of hemicellulose, were broken into smaller groups (fibrillation effect). Through this process, fiber bundles are rearranged into fibrils along the direction of tensile deformation and thus the tensile strength is increased [65]. Figure 8 shows the schematic mechanism of the untreated and treated natural fiber using alkaline treatment and the effect of alkaline treatment under optical microscope [66, 67].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 8. Schematic mechanism of the untreated and treated natural fiber using alkaline treatment.
Download figure:
Standard image High-resolution image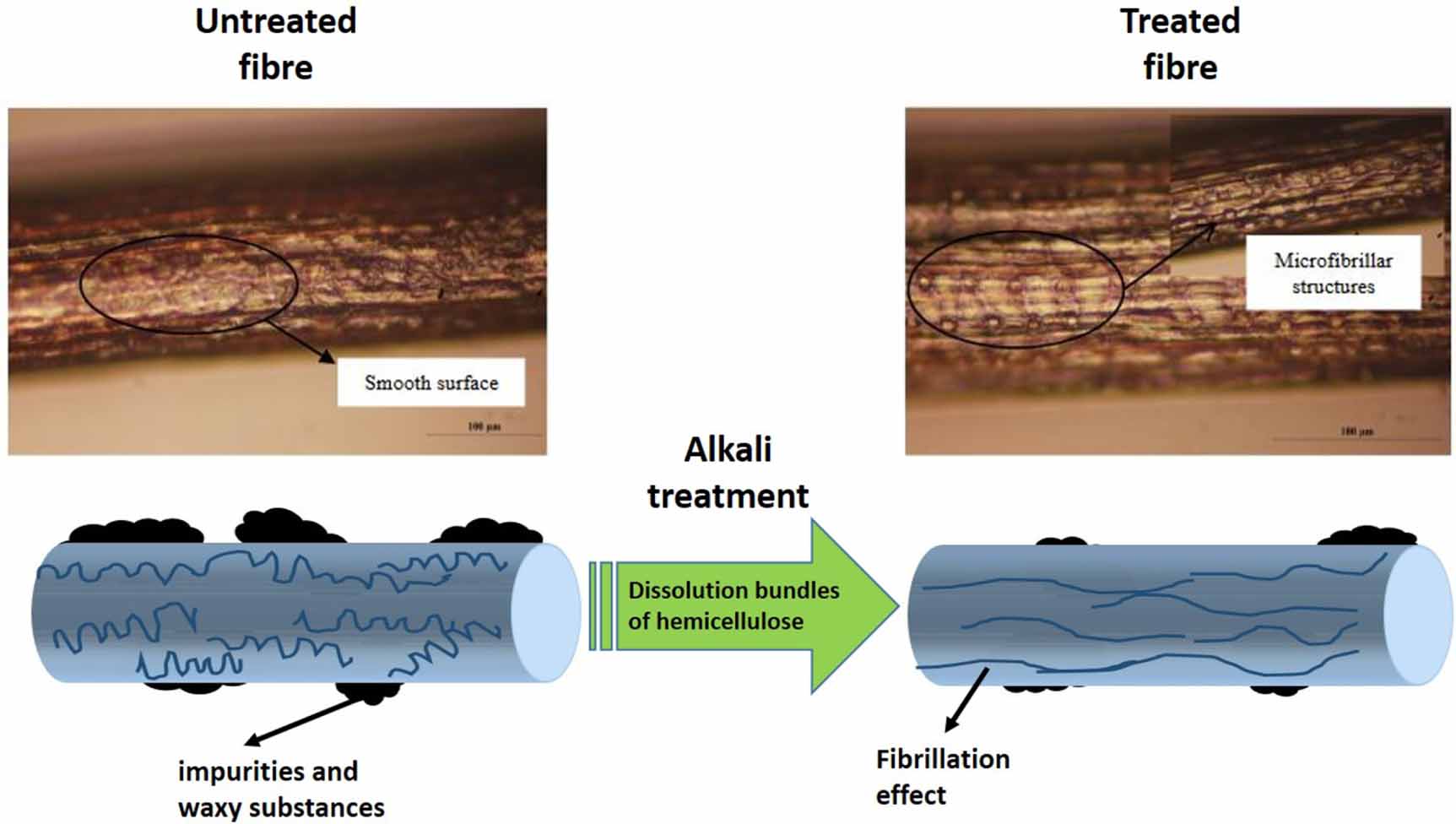{kind=link}
Natural fibers are usually made of large amounts of the polar and hydrophilic hydroxyl group. Most polymer matrices, by contrast, are hydrophobic. This polar existence contributes to high humidity sorption in composites of natural fiber, which leads to fiber swelling and voids in the interphase of the fiber matrix. By alkaline treatment, the hydrogen bond is reduced by reacting with NaOH and eliminating the hydroxyl groups [68]. The hydroxyl groups are also involved in hydrogen bonding with the carboxyl groups, perhaps also with the fatty acids that are available on the fiber surface of natural fibers. Equation (1) shows a typical reaction of natural fiber with NaOH on how the hydroxyl groups were removed through the alkaline treatment, while equations (2) and (3) show the silane treatment of natural fiber [69]



Bachtiar et al (2008, 2009, 2010) studied the mechanical properties arising from the effects of different concentrations of NaOH on sugar palm reinforced epoxy composites. These fibers were treated with alkaline solution by soaking with 0.25 M and 0.5 M of NaOH under 1 h, 4 h and 8 h of soaking time, respectively. At 0.25 M NaOH solution with 1 h soaking time and 16.4% better than unprocessed fiber composites, the ultimate tensile resistance (49.87 MPa) was achieved. Under these conditions the tensile modulus (3.85 GPa) increased 13.6% from untreated composite fiber. Maximum flexural strength was reached, increasing by 24,41% on untreated fiber composite, at 0.25 M NaOH solution with 1 h of soaking time by 96.71 MPa. However, with a 4 h soaking time of 0.5 M NaOH solution, a maximum flexural modulus was reached, 96.71 MPa, improving 148% from unrefined composite fiber. The higher impact strength of treated sugar palm fiber was achieved at 0.5 M NaOH solution with 8 h soaking time by 60 J m−1 with 12.85% improvement from the untreated fiber composite. These characteristics may improve because the hydrophilic properties of sugar palm fibers are reduced after treatment with NaOH. The treatment was also thought to make it possible to link the sugar palm fiber and the epoxy matrix more closely [70–72].
Sugar palm fiber of 30 wt.% with fixed fiber size at 250 µm was mixed with thermoplastic polyurethane composites after treatment with different concentrations of NaOH (2%, 4% and 6%). The treated fiber gives a good tensile modulus of 440 MPa at 2% of NaOH concentration and tensile strain of 41.6% at 6% NaOH concentration. Nevertheless, the tensile strength of the composite fibers was less than that of the untreated fibers. After the procedure, the author concluded that NaOH deposits on the fiber surface decrease the tensile strength [73]. Luffa cylindrica fibers were pre-treated using optimal alkali solution with 5% of sodium hydroxide (NaOH) followed by individual treatments with potassium permanganate (0.5%), benzoyl peroxide (6%) and stearic acid (1%) in order to reduce the hydrophobic nature of Luffa cylindrica fibers. Thermal gravimetric analysis has discovered that, after the treatment process, most cellulose structures were based upon the highest thermal stability and the kinetic high activation energy of Luffa cylindrica modified fibers. The increase in the crystallinity index values following chemical treatment indicates that cellulose presence in fibers is improved, and the fact that all Luffa cylindrica modified fibers are more permissible when an optimal adhesion bond in polymer matrices has been established [74].
The alkaline treatment is done by submerging the fibers for 1 h in 4% and 6% of the alkaline solution. A high impact polystyrene mixture of 40 wt.% of the alkaline treated the sugar palm fiber. The second treatment was carried out via a sugar palm fiber compound mixture with high-impact polystyrene with 2% and 3% compatibility agent (MA-g-PS) using the same technique. Composites measured their tensile, durability, and impact properties and compared their values with untreated fiber. The maximum tensile strength (32.94 MPa) was achieved by 4% alkali treatment and no improvement was observed in the tensile modulus. Alkali treatment using 6% NaOH solution improved the flexural strength (38.99 MPa), flexural modulus (4.26 GPa) and impact strength (5.31 J m−2) of the composites as amount 12%, 19% and 34% respectively, whereas the compatibilizing agent treatment only showed an improvement in the impact strength by 6% and 16% improvement for 2% and 3%, respectively. After the alkaline treatment, the improvement of tensile, flexural and impact properties was influenced by the production of rough surface fiber, which offers good fiber-matrix adhesion and the removal of hemicellulose and the fiber-lignin portion, and is also the resistance of cellulose in the fibers. The fibrillating effect of fibers led to the breakdown of fibers into smaller individual fibers and to an increase in the surface exposed to polymer matrix in terms of tensile, bending and impact properties. The compatibilizing agent may also influence the impact strength associated with the chemical reaction of hydroxyl groups of fiber with the anhydride groups of the copolymer, which leads to an effective fiber-matrix interface adhesion [75, 76].
Many researchers have applied alkaline treatment in the surface modification of empty fruit bunches (EFBs) fiber composites [77–81]. Zawawi et al (2016) studied the effect of chemical treatment methods on the EFB fiber by using NaOH and acetic acid for the production of fiberboard. They concluded that EFB fibers treated with 0.4% of NaOH produced the ideal composite properties in the thickness swelling test. However, EFB fibers treated with acetic acid at the same concentration level resulted in boards with the better dimensional stability. In addition, they also reported that alkaline treatment exhibited higher fiber aspect ratio and less tensile strength compared to fibers treated with acid acetic [82]. Khalina et al (2017) observed that NaOH amounts used in the treatment of kenaf fiber for the production of yarn have a greater influence on the mechanical properties of the fiber where four concentration levels of kenaf fibers were treated with NaOH, namely 3%, 6%, 9%, and 12% prior to the fiber opening process. The tensile strength and modulus properties of the treated fibers improved significantly compared to untreated fibers, especially at the optimum level of 6% NaOH. Both untreated and treated kenaf fibers at 6% of NaOH were then added to the fiber opener. It was found that higher fiber diameters with improved surface morphology resulted from the treated kenaf fibers [83]. Table 2 shows a summary of a few recent treatments done by the researchers from 2015 to 2020.
Table 2. Summary of recent treatments of natural fiber reinforced biocomposites (2015–2020).
| Type of treatment | Natural fiber | Matrix | Method | Performance | References | |
|---|---|---|---|---|---|---|
| Thermal | Mechanical | |||||
| Physical treatments | Alfa fiber | Poly(lactic) acid | Calendaring | — | Composite material improved 34% of Young's modulus | [84] |
| Pineapple leaf fiber | Poly(lactic) acid | Plasma physical treatment | PLA/10% wt. S-PALF exhibited enhanced degree of crystallinity by 27% compared to virgin PLA | 10% wt. PALF/PLA displayed improved tensile modulus and yield strength by 60% and 6%, respectively | [85] | |
| Rice husk | Poly(lactic) acid | Plasma surface treatment | By the 30% mass of NF and the highest cooling rate of 40 °C min−1, the PLA/RH degree of crystallinity improved by four-fold | 30% mass RH/PLA exhibited improved flexural modulus from 3541 to 4615 MPa | [86] | |
| Rice husk | Poly(lactic) acid | Ozone surface treatment | Degree of crystallinity of 30% mass RH/PLA improved by 400% relative to untreated one | 30% mass RH/PLA exhibited improved flexural modulus from 3541 to 4747 MPa | ||
| Flax fiber | Thermoplastic polyolefin | Corona surface treatment | — | Surface treatment induces an increase in elongation by 14% whereas decrease in tensile strength and Young's modulus for about −14% and −21%, respectively | [87] | |
| Bamboo powder | Poly(lactic) acid | Electron beam irradiation | Electron beam irradiated 5 wt.% BP/PLA showed small improvement of thermal stability as compared to neat PLA by 1% | PLA/EBP 5 wt.% possessed lower tensile strength and modulus for about −1% and −11%, respectively | [88] | |
| Sugar palm yarn fiber | Unsaturated polyester | Yarning process | The increasing SPF decreased the thermal stability of the composite due to fiber–fiber interaction, by −13% | 50 wt.% fiber loading contributed to decrease in tensile strength by almost 17%, enhanced its tensile modulus by 10% | [53] | |
| Chemical treatments | Alfa fiber | Poly(lactic) acid | 0.4 M NaOH alkaline treatment | — | The tensile strength and Young's modulus of treated 20 wt.% fiber loading improved by 17% and 45%, respectively | [84] |
| Alfa fiber | Poly(lactic) acid | Xylanases enzymatic treatment | — | 1% xylanase-treated composite exhibited improvements in tensile strength and Young's modulus by 26.5% and 49.9%, accordingly | ||
| Alfa fiber | Poly(lactic) acid | Pectinases enzymatic treatment | — | |||
| Sugarcane bagasse fiber | Cardanol resin | 5% NaOH alkaline treatment | 15 wt.% bagasse fiber obtained maximum thermal stability, enhanced from 300 to 450 °C, by almost 50% | Treated 15 wt.% bagasse fiber exhibited improved neat polymer tensile and tensile modulus by 54% (from 28 MPa to 18.2 MPa) and 83% (from 2.2 GPa to 1.2 GPa), respectively | [89] | |
| Sugar palm fiber | Unsaturated polyester | Seawater treatment | — | Treated 15 cm SPF reinforced polyester composite exhibited higher tensile strength than the untreated one by 16%, with tensile modulus 30% lower | [90] | |
| Sisal fiber | Epoxy resin | 12% NaOH alkali treatment | Loss modulus of epoxy reinforced with 1 wt.% alkali-treated sisal fibers enhanced from 82 °C to 93 °C | Flexural stress of the epoxy filled 1 wt.% alkali-treated sisal fibers exhibited improvement, from 83 MPa to 110 MPa | [91] | |
| Jute and coir fibers | Poly(lactic) acid | 5% NaOH + KH560 alkali treatment | Combined treated jute-coir fibers reinforced PLA biocomposites had improved its thermal stability, which is 9.21% higher compared to pure PLA. | 40:60 fibre:PLA ratio has enhanced tensile strength and modulus by 116% and 67%, respectively | [92] | |
| Water hyacinth fibers | Bioepoxy resin | 5% solution of NaOH alkali treatment | Slightly same | WHF/epoxy exhibited enhanced tensile modulus, from 1868.9 MPa to 2105.8 MPa | [93] | |
| Water hyacinth fibers | Bioepoxy resin | 1% solution of (3-aminopropyl) triethoxysilane silane treatment | After silane treatment, WHFs start to decompose at 329.71 °C is the highest increasing around 12% comparing with raw WHFs | Tensile modulus and strength of WHF/epoxy improved, by 1.1% and 15.7%, respectively | ||
| Roselle fiber | Vinyl ester | 9% NaOH alkali treatment | Thermal stability of fiber/vinyl ester had improved 6% | Tensile strength of the composite improved by 33.3%, from 15 MPa to 20 MPa | [94] | |
| Roselle fiber | Vinyl ester | Silane treatment | No slight improvement | Improved tensile strength from 15 MPa to 25 MPa, 66.7% | ||
| Sugar palm fiber | Polyurethane | 6% NaOH alkali treatment | — | Tensile strength improved by 18% | [95] | |
| Sugar palm fiber | Polyurethane | 2% silane treatment | — | Tensile strength enhanced by 30% | ||
4. Conclusions and future perspective
The growing demand for natural fiber in the development of composites has grown rapidly due to cost-effectiveness, low density, biodegradability, renewability, and abundance in nature. Usually, Kevlar, carbon, spectra, glass fiber, aramid, carbon nanotube, and other non-renewable fiber reinforced composite materials dominate use in advanced composite structures. Nevertheless, the world is changing and green material is at the forefront due to the depletion of inorganic materials such as petroleum and other mineral sources. Hence, changing to biocomposite materials can fulfill the demands for sustainability in the transportation industry by shifting to renewable, recycled and lightweight materials, considering the requirements of each category of transport vehicles. Through the shifting of some of the heavier part materials with natural fiber composites of high performance properties can reduce transport weight, which then lowers the fuel consumption and CO2 emission. As a lignocellulosic fiber, natural fiber requires an improvement to make it compatible with the composite manufacturing process and final strength. The common problems due to its native properties are the lack of strong interfacial adhesion, low temperature degradation and poor moisture resistance, rendering it less desirable than synthetic fiber. The capacity of surface modification treatment to improve fiber surface properties has generated interest in employing natural fiber with composites. The aim of using natural fiber in composite materials can be carried out following a variety of treatment methods that can be applied, leading to the enhancement of interface bonding between the cellulose surface and matrix. A strong fiber-matrix interface is important, and fiber surface treatments can initially improve the interfacial adhesion between the fiber-matrix and enhance the good mechanical properties of polymer composites.
It can be seen that extensive research in the fields of natural/synthetic and natural/natural hybrid composites has been carried out. For natural/synthetic hybrid composites, because synthetic fibers have higher stiffness and strength, and higher thermal barrier characteristics than natural fibers, synergistic improvement properties are found via hybridization compared to natural fiber composites. From the hybridization of natural fibers, this could enhance the potential for use of natural fibers, especially as composite reinforcement depends largely on the increasing of regulation and its commercial characteristics, namely by creating standards for production and post-treatment. The evolution of our understanding regarding natural fibers will allow us to standardize the kind of fibers available on the market and permit designers to have higher levels of trust concerning mechanical and chemical properties. Material researchers themselves have a crucial role in relation to the release of accurate and fully characterized studies, allowing a robust increase in fundamental knowledge about natural fibers. Based on Carus et al (2015), the use of natural fibers is expected to increase significantly in the future as they are starting to enter other markets than just the automotive sector [96]. The production forecast scenarios for 2012–2020 show thata significant difference in the amount of natural fiber and wood-based polymer composites can be observed for this period. However, it can be argued that this fast development will not take place if there are no substantial political incentives to increase the bio-based share of the materials used especially in high-end products, mainly in automotive, sports equipment, marine and aerospace-sector products.
Acknowledgments
The authors wish to thank Universiti Pertahanan Nasional Malaysia and Universiti Putra Malaysia for the opportunity and technical support.