
Abstract
Metal cutting fluids (MCFs) under flood conditions do not meet the urgent needs of reducing carbon emission. Biolubricant-based minimum quantity lubrication (MQL) is an effective alternative to flood lubrication. However, pneumatic atomization MQL has poor atomization properties, which is detrimental to occupational health. Therefore, electrostatic atomization MQL requires preliminary exploratory studies. However, systematic reviews are lacking in terms of capturing the current research status and development direction of this technology. This study aims to provide a comprehensive review and critical assessment of the existing understanding of electrostatic atomization MQL. This research can be used by scientists to gain insights into the action mechanism, theoretical basis, machining performance, and development direction of this technology. First, the critical equipment, eco-friendly atomization media (biolubricants), and empowering mechanisms of electrostatic atomization MQL are presented. Second, the advanced lubrication and heat transfer mechanisms of biolubricants are revealed by quantitatively comparing MQL with MCF-based wet machining. Third, the distinctive wetting and infiltration mechanisms of electrostatic atomization MQL, combined with its unique empowering mechanism and atomization method, are compared with those of pneumatic atomization MQL. Previous experiments have shown that electrostatic atomization MQL can reduce tool wear by 42.4% in metal cutting and improve the machined surface Ra by 47% compared with pneumatic atomization MQL. Finally, future development directions, including the improvement of the coordination parameters and equipment integration aspects, are proposed.
Highlights
The electrostatic empowering mechanism of low-surface energy droplets is systematically revealed.
The performance of nano-biolubricants is addressed from a molecular structure perspective.
The dynamic behavior of atomization medium fragmentation and penetration is elaborated.
Processes, equipment, and systems for improving extreme interface friction are prospected.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 license. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
Abbreviations
| MCF | Metal cutting fluid |
| MQL | Minimum quantity lubrication |
| NMQL | Nano-biolubricant minimum quantity lubrication |
| ESL | Electrostatic spray lubrication |
| EAL | Electrostatic atomization lubrication |
| CES | Coaxial electrostatic spray |
| EMQL | Electrostatic minimum quantity lubrication |
| CMQL | Cryogenic minimum quantity lubrication |
| ND | Nano-diamond |
| –OH | Hydroxyl group |
| –COOH | Carboxyl group |
| SMD | Sauter mean diameter |
| CMR | Charge mass ratio |
| XPS | X-ray photoelectron spectroscopy |
| SEM | Scanning electron microscope |
| CoF | Coefficient of friction |
| OMC | Oil mist concentration |
| C=C | Carbon–carbon double bonds |
1. Introduction
Cutting fluid has been used for hundreds of years as an essential part of the machining industry, and its main functions are cooling, lubrication, cleaning, and rust prevention, etc [1, 2]. The selection of an appropriate lubrication process and cutting fluid in metal cutting can extend the tool life and improve machining efficiency and surface quality [3–9]. Therefore, the cutting fluid and its supply method play a crucial role in the machining of mechanical parts. Wet machining based on MCFs is the main lubrication method often used by the manufacturing industry to ensure machining accuracy and reduce tool wear. However, this lubrication method should be abandoned because of the environmental pollution, carbon emission, resource depletion, and similar challenges faced by humans today [10, 11], especially under the drastic evolution of the greenhouse effect [12–23].
Traditional MCFs in the manufacturing industry are composed of non-renewable mineral oils and scarce water, and these fluids are often supplemented with a range of additives to enhance lubrication, cooling, extreme pressure, and life. However, MCFs containing heterocyclic and polyaromatic rings and the derivation of endotoxins caused by bacterial growth jointly pose a significant risk to human health [24, 25]. Moreover, the production and discharge of cutting fluids cause serious ecological pollution. The wet cutting method also increases production cost, including the purchase cost of heavy MCFs, the disposal cost of wastewater, etc, with amounts far greater than the use cost of the tool [26–34].
In line with the abovementioned environmental and cost considerations, scientists and businesses have proposed dry cutting technology, near-dry technology, and other forms of clean cutting technologies to promote the green transformation of traditional manufacturing (table 1). Dry cutting refers to the selective discard of cutting fluid, with full consideration of workpiece surface machining accuracy and tool life [35–39]. It can completely eliminate the use of cutting fluid, thereby avoiding related cost, and even environmental stress. However, the absence of cutting fluid leads to the severe friction and heat buildup in the machining zone, resulting in higher demands on tools, workpiece materials, and process parameters. This phenomenon greatly limits the scope of application of dry cutting. Near-dry machining can be described as a method in between dry cutting and wet cutting [39–43]. In contrast to wet cutting, near-dry machining can reduce the cost of using cutting fluid and eliminate the disposal cost of waste fluid; in contrast to dry cutting, it can provide certain cooling and lubricating conditions to a cutting area. The two most representative technologies of near-dry machining are cryogenic machining and MQL.
Table 1. Assessment of lubrication cooling technology.
| References | Process | Media (common) | Lubrication/cooling | Cleaning | Sustainability | Total cost | Employed in the industry |
|---|---|---|---|---|---|---|---|
| [52, 59] | Dry | None | Worst | Worst | Best | General | Yes |
| [60, 61] | Wet | MCFs | General | Good | Worst | High | Widely |
| [36, 48] | Cryogenic | Cryogenic air/LN2/LCO2 | Excellent cooling performance | Good | Good | High | Yes |
| [62, 63] | MQL | Biolubricants | Excellent lubricating properties | Good | Good | General | Widely |
Note: Red indicates advantageous features; black indicates medium aspects; blue indicates disadvantageous features.
The cryogenic technique refers to the use of cryogenic media, such as air, liquid nitrogen, and liquid carbon dioxide, to ensure cooling during cutting [44], further suggesting an effective and improved high thermal environment in the cutting zone [45–50]. In MQL, a small amount (10–100 ml h−1) of cutting fluid is delivered to the cutting zone in the form of an atomization jet under the action of high-pressure air [51–53]. In contrast to wet machining, MQL has the characteristics of high pressure and low liquid amount; thus, not only is the use of cutting fluid reduced but the method's utilization is also improved [54–57]. Khan et al developed AISI 9310 by using biolubricant-based MQL and compared it with dry and wet cutting [58]. Their results showed that MQL can better reduce the chip–tool interface temperature compared with dry and wet cutting. Moreover, the tool flank wear can be greatly improved, promoting the reduction of surface roughness. Although MQL does not have the advantage of cryogenic machining in terms of improving the high thermal environment of cutting interfaces, it can improve interface friction, thereby enhancing machining performance. In addition, compared with cryogenic machining, MQL has lower requirements on supply devices, media storage, etc, and the storage and transportation costs of cryogenic media are much higher than the use cost of the MQL cutting fluid. These situations limit the large-scale industrial application of this technology.
The increasing importance of MQL can be clearly deduced from the number of annual publications since 2008. Figure 1 shows the increasing number of studies on MQL. After decades of development, MQL was able to derive a number of efficiency-enhancing processes (figure 2). At present, non-toxic, renewable, and degradable vegetable oil-based biolubricants are often used as atomization media when MQL is used by enterprises and research institutions [64–75]. Adding nanoparticles also appears to be the preferred option for improving machining performance [76–80].

Figure 1. Annual publications on dry, near-dry, and MQL machining since 2008. (Source: science citation index expanded SCI-expanded.)
Download figure:
Standard image High-resolution image
Figure 2. Development history of MQL.
Download figure:
Standard image High-resolution imageHowever, MQL with pneumatic atomization entails various problems [81–86]. First, high-pressure gas can easily cause the splashing and scattering of small droplets, increasing the presence of PM10 and PM2.5 in the environment. A PM10 > 5 mg m−3 and a PM2.5 > 0.5 mg m−3 both pose serious threats to the respiratory system of workers, causing allergies, pneumonia, and even cancer. Second, the surface energy of droplets gradually decreases, causing insufficient penetration, adsorption, and wetting properties of the jet. Third, the atomization effect of high-viscosity biolubricants is not ideal because it causes large particle sizes, uneven size distribution, and low surface activity, which jointly affect the film-forming performance in the cutting area. In addition to pneumatic atomization, ultrasonic atomization has been used in MQL (table 2). However, MQL with ultrasonic atomization cannot be applied in industrial practice due to the unsatisfactory atomization effect of high-viscosity media and the complicated liquid change and maintenance.
Table 2. Assessment of atomization mode in MQL.
| References | Way | Media (common) | Size distribution | Average size | Surface energy | Oil mist concentration | Operating costs | Employed in the industry |
|---|---|---|---|---|---|---|---|---|
| [97] | Pneumatic atomization | Biolubricant | Worst | Largest | Minimal and gradually decreasing | Worst | General | Widely |
| [94] | Electrostatic atomization | Biolubricant | Good | Small | Maximum and continuous empowerment | Best | High | Ongoing |
| [98] | Ultrasonic atomization | Water-based cutting fluids | Best | Smaller | General and gradually decreasing | General | Higher | No |
Note: Red indicates advantageous features; black indicates medium aspects; blue indicates disadvantageous features.
In view of the abovementioned effects of pneumatic atomization, such as posing a threat to human health and its inability to enhance atomize biolubricants, scholars have been inspired to investigate electrostatic atomization and spraying technology. In 1882, the Rayleigh limit was proposed, laying a theoretical foundation for the development of electrostatic atomization. Subsequently, the observation and analysis of electrostatic spray by Zeleny and Taylor and other researchers further promoted the development of electrostatic atomization technology. The discovery of electrostatic atomization is of great significance to promoting the technological progress of human society. As electrostatic spraying can produce droplets with smaller and more uniform particle sizes and has better deposition and coating properties under the action of an electric field, it has been widely used in nano-films [87], nano-capsules [88], fuel cell preparation, and other fields [89]. In addition, owing to the good adsorption of charged droplets, electrostatic spraying is also suitable for pesticide spraying in the agricultural field and desulfurization and dust removal in the industrial field [90, 91].
On the basis of the excellent atomization performance of electrostatic atomization, scientists have attempted to change the pneumatic atomization method in traditional MQL to electrostatic atomization as a means of solving the existing technical bottleneck. Reddy and Yang first were the first researchers to explore MQL machining under this new empowering atomization condition. By drilling SCM 440 steel, they found the performance of electrostatic atomization to be superior in reducing cutting forces by up to 23.1%, further improving surface quality by up to 25.3% compared with traditional MQL [92]. In 2013, Li et al, who have been engaged in MQL research, were the first scholars to develop an electrostatic atomization MQL device based on corona charging, and they were able to apply for a number of invention patents. Their device not only can modify the traditional MQL device by adding electrodes on the nozzle, but it also maintains the original MQL supply system; thus, their technology is called electrostatic atomization MQL [93]. Xu et al, who are experts in MQL, were the first ones to apply electrostatic atomization MQL to cutting experiments. Their experimental results showed that electrostatic atomization MQL is more competitive than pneumatic atomization MQL [94]. In the subsequent development, Dr Huang comprehensively compared electrostatic atomization MQL and pneumatic atomization MQL in his dissertation, including their atomization performance, processing environment, machining performance, influencing parameters, etc [95]. Furthermore, Dr Jia studied the molecular dynamic behavior of charged droplets and the particle size controllable model of the corona-charged electrostatic atomization MQL in his dissertation [96]. After years of development, the electrostatic atomization empowerment MQL has achieved relatively rich research results.
Although many studies have confirmed electrostatic atomization MQL as having more excellent effects than pneumatic atomization MQL in terms of atomization effect and machining performance, certain scientific and engineering issues need to be urgently solved (figure 3). More importantly, electrostatic atomization MQL has not been systematically reviewed. Therefore, capturing the research hotspots and trends of this technology is meaningful, although related research is difficult to accomplish.

Figure 3. Review narrative logic.
Download figure:
Standard image High-resolution imageAiming to fill the aforementioned gap, this study provides a critical overview of the current achievements and limitations of electrostatic atomization MQL for sustainable manufacturing. In this manner, scientists can gain a deeper understanding of the effective mechanisms of the technology, the development of the process specifications of the technology can be facilitated, and future trends in the technology can be explored. The narrative logic of this paper can be summarized as follows. Section 2 analyzes the critical equipment, empowering mechanism, and atomization medium of electrostatic atomization MQL. Section 3 reveals the film-forming and cooling mechanism of biolubricant droplets. Section 4 evaluates the superior processability and mechanisms of electrostatic atomization MQL in contrast to pneumatic atomization MQL. Section 5 gives the conclusion of the entire research and analyzes the current challenges and solutions for clean cutting.
2. Electrostatic atomization MQL
Electrostatic atomization MQL refers to: a small amount of atomization medium is electrostatically atomized into charged micro-droplets, which are transported to the cutting or grinding area for cooling and lubrication (figure 4) [99–101]. The sustainability of this process is reflected in the following aspects: (a) The non-toxic, biodegradable, and renewable atomization medium and the clean atomization method do not cause soil and water pollution. (b) The unique empowering mechanism of electrostatic atomization is not only conducive to improving machining quality but also minimizes the occupational health risk [102]. (c) The excellent lubrication and cooling properties of electrostatic atomization MQL not only reduces the purchase cost of cutting fluids but also decreases the use cost of tools by improving the tool wear [103].

Figure 4. Integrated system for electrostatic atomization machining.
Download figure:
Standard image High-resolution image2.1. Equipment and principles
Electrostatic atomization can be divided into three categories: EAL or ESL [92, 104], CES [105, 106], and EMQL [107, 108]. EAL or ESL is composed of a single syringe pump, electrostatic nozzle, and high-voltage electrodes, and the device is commonly used in electrostatic spraying [109]. CES refers to the process of breaking two incompatible liquids into tiny charged droplets under the action of electrostatic force, and the implementation device has one more liquid injection pump compared with the setup of EAL or ESL (figure 5(a)) [110–112].

Figure 5. Electrostatic atomization implementation device. (iii) is reproduced from [124], with permission from Elsevier.
Download figure:
Standard image High-resolution imageScientists have also proposed a multi-energy field coupled atomization approach to improve the efficiency of electrostatic atomization and maintain a good atomization effect. The technology is divided into two classifications: contact charging (figures 5(a)–(c)) and corona charging. The corona-type charge electrostatic atomization device is mainly used in existing applications. Currently, improvements made to the EMQL device are mainly focused on enhancing the structure of the charge nozzle [93, 113–121]. As shown in figures 5(i)–(v), the corona charging system is equipped with a corona discharge electrode at the nozzle, and when the electrode voltage exceeds a certain threshold, a corona discharge is generated around it [122, 123]. Figures 5(iv) and (v) show the magnetic field-enhanced corona discharge atomization device, in which a transverse magnetic field is applied to the corona zone for strengthening the charging performance [115].
The knowledge of magnetically enhanced electrostatic atomization has not been deeply excavated, which may be the next development trend. Compared with EAL/ESL, EMQL has a higher operability and safety factor and only needs to be modified slightly based on the configuration of the original equipment. However, its development model is not conducive to the improvement of the technology. Therefore, EMQL devices should be developed in terms of controllability, and the digital equipment, such as an intelligent follow-up equipment (figure 5(vi)) and an intelligent supply equipment (figure 5(vii)), should be developed because they differ from the conventional MQL device.
The liquid pumped into the capillary entails a series of oscillatory and non-oscillatory behaviors under surface tension and accelerating forces (e.g. gravity and/or electricity), commonly referred to as drip and jet modes [125]. In the case of non-charged capillary, the droplet descends under its own gravity; then, the pumping pressure, overcoming the surface tension and its viscous hysteresis, and the dropping pattern changes with it. If the capillary tube is applied with high-voltage static electricity, then the liquid inside the capillary tube will be charged by contact, positive and negative ions will appear inside the liquid, and an electric field will be formed between the capillary electrode and target electrode. If the capillary is applied with negative high-voltage static electricity, then negative ions and free electrons will be generated inside the liquid [126–128]. As shown in figure 6(a), under the electric field force, negative ions and free electrons inside the liquid move to the top of the liquid and form a potential gradient [129], consequently forming a charge concentration at the top. The liquid top initially reaches the Rayleigh limit (sub-Rayleigh limit) and starts to break up to form a Taylor cone [130–132]. The charged liquid is subjected to additional electric field forces, and their repulsive forces caused by homogeneous charges are distributed on the droplet surface. If the applied voltage is changed, then the capillary will produce different spray patterns under the coupling of these forces [128]. After coaxial injection, the inner fluid will be covered by outer fluid to form an encapsulated droplet due to the incompatibility of the inner and outer fluids (figure 6(a)) [105, 106]. Following the same principle as electrostatic atomization, the jet states of CES at different voltages vary: as the voltage increases, the jet mode changes from the dropping state to the stable cone jet state; as it further increases, the jet mode changes to swinging mode (figure 6(b)) [133]. The cone jet mode is more stable between the two modes, and it is even the most widely used mode in single-phase electrostatic atomization.
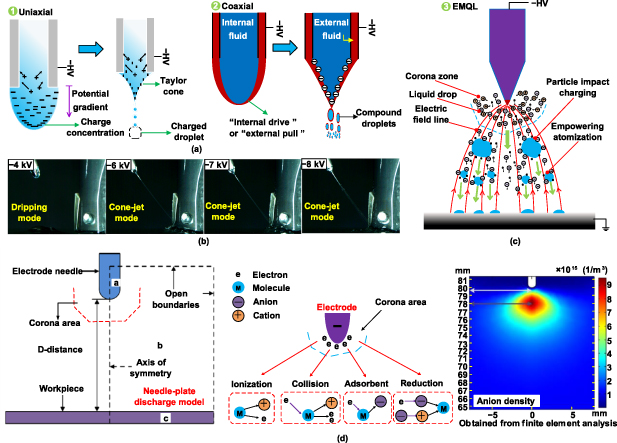
Figure 6. Electrostatic atomization empowerment mechanism. (b) is reproduced from [133], with permission from Springer Nature.
Download figure:
Standard image High-resolution imageCorona discharge is a local self-sustained discharge of a gaseous medium in an inhomogeneous electric field [126, 134]. As shown in figure 6(d), near the tip electrode with a small curvature radius, an electrode connected to a high-voltage electrostatic causes the tip to automatically discharge and generate an inhomogeneous electric field. The gas molecules are ionized when the local electric field strength exceeds the critical field strength. At this time, the electrostatic voltage can be expressed as Vs (equation (1)), and this process is also called a corona process

where Es is the electric field intensity at the tip (kV m−1), r is the radius of the electrode tip (m), and d is the needle–plate distance (m).
Suppose the electrode is connected to a negative high-voltage power supply, the four main effects are produced in the corona region, as illustrated in figure 6(d) [96, 135]. First, neutral gas molecules are ionized, and free electrons escape from the original orbital layer to produce cations and free electrons. Second, free electrons combine with gas molecules to form anions. Third, the free electrons generated by the electrodes hit the gas molecules at a high speed by the electric field force to form cations and additional electrons, a phenomenon known as the electron avalanche effect. Finally, as reduction reactions occur, free electrons combine with the cations. After determining the geometric model and boundary conditions of the needle–plate discharge (figure 6(d)), the scholar analyzed the particle density distribution via the finite element method under negative high-voltage electrical conditions. The negative ion density distribution is shown in figure 6(d). The ion density gradually weakens during diffusion towards the target pole, with the highest ion density in the corona region. The cations in the corona region are attracted to the negative electrode, whereas the anions and free electrons are repelled away from the electrode. The electrons and ions in the corona region move towards the target electrode under the action of electric field force and collide with the atomized droplets as they move and charge the droplets (figure 6(c)). If the power supply is a positive high voltage, then the movement of particles in the corona region will be reversed, with cations being repelled to the direction of the target electrode and free electrons and anions being absorbed by the electrode for reduction.
2.2. Eco-friendly atomization media
Traditional MCFs can be divided into two categories. The advantages and disadvantages of the two types of cutting fluids are described in table 3. With the development of human society and the growing public awareness of environmental issues, the pollution caused by mineral-based oils must also be fundamentally reversed. Non-toxic, renewable, and degradable vegetable oils have become popular choices among many people. Vegetable oil-based cutting fluid is easily decomposed into eco-friendly substances by microorganisms or enzymes, and the associated decomposed substances do not cause safety problems to existing water and soil resources, thus ensuring environmental sustainability [36]. Vegetable oil reduces oil mist in the air during processing, MQL itself atomizes biolubricants into oil mist, and the amount of used vegetable oil is also reduced. In this method, not only does the technology minimize the occupational health risk, but it also ensures the cleanliness of the processing environment. As far as the current global carbon neutralization strategy is concerned, the biolubricants of the vegetable oil series undoubtedly play a driving role. First, raw material resources are renewable, and the growth process of the raw materials absorb carbon dioxide emitted by the industry and release oxygen. Second, the raw materials are transformed into carbide vegetable oil for industry use. Finally, the waste vegetable oil is decomposed into carbon dioxide, hydrogen, and biomass. The carbon cycle in this process forms a closed loop. For mineral oil-based products, the carbon cycle is open, which increases the planet's greenhouse effect.
Table 3. Assessment of atomization mode in MQL.
| Cutting fluids | Advantages | Disadvantages |
|---|---|---|
| Water-based emulsions | 1. Excellent heat transfer performance | 1. Environmental issues and healthy issues |
| 2. Highly available | 2. Strong corrosive | |
| 3. Cheap | 3. Poor lubrication | |
| Mineral oils based MCFs | 1. Good lubrication and rust prevention | 1. Ecological and health issues |
| 2. Mature technology | 2. Wastewater disposal cost issues | |
| 3. Chemically stable | 3. Extreme friction applications are difficult to perform |
The vast majority of biolubricants currently used in MQL are various vegetable oils (e.g. soybean oil, peanut oil, palm oil, castor oil, etc) and their series of esterified products [36]. Vegetable oils are mainly composed of triglycerides and a small amount of free fatty acids. A single molecule of triglycerides includes three molecules of fatty acids, with varying molecular structures of different fatty acids. The molecular structure of fatty acids consists mainly of carbon chains and polar groups (hydroxyl group, carboxyl group, etc) [60], and the polar groups are highly adsorptive, facilitating the film formation of biolubricants. However, the presence of carbon–carbon double bonds (C=C) bend the fatty acid molecules, which is detrimental to the film formation stability of biolubricants (figure 7(b)) [136]. Fatty acids containing C=C are called unsaturated fatty acids, whereas those that do not contain C=C are called saturated fatty acids. The types and amounts of fatty acids contained in different vegetable oils also vary, indicating different machining properties. Reeves et al established an analytical model (equation (2)) for fatty acid unsaturation by measuring the coefficients of friction (CoF) of eight different vegetable oils, comparing them with those of unsaturated vegetable oils [137]. Their results showed that the correlation index between the CoF and the degree of unsaturation was 0.830 (i.e. the greater the degree of fatty acid unsaturation, the greater the CoF). This finding has also been experimentally demonstrated by other scholars [138–143]


Figure 7. Physical and chemical properties of nano-biolubricants.
Download figure:
Standard image High-resolution imageIn addition to the special molecular structure, the viscosity of vegetable oil-based biolubricants is much higher than that of MCFs, which also gives them a higher load-bearing capacity in the cutting zone. However, the high viscosity is not conducive to effective heat transfer and heat dissipation, and it can cause a heat build-up in the cutting zone, subsequently affecting the surface quality [141].
Although biolubricants have excellent film-forming properties, the poor extreme pressure performance of vegetable oils can easily lead to lubricant film failure under complex and extreme operating conditions [68, 144–148]. For the grinding process of high-strength low thermal conductivity titanium and nickel-based alloys, the performance of biolubricants is greatly limited. The addition of nanoparticles is an effective approach for solving the abovementioned difficulties [149]. For example, Zhang et al found a negative phenomenon that included burning in the process of grinding nickel-based alloys with vegetable oil, and pure vegetable oil could not improve the grinding environment [150], but adding nanoparticles could solve the problem. Their comparative analysis showed that the CoF of pure vegetable oil increased by nearly 11.72% with respect to the wet grinding case, and CoF was reduced to 2.34% after adding nanoparticles [151]. The addition of nanoparticles can greatly improve the extreme pressure performance of pure vegetable oil, as nanoparticles reduce the degree of friction in the cutting zone, thus improving the heat dissipation performance. The nanoparticles often used in this scheme are carbon-based nanoparticles and metal oxides. Some scholars have divided the nanoparticles into spherical, laminar, and linear types according to shape (figure 7(a)). Nanoparticles have different effects in the cutting zone, e.g. spherical Al2O3 and nano-diamonds have excellent friction and wear reduction properties [152], carbon nanotubes (CNTs) have good heat transfer properties [150], and graphene (GR) has high thermal conductivity and high strength and stable Young's modulus [153]. However, price and performance are usually two parameters that are directly proportional to each other.
In addition to particle type, many factors should be considered when seeking optimal nano-biolubricants. Examples include the volume fraction, particle size, and dispersion of nanoparticles, etc. Wang et al measured cottonseed oil-based 0.5 wt% Al2O3 nanofluids and found their surface quality to be enhanced when milled with 45 steel [75]. Wang et al performed a grinding of nickel-based alloy 718 and found that palm oil-based nanofluid with 2.0 vol% of Al2O3 had better tribological properties [154]. Their findings reflect the complex action mechanism of nanofluids, indicating difficulties in determining the general action pattern of these materials. Li et al summarized the effect of different-sized nanoparticles by reviewing the extreme pressure and anti-wear properties of nano-additives and found small-particle nanoparticles to more likely enter the cutting zone [155]. Given the extremely strong adsorption between nanoparticles and their irregular movement in the biolubricant, which intensifies the agglomeration, the agglomerated nanoparticles tend to reduce the film formation and heat transfer performance of the nano-biolubricant, consequently deteriorating the processing quality; however, adding a dispersant is a common solution (figure 7(d)). Gao et al used different dispersants to disperse CNTs and conducted wear experiments; they were able to determine the best dispersant for producing nano-biolubricants with the best wear surface quality [156]. Mao et al found that dispersants could reduce the van der Waals force between nanoparticles and increase electrostatic repulsion, thereby achieving the effect of dispersion [157]. Among nanoparticles, the commonly used dispersants are inorganic electrolytes and surfactants. The dispersion stability of nanofluids has become a necessary part of NMQL. For instance, sodium lauryl sulfate is applied to the dispersion of Al2O3 and Ag nanoparticles [158]; two hours of ultrasonic vibration is performed for TiO2 nanofluids [159], sodium dodecyl benzene sulfonate is applied to the dispersion of Al2O3 nanoparticles [157], and span and polysorbate in 1:1 ration are applied to the dispersion of various nanoparticles [160]. Typically, to obtain a more stable suspension, scholars combine ultrasonic vibration with the addition of bioactive agents. Nevertheless, the precipitation problem still manifests when nanofluids are stored for a long time. Farzaneh et al used ethylene glycol/TiO2 and water/TiO2 to prepare nanofluids, and their results showed varying deposition cycles of different nanofluids (figure 7(c)) [161]. In addition to particle size, volume fraction, and dispersant, hybrid nanoparticles are often investigated to take advantage of the excellent properties of different morphological structures. For instance, scholars have obtained superior processing properties on MoS2/CNTs [162], Al2O3/SiC [163], and other combinations. The mixing of nanoparticles remains to be the current research hotspot [164–169]. Mixing nanoparticles with excellent lubrication performance and nanoparticles with excellent heat transfer performance can further improve the processing ability of nanoparticles. However, in the mixing of nanoparticles, the mixing ratio needs to be further considered.
Nanofluids whose base fluid is a biolubricant are usually called nano-biolubricants. Here, we emphasize that while nano-biolubricants belong to the classification of nanofluids, they are distinct from nanofluids that have been prepared by adding nanoparticles to other base fluids. When nanoparticles are added, they adsorb the surrounding biolubricant to form a fluid adsorption layer, and this fluid layer is extremely important for enhancing the heat transfer capability of nano-biolubricants. In addition, nanoparticles undergo random motion and Brownian motion in the fluid to accelerate the microscopic disturbance of the fluid (figure 7(e)).
3. Machining characteristics of biolubricants
Biolubricants are often used as atomizing media in MQL machining. Under MQL conditions, biolubricants are transported to the cutting zone in the form of microdroplets for cooling and lubrication. Compared with pneumatic atomization MQL, electrostatic atomization MQL changes the penetration behavior of the biolubricant in the cutting area, but it does not change the action mechanism of the biolubricant itself. In this section, we discuss the excellent processability and mechanisms of biolubricant-based MQL. We also demonstrate the use of trace amounts of biolubricants, especially nano-biolubricants incorporating nanoparticles, as a means of replacing wet-cutting with MCFs to a certain extent.
3.1. Excellent film formation and cooling mechanism
The application of biolubricants in MQL has become a development trend, especially since the unique film-forming mechanism of biolubricants allows for their lubricating performance in the cutting zone to be more advanced [170–174]. The main parameters used to measure the lubrication performance of the cutting zone are cutting force and CoF. Zhang et al analyzed friction force and CoF and found that these two parameters can accurately reflect the lubrication condition of the grinding zone. Then, they measured cutting force by grinding 45 steel and subsequently calculated the friction force and CoF. They found that the CoF of the biolubricants is lower than that of the liquid paraffin, and the value could be further reduced by adding nanoparticles. The CoF of the palm oil-based NMQL was comparable to that of flood (figure 8(a)) [151]. In addition, the MQL with the nano-biolubricant obtained lower cutting forces than MCFs for turning titanium alloy Ti-6Al-4V, and the machining performance of MQL with added nanoparticles was superior. However, the high nanoparticle concentration was detrimental to the lubrication of the cutting zone (figure 8(b)) [144].

Figure 8. Assessment of the lubrication performance and lubrication mechanism of nano-biolubricants. (a) is reproduced from [151], with permission from Elsevier. (b) is reproduced from [144], with permission from Elsevier.
Download figure:
Standard image High-resolution imageBiolubricants are delivered to the cutting zone in the form of oil mists. Compared with the approach for flood, the high-speed atomized droplets in MQL increase the penetration depth of the biolubricant. The excellent lubrication performance of the biolubricant can be explained by its own unique physicochemical properties [175, 176]. The polar groups in the biolubricant have strong adsorption properties in the cutting zone, and the droplets entering the cutting zone have strong physical and chemical adsorption with the tool and workpiece. With the formation of a biolubricant film, the friction conditions between the tool and workpiece and the tool and chip are both improved (figure 8(c)). Furthermore, the long-chain structure of fatty acids allows for a strong molecular cohesion within the biolubricant molecule, resulting in a stronger lubricating film. The presence of polar groups also increases the viscosity of the material (including the viscosity of the biolubricant), which also gives it a much higher load-bearing capacity in the cutting zone than MCFs. Clearly, poor flowability can reduce the penetration and wetting of droplets, which may be less conducive to heat transfer in the cutting zone [177, 178]. The addition of nanoparticles further enhances the viscosity of the biolubricant, further improving the lubrication performance [179–182]. More importantly, nanoparticles, especially the spherical nanoparticles, can act as bearing-like elements in the cutting zone, which significantly reduces the friction between interfaces. Zhang et al suggested that a weaker intermolecular shear strength of the layered nanoparticles in MoS2 also reduces friction in the cutting zone (figure 8(d)) [183]. Extreme pressure in the cutting zone extrudes nanoparticles into thin films to enhance extreme pressure properties of biolubricants [184].
The addition of a certain concentration of nanoparticles is helpful for lubrication. However, as the volume fraction of nanoparticles increases, the nanoparticles agglomerate due to the strong intermolecular cohesion. The agglomerated nanoparticles increase the contact angle of oil droplets; eventually, the viscosity of oil droplets will cease to increase (figure 9(a)) [150]. This phenomenon can be explained by the agglomeration of nanoparticles, causing a certain degree of sedimentation. Furthermore, a decreasing number of effectively active nanoparticles in the droplets is not conducive to machining. Different vegetable oil-based cutting fluids entail varying action mechanisms due to their different saturations and viscosities. Biolubricants with low saturation cause loose intermolecular arrangement due to the bending of molecular chains, causing the biofilm to have a weak point of force. In addition, high viscosity leads to the poor fluidity of the high-temperature cutting fluid, leading to heat accumulation and further affecting the processing performance (figure 9(b)).

Figure 9. (a) Properties of Al2O3–palm oil nano-biolubricants with different volume fractions. Reproduced from [150], with permission from Elsevier. (b) Microscopic action mechanism of biolubricants with different physicochemical properties.
Download figure:
Standard image High-resolution imageA previous study found that adding nanoparticles enhanced the heat transfer of biolubricants, but the milling temperature was still higher than that of the conventional flood [185]. This result is acceptable, as the heat transfer efficiency of a small amount of nano-biolubricants is less than that of MCFs (figure 10(a)). Bio-bone processing is important for the development of the medical industry, and the solution of the burn problem during the grinding of bio-bones is one of the technical bottlenecks. Owing to the excellent heat transfer lubrication performance of nanofluid jets, they have been applied to the grinding process of bio-bones. The experimental results showed that the temperature obtained by nanofluid jets could be reduced by 14.1%–33.3% compared with the ordinary spraying jet (figure 10(b)) [186]. Titanium alloys are commonly used in manufacturing aerospace structural parts, such as aircraft parts. Titanium alloys are classified as difficult-to-machine materials due to their high strength and low thermal conductivity, and improving the machinability of titanium alloys has become a current hot research topic. The lower temperatures obtained by the grinding of titanium alloys with biolubricants compared with dry grinding can be attributed to the excellent film-forming ability of biolubricants. Furthermore, the addition of GR can further reduce the grinding temperature by approximately 21.1% at a GR volume fraction of 0.1 wt.% compared with biolubricants. The aforementioned findings indicate the importance of nanoparticles in enhancing the machinability of difficult-to-machine materials [68]. In addition to temperature measurements, the heat distribution ratio in the cutting zone can reflect the heat transfer effect of the lubrication process. In the grinding of 45 steel, the R (the ratio of heat transferred into the workpiece to total heat generated caused by abrasive workpiece interactions) of the nano-biolubricant was close to that of the MCFs, which may be related to the excellent enhanced thermal properties of the nanoparticles [187]. Although the heat transfer effect of the nano-biolubricant is not as good as that of the flood, adding nanoparticles can enhance the heat transfer performance of the cutting zone to a certain extent. The findings were also demonstrated in the drilling of AISI 304 [188], the turning of AISI 9310 [58], and the grinding of cemented carbide [174].

Figure 10. Assessment of the heat transfer performance and enhanced heat transfer mechanism of nano-biolubricants. (b) is reproduced from [186], with permission from Elsevier.
Download figure:
Standard image High-resolution imageThe excellent lubrication properties of nano-biolubricants can reduce the degree of friction in the cutting zone, reducing the cutting zone temperature to a certain extent. In terms of heat transfer performance, the high viscosity and low specific heat of biolubricants are not conducive to heat transfer compared with the low viscosity and high specific heat of MCFs. However, the incorporation of nanoparticles with high heat transfer coefficients can greatly improve the heat transfer performance of biolubricants [189]. The main heat transfer mechanism of droplets in the cutting zone can be analyzed from two perspectives: viscous fluid mechanics and film boiling heat transfer. The thermal boundary layer includes a viscous sublayer and a turbulent layer, in which the turbulent layer plays a major role in the heat transfer. A thicker viscous bottom layer of the viscous nano-biolubricant may lead to the accumulation of heat, which can cause thermal damage to the workpiece. Reducing the thickness of the viscous bottom layer of small droplets with low viscosity is beneficial to heat transfer (figure 10(c)). Film boiling heat transfer exists in the nucleate boiling region, and the heat transfer coefficient increases rapidly with the increase in temperature. The heat transfer coefficient reaches the maximum value when it is at the critical heat flux density. If the surface temperature is extremely high, then it will cause the liquid film to boil and generate bubbles, further accelerating the transfer of heat. As shown in figure 10(d), the incorporation of nanoparticles leads to the formation of an adsorption layer around them, the presence of the adsorption layer reduces the thermal resistance to the heat transfer between nanofluid interiors, and the presence of nanoparticles accelerates microscopic perturbations within the biolubricant; these phenomena are all beneficial to the heat transfer within the nanofluid [190, 191]. In addition, nanoparticles inside the biolubricant will undergo irregular diffusion and Brownian motion, among others. The nanoparticles that are in contact with the workpiece absorb plenty of heat and will leave, thereafter enhancing the heat transfer between the workpiece and the nanofluid [192].
3.2. Machining performance assessment
Tool life has a significant impact on the economy and efficiency of the material removal machining, and flank wear is usually the main criterion used to judge the quality of the tool material [175, 193]. Machined surface integrity is the most important indicator of machinability, and it is the result of the combined effects of tribological and heat transfer properties during machining [59]. Aimed at meeting the practical needs of machining, these two parameters mentioned above can be used to evaluate the machining performance of the lubrication process.
Tool wear has a direct impact on cutting forces, cutting temperatures, and workpiece surface integrity during machining [144, 194]. Reducing tool wear can effectively improve machining efficiency, reduce machining costs, and improve machining quality [195, 196]. Through the experimental analysis of cutting AISI4140, Hadad and Sadeghi demonstrated that the cutting performance of MQL machining is better than that of dry and wet machining, especially since MQL provides additional benefits by reducing the cutting force, thereafter improving the chip–tool interaction while maintaining the sharpness of the cutting edges and lowering the machining temperatures. The different cutting fluids and the different methods of conveying them jointly cause variations in the machining effects of wet cutting and MQL. Previous results showed that MQL with biolubricants has more advantages than wet cutting with MCFs [197]. Khan et al explored the machining performance of biolubricant-based MQL turning, and their results showed that tool wear under the MQL condition is less than those of wet and dry machining (figure 11(a)) [58]. Effective temperature control with MQL by vegetable oil almost reduced the growth of groove wear on the main cutting edge and auxiliary cutting edges. The excellent lubricating properties of the biolubricant and MQL jet can be attributed to the reduced deep grooving, which is of great significance in extending the tool life.

Figure 11. Assessment of the excellent performance of nano-biolubricants in reducing tool wear. (a) is reproduced from [58], with permission from Elsevier. (b) is reproduced from [198], with permission from Elsevier.
Download figure:
Standard image High-resolution imageIbrahim et al observed tool wear in the turning of AISI D3 steel under different lubrication conditions. The use of nano-biolubricant MQL resulted in the lowest flank wear, which may be explained by the excellent anti-friction and anti-wear properties and the subsequent reduction of cutting forces [198]. Anand et al found that hybrid nanoparticles were more competitive in reducing tool wear in the turning of M2 steel (figure 11(b)), and nano-biolubricants with hybrid nanoparticles were better in reducing abrasive and adhesive wear [194]. In addition, the beneficial effect of nanoparticles in terms of enhancing tool life was verified in the milling of difficult materials, such as titanium alloy Ti-6Al-4V [199], and the grinding of nickel-based alloy 718 [200–202]. In the traditional grinding process of nickel-based alloys, a large amount of MCFs is usually poured to ensure machining accuracy. This lubrication method not only disrupts the concept of sustainable manufacturing; it also lowers the effective utilization rate of the cutting fluid. The bulk of the cutting fluid can be blocked by the gas barrier around the high-speed grinding wheel and by the return flow. To change the processing method, Virdi et al used MQL to grind Inconel-718 and experimentally calculated the G-ratio of the grinding wheel [200]. G-ratio is defined as the amount of work material to be removed divided by the volume of the wheel wear. A high G-ratio indicates a low wheel wear rate. Their results showed that the G-ratio obtained by using MQL with nano-biolubricants is similar to that of wet grinding, and it is even better than wet grinding under high-pressure conditions, which is beneficial in two aspects (figure 12). The atomized microdroplets would also break through the gas barrier layer and reach the grinding zone under the drag of the airflow, thus improving the extreme friction environment in the deeper grinding zone to a certain extent. Cemented carbide grinding is prone to damage problems, such as grinding wheel grain loss, but improving the interfacial lubrication can improve wheel life to a certain extent. Less than 50.3% of wheel wear was obtained after grinding cemented carbide YG8 (tungsten steel alloy) with nano-biolubricants compared with biolubricants [174]. This result suggests that nanoparticles are more effective for machining under relatively extreme conditions.

Figure 12. G-ratio of grinding nickel-based alloys 718 under different lubrication conditions. Reproduced from [200], with permission from Springer Nature.
Download figure:
Standard image High-resolution imageA good surface finish can lead to excellent lubrication and cooling performance, and excellent surface quality is important for the serviceability and longevity of components [203]. From the environmental aspects and machining quality perspective, vegetable oil-based nano-biolubricants have been promoted in MQL. For example, Shabgard et al studied the machining quality of AISI 1045 for nano-biolubricant grinding [204]. As shown in figures 13(a) and (b), the excellent film-forming and heat transfer properties of the nano-biolubricant improve the surface quality of traditional wet grinding. Compared with wet grinding with MCFs, the Ra obtained by MQL with nano-biolubricants can be reduced by only 115.63%. Besides improving the grinding environment, nanoparticles also played a certain filling role on the uneven metal surface (figure 13(c)).

Figure 13. Surface quality when grinding AISI 1045 with different lubrication methods. Reproduced from [204], with permission from Springer Nature.
Download figure:
Standard image High-resolution imageGaurav et al explored the effect of the volume fraction of the nanoparticle MoS2 on surface roughness; the results are shown in figure 14(a). The surface roughness obtained by turning titanium alloy Ti-6Al-4V without any cooling lubrication is the largest, and the Ra obtained by nano-biolubricants with a volume fraction of 0.1% was reduced by 40.67% and 10.3% compared with dry grinding and the use of pure biolubricants, respectively [144]. MoS2 is a layered nanoparticle with weak intermolecular shear strength, and it acts as an enhanced lubricant in the cutting zone, improving the direct damage to the workpiece by the tool. As the volume fraction of nanoparticles increases, the surface quality gradually deteriorates due to the aggregation of nanoparticles, which impedes the flow of nanoparticles and causes local stress concentration and wear [157]. In the grinding of hardened 45 steel, the surface quality obtained with a small amount of nano-biolubricants is similar to that obtained with a large amount of MCFs (figure 14(b)) [183], and the machining quality of the biolubricant is lower when nanoparticles are not added. The findings about the ground surface of the nickel-based alloy 718 indicate that nano-biolubricants produce a smoother surface (figure 14(c)). Notably, the surface quality of machined surfaces obtained by different nanoparticles is non-identical, with the spherical nanoparticles Al2O3 obtaining a better surface quality. However, the literature is lacking in terms of guiding the selection of nanoparticles under different working conditions.

Figure 14. Assessment of the superior performance of nano-biolubricants in improving the integrity of machined surfaces. (b) is reproduced from [183], with permission from Elsevier. (c) is reproduced from [160], with permission from Elsevier. (d) is reproduced from [205], with permission from Elsevier.
Download figure:
Standard image High-resolution imageNanoparticles can effectively enter the grinding zone under the drag of airflow and are extruded into nanofilms under extreme pressure, as proved by the EDS and SEM analyses of a grinding zone of the EN 24 alloy steel [205]. The excellent machinability of nanoparticles was also demonstrated in the grinding of difficult-to-machine materials, such as nickel-based alloy 718 [206], AISI 202 [207], and CFRP [208]. Besides improving the machined surface integrity, nano-biolubricants also have a good effect on the control of residual stress on the machined surface [209, 210], which can be attributed to the excellent heat transfer performance.
3.3. Dialectical perspectives
The machining method of atomization and the excellent film-formation and heat transfer mechanism of nano-biolubricants enable MQL to achieve the same machining effect as wet cutting based on MCFs with only 5% of the lubricant. Although the application of biolubricants in MQL has been studied for decades, many scientific problems need to be solved urgently. For instance, with the recent development of electrostatic atomization MQL, scientists have also attempted to enhance the sustainable processability of MQL by changing the traditional pneumatic atomization method of MQL to electrostatic atomization. Regardless of the method (electrostatic atomization MQL or pneumatic atomization MQL), the technical bottlenecks of biolubricants as an atomization medium are the same. In this section, we separately analyze the current technical difficulties of biolubricants in MQL applications.
3.3.1. Scientific issues
3.3.1.1. Compatibility regulation under extreme friction conditions.
Under extreme parameter conditions (e.g. high-efficiency deep grinding, processing of difficult-to-machine materials, etc), the extreme pressure performance and thermo-oxidative stability of pure biolubricants are insufficient, causing the adsorption film in the cutting zone to fall off and the friction between the tool and workpiece to increase. Scientists have found that C=C, βH, among other parameters in biolubricants are the main reasons for the insufficient thermo-oxygen stability. Therefore, the thermo-oxidative stability of biolubricants can be improved via chemical modification.
The compatibility system of biolubricants has been hindering its application effect. Parameter thresholds, machining materials, and machining methods have different requirements for biolubricants and nanoparticles. Thus, the differentiation is a key consideration in exploring the effects of different physical and chemical properties on the machining performance. In this manner, the optimal formulation of nano-biolubricants under different working conditions can be explored.
3.3.1.2. Influence mechanism on cooling and lubrication.
The limitations of the lubricating and cooling coexistence of biolubricants are worthy of attention. Biolubricants with high viscosity are good for lubrication but not for heat transfer. Experiments have shown that using biolubricants can lower machining temperatures than flood. As temperature is the result of the combined effect of heat generation and heat dissipation, the excellent lubricating performance of a biolubricant can reduce the heat generation, which is the essence of the abovementioned experimental phenomenon. For machining results mainly affected by cooling properties, a low viscosity biolubricant is recommended.
Biolubricants with high degrees of unsaturation are not conducive to lubrication, whereas biolubricants with a large number of polar groups are beneficial to lubrication. Chemical properties can also impact the physical properties. A biolubricant with more polar groups has a higher viscosity. Interestingly, most current scientific studies found that the number of polar groups has a greater impact on lubricating performance. For the processing effect mainly affected by lubricating properties, a biolubricant with low saturation and a high number of polar groups is recommended.
Different nanoparticles vary in their machining results. If cooling performance is the main focus, then nanoparticles with excellent heat transfer performance (e.g. CNTs) may be selected. If lubricating performance is the main focus, then Al2O3, MoS2, etc with excellent lubricating performance may be chosen.
For working conditions that require high lubrication and cooling performance, such as the case of avoiding thermal damage and ensuring high surface quality during the machining of difficult-to-machine materials in aerospace, then improving the coexistence of biolubricants with cooling and lubrication is the key consideration. Mixed vegetable oils can be used to improve the coexistence problems of physical properties of biolubricants, but mixed nanoparticles can also achieve the same result. Surprisingly, hybrid nanoparticles have far greater machining effects because of the additional action mechanism between the hybrid nanoparticles. However, according to the reviewed literature, an optimal hybrid scheme is difficult to predict at present.
For nano-biolubricants, the concentration of nanoparticles is also critical, and increasing the concentration of nanoparticles to improve heat transfer performance is an effective approach. However, the agglomeration and entanglement of nanoparticles caused by extremely high concentration is not conducive to improving the quality of the processed surface. Therefore, how to improve the optimal concentration value is also a key point worth considering.
3.3.2. Engineering issues
3.3.2.1. Safety assessment.
Owing to the advanced action mechanism and excellent processing performance of nano-biolubricants, they have been used in certain fields of processing, especially in manufacturing precision parts. However, safety issues about the use of these atomized nano-aerosols should be addressed. Nanoparticles, such as TiO2 and SiO2, are inhaled by workers in the form of aerosols, which can seriously threaten human cell development and lung health. In addition, nanoparticles with high activity can cause their agglomeration in the base fluid, which is not conducive to lubrication. However, the active agent usually used in the existing solution can slow down the agglomeration of nanoparticles to a certain extent. Furthermore, most active agents are regarded as toxic. Therefore, a complete evaluation system for assessing the safety of nano-biolubricants during their use must be established. Although the addition of dispersants can improve the dispersion stability of nano-biolubricant suspensions, their dispersion stability cannot be guaranteed for a long time.
3.3.2.2. Database establishment.
Improving the thermo-oxidative stability of biolubricants is the original intention of chemical modification. However, the application of biolubricants is hindered by the geographic diversity of raw materials. The composition and content of fatty acids in different regions of the same raw material also vary. Therefore, an industrial database needs to be established to guide their production. In addition, the selection of nano-biolubricants under different working conditions should be considered. Nano-biolubricants with excellent lubrication, excellent cooling, and comprehensive performance are also used in different working conditions. However, economic analyses are lacking with respect to the use of biolubricants. These gaps indicate the need to construct a robust database to guide the material production.
4. Machining characteristics of electrostatic atomization
In terms of microscopic action mechanisms, the analysis of oil mist machining relies on the capillary hypothesis model. Obikawa et al found that droplets cannot directly enter the extremely small capillaries even if a droplet is smaller than the height of the capillary wall. In other words, the collision of the droplet with the capillary wall during movement is difficult to ensure, and droplets rarely have an ideal spherical shape [211]. For droplets with a low boiling point, they can be vaporized and evaporated into the capillary via shear flow. Although droplets cannot directly enter the capillary, the size of the droplet has an important influence on the machining process. Maruda et al obtained droplets of different sizes and distributions by controlling the airflow and nozzle distance. They analyzed the content of the main element (P) of the cutting fluid additive on the machined surface. According to their results, the smaller the droplet size, the more film elements formed on the machined surface (figure 15(a)) [212]. If only the particle size in the cutting zone is considered to have an effect on machining, then we can assume that the smaller the particle size, the better the machining. However, even the much smaller droplets are susceptible to air disturbance; they also reduce the deposition of oil mist, which is detrimental to machining, and increase the ambient OMC. Paradoxically, an increase in air pressure is beneficial for particle size reduction but not for small-particle size deposition [213–215]. This distinction implies the need for an optimum balance of atomization parameters for oil mist processing [216–219]. Atomization parameters are worthy of investigation, but whether the new atomization method of electrostatic atomization can improve the abovementioned contradictions, which may enhance the performance of oil mist machining, needs to be explored. In this section, we compare electrostatic atomization MQL with pneumatic atomization MQL in terms of atomization and machining. Hereafter, MQL means pneumatic atomization MQL.

Figure 15. Evaluation of the influence of atomization performance on penetration effect and assessment of electrostatic atomization characteristics. (b)–(d) are reproduced from [225], with permission from Elsevier.
Download figure:
Standard image High-resolution image4.1. Atomization mechanism and performance assessment
Atomization properties have a direct influence on the behavior of droplets, such as mass and heat transfer, spreading and wetting, and film formation characteristics, in the cutting zone [220]. Atomization performance evaluation relies on certain parameters, such as average droplet size and range of particle size distribution [221], with the smaller average particle size and particle size distribution indicating better atomization performance and favorable cooling. Lv et al used an EMQL device to atomize a cutting fluid and acquired images of droplets falling on silicon wafers via microscopy. They processed and analyzed the results in MATLAB, consequently obtaining the size distribution and average diameter of the droplets (figures 15(b) and (c)). Their results showed that the average droplet diameter at a charging voltage of −10 kV can be reduced by approximately 50.7% compared with the approach without charging, and the decrease in droplet diameter can be clearly observed in the optical images [97]. Furthermore, the droplet size distribution could be improved, with a significantly greater number and more concentrated distribution of small diameter droplets (figure 15(d)). In the same manner, Huang et al measured the SMD of droplets (i.e. the diameter of a sphere with the same volume and surface area ratio as the particles, which is used to estimate the average size of a given particle distribution [222, 223]). The SMD of the droplets obtained at a charging voltage of −12 kV was 34.3% smaller than that obtained by MQL [224]. This result indicates that the atomization quality of the EMQL is higher than that of the conventional air-assisted MQL.
The physicochemical properties of droplets also affect the behavior of droplets in the cutting zone and their cooling and lubricating effect [25]. Thus, the physicochemical properties of charged droplets should be investigated to be able to analyze the cooling and lubricating mechanism in the cutting zone. Huang et al measured the changes in physicochemical properties of droplets after charging and showed that the surface tension of charged droplets could be reduced compared with uncharged case regardless of voltage. The maximum change in viscosity was only 0.3%, and no significant change was observed in the spectra of the droplets before and after charging. Furthermore, only the physical properties of droplets were changed after charging [225].
The annular liquid film of an internally mixed nozzle with an applied electric field produces a characteristic Taylor cone, and that the density of the Taylor cone is greater as the voltage increases. The droplet's volume mean particle size can be obtained from the liquid film's thickness and transverse and longitudinal wavelengths for parametric controllability (equation (3)). This approach was previously verified via experiments and theoretical modeling by Jia [96] (figure 16)


Figure 16. Electrostatic atomization particle size controllable verification scheme.
Download figure:
Standard image High-resolution imagewhere D is the average droplet size (m), r0 is the nozzle exit radius (m), σ* is the liquid charge after the effective surface tension (N m−1), Sl is the annular liquid film windward area (m2), CD
is the traction coefficient, ρg is gas density (kg m−3), vr is the nozzle gas–liquid relative velocity (m s−1), ml is the nozzle exit liquid film mass (kg), vg is the nozzle exit gas initial velocity (m s−1), rg is the gas nucleus radius (m), and α is the annular liquid film gas content ( ).
).
The electrostatic atomization process is shown in figure 17. The surface of the charged droplets generated by electrostatic atomization is unstable, and it is more likely to be subject to secondary atomization [226]. Ideally, the droplet shape is spherical under surface tension γ, and the droplet produces a pressure difference P0 between the inner and outer surfaces. Under the charge condition, a repulsive force f is generated mutually by homogeneous electrons on the droplet surface, and it initially acts on the droplet surface to form an electrostatic expansion force and then weakens the surface tension [227]. Assuming that the radius of the droplet is R, then the atomization force model of the droplet during transport can be established (figure 17)


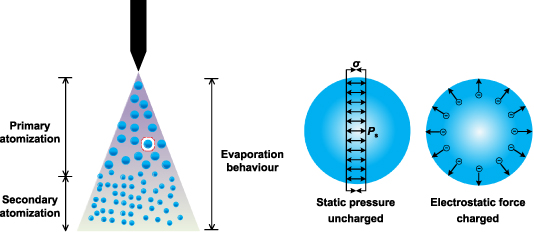
Figure 17. Electrostatic atomization process and force analysis of charged droplets.
Download figure:
Standard image High-resolution imageAccording to the Rayleigh limit, the charged droplet breaks automatically when P0 = Pe (γ = f), at which time the charge of the droplet is

where Q0 is also known as the critical charge (C), γ is the droplet surface tension (N m−1), R is the droplet radius (m), and  0 is the vacuum dielectric constant (F m−1). When the droplet charge is less than Q0, the droplet is in a stable state, but the surface tension of the droplet decreases, i.e.
0 is the vacuum dielectric constant (F m−1). When the droplet charge is less than Q0, the droplet is in a stable state, but the surface tension of the droplet decreases, i.e.

where γ and γ' are the surface tension before and after the droplet is charged, respectively. After deriving Young's equation, the contact angle between the droplet and workpiece surface can be expressed as

where γsv, γsl, and γvl are the surface tensions between solid–vapor, solid–liquid, and vapor–liquid phases, respectively. Equations (7) and (8) can theoretically explain the decrease in surface tension and contact angle of the droplets after charging.
In the electrostatic atomization process, the effect of electrostatic atomization depends to a large extent on the charge carried by the droplet. The parameter for characterizing the charge capacity of the droplet is the CMR, which is the ratio of the charge carried by the droplet to its mass, i.e.  [228]. A higher CMR means a higher charge per unit mass of the droplet. Furthermore, the higher the CMR of the liquid, the stronger the charging capacity of the droplet, the easier the reached critical CMR at the same voltage, and the faster the droplet breaks, and the better the liquid atomization. The CMR always changes during the atomization and transport process; however, a mathematical model for this change has not yet been developed.
[228]. A higher CMR means a higher charge per unit mass of the droplet. Furthermore, the higher the CMR of the liquid, the stronger the charging capacity of the droplet, the easier the reached critical CMR at the same voltage, and the faster the droplet breaks, and the better the liquid atomization. The CMR always changes during the atomization and transport process; however, a mathematical model for this change has not yet been developed.
The pattern of particle size distribution variation was determined in the experiments of Lv et al [229] (figure 18(a)). CMR can better explain the uniformity in the size distribution of electrostatic atomization droplets. In particular, the droplet breaks up when the surface charge reaches a critical charge of Q0, at which point the droplet's CMR is called the critical CMR. A mathematical model of the critical CMR of a droplet that considers the Weber number is given by Wang et al as follows:


Figure 18. Atomization characteristics at different parameters. Abbreviations: DW: deionized water; CO: castor oil; SO: sunflower oil; SONB: sunflower oil nano-biolubricant; DWNF: deionized water nanofluid; CONB: castor oil nano-biolubricant. (a) is reproduced from [229], with permission from Elsevier. (d) is reproduced from [224], with permission from Springer Nature. (f) and (e) are reproduced from [225], with permission from Elsevier.
Download figure:
Standard image High-resolution imagewhere η is the Rayleigh limiting factor, is the air dielectric constant (F m−1), γ0 is the initial surface tension (N m−1), ρg is the gas medium density (kg m−3), ρl is the liquid density (kg m−3), r is the droplet radius (m), Wec is the critical Weber number, v is the jet velocity (m s−1), t is the temperature (K), and α is the temperature coefficient [230]. Alternatively, a mathematical model of the critical CMR can be developed based on the abovementioned critical charge amounts

The factor that mainly influences the critical CMR is particle size, which affects it inversely. Thus, the greater the degree of droplet fragmentation after charging, the more difficult the droplet fragments, resulting in a concentrated distribution of droplet size. This scenario can explain why particle size does not decrease all the time.
The surface tension of the water-based nanofluid was much greater than that of the vegetable oil-based cutting fluid in the absence of charging, and the surface tension of both vegetable oil-based and water-based nanofluids decreased with increase in voltage. However, when the voltage reached −10 kV, the surface tension of the water-based nanofluid was less than that of the vegetable oil-based nanofluid, indicating that the water-based nanofluid has superior charging properties [229]. Cheng and Su studied the wettability angle of different cutting fluids under charged conditions, and their results showed that different cutting fluids exhibited different performance properties [231]. Within a certain range, the higher the voltage, the smaller the wetting angle of the fluids, and the electrical wetting performance of the cutting fluids added with nanoparticles increased, with the smallest wetting angle of the sunflower oil-based nanofluids among the measurement specimens (figure 18(b)). In the electrostatic atomization of biolubricants and GR nano-biolubricants, the obtained particle sizes differed from each other, and the particle size of cutting fluids with nanoparticles was smaller than that of oil-based cutting fluids [97]. By measuring the CMR, they concluded that the nano-biolubricant has a greater CMR, higher charge capacity, and higher CMR with the increase in volume fraction of the nanoparticles (figure 18(c)).
The variation of the abovementioned variables can be explained by analyzing the magnitude of the charging capacity of different cutting fluids. In the aforementioned experiments that used the EMQL apparatus, the main mode of droplet charging was corona ion collision charging. The mathematical modeling of droplet charging from the point of view of charging mode can be expressed as

where 0 is the space permittivity, r is the relative permittivity of the liquid (F m−1), d is the droplet diameter (m), E is the electric field strength (V m−1), t is the charge time (s), and τ is the time constant.

where K is the dielectric constant of the liquid, and ρΩ is the resistivity of the liquid (Ω·m). This mathematical model also shows that the magnitude of charging ability of the liquid is mainly related to its own physical properties, namely, the two main electrical properties of conductivity and dielectric constant [232]. The conductivity of water-based cutting fluids and the cutting fluids added with nanoparticles is greater than that of the biolubricants, which may be the main reason for the aforementioned results.
Huang et al measured the variation pattern of CMR of the LB-2000 biolubricant under different voltage, flow rate, and air pressure conditions by designing a device to measure CMR. Their results showed that CMR increased with the growth of voltage under all conditions [224, 225]. Given that the tested liquids were nonpolar and better insulating specimens, the droplets were less chargeable at the lower voltages, as verified also in the experiments of Wang et al, who concluded that the higher the conductivity, the greater the chargeability of the liquid [233]. Their results also showed that the CMR decreased with the increase in nozzle distance because the charge decay rate was higher under the long-range conditions [234], resulting in a lower charge of the droplet (figure 18(d)). The CMR increased with the rise in air pressure because of the smaller particle sizes and faster droplets produced at the high pressure [235, 236], further resulting in a relative increase in droplet surface charge density and a lower charge loss (figure 18(e)). Furthermore, the CMR decreased with the increased supply flow rate because of the larger particle size and the slower velocity of the droplets under the high flow rate conditions, which contrasts the case of the droplets with small particle size and fast velocity droplets (figure 18(f)). However, CMR does not always increase with a given variable, and the droplet breaks when it reaches a critical CMR, and then the CMR changes after breaking [237].
4.2. Film formation and cooling enhancement mechanism
The difference between electrostatic atomization and conventional MQL can be summarized in two aspects: atomization performance (deposition performance, droplet size, and distribution) and droplet performance (charged or uncharged conditions). The effect of atomization on lubrication and cooling performance is mainly related to droplet size. The smaller the droplet size produced by electrostatic atomization, the more likely it is to enter the cutting zone, resulting in a denser and more stable lubrication film. Furthermore, electrostatic atomization results in smaller and more uniformly distributed droplets with reduced air pressure; this scenario does not result in small droplets migrating outside the deposition zone by air pressure. Furthermore, the droplet charge increases the surface activity and decreases the surface tension [224], which greatly enhances the ability of the droplet to spread in the cutting zone (figure 19(a)). The high viscosity of the biolubricant and its high surface tension are not conducive to heat transfer and its spreading to the cutting zone, which can limit the use of biolubricants. Moreover, high temperature can reduce the thermal and oxygen stability of the biolubricant, leading to oil film failure and severe friction in the cutting zone. This scenario can be improved by the charged droplets. As the viscosity of the droplets only changes minimally after charging, it does not affect the lubricating properties of the cutting fluid. The charge performance of the biolubricant can be further enhanced by adding nanoparticles, and the enhancement of lubrication and cooling by electrostatic atomization of the nano-biolubricants is even more significant.

Figure 19. Electrostatic atomization wetting, infiltration and film formation enhancement mechanism.
Download figure:
Standard image High-resolution imageIn another case, Xu et al analyzed the dynamic model of capillary infiltration of cutting fluid as follows [238]:

where Fcap is the capillary driving force, Fp is the atmospheric pressure, Fvisco is the viscous resistance, r is the capillary radius (assumed to be 0.5 × 10−6 m), γ is the surface tension, η is the dynamic viscosity of the cutting fluid,  is the instantaneous speed of fluid penetration, and m is the cutting fluid penetration mass. On this basis, the capillary force coefficient can be defined as
is the instantaneous speed of fluid penetration, and m is the cutting fluid penetration mass. On this basis, the capillary force coefficient can be defined as  , which can be obtained by substituting it into equation (11)
, which can be obtained by substituting it into equation (11)

The penetration length of the cutting fluid in the capillary was calculated by equation (14), and the penetration length at −4 kV was 20.1% higher than that at 0 kV for  . As a result, the capillary permeability of the charged droplets was greatly enhanced, which is the main aspect of the enhancement mechanism (figure 19(a)).
. As a result, the capillary permeability of the charged droplets was greatly enhanced, which is the main aspect of the enhancement mechanism (figure 19(a)).
Huang et al conducted tribological tests of AISI 52100 steel, and their analysis showed that the wear interface in the XPS is related to the small size and large number of droplets produced by EMQL. The droplets carried a large amount of oxygen into the grinding zone, and oxygen ions from the corona zone entered the cutting zone with the airflow, causing the oxidation reaction in the grinding zone to be more intense [239]. A further analysis of the XPS images showed that the FeO at the tool–workpiece interface disappeared under conventional MQL conditions, but a more stable and lubricious Fe3O4 was formed [240, 241], and the content of Fe2O3 and metallic soap R–COOFe, R1–OFe both increased (figure 19(b)). Therefore, compared with conventional MQL, electrostatic atomization can form a relatively thicker and more stable oxide layer with better lubrication performance in the cutting zone, further reducing the friction in the cutting zone and enhancing the lubrication ability. At the same time, the electrostatic atomization presented excellent penetration performance.
Yang et al established the behavior probability of droplets generated by MQL of the conventional air-assisted spray in the grinding zone [192, 242]. By considering the three states of behavior, they found that bouncing and splashing droplets do not participate in effective heat transfer, and only when the droplets are spread can they be effective for heat transfer in the cutting zone [212]. The charge affected all three states of the droplet, and the adsorption properties of the droplet were enhanced after the charge, thereafter increasing the probability of spreading and decreasing the probability of bouncing. Furthermore, the droplet particle size was reduced, and the size distribution was more uniform, thus reducing the probability of droplet splashing. As discussed above, the probability of heat transfer behavior increases after droplet charging.
Cutting force responds to the machinability of the material and the stability of the system, and it plays a crucial role in the machining process, i.e. a higher cutting force means lower machinability. Figure 20(a) shows the reduction rates of cutting force when electrostatic atomization and MQL is compared with dry machining. Xu et al milled AISI-304 via EMQL at a charging voltage of −10 kV and showed that the cutting forces obtained via MQL and EMQL can be reduced by 12% and 32%, respectively, with respect to dry cutting [94]. When AISI-304 was turned at the charging voltage of −5 kV in EMQL, the cutting forces were reduced by 10.2% compared with that in MQL [243], but the cutting forces during dry cutting were less than both EMQL and conventional MQL. This scenario means that MQL and EMQL do not have a favorable effect in reducing the cutting forces during turning under certain working conditions. This finding is in accordance with the results obtained for turning 15-5PHSS, in which the cutting forces were reduced by 26.28% during dry cutting with respect to EMQL turning [244]. This phenomenon can be explained by the absence of any cooling and lubricating conditions. In particular, the high temperature generated by cutting caused thermal softening of the material, thereafter reducing the strength and hardness of the workpiece and decreasing the cutting force. By contrast, the better cooling effect of MQL and EMQL hardened the material in the machining area but exacerbated the friction between the tool and the workpiece, subsequently increasing the cutting force [245]. The normal and tangential grinding forces were reduced by 17.6% and 49%, respectively, for the EMQL grinding of Cr12 in contrast to MQL grinding. This finding indicates that EMQL has a significant effect on the reduction of grinding forces [238]. Reddy and Yang obtained 23.1% and 7.7% reduction in cutting force by using ESL and MQL, respectively, with respect to dry machining in the drilling of hardened steel SCM440 [92].
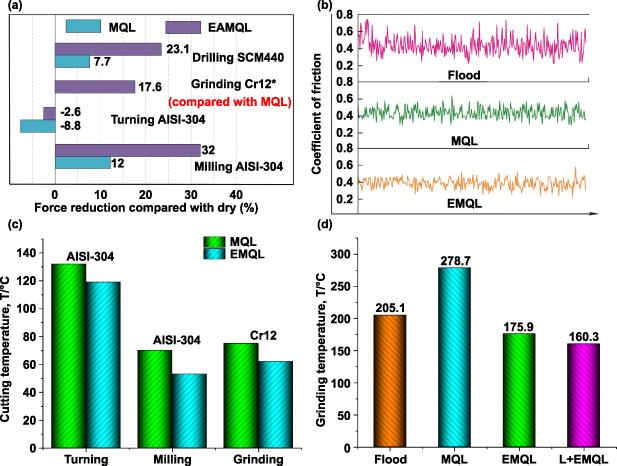
Figure 20. Assessment of the excellent performance of electrostatic atomization in improving lubrication and enhancing heat transfer. (d) is reproduced from [247], with permission from Elsevier.
Download figure:
Standard image High-resolution imageCoF is an important parameter for reflecting the lubrication condition between the tool and workpiece, and it is calculated from the tangential and normal forces measured during the machining process [205]. An 18% reduction of CoF by using the contact-charge ESL was obtained with respect to conventional MQL in frictional wear experiments that used a four-ball machine [225]. Compared with the CoF values of conventional MQL, those obtained by EMQL in the milling of AISI-304 and the grinding of Cr12, Ti-6Al-4V were reduced by 18% [239], 38.2% [246], and 14% [227]. The CoF obtained in the grinding of titanium alloys with soybean biolubricant via EMQL was lower than that of flood, which is a surprising result (figure 20(b)). In addition, the addition of lecithin resulted in a further reduction in friction in the grinding zone owing to the enhanced charging properties of the droplets and the excellent interfacial lubrication properties [247]. The excellent permeability and film-forming properties of the charged droplets reduced the friction strength of the tool–workpiece interface, and the excellent interfacial lubricity of the biolubricant enabled electrostatic atomization to perform better than flood in terms of tribological properties.
As shown in figure 20(c), compared with the findings for MQL machining, the temperature during EMQL machining can be reduced by approximately 10% for AISI-304 turning [243], by approximately 27% for milling [246], and by 21% during grinding of the mold steel Cr12 [238]. Compared with the machining temperature dry cutting, the machining temperature of MQL was lower owing to the small amount of cutting fluid required to enter the cutting zone, thus improving the heat dissipation in the cutting zone, and the presence of airflow increased the convective heat transfer. Jia et al considered different lubrication conditions to grind the high-temperature titanium alloy Ti-6Al-4V and found that the peak grinding temperature under the conventional flooding cooling condition was less than that under the MQL condition. This finding can be explained by vegetable oils having high viscosity and not exhibiting good heat transfer properties. Moreover, their experiment considered the lower air pressure condition, which weakened the convective heat transfer and reduced the cutting fluid entering the cutting zone, further resulting in the highest grinding temperature under the MQL condition [247]. For the cooling effect of EMQL, the charge nozzle could generate corona wind under the action of air pressure and electric field, thereafter accelerating the fluid rotation and heat transfer process by destroying the thermal conductivity boundary layer [248], further resulting in the lowest grinding temperature and the smallest heat flow distribution scale factor under the EMQL condition (figure 20(d)).
4.3. Machining performance assessment
EMQL at an applied voltage of −5 kV increased the milling tool life by approximately 77.8% and 60% compared under the dry machining lubrication and conventional MQL conditions, respectively [94]. De Bartolomeis et al was able to increase the tool life via EMQL over MQL by milling Inconel 718 at a cutting speed of 120 m min−1 by 72% [124]. Meanwhile, in the turning of AISI-304, the tool wear under MQL behaved similarly to the cutting force, with a slight increase in tool wear compared with that in dry machining, which may be explained by the increase in cutting force [243]. Compared with the findings for the pneumatic atomization MQL, a 100% reduction in tool wear was obtained when AISI-304 was milled via EMQL at +20 kV [239]. Su et al reported a 42.4% reduction in tool wear by using the EAL technology with respect to the conventional air-assisted MQL technology in the milling of titanium alloy Ti-6Al-4V [104]. In the grinding of Cr12, the EMQL implemented over a range of voltages had a higher G-ratio than MQL [238]. In the drilling of the hardened steel SCM-440, after drilling 1000 holes (40 mm in diameter) at a feed of 0.2 mm rev−1 by using an 8 mm-diameter drill bit, the wear of the drill bit via ESL and MQL was reduced by 34.6% and 19.2%, respectively, with respect to dry machining [92].
In contrast to the case of dry machining, an obviously improved tool wear at the flank surface was observed for EMQL in the milling of AISI-304 (figure 21(a)), but MQL did not show better performance. As illustrated in figure 21(b), various degrees of adhesive and abrasive wear appear under all lubrication conditions [243]. Under the dry cutting conditions, in the absence of the corresponding lubrication and cooling conditions, the tool is in direct contact with the workpiece, resulting in more serious abrasive wear. Furthermore, the heat generated in the cutting area cannot be dissipated and thus cannot accumulate, further leading to critical adhesive wear. MQL can deliver a certain volume of cutting fluid into the cutting area, enabling the cutting area to have certain lubrication and cooling. However, as the cutting fluid was poorly infiltrated, the wear situation could be described as similar to that of dry cutting. Lee et al used an airflow-assisted electrospray lubrication (AF-ESL) device to micro-grind the titanium alloy Ti-6Al-4V and found that it was not comparable to traditional MQL. This finding also indirectly shows that the lubrication method of electrostatic atomization is becoming more acceptable to researchers [249]. In their experiment, the grinding force ratio and abrasive wear were compared under different lubrication conditions (figure 21(c)). Their results showed that AF-ESL with a small oil mist flow is not as good as pure air lubrication with a high flow in terms of reducing the grinding force ratio. Besides, according to the SEM images, the wear situation after adding nanoparticles could be greatly improved, and the workpiece material adhered less, especially the larger-sized nanoparticles. The abrasive wear caused by the lack of lubrication can explain the fluctuation of the grinding force ratio in the later stage of air-lubricated machining.

Figure 21. Assessment of electrostatic atomization in improving tool wear. (c) is reproduced from [249], with permission from Elsevier.
Download figure:
Standard image High-resolution imageThe surface finish of workpieces is an important parameter for evaluating cooling and lubrication performance. Jia et al studied the grinding surface roughness by grinding the high-temperature nickel-based alloy GH4169. Their results showed that dry grinding can yield the largest workpiece surface Ra and RSm in contrast to the three other lubrication conditions [250]. This finding can be attributed to the lack of cooling and lubricating media in the dry grinding process and the direct contact between the grinding wheel and workpiece that generated a large amount of grinding heat in the grinding area. In addition, given the absence of a lubricating layer, the friction of the workpiece was more serious, resulting in a rougher surface of the workpiece. Although the conventional pneumatic MQL can provide a small amount of medium to the grinding area, the lubrication effect is not as good as flood due to unsatisfactory atomization and high surface tension of liquid droplets, among other factors. The best surface quality was obtained for EMQL, with a reduction of about 31.1% and 37.3% in Ra and RSm with respect to dry grinding, and 17.1% and 25% in Ra and RSm with respect to MQL, respectively. The surface morphology of the workpiece also showed that the machined surface has wider furrows and spalling and adhesion due to the lack of lubrication and cooling in dry machining. The machining quality of MQL was better compared with that of dry grinding, but it is not as good as the surface of flood machining, and EMQL produced a smoother surface [250]. Lv et al obtained a lower surface roughness for the EMQL-transported SiO2 water-based cutting fluid after milling AISI304 stainless steel, with a reduction in Ra of approximately 47% compared with that in MQL [229].
Lin et al analyzed the ground surface of 45 steel and observed from the surface morphology map that the surface machined via EMQL at a voltage of 4 kV was smoother than that via MQL, which is the same conclusion as that of grinding nickel-based alloys as mentioned above (figure 22(a)) [251]. The EDS plots of the machined surface were also analyzed, and their results showed that the content of C and Fe elements changed on the surface machined via EMQL, particularly a decrease in the content of C elements and an increase in the content of Fe elements. An analysis of the microstructure of the ground surface (0 μm) and the interior at a distance of 10 μm from the ground surface also revealed an increase in ferrite content and a decrease in pearlite (a mixture of ferrite and cementite) content of the surface machined via EMQL (figure 22(c)). At the same time, the microhardness showed a 7.3%–7.6% decrease in microhardness for the surface machined via EMQL compared with the surface machined via MQL, which is correlated with the metallographic content (figure 22(d)). This finding can be attributed to the positive voltage conditions, in which negatively charged vacancies migrate from the interior of the workpiece along the grain boundaries, dislocating to the surface and dragging the carbon atoms to the grain boundaries, finally taking the form of complexes (figure 22(b)) [252, 253]. This phenomenon also accelerates the diffusion of carbon atoms and reduces the content of cementite on the surface. Lin et al measured the power changes during the machining process under different lubrication conditions by milling aluminum alloys. During the machining process, the machining power of EMQL once reached the lowest level (figure 22(e)). In the final calculation of the milling specific energy, the results showed that the specific energy of EMQL is close to that of wet cutting but lower than that of MQL [254].

Figure 22. Assessment of electrostatic atomization in the enhancement of machined surface quality. Reproduced from [238], with permission from Elsevier.
Download figure:
Standard image High-resolution imageIn the milling of the stainless steel AISI 304, the machining performance obtained at −4 kV was better than that obtained at −2 kV [246]. However, when the voltage was in the range of −4 to −10 kV, the cutting force, tool wear, cutting temperature, and surface roughness obtained from the machining of EMQL deteriorated as the voltage increased, and EMQL achieved the best machining performance at −4 kV. Huang et al measured the variation of VBmax with respect to cutting length by turning AISI 304 under EMQL conditions at different charge voltages. The tool wear was less than −10 kV at the charge voltage of −5 kV [255]. In addition, Huang et al compared the machining effect of positive and negative voltages in the milling of AISI 304, and EMQL with positive and negative voltages both showed better machining performance compared with conventional MQL machining [239]. Under four voltages (5, 10, 15, and 20 kV), the tool life and the machined surface roughness of EMQL continued to improve with the enhancement of positive voltage. For the EMQL under positive voltage conditions, the literature [250, 256] gave the same conclusion. However, the cutting force, grinding ratio, grinding temperature, and Ra values of grinding Cr12 at 4 kV were lower than those at 3, 2, and 1 kV, but these values presented an inflection point at 5 kV.
In the frictional wear experiments of AISI 52100, the CoF and abrasion diameter obtained via EMQL under negative voltage conditions decreased with the increase in voltage at a certain voltage range, but an inflection point was observed when the voltage was extremely high (figures 23(a) and (b)) [225]. The wear surfaces via EMQL were better than those of the conventional MQL technology. When EMQL was used with a negative voltage, the adhesive wear and its abrasive wear on the wear surface were more serious with the increase in voltage, whereas positive voltage presented the opposite, and the anti-wear performance of the strong positive voltage was better than that of the weak negative voltage (figure 23(c)) [239].

Figure 23. Influence of electrostatic atomization field parameters on the integrity of the machined surface. Reproduced from [239], with permission from Springer Nature.
Download figure:
Standard image High-resolution imageThe abovementioned inflection point of EMQL machining performance can be interpreted in several ways. (a) After the voltage exceeds a certain threshold, the number of droplets entering the cutting zone decreases because the atomization cone angle is excessively large, causing more droplets to deviate from the delivery track. This scenario is not conducive to wetting the cutting area and even less conducive to reducing the concentration of oil mist, which is similar to the effect of excessive air pressure [214]. (b) As depicted by the capillary permeation model, we can deduce that, with the further enhancement of the voltage, the surface tension decreases to a small amount, and the value of the capillary force coefficient C is reduced, causing an inflection point in the permeation length of the droplet in the capillary (figure 24(a)) [238]. (c) According to Chen et al, a high electric field may increase the tendency of metal oxide to be reduced to metal [257]. Huang et al also found from their analysis of oxide content of the wear surface that the content of oxide film in the cutting zone decreases with the enhancement of negative voltage, and positive voltage exhibits an increase in oxide film content, which also verifies the excellent anti-wear performance of EMQL under positive voltage conditions (figure 24(b)) [239]. (d) Surface active substances (negative charges) have a plasticizing effect on the rheological behavior of metals [258], and the charges carried by lubricant droplets can adsorb on the tool and workpiece surfaces, reducing the strength and hardness of the tool and workpiece (i.e. Rehbinder effect). When the charge is low, it tends to adsorb on the workpiece with a lower work function, which facilitates the cutting of the workpiece. When the charge density is high, it tends to adsorb on a part of the tool, reducing the strength of the tool and increasing the adhesion of the workpiece material on the side, causing the tool wear to increase (figure 24(c)).
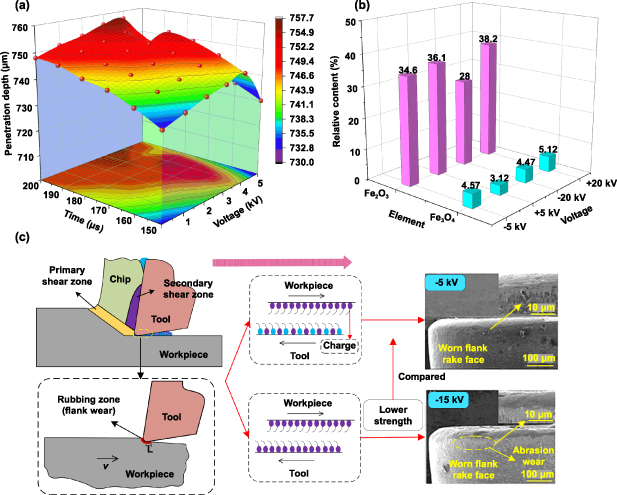
Figure 24. Influence mechanism of voltage on the behavior of droplets in the cutting zone. (c) is reproduced from [229], with permission from Elsevier.
Download figure:
Standard image High-resolution imageIn summary, the excellent atomization performance and empowerment mechanism of electrostatic atomization MQL allows this technology to improve the cutting and grinding performance compared with pneumatic atomization MQL. The specific input and output parameters are shown in table 4.
Table 4. Electrostatic atomization conditions and processing properties.
| References | Supply parameters | Lubricant | Workpiece | Output parameters (Compared with MQL) | ||||
|---|---|---|---|---|---|---|---|---|
| Flow rate (ml h−1) | Air pressure (MPa) | Voltage (kV) | Device | Atomization | Machining | |||
| [92] | 30 | 0.6 (MQL) | +5.5 | ESL | Soluble oil: water (1:3) | SCM 440 | CF:↓23.1% | |
| Ra:↓25.3% | ||||||||
| [104] | 30 | 0.6 (MQL) | −7.8 | EAL | LB-2000 vegetable oil | Ti-6Al-4V | VB:↓42.4% | |
| NW:↓26.9% | ||||||||
| [124] | 138 | 0.4 | +4 | EMQL | Vegetable oil | Inconel 718 | TL:↑72% | |
| Ra:↓14% | ||||||||
| [97] | 10 | 0.3 | −6 | EMQL | GPL oil-based nano-lubricant | AISI304 | ST:↓19.4% | CF:↓22.2% |
| CA:↓22.8% | TW:↓25% | |||||||
| AD:↓40.6% | Ra:↓12.6% | |||||||
| [224] | 10 | 0.3 | −7 | EMQL | LB-2000 vegetable oil | AISI 52100 | ST:↓13.8% | CoF:↓17% |
| CA:↓18% | ||||||||
| WSD:↓10% | ||||||||
| AD:↓24.2% | ||||||||
| [227] | 60 | 0.3 | +30 | EMQL | Soybean oil | Ti-6Al-4V | AD:↓29.6% | CF(Ft):↓30.1% |
| CoF:↓13.95% | ||||||||
| SGE:↓30.11% | ||||||||
| [229] | 20 | 0.3 | −4 | EMQL | SiO2 water-based nanofluids | AISI304 | ST:↓10.6% | CF:↓41.7% |
| CA:↓22.2% | Ra:↓47% | |||||||
| [238] | 50 | 0.4 | +4 | EMQL | Synthetic lubricant | Cr12 | ST:↓23.5% | CF(Ft):↓49% |
| GR:↑48.1% | ||||||||
| CA:↓14.9% | Ra:↓21.9% | |||||||
| CT:↓21.7% | ||||||||
| [239] | 10 | 0.3 | +20 | EMQL | LB-2000 vegetable oil | AISI304 | ST:↓69% | TL:↑100% |
| CA:↓25% | ||||||||
| Ra:↓36% | ||||||||
| AD:↓41.2% | ||||||||
| [94] | 5/10/20 | 0.3/0.4/0.5 | −5 | EMQL | LB-2000 vegetable oil | AISI304 | ST:↓10.3% | CF:↓6.8% |
| CA:↓10.8% | TL:↑60% | |||||||
| AD:↓20.6% | Ra:↓27.3% | |||||||
| [244] | 14 | 0.6 | +20 | EMQL | Soya-bean oil | 15-5PHSS | ||
| [246] | 20 | 0.3 | −4 | EMQL | Al2O3 water- based nanofluids | AISI304 | ST:↓7.3% | CF:↓23.1% |
| TW:↓38.2% | ||||||||
| CA:↓17.1% | ||||||||
| Ra:↓20% | ||||||||
| CT:↓27.4% | ||||||||
| [247] | 60 | 0.3 | +35 | EMQL | Soybean oil | Ti-6Al-4V | CT:↓36.9% | |
| GFR:↓14% | ||||||||
| [250] | 60 | 0.3 | +35 | EMQL | Soybean oil | GH4169 | AD:↓27.3% | Ra:↓16.6% |
| [251] | 50 | 0.4 | +4 | EMQL | Soluble oil: water (1:9) | C45 | ST:↓14.7% | CoF:↓37.9% |
| CT:↓12.1% | ||||||||
| CA:↓13.2% | Ra:↓25.8% | |||||||
| GR:↑20.6% | ||||||||
| [255] | 20 | 0.4 | −10 | EMQL | LB-2000 vegetable oil | AISI304 | VB:↓40% | |
| Ra:↓28.8% | ||||||||
| [256] | 14 | 0.5 | +20 | EMQL | Soya-bean oil | 15-5PHSS | AD:↓8.9% | TW:↓38% |
| Ra:↓18.9% | ||||||||
| [259] | 10 | 0.4 | −5 | EMQL | LB-2000 vegetable oil | AISI304 | ST:↓10.3% | VB:↓36.4% |
| CA:↓10.8% | Ra:↓39.3% | |||||||
| AD:↓20.5% | CF(Ft):↓32.5% | |||||||
| [260] | 50 | 0.6 | +60 | EMQL | Castor oil: soybean oil (1:2) | GH4169 | AD:↓35.4% | Ra:↓18.1% |
Abbreviations: ST: surface tension; CA: contact angle; AD: average diameter; CF: cutting force; TL: tool life; Ra: surface roughness; Ft: tangential force; GR: grinding ratio; CT: cutting temperature; CoF: coefficient of friction; SGE: specific grinding energy WSD: wear scar diameter; VB: flank wear; NW: nose wear; GFR: grinding force ratio.
4.4. Environmental quality assessment
The problem of oil mist dispersion of conventional air-assisted MQL has been reported by several scholars. Liu analyzed the generation and settling characteristics of cutting oil mist in air and tested the air quality of the cutting environment [261]. The OMC increased with the increase in lubricant dosage and air supply pressure during the normal CMQL. The value of PM2.5 and PM10 also increased. Tang analyzed the air quality during the milling of difficult-to-machine materials and showed that OMC is affected by milling speed, and the effect is more significant at low temperatures [262]. Tian studied the CMQL cutting environment and showed that using low pour point lubricants and high lubricant dosage and air supply pressure lead to a significant increase in OMC in the machining area, along with varying increases in the specific gravity of fine particle oil mist, thus increasing the risk of environmental oil mist-related hazards [263].
Deposition performance is an important index for evaluating the adsorption and deposition ability of atomized droplets in target areas, and it is an essential parameter affecting OMC. The deposition amounts of charged and non-charged atomization were measured by Wan using the EMQL device at different flow and air pressure conditions. In the charged case, the deposition amounts under all conditions were greater than those in the non-charged case (figure 25(a)) [264]. Shah et al collected droplets generated by devices on silicon wafers under different voltage conditions and analyzed them. The number of charged droplets deposited by the devices at 20 kV increased by approximately 183%, and the coverage area increased from 15.35% to 22.65% with respect to the case with the non-application of voltage [256]. Lv et al established an experimental platform to measure the adsorption and deposition characteristics of charged droplets in their simulation of EMQL processing. Their experimental results showed that the collection amount of the charged droplets was greater than that of the uncharged droplets on four collection plates, namely, front, top, back, and side (figure 25(b)). Moreover, the uncharged droplets could hardly adsorb on the sides and back parts, but the adsorption of droplets increased by approximately 50% and 55.2% after charging at −10 kV, respectively. This scenario also reflects the technical advantage of EMQL over the conventional air-assisted MQL [229].

Figure 25. Environmental quality assessment of electrostatic atomization manufacturing. Abbreviations: FR: flow rate; AP: air pressure; SS: spindle speed; CD: cutting depth. (b) is reproduced from [229], with permission from Elsevier. (d) is reproduced from [104], with permission from Springer Nature.
Download figure:
Standard image High-resolution imageLv et al also measured the OMC of PM2.5 and PM10 in a semi-enclosed milling machine at different voltages, flow rates, air pressures, spindle rotation speeds, and depths of cut, and they were able to demonstrate that the OMC of EMQL machining was lower than that of MQL machining under all of the abovementioned conditions [229]. After analyzing the deposition properties, the reason for the reduction in OMC could be explained: compared with the case of MQL, the tiny droplets floating in the air are easier to settle and adsorb when they are charged. Moreover, the minimum OMC values of PM10 = 0.9 mg m−3 and PM2.5 = 0.52 mg m−3 were obtained at the charge voltage of −4 kV, which is close to the standards set by the National Institute for Occupational Safety and Health (i.e. PM10 ⩽ 5 mg m−3 and PM2.5 ⩽ 0.5 mg m−3) [265]. In addition, the OMC at −4 kV increased with the increase in air pressure, flow rate, spindle rotation speed, and depth of cut (figure 25(c)) [229]. The effect of flow rate and air pressure on OMC is easy to understand: in the case of spindle rotation, speed increases the frequency of collision between the droplets and spindle, further increasing the degree of droplet splash. Additionally, with the increase in cutting depth, the cutting area heat rises, thereby accelerating the vaporization and condensation of the droplets in the cutting area, further increasing the concentration of the oil mist. Su et al compared the OMC under different working conditions and showed that the PM2.5 and PM10 concentrations could be reduced by 49% and 62.9%, respectively, during EAL machining compared with MQL [104], and the OMC values were higher during machining compared with that without machining, which is the same conclusion reached by Lv (figure 25(d)) [229]. In the case of EAL, the reduction in OMC can be explained as follows. First, the adsorption properties of the charged droplets increase after electrostatic atomization. Second, as gas pressure does not exist in the EAL system, the transport process of the droplets mainly relies on the electric field force and gravity, which increases the transport stability.
4.5. Dialectical perspectives
Electrostatic atomization-assisted MQL can improve the permeability and wettability of aerodynamically atomized droplets, leading to their improved performance in terms of lubricating and cooling performance. Moreover, the adsorption and controllability of charged droplets are strong, which improves the application environment of electrostatic atomization. This technology is relatively new and has not received enough attention and extensive research. In this section, we elaborate on the scientific and engineering aspects of the technology to provide guidance for future directions.
4.5.1. Scientific issues
4.5.1.1. Empowerment mechanism.
At present, the charging of tiny droplets (<10 μm) remains difficult, and the effect of electrostatic energization needs to be further strengthened. Under the action of the magnetic field, the trajectory of the free electrons changes eventually, and the free electrons generated by the magnetically enhanced electrostatic field undergoes Larmor motion, greatly increasing the collision probability between the droplet and free electrons, thereafter increasing the charge of the droplet (figure 26(a)). However, the theory of magneto-enhanced electrostatic field has not been substantially developed, and the modified model of the kinetic energy and trajectory of electrons under the magnetic field has not been revealed. In addition, the effect of electromagnetic field on viscosity has been proven by relevant experiments, but the relevant mechanism has not been investigated to explain this experimental phenomenon. Hypothetically, if this theory is applied to the direction of medium lubrication, then it may be considered another solution for improving the coexistence of cooling and lubrication. In addition, the microscopic penetration mechanism of charged droplets remains unexplained; in this study, we offer insights. The related mechanism of electroosmosis and electrowetting is applied to microscopic capillary channels in an attempt to understand the local electric field and the motion of charged particles for revealing the aforementioned mechanism (figure 26(d)).

Figure 26. Elaboration on the scientific issues of electrostatic atomization sustainable manufacturing. (c)(i) is reproduced from [214], with permission from Elsevier. (b)(ii) is reproduced from [266], with permission from Elsevier.
Download figure:
Standard image High-resolution image4.5.1.2. Multi-field coordinated regulation mechanism.
Atomization performance has an impact on machining performance; thus, accurately characterizing and predicting certain atomization performances are meaningful endeavors. However, the current research in this direction is rare. Only a single prediction model has been recommended for particle size, but its universality is weak, and the influence of certain parameters, including the magnetic field, has not been considered. In addition, a complete theoretical model is lacking for analyzing the particle size distribution, droplet morphology, and contact state between droplets and interfaces (figure 26(c)). The electrocaloric effect and electrostatic atomization can be coupled and applied. Clearly, the coordination parameters between the externally applied electric field of the electrocaloric effect and the electric field of electrostatic atomization need further exploration. Magnetic traction magnetic nanofluids usually require an external magnetic field, and whether the behavior mechanism of charged droplets in the cutting zone is affected by the second magnetic field remains to be explored (figure 26(b)). In conclusion, the regulation mechanism and strategy for using multiple energy field parameters need further research.
4.5.2. Engineering issues
4.5.2.1. Safety assessment.
The electrostatic atomization process requires the application of a high-voltage electrostatic field, and the safety issues caused by the ultra-high voltage cannot be ignored. In fact, although the output voltage is relatively high, the discharge current is much lower than the safe current, which can achieve safe production. In addition, the safety improvement of the nozzle can further improve the safety of the operation process. The stability and operability of the equipment are the main technical bottlenecks restricting the promotion of this technology, and the charging effects of the droplets vary under different voltage conditions. In actual production, implementing the process under a single voltage condition is not always possible, and appropriate atomization parameters should be selected according to different working conditions. However, regulating voltage and other atomization parameters by using the current electrostatic atomization equipment is still difficult, and adaptive regulation cannot be achieved.
4.5.2.2. Database establishment.
Currently, the coordinated control of parameters between the NC code of the machining center and the MQL equipment cannot be achieved unless the machine tool manufacturer considers this type of lubrication. The existing MQL implementation can be realized by using an independent specialized equipment. Furthermore, the coordinated control of nozzle position, atomization parameters, field parameters, nano-biolubricant parameters, and machining conditions (cutting speed, depth of cut, and other parameters) cannot be realized due to technical barriers. The cloud database provides a good solution. If a database of the concept of upper dimension can be established, then the machining information of the machine tool and the lubrication and cooling information can be interactively integrated and then executed in the feedback, which is a highly feasible solution.
4.5.2.3. Application assessment.
Future experimental schemes should focus on certain aspects. For example, different parameter optimization schemes can be used to seek the best matching values for parameters, such as voltage, flow, and air pressure. The atomization performance of different atomization media should also be explored. If a high-viscosity biolubricant can significantly reduce the contact angle under charged conditions, then the coexistence of improving the cooling–lubricating properties of biolubricants can be experimentally verified. The current experimental phenomena, such as the deterioration of processability caused by excessive voltage, are still not well explained. Furthermore, conclusions cannot be drawn by simply focusing on the angle of the atomization cone. If the phenomenon can be fundamentally explained, then the optimization of electric field parameters will be of great significance. Exploring the effect mechanism of different bioactive agents on electrostatic atomization processability is equally important, as this aspect can help to determine the best dispersant for nanoparticles.
5. Conclusions and prospects
5.1. Conclusions
Electrostatic atomization MQL with a unique empowering mechanism and an environmentally friendly atomizing medium with excellent film-formation and heat transfer properties can be used to improve tool–workpiece interface contact, thereby improving surface quality of machined parts and reducing tool wear. In industrial applications, the abovementioned significance lies in the possibility of increasing machining efficiency and reducing the cost of cutting fluid use and the tools. This perspective can help the traditional manufacturing industry to achieve ecological, economic, and social sustainable development while ensuring processing accuracy. In this study, we have provided a comprehensive overview of the achievements of electrostatic atomization machining in recent years, from which a preliminary understanding of the principles, key technologies, machining mechanisms, and challenges of this emerging technology can be gained. MQL empowered by electrostatic atomization still entails significant challenges for large-scale application, implying opportunities to pursue technological advancement. The reviewed literature collectively points to a certain degree of replacement of conventional MQL by electrostatic atomization, confirming this approach as a developmental necessity, thus allowing for the possible advancement of the technology. The conclusions drawn from this research can be summarized as follows:
- (a)Biolubricants are highly competitive under small-parameter machining conditions, and environmentally friendly and renewable approaches can contribute to global carbon reduction strategies. However, under extreme friction conditions, the insufficient stability and extreme pressure properties of biolubricants are not conducive to improving processing efficiency. Although the addition of nanoparticles can improve the abovementioned technical bottlenecks, problems related to cost, stability, and safety are still apparent for industrial application and promotion. However, the charged biolubricant has excellent performance in reducing the threat to the human body and improving the machining performance. The existing literature has proven that nano-biolubricants can be used as an excellent atomization medium for electrostatic atomization. Nevertheless, the dispersion stability of nanoparticles and the charging properties of biolubricants need to be considered in this process.
- (b)The current research has initially revealed the principle of electrostatic atomization empowerment, which is also based on different empowerment principles, and scholars have developed different atomization devices, but they are only limited to the improvement of the nozzle. Furthermore, electrostatic atomization machining performance is affected by voltage, physical properties of the atomization medium, and many other conditions. In practical industrial applications, how to meet the high-performance machining requirements by regulating the appropriate process parameters is still unknown. The issue can be addressed if scholars perform different experiments to derive a number of conclusions, especially since different atomization devices vary in their atomization effects even if the same charge voltage is applied, indicating differences in machining performance. Furthermore, according to the reviewed literature, the factors influencing the machining performance of electrostatic atomization cannot be determined by simply focusing on their respective weights. This issue should be addressed to be able to promote the further development of the technology.
- (c)Compared with the findings for conventional MQL, the charged droplets obtained by electrostatic atomization are more prone to multiple atomization during transport due to surface instability, resulting in a reduction in particle size by approximately 5.9%–47.8% and a reduction in surface tension and contact angle by approximately 3.4%–72.4%. The penetration, wetting, and film-forming properties of charged droplets can greatly enhance the frictional properties of the interface, such as a reduction in cutting forces by approximately 1.6%–41.7% and a reduction in machining temperatures by approximately 6.6%–36.9%. Subsequently, machining performance can be improved, such as a reduction in tool wear by approximately 9.5%–42.4% and a decrease in surface roughness Ra by approximately 4%–47%. Besides compensating for the lack of biolubricant performance in pneumatic atomization, electrostatic atomization can solve the problem of high OMC in conventional MQL. For instance, OMC can be reduced by approximately 6.2%–68.3% compared with conventional air-assisted MQL.
5.2. Prospects
The development of green lubrication processes has not stopped since the 1950s, and scientists have made great efforts to achieve green, low-carbon, and sustainable manufacturing, with considerable achievements. In particular, near-dry lubrication technologies, represented by cryogenic technology and MQL, have been promoted in practical industrial applications. In terms of advancing the MQL method, developing countries have made considerable contributions. For example, China, India, and Brazil, among other countries, have conducted extensive and in-depth research on trace lubrication and derivative technologies (data derived from Web of Science) [267]. The current research hotspots mainly focus on the following: optimization of atomization parameters [268–271], analysis of temperature field theory [272–275], oil mist action mechanism [276–279], material removal mechanism [280–283], ultrasonic atomization [284–287], enhancement technology represented by microtextured tools and ultrasonic vibration [288–291], and hybrid nanoparticles [292]. Electrostatic atomization-assisted MQL is the latest achievement in MQL derivative technology and should be given sufficient attention. However, the current difficulties in charging tiny droplets and the inevitable excessive consumption of electrical resources caused by high charging voltages have hindered the development and industrial dissemination of this technology in recent years, and magnetically enhanced electrostatic atomization is expected to be the solution. In addition, as human society progresses, high-performance materials (e.g. carbon fibers, nickel-based superalloys, additive materials, etc) have become widely used, and the green precision and ultra-precision manufacturing of high-performance materials is a key area. Future technologies may be explored in conjunction with the points presented in figure 27.
- (a)In addition to the electrostatic atomization and pneumatic atomization mentioned in this research, ultrasonic atomization is another frequently used approach for MQL. Notably, only the limitations of each atomization method hinder their diffusion. If electrostatic and pneumatic and ultrasonic atomization are integrated and the reliability of the device can be guaranteed, then the technology can be further improved in terms of processing performance. Currently, the experimental research and device development in this direction are rare. Cryogenic machining appears to have good prospects, especially for coupling cryogenic and MQL. However, the physical properties of cutting fluids (e.g. viscosity, flowability, etc) change under cryogenic and ultra-cryogenic conditions, and knowing how to widen the cryogenic domain as a means of maximizing the film forming effect of cutting fluids will likely be a future trend. In addition, the sealing and insulation of cryogenic gases and the integrated development of key devices are another research priority. The problem of oxidation of biolubricants in the cutting zone under non-cryogenic temperature conditions limits its promotion. High-temperature and extreme pressure conditions in the cutting zone can easily destroy the thermal and oxygen stability of biolubricants, which can lead to film formation failure, thereafter increasing friction and deteriorating the machining quality. Researchers have proposed chemical modifications and oil blends to solve these problems. Chemical modifications have a great potential for development, and the commonly used methods are epoxidation, esterification, hydrogenation, and transgenation, which essentially entail the enhancement of thermal and oxygen stability of biolubricants via chemical modification [293–295].
- (b)In addition to green lubrication technology, other processes such as ultrasonic vibration [296] and the use of texture tools and plasma jets can improve the quality of machined surfaces, and coupling multi-process machining seems to be a good idea [297–303]. Under the condition of ultrasonic vibration, microdroplets can improve the capillary wetting performance. However, a complete quantitative evaluation of the wetting performance of MQL assisted by ultrasonic vibration, including the impact mechanism of droplet breakage at the vibration interface and capillary waves on the spreading area of the lubricating medium, needs to be conducted. Textured tools not only reduce the tool–chip contact area and provide microchannels for the lubricating medium, but they also affect the hydrodynamic behavior of the lubricating medium. The experiments have shown that textured cutters can enhance the load-carrying capacity of lubricating media, but the synergistic lubricating behaviors of non-uniform wettability surfaces and biomimetic microtextured surfaces need to be further revealed. Apart from the aforementioned prospects for process improvement, the development of key equipment is still far from ideal. To solve the problems of adaptive nozzle regulation and atomization parameterization, controllable and intelligent supply equipment should be explored. Besides, the establishment of a process parameter database is crucial for the coupling of processes, regulating the process parameters, and improving the economics of the processing.

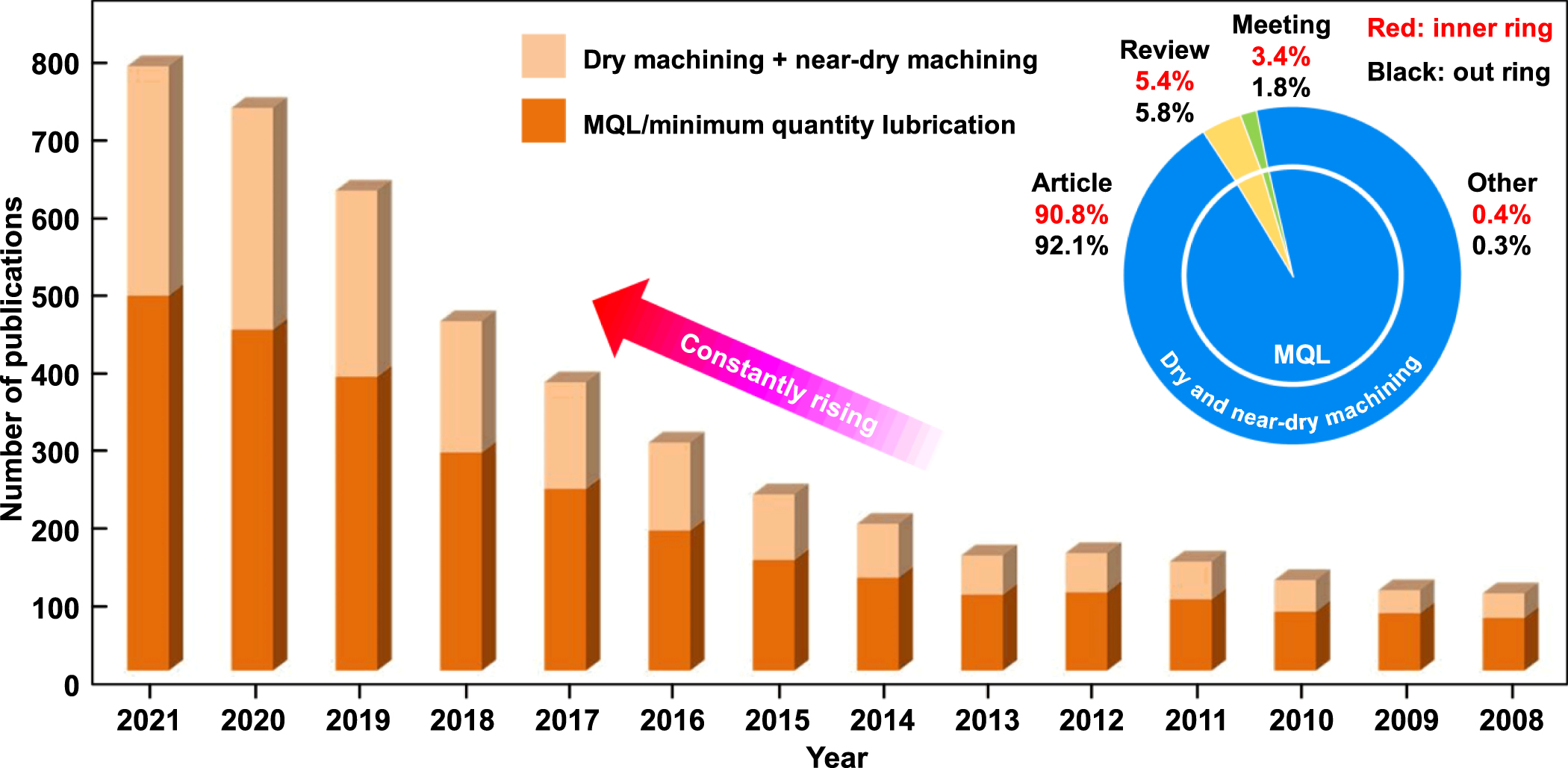{kind=link}
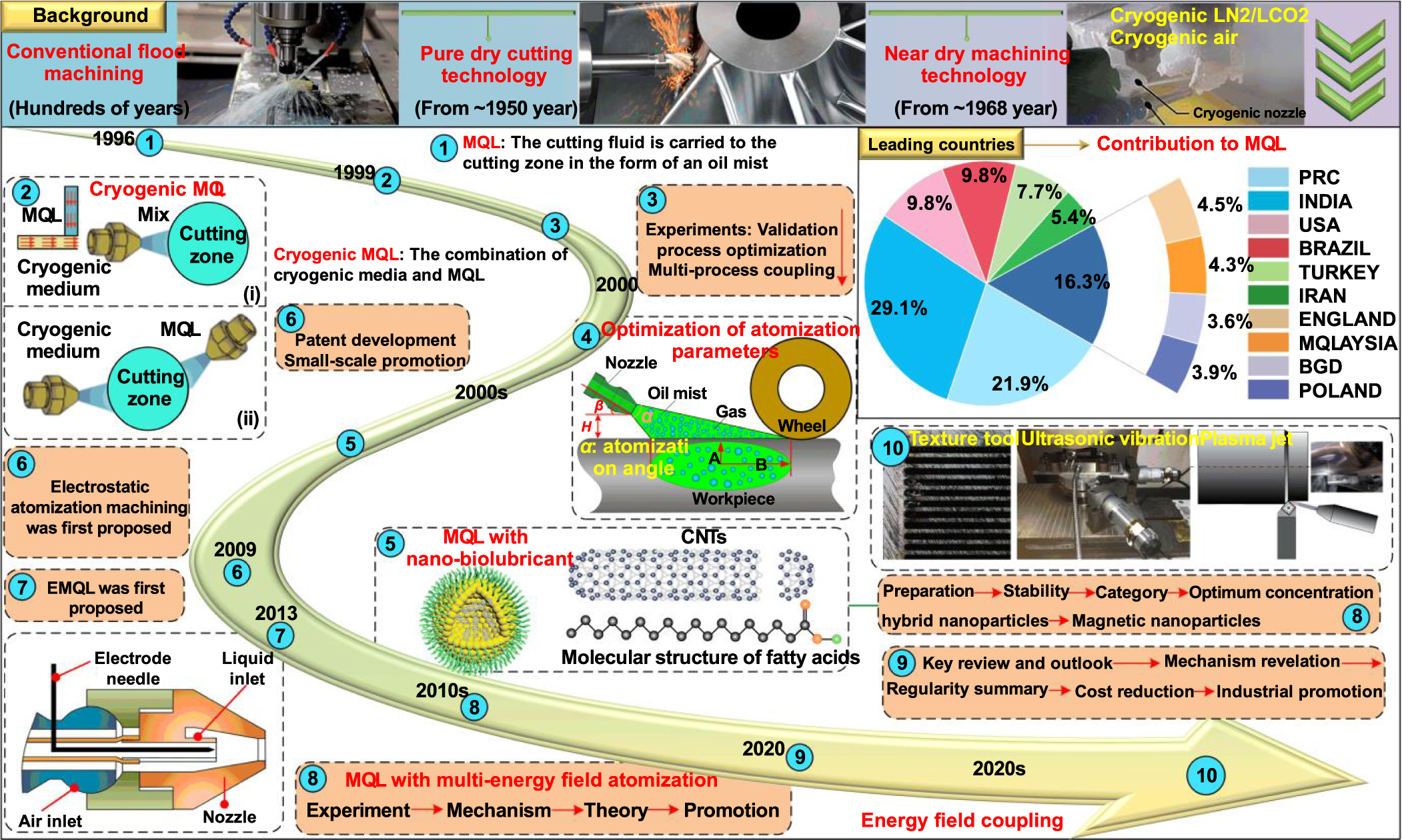{kind=link}
{kind=link}
{kind=link}
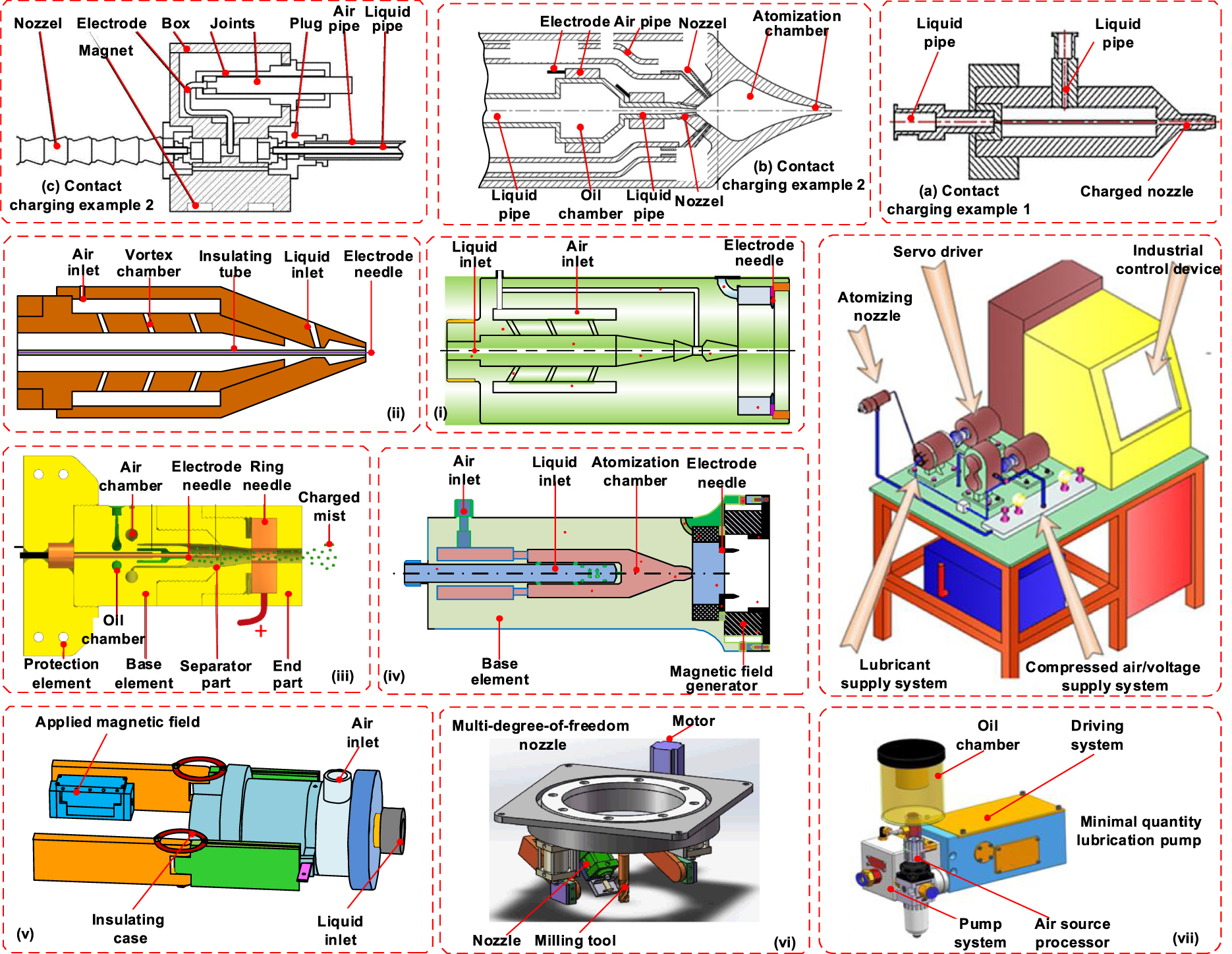{kind=link}
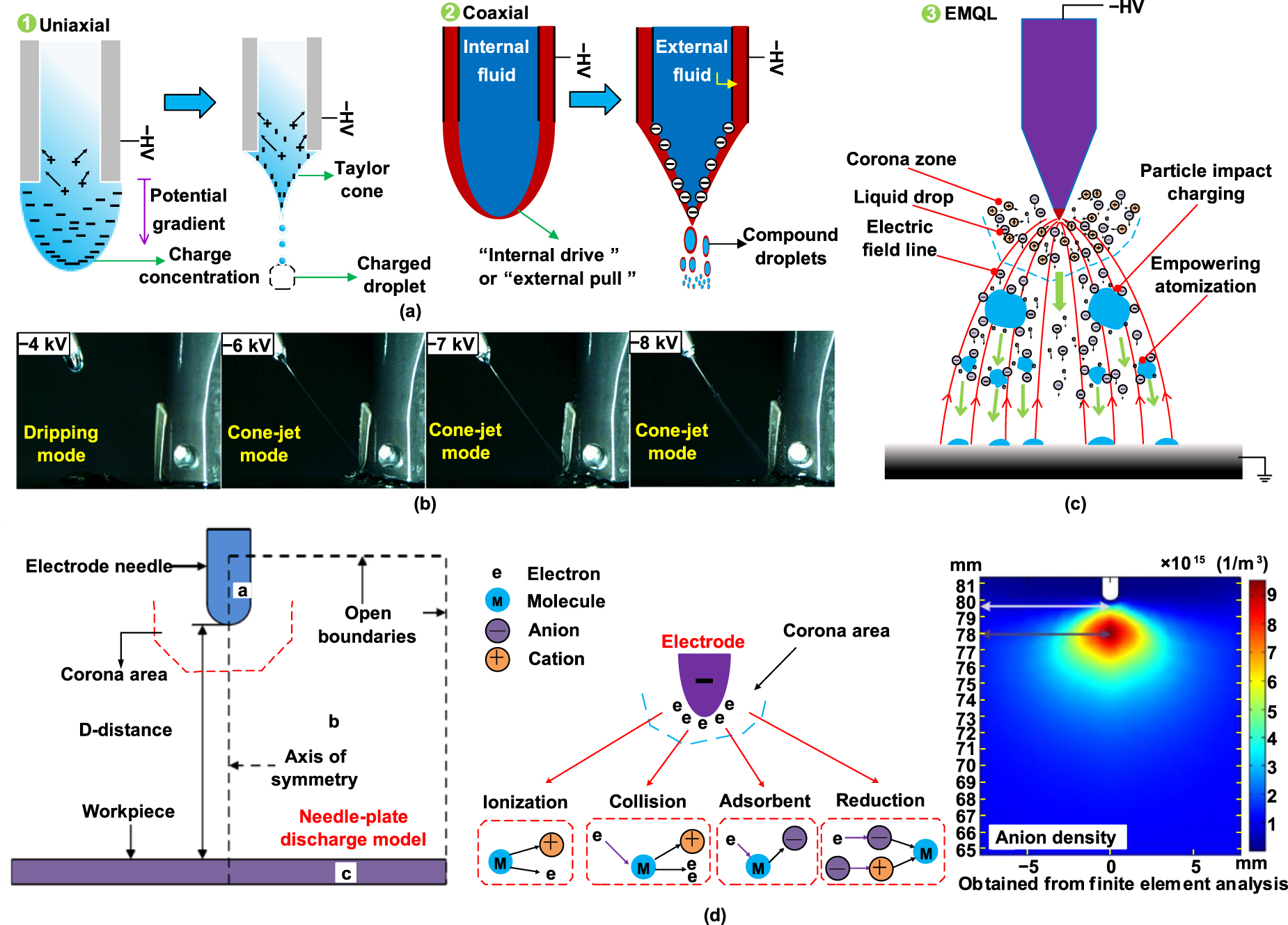{kind=link}
{kind=link}
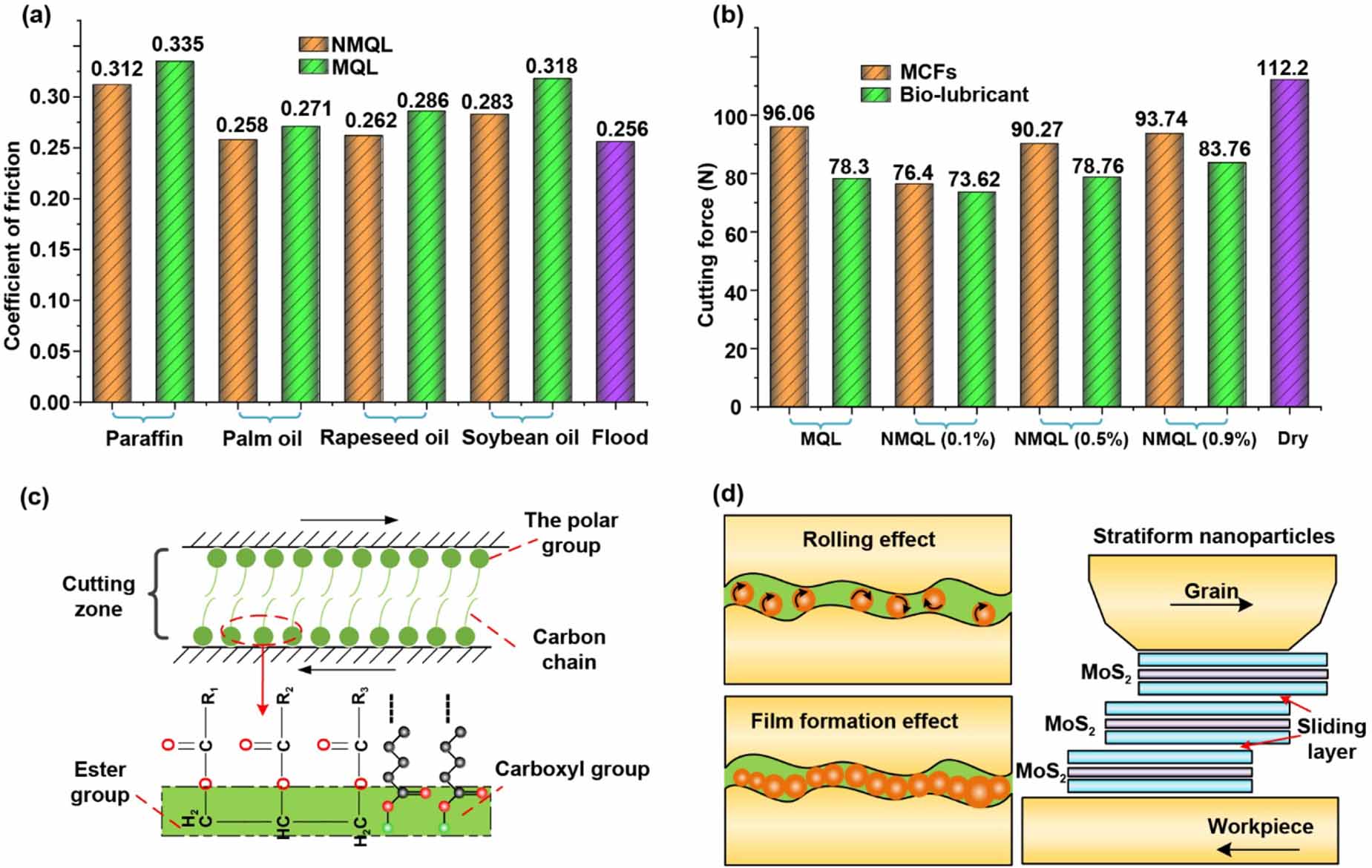{kind=link}
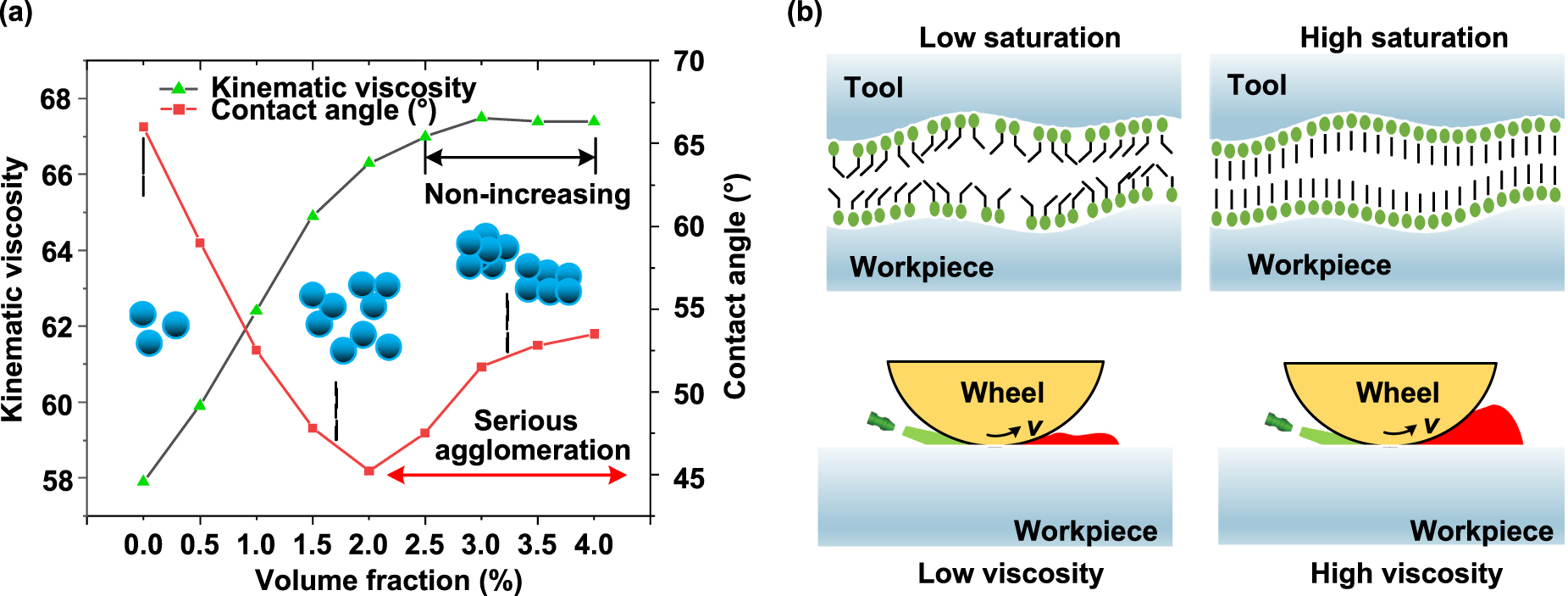{kind=link}
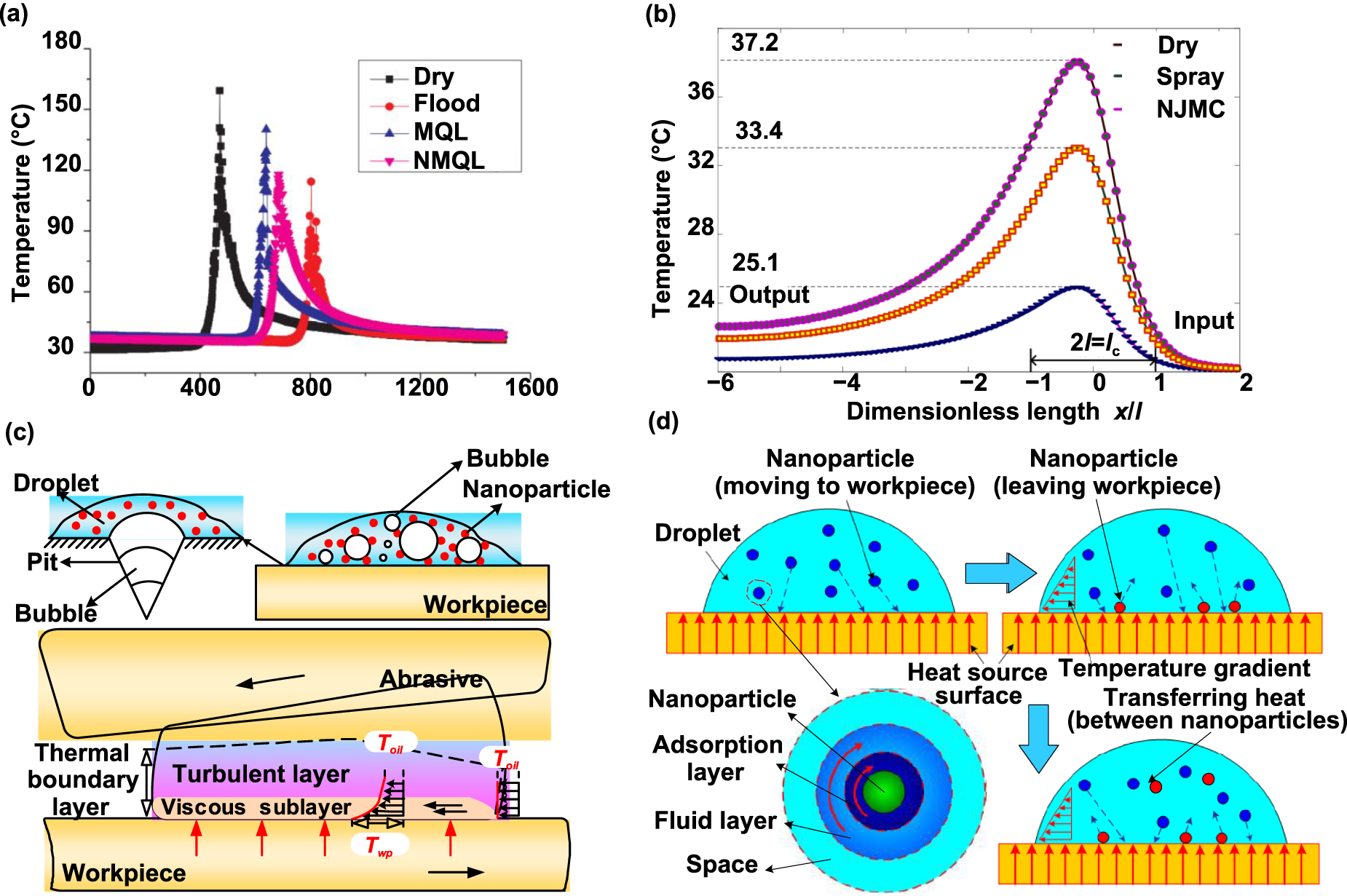{kind=link}
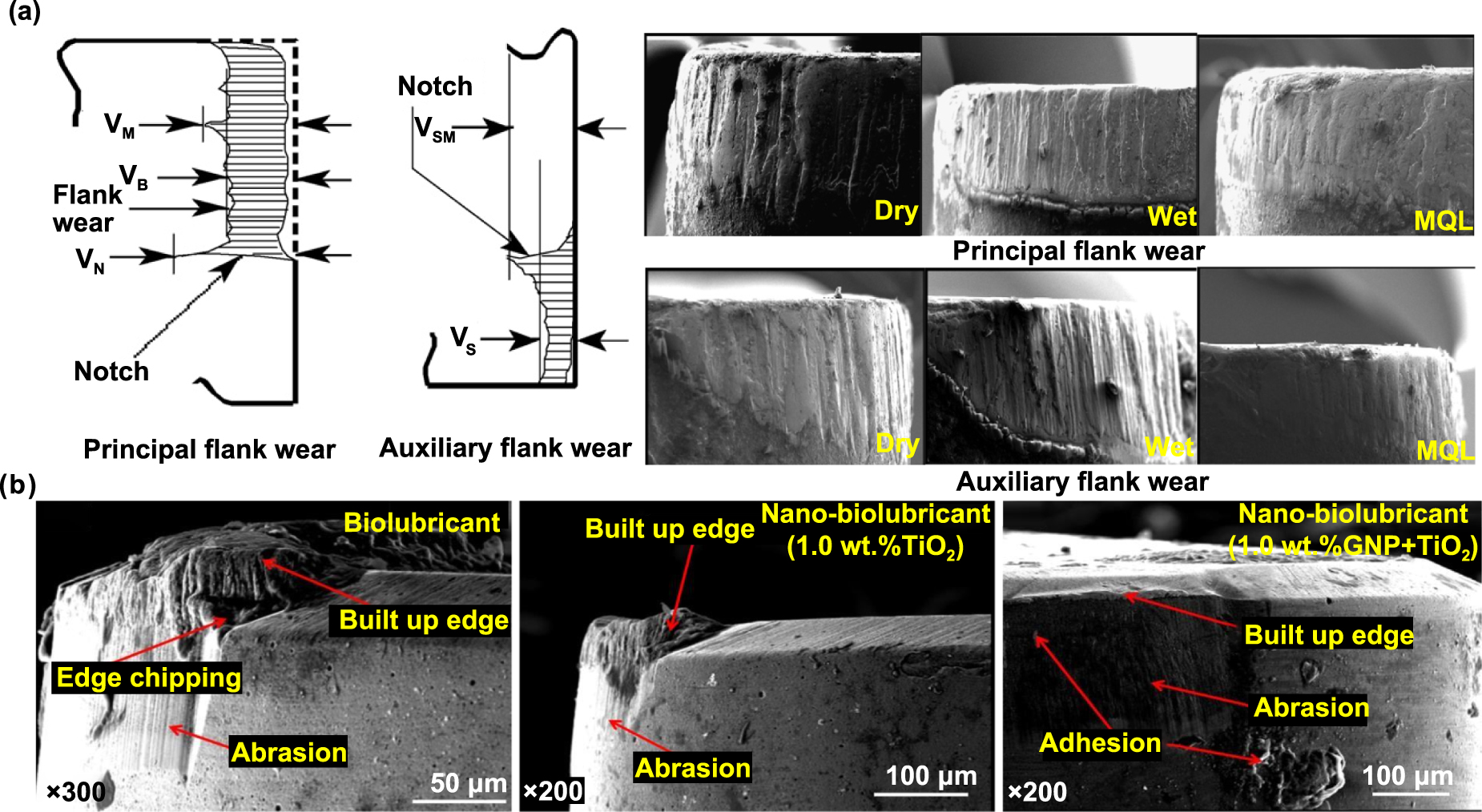{kind=link}
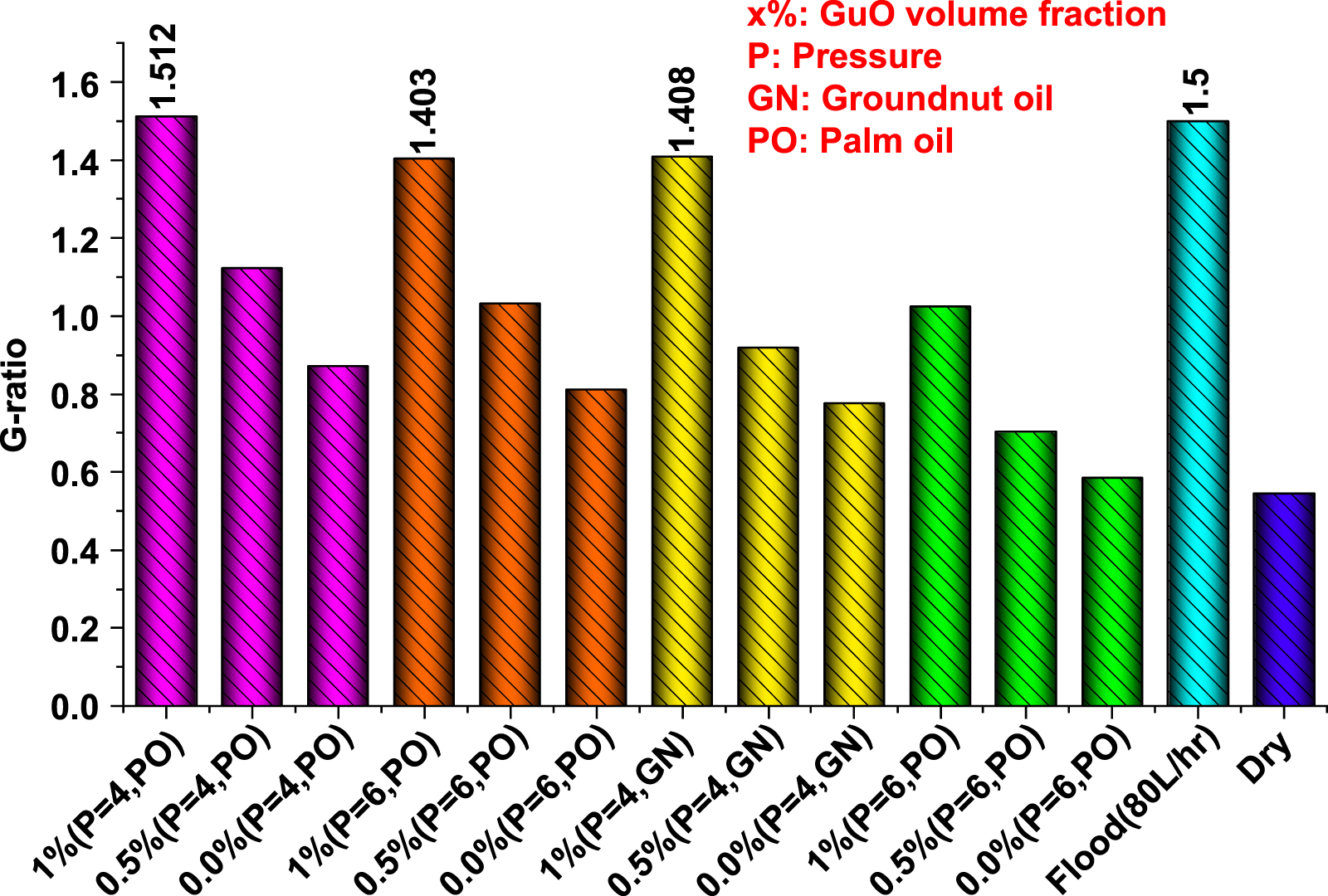{kind=link}
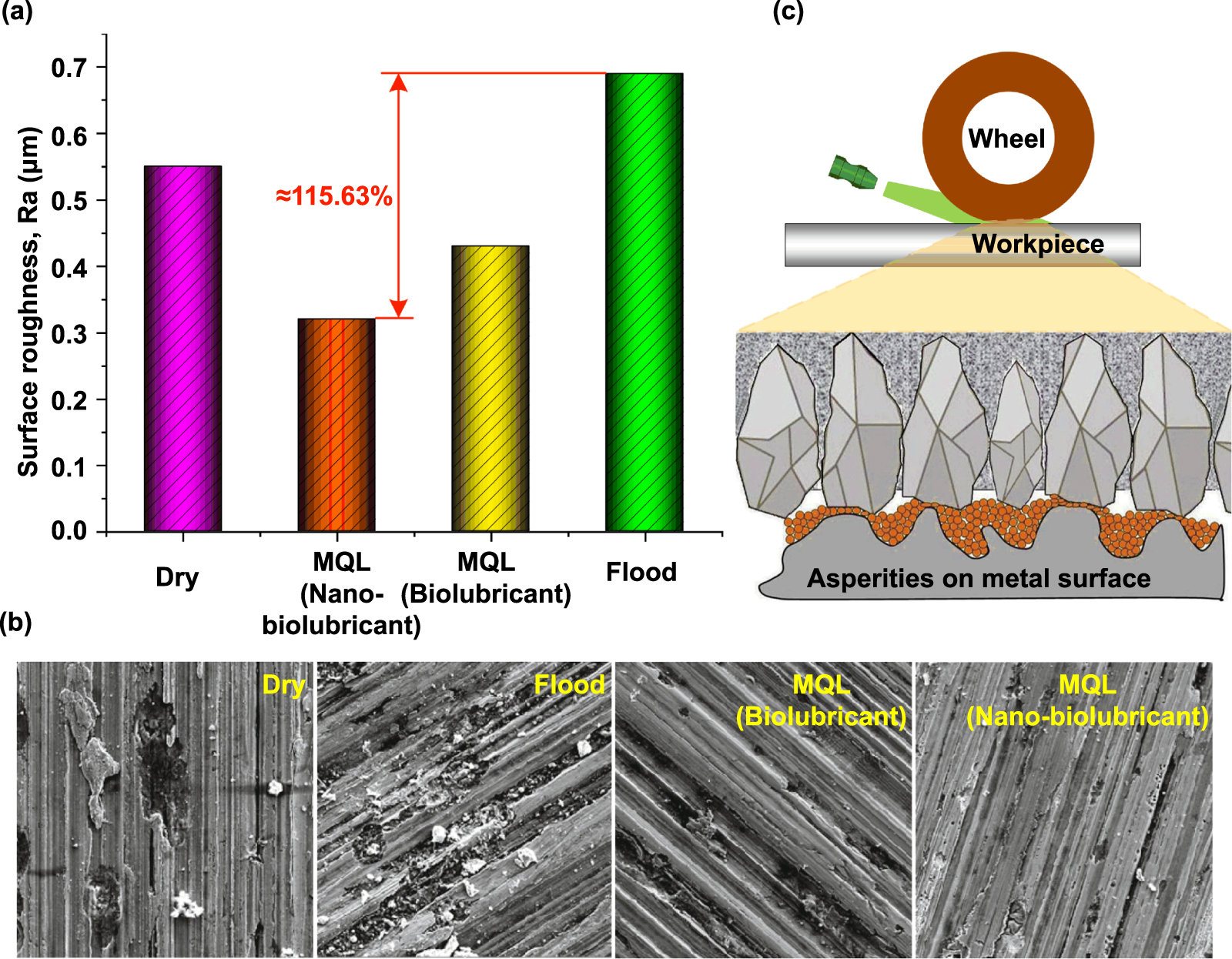{kind=link}
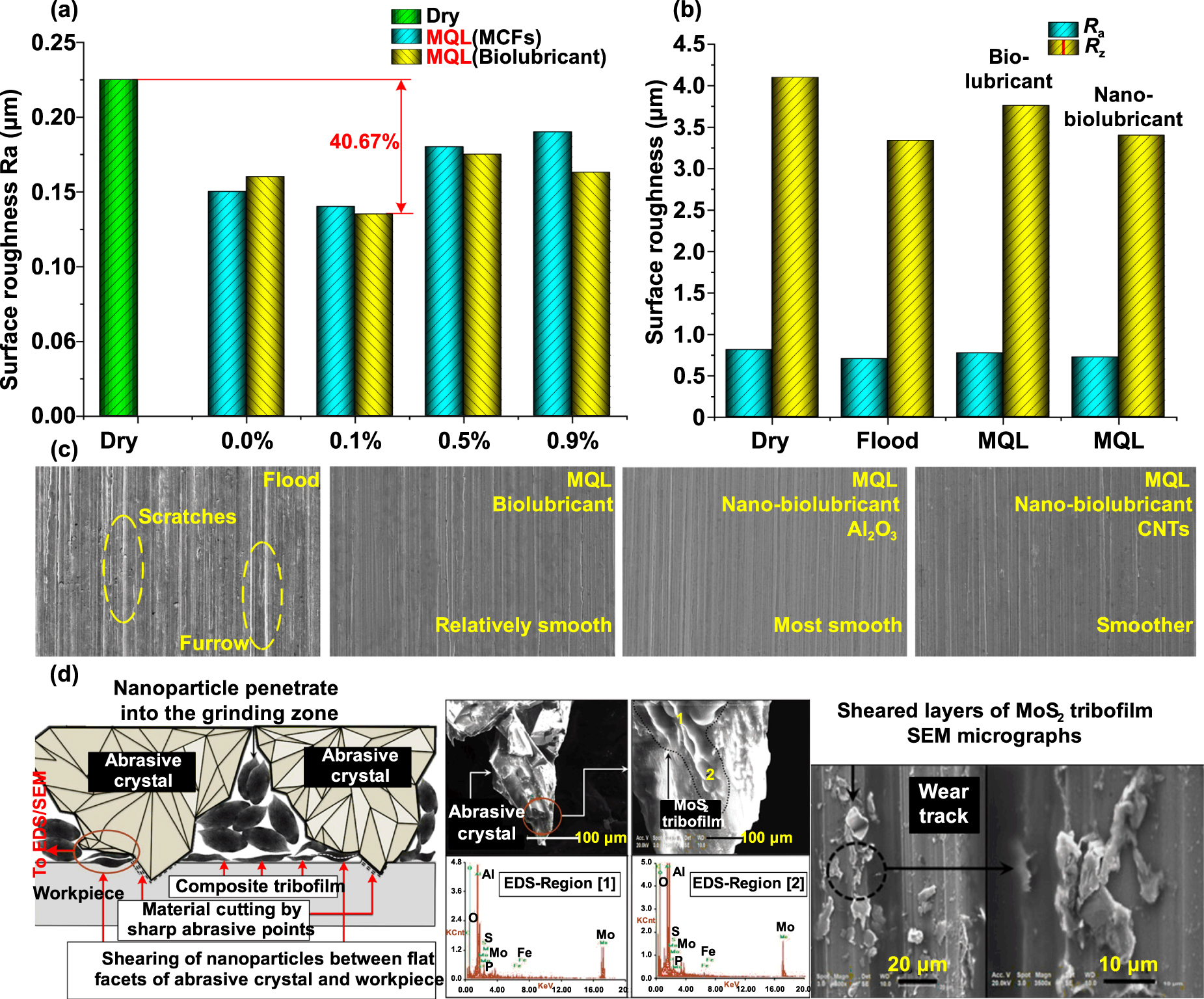{kind=link}
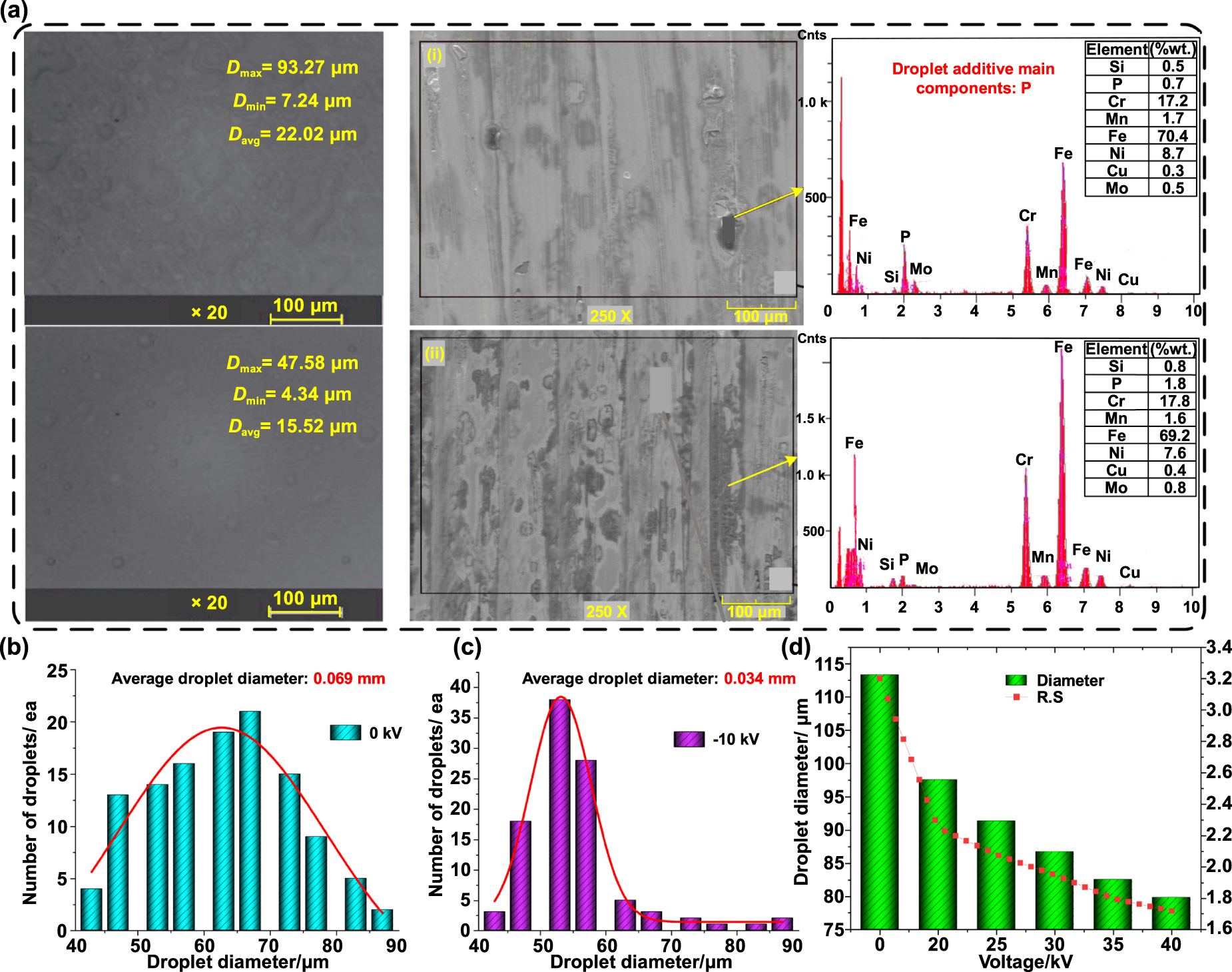{kind=link}
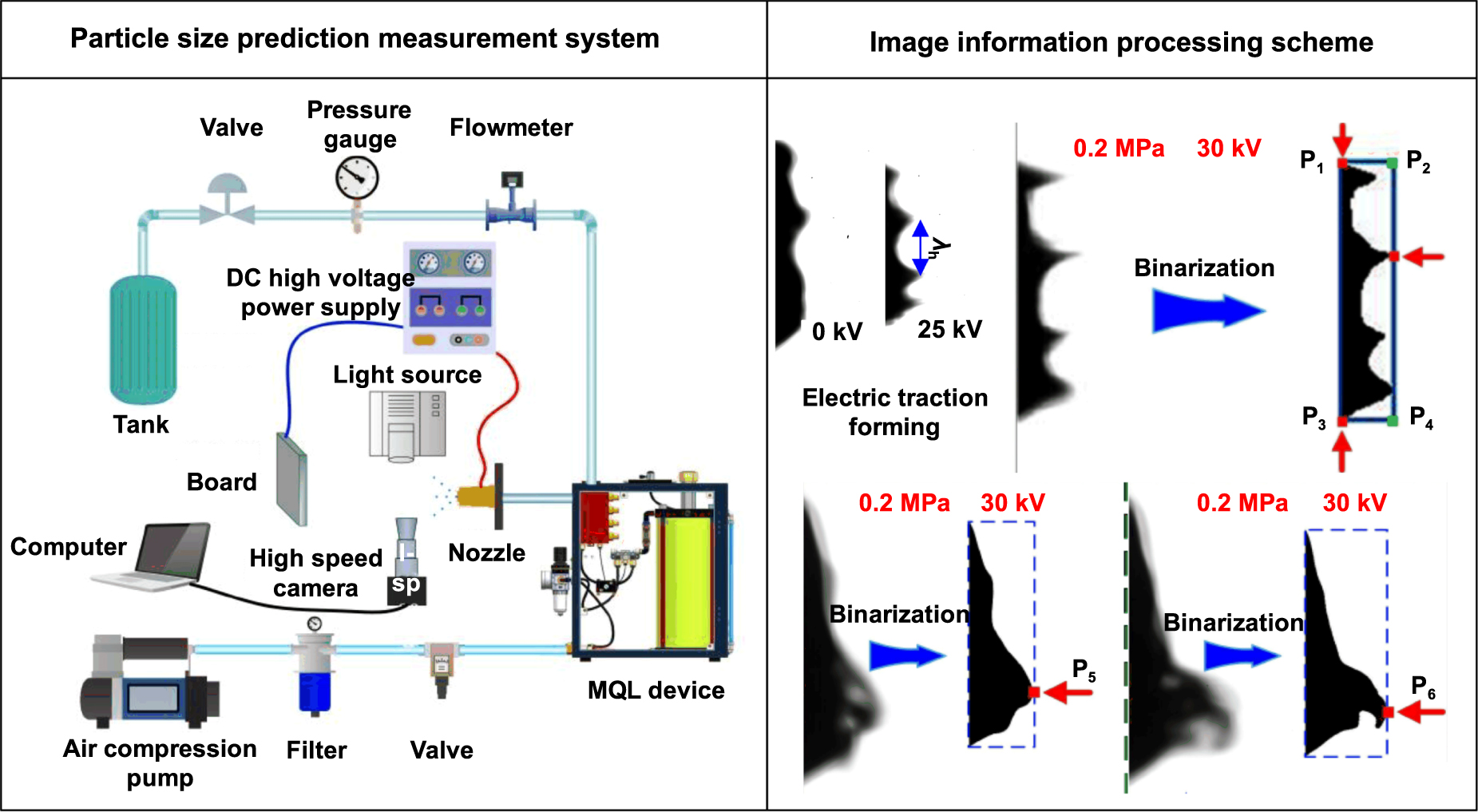{kind=link}
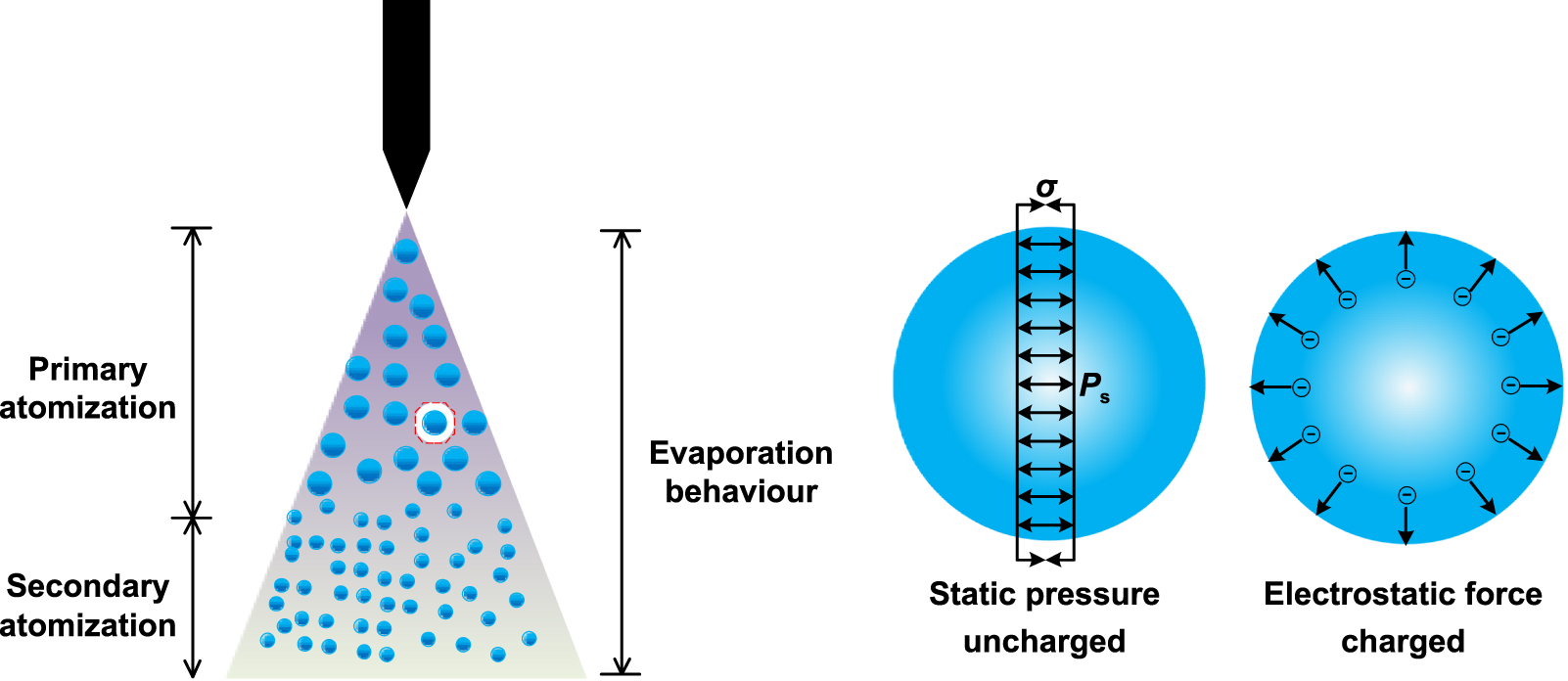{kind=link}
{kind=link}
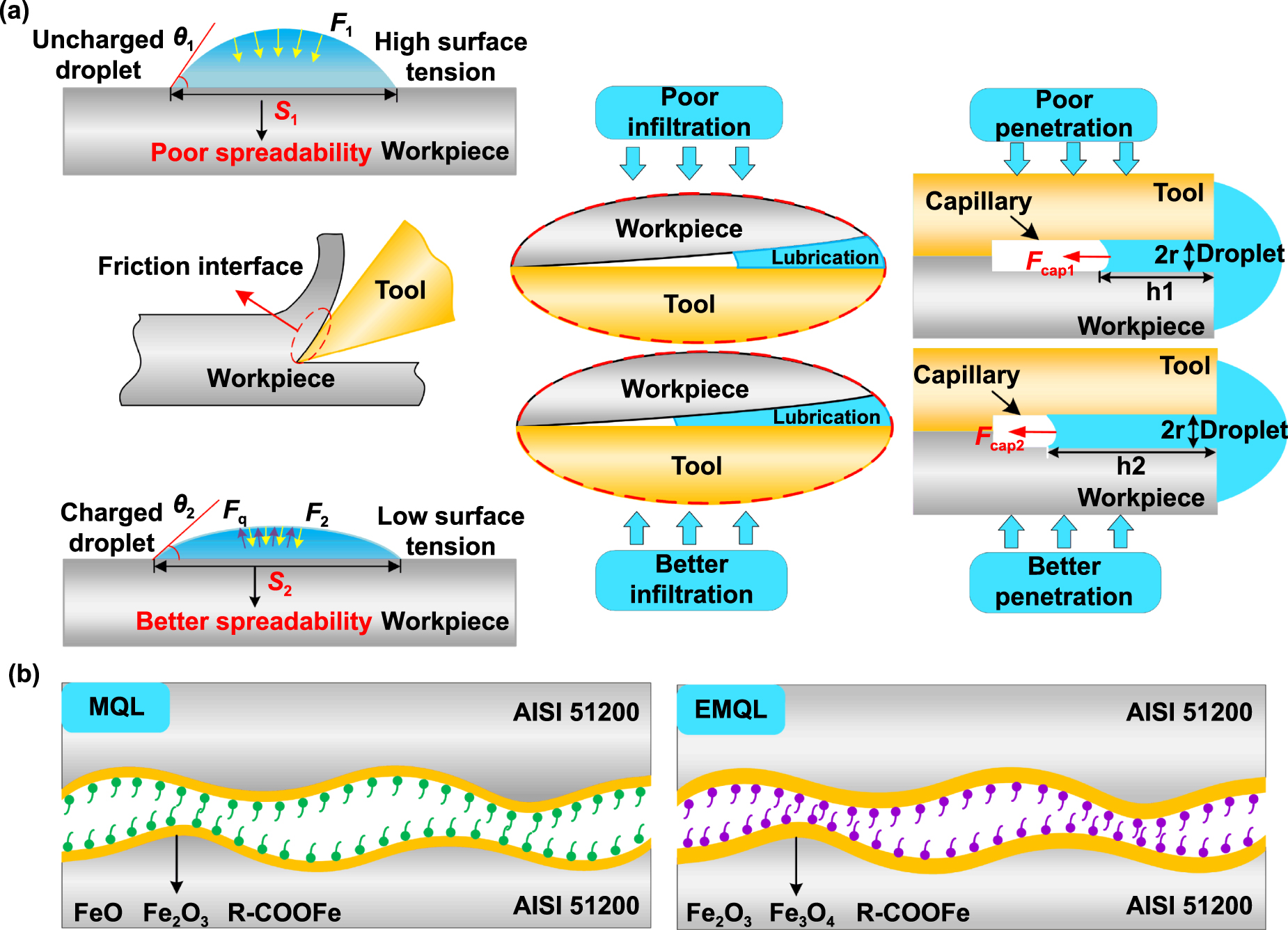{kind=link}
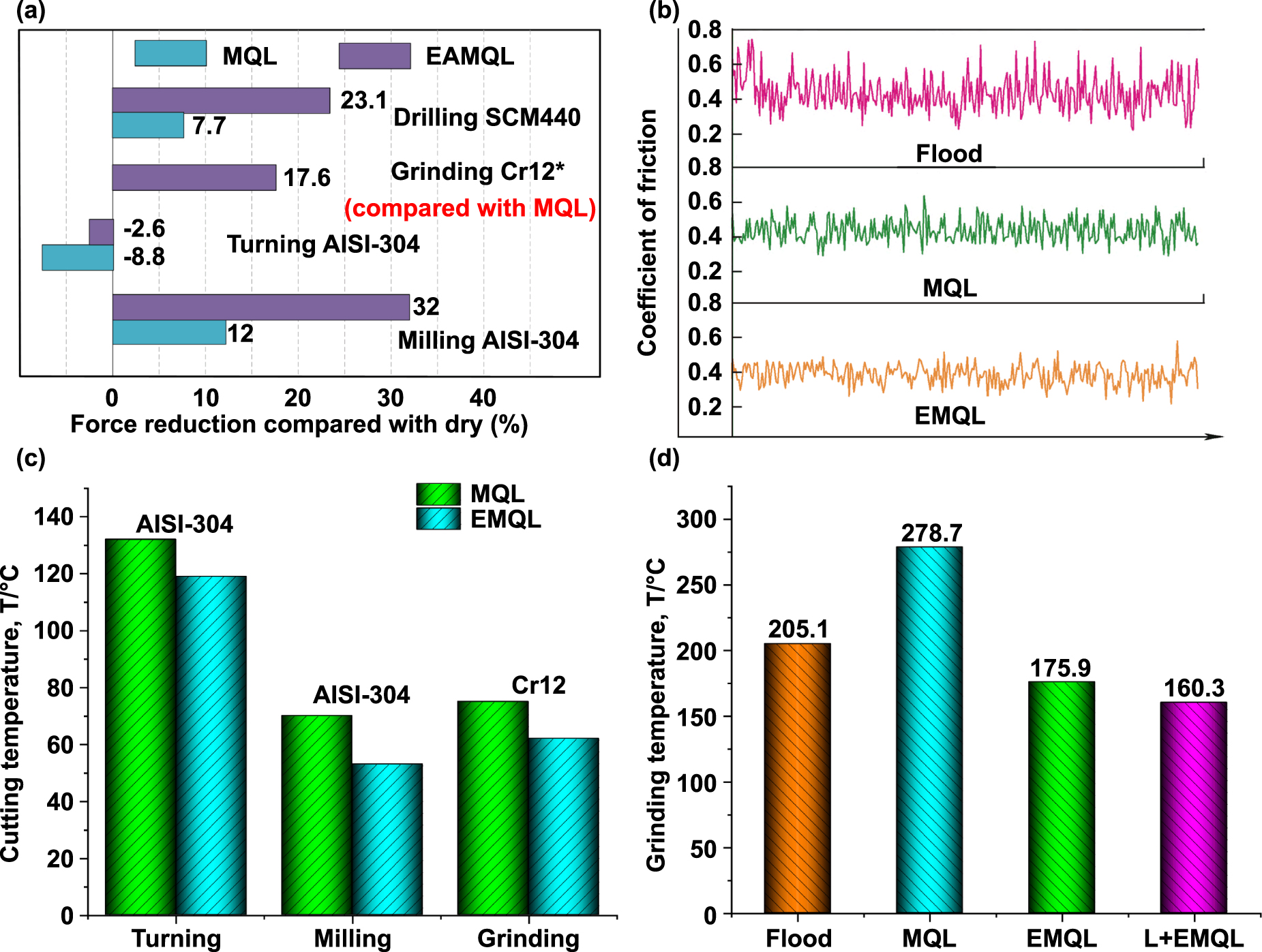{kind=link}
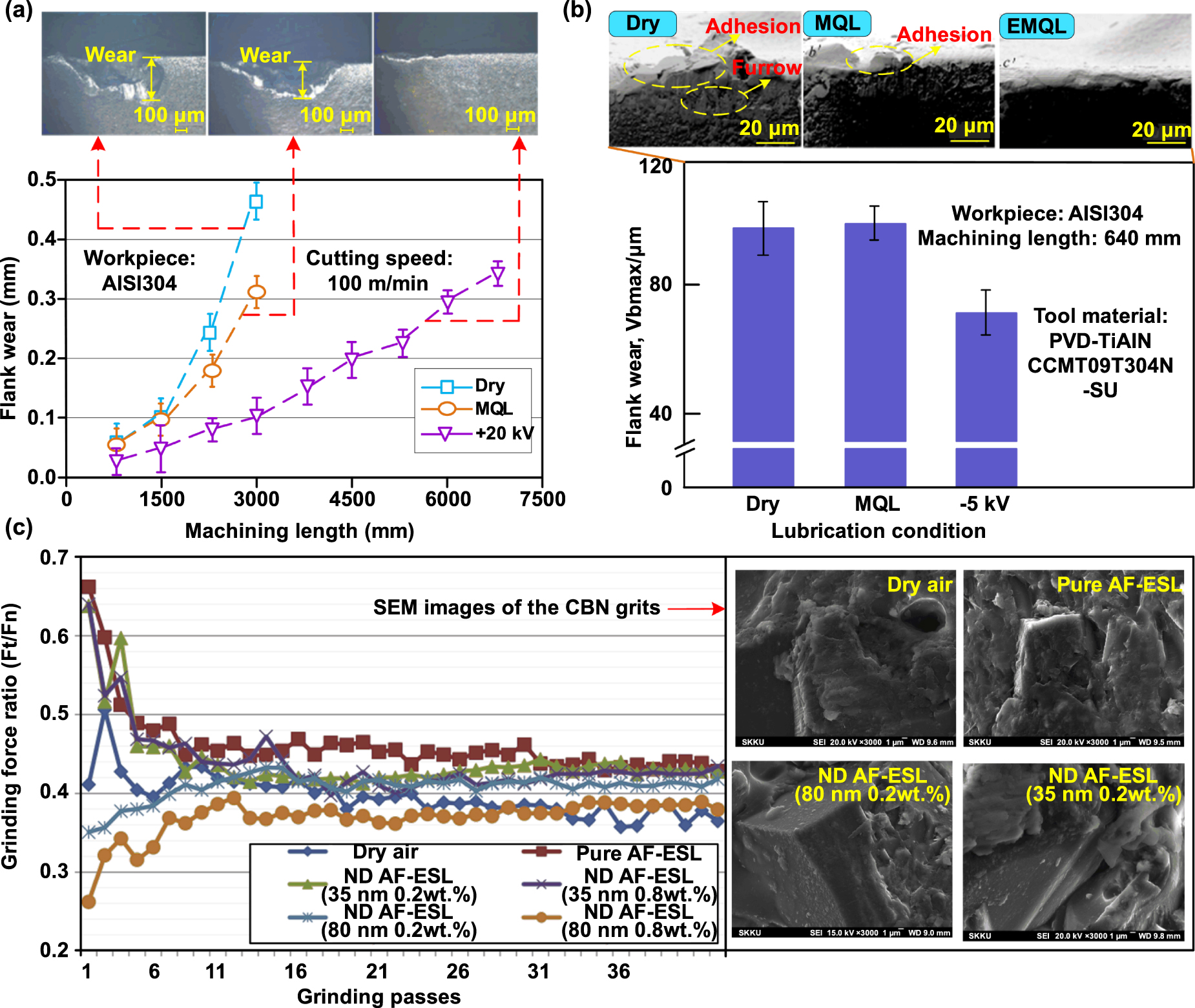{kind=link}
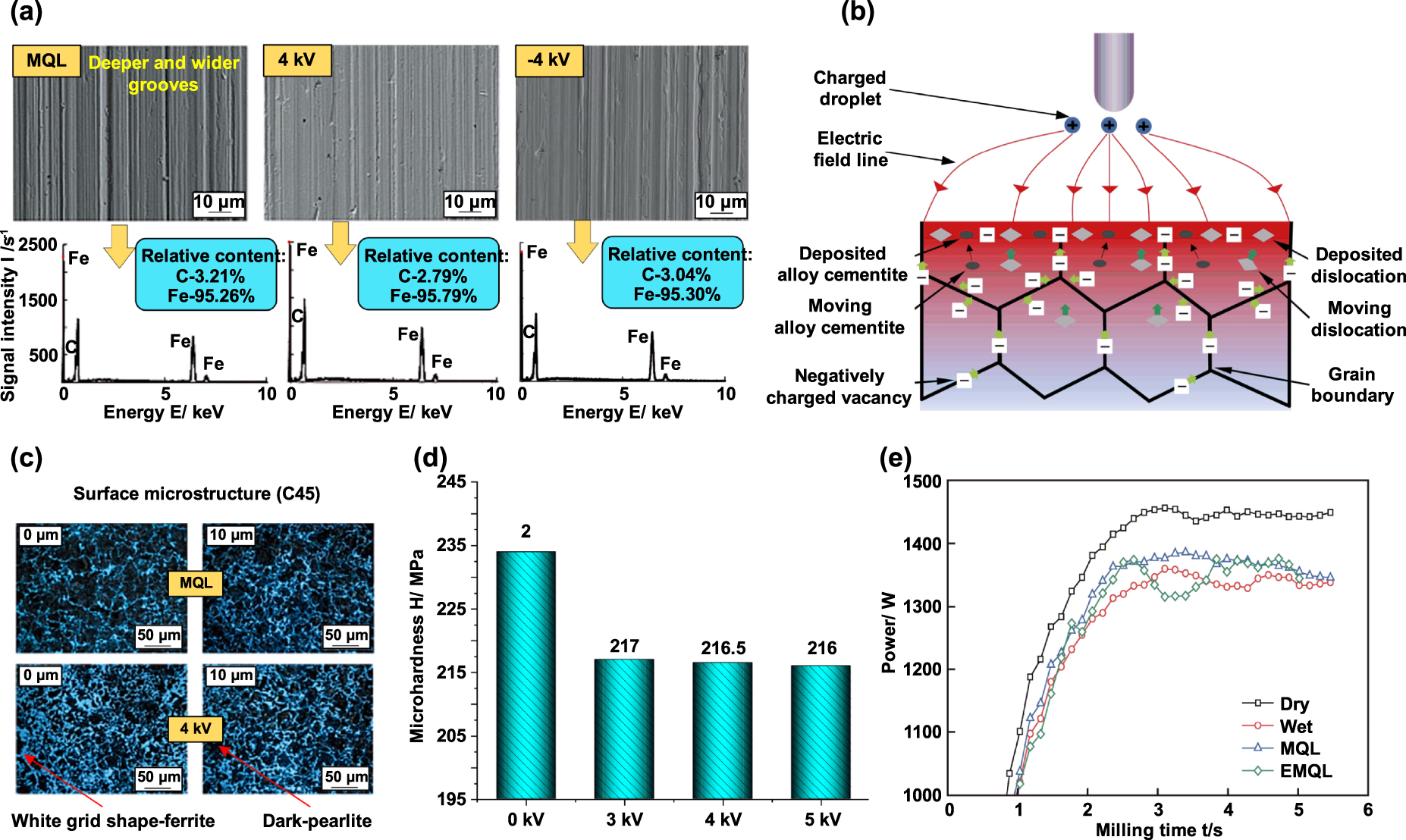{kind=link}
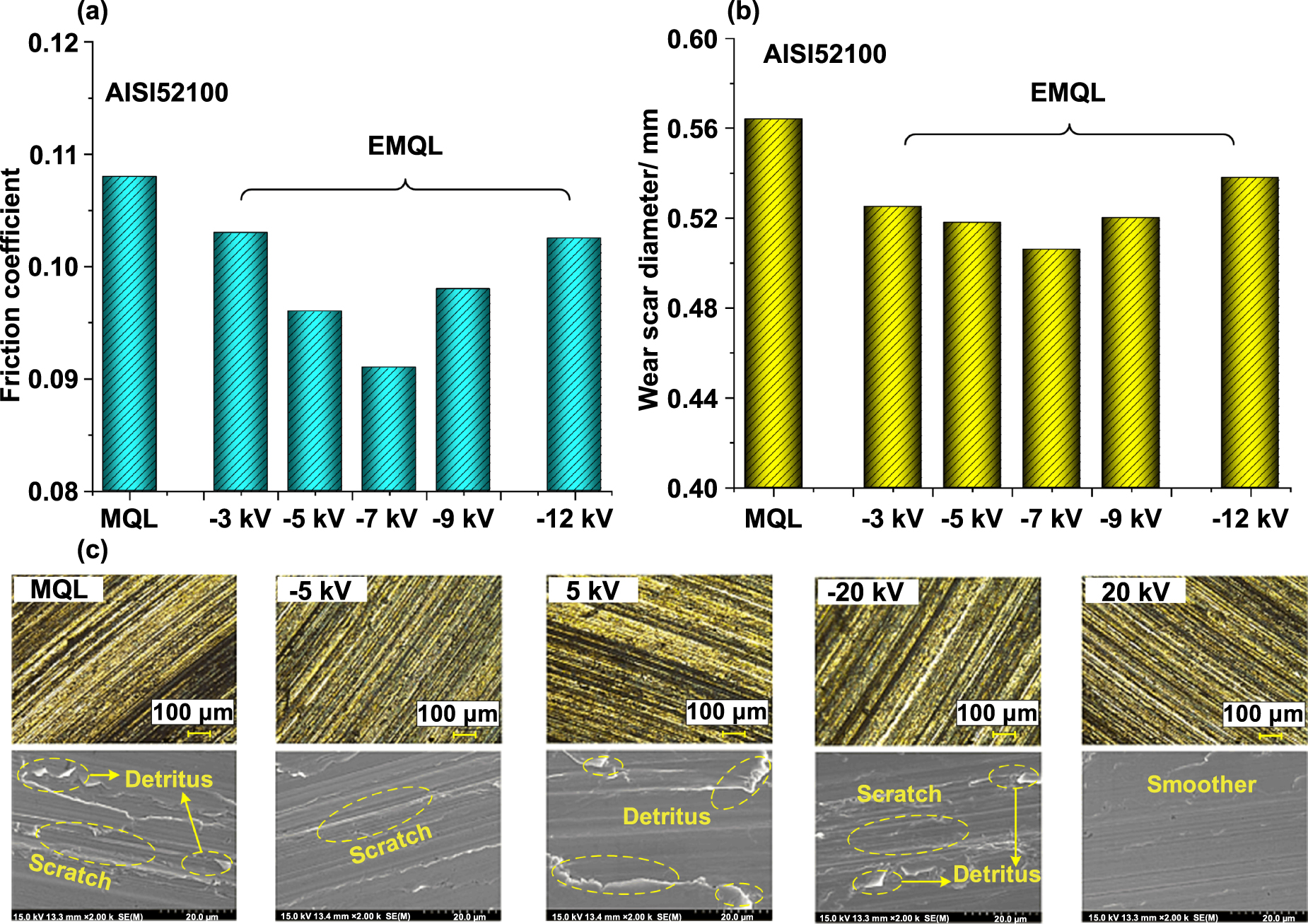{kind=link}
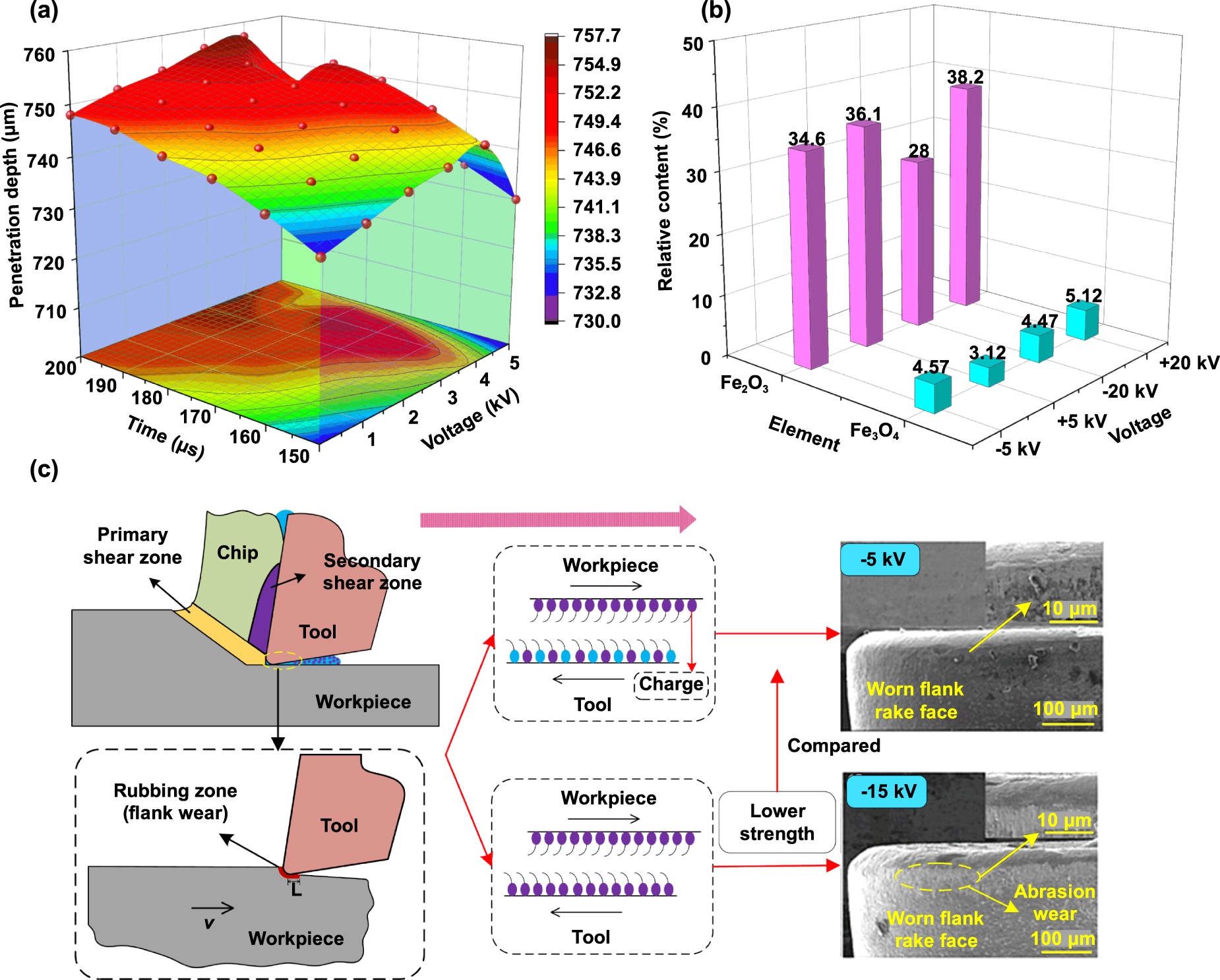{kind=link}
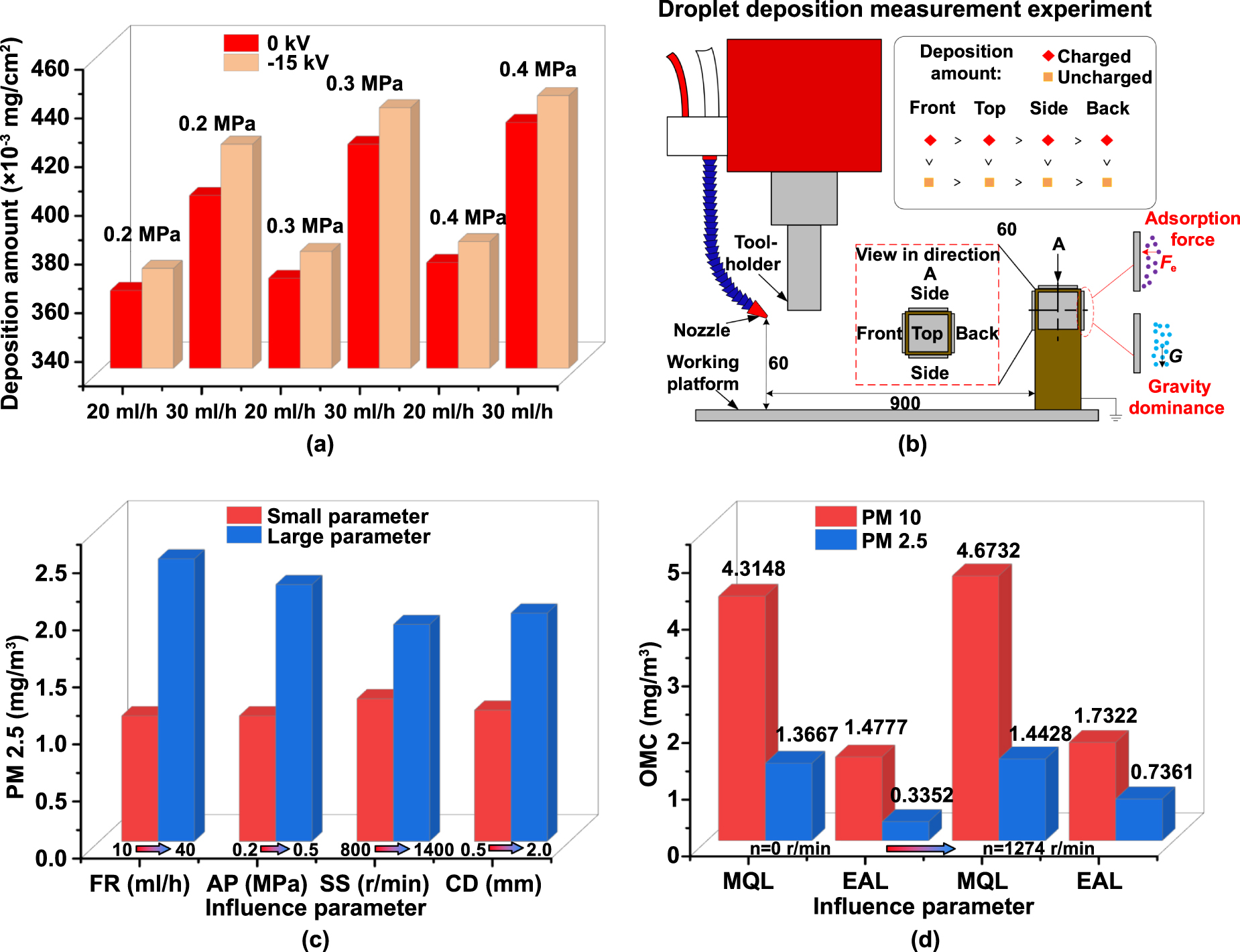{kind=link}
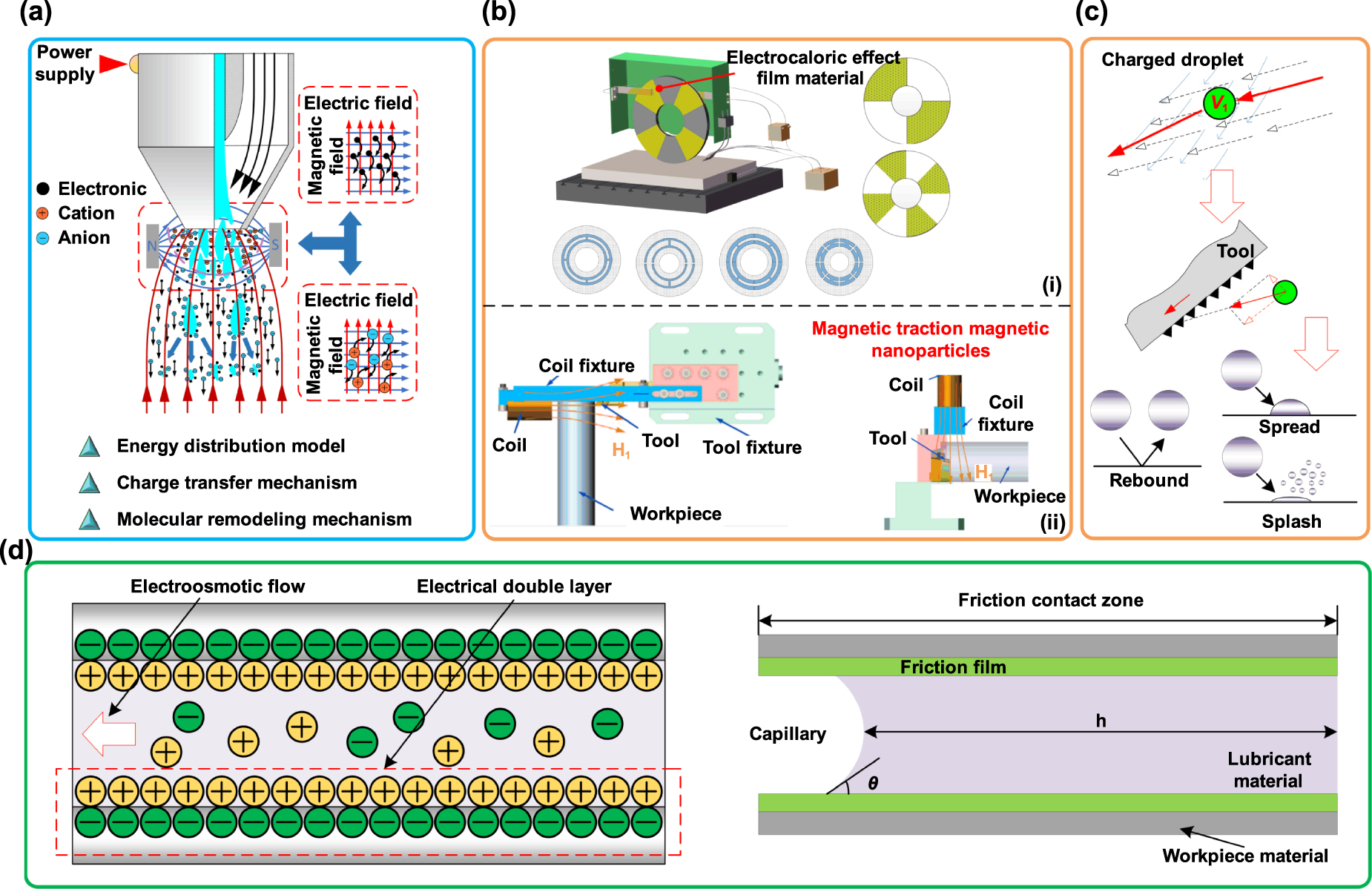{kind=link}
Figure 27. Perspectives of processes, equipment, and systems for extreme interfacial friction improvement.
Download figure:
Standard image High-resolution image{kind=link}
Acknowledgments
This study was financially supported by the National Natural Science Foundation of China (Grant Nos. 51975305, 51905289, 52105457 and 52105264), National key Research and Development plan (2020YFB2010500), Key projects of Shandong Natural Science Foundation of China (Grant Nos. ZR2020KE027, ZR2020ME158 and ZR2021QE116), Major Science and technology innovation engineering projects of Shandong Province (Grant No. 2019JZZY020111), Source Innovation Project of Qingdao West Coast New Area (Grant Nos. 2020-97 and 2020-98).