

Abstract
Cyclo-olefin polymer (COP) have unique physical and chemical properties, such as high glass transition temperature, low density, low water absorption, biocompatible and high UV transmission. This study proposed a low-cost and rapid approach for the fabrication of COP-based microfluidic devices using CO2 laser ablation. During the CO2 laser ablation on the surface of COP, the polymer material will meltdown, decompose and evaporate, resulting in a Gaussian-like cross-section profile in micro scale. This study also provided a detailed study for the depth and width of the laser ablated microchannels with various laser energy and scan speed. For the demonstration of the proposed technique, a droplet generator was fabricated and tested in this study. The proposed fabrication method for COP based microfluidic devices is low-cost, rapid, and has a great application prospects in the biological and medical fields.
Export citation and abstract BibTeX RIS
1. Introduction
Microfluidic devices have been widely used in the biochemical analysis [1] and clinical diagnosis [2] fields. Many different types of polymer materials, such as PMMA (polymethyl methacrylate) [3], PC (Polycarbonate) [4], PDMS (polydimethylsiloxane) [5], COC (Cyclic olefin copolymer) [6], have been widely used in various microfluidic applications based on their mechanical, optical and chemical properties.
Compared with some frequently used polymer materials in microfluidics such as PMMA, PC, PDMS, the Cyclo-olefin polymer (COP) offered some better features when used in microfluidics: COP has low density, low water absorption, high heat resistance, acid and alkali corrosion resistance, biocompatibility and high UV transmission, certain grades (i.e. ZEONX K26R, K22R) of COP have higher glass transition temperature which can avoid microchannel/microstructure deformation when high temperature is generated by the reaction inside the microchannel or the microfluidic chip is heated with external heat source. All these features makes COP suitable to be used in microfluidics. In view of COP's unique physical and chemical properties, a series of studies were conducted for the low-cost and rapid fabrication of COP-based microfluidic devices in this study.
The microchannel fabrication methods based on PMMA, PC, and other thermoplastics has been widely explored, including: injection molding [7, 8], hot-embossing [9, 10], photolithography [11], CO2 laser processing [12, 13], etc. Among these fabrication methods, CO2 laser ablation is known for the low cost, fast processing speed and applicable to most of the thermoplastics. In this study, a CO2 laser system was used for the fabrication of the COP based microfluidic devices.
Comparing with CO2 laser ablation, injection molding needs to be processed with the usage of a metal mold, the cost of the mold is high, and is more suitable for mass production. Photolithography process usually requires a series of sophisticated instruments in the cleanroom environment, the cost is relatively high and time consuming for the multistep photolithography process. CO2 laser has a wavelength of 10.64 μm, and the CO2 laser ablation process is a purely thermal, during ablation, the laser is focused on the surface of the substrate to generate a huge amount of heat which gasified the irradiated area instantaneously. In this study, the COP substrate was engraved using CO2 laser system with the pre-designed microchannels pattern, and the profile of the channels can be easily adjusted with various laser power and scan speed. Comparing with the injection molding and photolithography procedure, the CO2 laser ablation for the fabrication of polymer-based microfluidic devices is low-cost, rapid and widely adaptable for most of the thermoplastics.
Several previous attempts have been made for the fabrication of COC/COP based microfluidics using micro-milling, laser ablation [14] and hot embossing [15]. Cai et al used a commercial CO2 laser system for the direct fabrication of microchannels on the surface of COC [14], Mccann et al used Nd:YAG laser for the fabrication of microchannels on COC [16]. To reduce the surface roughness after rapid prototyping, the chemical solvent vapor was used to reduce the surface roughness [17], the hydrophilic surface modification was also conducted on the surface of COC [18].
In this study, we proposed a low-cost and fast fabrication method of COP based microfluidics devices using a CO2 laser system and used a hot compression bonding technique to enclose the microchannel with another layer of COP plate. In addition, we also tried to integrate Luer lock medical tube connectors as the outlet and inlet valve control elements to simplify the piping process for inlet and outlet ports and easier connection to medical instruments for the future applications in biological and medial fields. Based on COP's excellent physical and chemical properties, we are trying introduce COP as a new alternative of silicon or glass-based microfluidics, the COP based microfluidic devices could have great potential for application in the fields of life science, medicine, food and environmental hygiene testing, when high temperature and good optical transmission in UV range is needed. To verify the proposed fabrication method, COP-based microfluidic devices were also fabricated and tested in this study.
2. Experiment
2.1. Materials and fittings
Cyclo-olefin polymer 1430R1 pellets were obtained from Zeon Inc. Japan with the glass transition temperature of 133 °C with less than 0.01 water absorbency (23 °C/24 h). Paraffin oil (Aladdin P104807-1L) and 1% cresol red solution (NOVON Inc., China) were used for the droplet generation testing process. Luer lock medical tube connectors (FasTest Inc., USA) were used to connect tubes and device, which include male connectors (FM01PP), female connectors (F01PP) and cork valves (ZF02PPW).
2.2. Apparatus
The CO2 laser system used for the fabrication of microchannels on the COP substrate is HTE-1206, Hantone CNC Equipment, China, with a maximum output power of 80 W and a minimum scan interval of 1 μm. The hot compression bonding instrument for COP plates (MP170-2) are sourced from Color King Inc., China, with the hydraulic pressure adjustable from 0 MPa to 10 MPa between upper and lower metal holders, and the temperature on the metal holders can be adjusted from room temperature to 400 °C. The SEM (scanning electron microscope) used in this study is S-4700 (Hitachi Inc., Japan) and the laser confocal microscope (OLS5000, Olympus Inc., Japan) were used to obtain the image of fabricated microchannels and profile measurement.
2.3. Chip fabrication
CorelDraw X7 (Corel Inc., Canada) was used to design the pattern of the microchannels for droplet generation. Schematic of the fabrication process is shown in figure 1.

Figure 1. Schematic of the COP microfluidic chip fabrication process.
Download figure:
Standard image High-resolution imageFigure 1(a) shows the fabrication process of the microchannels on COP substrate using CO2 laser ablation, the focused point on the surface of the COP plate will melt down, decompose and evaporate, left a Gaussian-like profile on the surface of the COP plate. The cross-sectional dimensions of the microchannels is 275 μm in width and 120 μm in depth with the laser scan speed of 45 mm s−1, the laser power of 20 W at the maximum laser frequency of the system to ensure the regularity at the bottom of the microchannels. In this approach, the CO2 laser system was working at a pulse mode, with the maximum frequency at 1 kHz. With the same laser ablation procedure, another COP cover plate with inlets and outlet holes were also fabricated with the same laser ablation procedure. Both the substrate and cover plate have an external dimension of 26 mm by 76 mm.
The COP-based substrate and cover plate with microchannels and through-holes were cleaned up using an ultrasonic cleaner with DI water before thermal compression bonding. The substrate and cover plate were sandwiched between two glass sides with the same dimension, and then the hot compression bonding was conducted at 135 °C for 3 min with the pressure of 1.5 MPa (figure 1(b)). During the hot compression process, the molecular chain of COP will loosen and entangled with each other to achieve the bonding process. When the temperature is naturally cooled to 50 °C, the pressure is slowly reduced with a ramp rate of 5 MPa/min.
Figure 1(c) illustrates the assembly process of the Luer male connector. A 1.8 mm-thick PMMA ring with an inner diameter of 1.8 mm was machined as a flange to connect luer male connector and the microfluidic chip. After the hot compression bonding between the substrate and cover plate, PMMA rings were aligned to inlet or outlet ports and using acetone to bond the rings, with the help of PMMA rings, the Luer male connector could be easily attached or detached from the microfluidic chips without any chemical adhesives. The acetone must be applied on the PMMA ring carefully so that the microchannel is not be blocked. The fabricated chip is shown in figure 2.
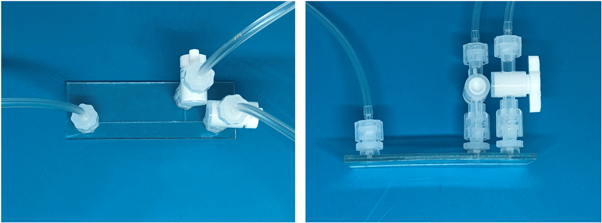
Figure 2. Top and side view of the COP microfluidic chip.
Download figure:
Standard image High-resolution image3. Result and discussion
Figure 3 shows the depths of the microchannels with different laser powers and scan speeds on the COP substrate, which the result demonstrates that the depth of microchannels increases with the enhancement of power or slower of the scan speed. With higher power and lower scan speed, there will be a larger amount of energy absorbed at the focus point and more material is gasified, result in a deeper microchannel. As shown in figure 4, the width of microchannels is measured with different laser powers and scan speeds on the COP substrate. As laser energy increases and scan speed decreases, wider microchannels could be fabricated.
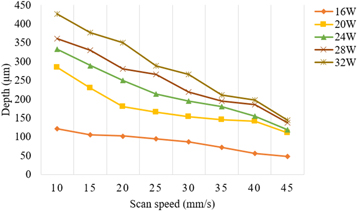
Figure 3. Depths of the microchannels with different laser powers and scan speeds.
Download figure:
Standard image High-resolution image
Figure 4. Width of the microchannels with different laser powers and scan speeds.
Download figure:
Standard image High-resolution imageThere are several factors that will influence the profile of the microchannel, including power of the laser, laser scan speed, focusing accuracy of the laser, the physical and chemical properties on the surface of the material, the accuracy of the mechanical transmission system and etc. After careful evaluation, the range of variation for the depth and width of the fabricated microchannel with identical laser power and scan speed is within 10% in this approach.
A three-dimensional profile of a microchannel obtained by OLS5000 laser confocal microscope is shown in figure 5. The microchannel with a Gaussian-like cross-section profile could be observed on the surface COP substrate. Bulges distributed parallel to the sides of the microchannel can be observed in figure 5, which result from the re-solidified polymer during laser ablation. There is a temperature gradient in the direction perpendicular to the laser processing path, and the COP which is away from the laser focus point is converted to the viscous flow state and flow to cooler areas driven by the surface tension. As shown in figure 6, although there are bulges along with the microchannels edge, the COP substrate and cover plate bonded are securely bonded and no major effects were observed in the SEM image.
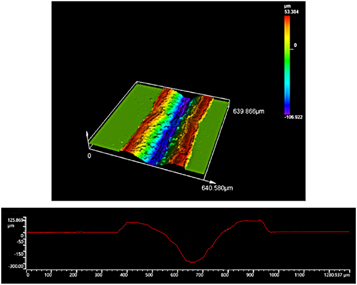
Figure 5. Three-dimensional model of a microchannel.
Download figure:
Standard image High-resolution image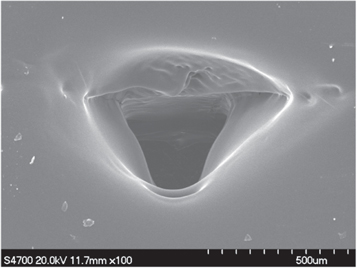
Figure 6. The cross-section of COP substrate bonded microchannel.
Download figure:
Standard image High-resolution imageIn order to test the stability and reliability of the COP-based microfluidic chip, a droplet generation test and a bonding strength test was conducted in this study. A T-junction droplet generator is shown in figure 7. The 1% cresol red solution is used as dispersed phase and the paraffin oil is used as the continuous phase, the droplets are generated by surface tension instability resulting from the interaction between flow shear stress and surface tension. The flow rates of continuous and dispersed phase were controlled by a syringe pump, in addition, cork valves could also be used to regulate two-phase rates so that control the size of droplets.

Figure 7. Droplet generation test.
Download figure:
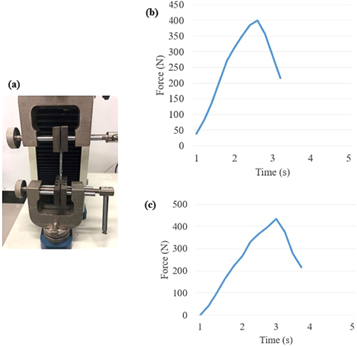
Standard image High-resolution imageFor bonding strength test, a shear strength test of the bonded polymer plates is conducted as shown in figure 8(a). Two COP plates with the dimension of 26 mm by 76 mm were bonded with overlay area of 26 mm by 38 mm. A PMMA-based chip bond strength testing has also been completed using the same protocol as a comparison of the COP-based chip. It can be seen from figures 8(b) and (c), the maximum breaking forces of chips with COP and PMMA substrates are 399.6 N and 433 N, corresponding to the shear stresses of 0.808 MPa and 0.876 MPa, respectively. This result indicates the COP and PMMA shares a very close maximum bonding strength that can be reached using hot compression bonding. Considering the fact that thermal bonding for PMMA has been widely used and have various applications, the maximum bonding strength test further confirmed the COP's potential applications in microfluidics.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 8. Bonding strength test. (a): Tensile testing setup. (b): Tensile testing result of COP bonded microfluidic device. (c): Tensile testing result of PMMA bonded microfluidic device.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusion
This study proposed a rapid and low-cost fabrication method of COP-based microfluidic chips. Compared with conventional microfabrication methods, CO2 laser ablation and hot compression bonding did not require the metal mold used in injection molding or the complicated photolithography procedures. The width and depth of microchannels with different laser powers and scan speeds were carefully studied. A droplet generator was also fabricated in the study to demonstrate the proposed technique, the bonding strength test is also performed in this study. Comparing with other polymers, the COP has a better UV transmission, acid, and alkali corrosion resistance, and biocompatibility, the CO2 laser used in this study offered a low-cost and rapid approach for the fabrication of COP-based microfluidics. The proposed technique has wide potential applications in biological and medical fields when high temperature, biocompatibility or optical transition in UV range is needed.