
Abstract
In this study, Mg-13Gd-4Y-2Zn-0.5Zr alloys were fabricated and subjected to 3 passes of cyclic expansion-extrusion with an asymmetrical cavity (CEE-AEC). The influence of the CEE-AEC together with the heat treatment on the microstructural characteristics and hardness were investigated systematically, through optical microscopy (OM), scanning electron microscopy (SEM), transmission electron microscopy (TEM) and Vickers hardness testing machine. The results illuminated that the introduction of the strains through CEE-AEC has a significant effect on the heat treatment of the specimens. The precipitation of the second phases particles was remarkably accelerated, including the lamellar phases in solution treatment, the grain boundary precipitates and the equilibrium β phases in ageing treatment. Likewise, the hardness of the investigated samples was obviously improved by the comprehensive effect of the CEE-AEC together with the heat treatment, and the peak aging time of the CEE-AEC samples was substantially advanced relative to the as-cast ones. The enhanced hardness owned relatively high thermal stability in the ambient temperature. The precipitation sequence of 3 CEE-AEC passes alloy aged at 225 °C was as follows: supersaturated solid solution Mg (S.S.S.S)→β'' (DO19)→β' (bco)→β1 (fcc)→β (fcc).
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Magnesium alloys are regarded as a promising lightweight material in automotive, aviation, aerospace and other industrial fields due to their low density, high specific modulus of elasticity, excellent shock absorption performance and recyclability [1]. However, poor formability and low absolute strength at ambient temperature have restrained their application [2, 3]. A large number of methods were developed to promote the comprehensive properties of Mg alloys. Recently, the severe plastic deformation (SPD) technique attracted the widespread attentions as a kind of effective method to obtain high strength-toughness alloys [4]. Many efforts has been devoted to the researches of SPD techniques during last years. Yang et al [5] found equal channel angular pressing (ECAP) process combined with prior aging treatment would induce a well-developed DRXed microtructure with low dislocation density, thereby facilitating the enhancement of the alloy ductility and formability. Mao et al [6] reported a promising SPD technique named laser shock peening (LSP), which could enhance the room-temperature stretch formability of Mg alloy sheet. Chang et al [7] studied the microstructure and mechanical properties of pure magnesium sheet fabricated by accumulative roll bonding (ARB), the results suggested that further deformation should be introduced to improve the bonding quality of the ARBed sheet. The SPD techniques presented above were superior to fabricated ultrafine-grained (UFG) materials, but some disadvantages also limited their application such as the high requirement of equipment or processed billets in small dimensions.
Cyclic expansion-extrusion (CEE) is a relatively new SPD technique, the dies set up simply and the three-dimensional compression stress providing by the technique is helpful to fabricate hard-to-deform alloys. But as the result of lacking shear strains, the refinement of grains and the improvement of mechanical properties were restricted in CEE processed alloys. To solve this issue, a novel SPD technique was designed. An asymmetric cavity was introduced to replace conventional CEE cavity, aiming to produce differential shear deformation to refine grains further and randomized the basal texture. Actually, the introduction of the asymmetric cavity in CEE technique has been proved effective. Yan et al [8]. found that the grain size of the alloy was apparently refined to about 1.4 μm in the asymmetric cavity of 5 mm differential after 3 CEE-AEC passes. The inclination or spread of the basal texture occurred due to the shear strains introduced by asymmetric cavity, and the activity of the basal slip system was enhanced. Although the sample of 3 CEE-AEC passes owned the best fracture elongation, the strength of the sample should be improved further.
Besides SPD technique, heat treatment has also been proved to be an effective approach to enhance the strength, ductility and formability of Mg-RE based alloys (including Y and Gd) [9, 10]. Yamasaki et al [11] found that 14H-type LPSO structure could precipitate in the hot extruded Mg-14Gd-2.3Zn (wt.%) alloy during ageing at 623 K, simultaneously increasing the proof strength and elongation. Notably, Liu et al [12] found that the 18R-stripe phases were more effective in enhancing Mg-Y-Zn alloys than 14H-lamellar phases in heat treatment, but the 14H-lamellar phases contributed more in promoting the ductility of the alloy. Jin et al [13] researched the enhanced mechanism of heat treatment on the as-cast Mg-7Gd-5Y-0.6Zn-0.8Zr alloy, they found that the both strength and elongation of the alloy were promoted after solution treatment because of the dissolution of eutectic phase and the precipitation of SFs. Additionally, Xu et al [14] revealed that the precipitation sequences of the Mg-8.2Gd-3.8Y-1.0Zn-0.4Zr alloy aged at both 200 °C and 225 °C were supersaturated solid solution ɑ-Mg (S.S.S.S)→β'' (DO19)→β' (bco), and they pointed out the samples aged at 225 °C exhibited accelerated ageing effect compared with that aged at 200 °C. Chen et al [15] studied the age hardening response of Mg-Gd-Y-Zr alloys with and without Zn addition, they revealed that addition of 1% Zn to Mg-10Gd-3Y-0.5Zr alloy results in the enhanced ageing response and better mechanical properties as well as heat resistance. From the above investigations, a large majority of reports focused only on the ageing behavior of as-cast and/or normal deformed Mg alloys. Limited work is committed to explore the influence of heat treatment on the rare-earth Mg alloys fabricated by SPD technique, especially the novel CEE-AEC method. Furthermore, both SPD and heat treatment are considered to be effective methods to enhance the properties of Mg alloys, it's worthy to explored their comprehensive strengthening effect intensively.
In present study, Mg-13Gd-4Y-2Zn-0.5Zr alloys were fabricated and sujected to 3 passes of CEE-AEC processing. The influence of heat treatment on the alloys of 3 CEE-AEC passes was investigated and discussed systematically, revealing the comprehensive effect of CEE-AEC together with heat treatment on the microstructural tailoring and hardness of the alloy. The microstructure evolution and ageing precipitation sequence of the studied alloys has also been elucidated.
2. Experimental procedures
The predominant chracteristic of CEE-AEC techinique was the introduction of an asymmetric cavity, which changed the flow rule of materials and finally achieved the differential shear deformation. The schematic diagram of dies of CEE-AEC was shown in figure 1. The process of CEE-AEC was as followes. Firstly, the initial billet was put into the female die which set up a block. With the punch moving down, the initial billet will expand to fill the cavity, the expansion deformation was finished. Subsequently, the block was removed and billet 2 was put in with the same way. With the punch moving down, billet 2 gradually filled the cavity and the initial billet was finally extruded out, the extrusion deformation was finished. Lastly, initial billet and billet 2 extruded out cyclically to achieve the required passes. Alloy ingots with an actual composition of Mg-13Gd-4Y-2Zn-0.5Zr (wt.%) was used as the experimental material in this study. The billets for CEE-AEC process with the dimension of 50 mm × 100 mm × 250 mm were cut from the center of the alloys. The billets were subjected to 1, 2 and 3 CEE-AEC passes, respectively at 480 °C, 460 °C and 440 °C with the average extrusion speed of 1 mm s−1.

Figure 1. Schematic diagram of dies of CEE-AEC.
Download figure:
Standard image High-resolution imageIn order to investigate the transformation temperature of the eutectic phase in the Mg-13Gd-4Y-2Zn-0.5Zr alloys of 3 CEE-AEC passes, the differential scanning calorimetry (DSC) experiment was carried out, with a heating rate of 10 °C min−1. The results, as shown in Figure 2, indicated that the endothermic reaction started at 525.76 °C and reached the peak at the temperature of 535.42 °C. Thus the parameters of solution treatment was determined as 520 °C for different time (4, 8, 12, 16 h) after consideration. Subsequent ageing treatments were carried out on the optimal solution treated samples (520 °C−12h) at 225 °C for 4–256 h, followed by an immediate water quenching (about 15 °C). To contraste with the samples of 3 CEE-AEC passes, the experiment were conducted on the as-cast Mg-13Gd-4Y-2Zn-0.5Zr alloys in the same parameters of heat treatment.
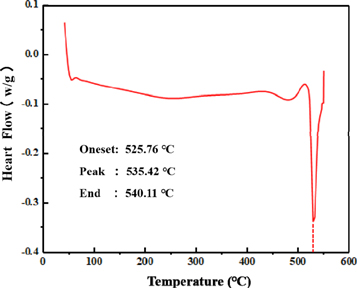
Figure 2. DSC curve of 3 CEE-AEC passes Mg-13Gd-4Y-2Zn-0.5Zr alloys.
Download figure:
Standard image High-resolution imageFor analyzing the microstructue evolution of the specimens during heat treatment, optical microscope (OM, Zeiss), scanning electron microscope (SEM, SU-5000) equipped with an energy dispersive spectroscope (EDS), and transmission electron microscope (TEM, JEM-F200) operating at 200 KV were utilized. The samples for OM observation were chemically etched in a solution of 1 g picric acid, 14 ml alcohol, 2 ml acetic acid and 2 ml distilled water. The samples for SEM observation were prepared by the emery papers and mechanical polishing. The thin foils for TEM observation were mechanically polished to about 40 μm, then ion milled to perforation with an acceleration voltage of 5 kV and a gun angle of 15°. At the mere emergence of a tiny hole in sample, the acceleration voltage and gun angle would be changed to 3 KV and 4°. The grain size of 3 CEE-AEC passes sample and solution treatment specimens was tested by the linear intercept method from at least three regions through Image-Pro Plus 6.0 software. Vickers hardness was measured by UHL-VMHT with a 200 g load and a holding time of 15 s.
3. Results and discussions
3.1. The influence of CEE-AEC on the microstructure
To illuminate the influence of CEE-AEC on the microstructure of Mg-13Gd-4Y-2Zn-0.5Zr alloy, OM and SEM micrographs of the as-cast and 3 CEE-AEC passes samples were displayed in figures 3(a)–(d), respectively. The TEM images and corresponding EDS analyses of the phases in CEE-AEC samples were displayed in figure 4. In the as-cast alloy, lots of fine lamellar phases precipitated from the grain boundaries to the interiors. The network-like eutectic phases could be observed in the SEM micrograph, which almost precipitated on the interdendritic block phases. After 3 CEE-AEC passes, the interdendritic block phases were elongated along with the extrusion direction, and some of them were broken down into much finer pieces. A large majority of the broken block phases distributed around the the grain boundaries, which pinned the grain boundaries and inhibited the growth of grains [16]. According to the corresponding selected area electron diffraction (SAED) pattern exhibited in figure 4(b), there were thirteen additional diffraction spots existing at the positions between the (0000)ɑ-Mg and (0002)ɑ-Mg reflections. It proved the interdendritic block phases had a 14H-type structure. What's more, the network-like eutectic phases were also shattered into the granular-like phases during CEE-AEC process. And the shattering eutectic phases still distributed around the elongated block phases.

Figure 3. OM and BSE images of the as-cast (a), (b) and 3 CEE-AEC passes alloys (c), (d).
Download figure:
Standard image High-resolution image
Figure 4. TEM bright images and EDS analyses of the phases in 3 CEE-AEC passes alloys, (a)–(d) TEM bright images, (e), (f) corresponding EDS analyses.
Download figure:
Standard image High-resolution imageCompared to the network-like phases, the distribution of the granular-like phases was more dispersive, which restrained the movement of dislocations and strengthen the matrix [17, 18]. Referring to the corresponding SAED pattern (B//[001]) and EDS analysis exhibited in figures 4(c) and (e), the white granular-like phases could be ascertain to be the β-Mg5(Gd, Y, Zn) phases, which had a face centered cubic (fcc) structure. There were some cuboid-shaped phases in the microstruture of CEE-AEC samples. The corresponding SAED pattern (B//[011]) and EDS analysis exhibited in figures 4(d), (f) indexed that the cuboid-shaped phases were RE-riched phases which had a FCC structure and a = 0.568 nm lattice constant. Apparently, with shear strains accumulating in the muti-pass CEE-AEC process, the grain structure was greatly refined. The average grain size was measured as 4.6 μm and 3.0 μm after one and three CEE-AEC passes respectively by linear intercept method. With reference to the study results of Yan et al [8], the grain size was refined to 12.1 μm and 1.4 μm in the asymmetric cavity with 5 mm differential after one and three CEE-AEC passes respectively, which meant increasing the differential speed of asymmetric cavity (from 5 mm to 10 mm) couldn't refine the grain structure further after 3 CEE-AEC passes but could produce better refinement effects after one CEE-AEC pass. What's more, certain intragranular lamellar phases, 14H-type structure according to figure 4(a), exhibited different orientations in different grains. These different orientation lamellar phases could suppress the substrate dislocation slip and the lattice rotation [19, 20].
3.2. The influence of solution treatment on the microstructure
To identify the optimal solution-treated parameters of CEE-AEC samples, the hardness variation in different solution treatment time was exhibited in figure 5. As shown, the hardness of the CEE-AEC samples owned a relative high value compared to that of the as-cast one, which increased from 78 HV to 106 HV. After solution treatment, the hardness of the samples had a general decrease. The decreasing hardness could be attributed to the coarsening of the grain sizes in solution-treated samples, according to the Hall-Petch relationship [21]. When solution treatment maintained 8 h, the hardness of the alloy descended further compared to that of 4 h. The further descent of the hardness was related to the dissolution of the lamellar LPSO phases which precipitated in large quantities at 4 h, as shown in figure 6(b). The recent researches indicated that the lamellar 14H-LPSO phase plays a significant role in strengthening the alloys in Mg-Gd-Y-Zn systems [22, 23]. And Yamasaki et al [24] also found that the highly dispersed 14H-LPSO hard lamellas could bring about high strength for Mg-RE alloys. Hence, the dissolution of the lamellar phases would result in the further decrease of the alloy hardness. When the solution time extended to 12 h, the lamellar phases almost dissolved completely, as shown in figure 6(c). But the hardness of the alloy achieved the peak instead. Actually, with the solute atoms diffused at the Mg matrix, the degree of the lattice distortion would be gradually enhanced. The distortional lattice hindered the movement of dislocations, thereby resulting in the increasing hardness of the solution-treated samples [25]. Undoubtedly, the peak hardness signified the solute atoms in the Mg matrix has reached the saturation, the overlong solution-treated time would give rise to the growth of grains, which resulted in the decrease in hardness.
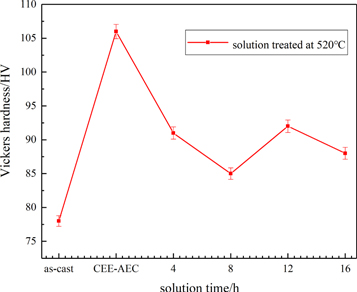
Figure 5. Hardness curve of 3 CEE-AEC passes Mg-13Gd-4Y-2Zn-0.5Zr alloy after solution treatment at 520 °C.
Download figure:
Standard image High-resolution image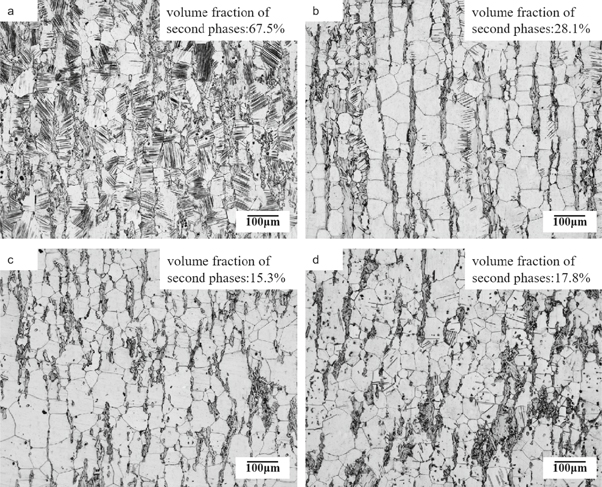
Figure 6. Optical microstructure of the CEE-AEC alloys after solution treatment at 520 °C for different time: (a) 4 h, (b) 8 h, (c) 12 h, (d) 16 h.
Download figure:
Standard image High-resolution imageFigure 6 illustrates the optical microstructure of the solution-treated samples at 520 °C with the time range from 4 h to 16 h. Obviously, the grain sizes of all samples had a general growth. After the solution treating for 4 h, the volume fraction of the elongated block phases declined. The lamellar phases precipitated in large quantities from the grain boundaries and even ran through the whole grains. Notably, the lamellar phases invariably precipitated at the vicinity of the dissolving block phases. With the block phases dissolving, free energy was released and numerous solute atoms diffused to the grain boundaries, which promoted the precipitation of the lamellar phase [26]. Thus, it could be summarized that the interdendritic block phases transformed into intragranular lamellar phases or intragranular lamellar phases precipitated at the expense of the interdendritic block phases during the solution treatment period. Liu et al [12] also found the transformation of the elongated stripe phase to lamellar phase and Zhu et al [27] attributed the phenomenon to the minimization of shear strain energy. In addition, with the time of solution treatment prolonged, the intragranular lamellar phase gradually dissolved into Mg matrix (see figure 6(b)) and almost disappeared in the solution treatment of 12 h (see figure 6(c)). To best our knowledge, the dissolution and precipitation of the second phases was a dynamic process. The volume fraction of the second phases started declining when the precipitation of the lamellar phases arrived the peak, and fianally maintained relatively stable after the solution-treated time of 12 h. Hence, combining hardness curves analysis in figure 5, the 520 °C−12 h was finally selected as the optimum solution parameter of the Mg-13Gd-4Y-2Zn-0.5Zr alloys of 3 CEE-AEC passes.
In order to investigate the influence of CEE-AEC on the solution treatment of Mg-13Gd-4Y-2Zn-0.5Zr alloys, the SEM micrographs of the 520 °C−12 h samples were exhibited in figure 7. As shown, the microstructure of the CEE-AEC samples had distinct difference with the as-cast ones. In the CEE-AEC samples, a large number of the second phases dissolved in to the Mg matrix after solution treatment of 12 h, including broken block phases, lamellar phases, granular-like phases and some elongated block phase. While in the as-cast alloys, minorities of the interdendritic block phases became discontinuous due to the dissolution, as indicated by red arrows in figure 7(b). And numerous RE-riched small particles precipitated around the dissolving block phases. Lots of lamellar phases also could be observed in the as-cast alloys after solution treating for 12h. However, the phenomenon that numerous lamellar phases precipitated from the grain boundaries has already appeared at the CEE-AEC samples in the solution treatment of 4 h, with reference to the figure 6(a). According to the studies of Abe et al, the precipitation of the lamellar phases includes two steps, one is the formation of the stacking faults (SFs) in Mg matrix, the other is the solid atoms (Gd, Y, Zn) diffuse to the SFs [28]. The faster diffusion rate of the solid atoms would contribute to the advance precipitation of the lamellar phases. Actually, the improvement of the diffusion rate was related to the multiplicative dislocations caused by CEE-AEC. The local strain fields occurred around the dislocations provided diffusion kinetics for the solid atoms and multiplicative dislocations provided the sufficient channels for solute atoms diffusing. The factors pointed above facilitated the advance precipitation of the lamellar phases. What's more, compared the micrograph of two samples, the volume fraction of the second phases was lower in the CEE-AEC samples. It indicated that the Mg matrix of CEE-AEC samples owned the higher element concentration compared to the as-cast ones. Higher element concentration in the Mg matrix was favorable for the precipitation of the β phases in subsequent ageing treatment.

Figure 7. SEM micrograph of the Mg-13Gd-4Y-2Zn-0.5Zr alloy after solution treatment at 520 °C for 12 h: (a) 3 CEE-AEC passes samples, (b) as-cast samples.
Download figure:
Standard image High-resolution image3.3. The ageing hardening response and the precipitation of β phases
Figure 8 shows the hardness comparison curves of the alloys which aged at 225 °C for different time. The as-received samples included 3 CEE-AEC samples and as-cast alloys, respectively. As shown, the samples of CEE-AEC have exhibited distinct ageing hardening response in a short treating time (4 h), which obtained a relative high hardness value of 111 HV. While the hardness of the as-cast ones didn't arise apparently until 8 h. As the ageing time increased to 16 h, the ageing hardening response of the CEE-AEC samples reached the peak with the value of 128 HV. Compared to the CEE-AEC samples, the hardness of the as-cast samples arrived at the peak after ageing treatment of 64 h, with the value of 121 HV. The value of peak hardness and corresponding ageing treatment time of the CEE-AEC samples were 5% higher and 75% shorter than those of the as-cast ones, respectively. From the overall trend of two curves, the hardness curve of CEE-AEC samples arose rapidly from the initial stage to the peak stage of the ageing treatment, and remained relatively stable for a long time afterwards. While the tendency of the as-cast samples increased more slowly until the hardness reached the peak and declined more quickly in the subsequently long-term ageing treatment, which was contrary to the hardness variation tendency of the CEE-AEC ones. The rapid increment of the hardness in CEE-AEC samples may be related to the higher element concentrations in the Mg matrix. Higher element concentrations provided more nucleation kinetics for the precipitation of the β' phases, which contributed to a sharp increase in the hardness of the CEE-AEC samples.
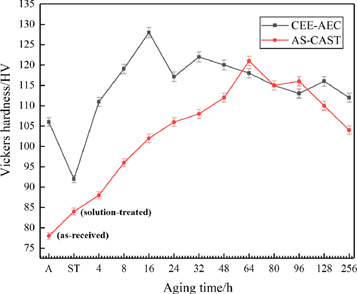
Figure 8. Ageing hardness comparison between 3 CEE-AEC passes samples and as-cast ones at 225 °C.
Download figure:
Standard image High-resolution imageIn order to investigated the microstructure evolution and ageing precipitation sequence of the samples of 3 CEE-AEC passes, TEM and corresponding SAED were conducted. Figures 9(a) and (b) show the morphology of the samples aged at 225 °C for 4 h. It's apparent to see a large number of fine spherical precipitates with clear strain contrast, indicated by the red circle in figure 9(a), distributed heterogeneously in the Mg matrix. The uneven distribution of the spherical precipitates were related to the density of the dislocations. Actually, the second phases precipitated preferentially in the areas which were filled with large amounts of dislocations. The dense dislocations caused by CEE-AEC provided lots of favorable nucleation positions, which resulted in a concentrated distribution of these spherical precipitates. Referring to the corresponding SAED pattern (B//[1–100]α) exhibited in figure 9(c), additional diffraction intensity emerging at the positions of 1/2 (11–20)ɑ-Mg reflections. Such a microdiffraction feature demonstrated that the crystal structure of fine spherical precipitates was in accord with the hexagonal D019. These precipitates with D019 structure were named β'' phases in Mg-RE systems, they had the lattice constant a = 2 × aɑ-Mg ≈ 0.64 nm, c = cɑ-Mg ≈ 0.52 nm. The orientation(relationship between the β'' phase and a-Mg matrix was [0001]β''
//[0001]ɑ-Mg, [11–20]β''
// [11–20]ɑ-Mg [29, 30]. Compared with initial β'' phase, these spherical precipitates were more fine, which meant the beginning of the transformation from spherical precipitates (β'') to lens-shaped precipitates (β'). But β'' phase still precipitated predominantly during the early-aged period. As illustrated in figure 9(b), there were grain boundary precipitates (GBPs) accompanied with the clear precipitate free zone (PFZ) forming in the samples which aged at 225 °C for 4h. With reference to the corresponding SAED pattern (B//[111]) in figure 9(b), the GBPs were identified to own a fcc structure which were consistent with the equilibrium β phases (Mg5RE, fcc structure,  a = 2.23 nm [31]). The mean size of the GBPs and width of PFZ were about 278 nm and 0.62 μm, respectively. Such coarse GBPs and wide PFZ were generally observed in the Mg-Gd-Y-Zn-Zr alloys aged at 225 °C for about 256 h. To the best of our knowledge, the formation of the PFZ was resulted by the concentration reducing of solute atoms and vacancies near the grain boundaries. In the CEE-AEC processed alloy, large amounts of dislocations gathered in the grain boundaries with the strains accumulating. The local strain fields occurring around these dislocations would induce solute atoms and vacancies diffusing to the grain boundaries spontaneously, which not only remarkably accelerated the precipitation and formation of GBPs and PFZ but promoted them coarsening and widening rapidly.
a = 2.23 nm [31]). The mean size of the GBPs and width of PFZ were about 278 nm and 0.62 μm, respectively. Such coarse GBPs and wide PFZ were generally observed in the Mg-Gd-Y-Zn-Zr alloys aged at 225 °C for about 256 h. To the best of our knowledge, the formation of the PFZ was resulted by the concentration reducing of solute atoms and vacancies near the grain boundaries. In the CEE-AEC processed alloy, large amounts of dislocations gathered in the grain boundaries with the strains accumulating. The local strain fields occurring around these dislocations would induce solute atoms and vacancies diffusing to the grain boundaries spontaneously, which not only remarkably accelerated the precipitation and formation of GBPs and PFZ but promoted them coarsening and widening rapidly.
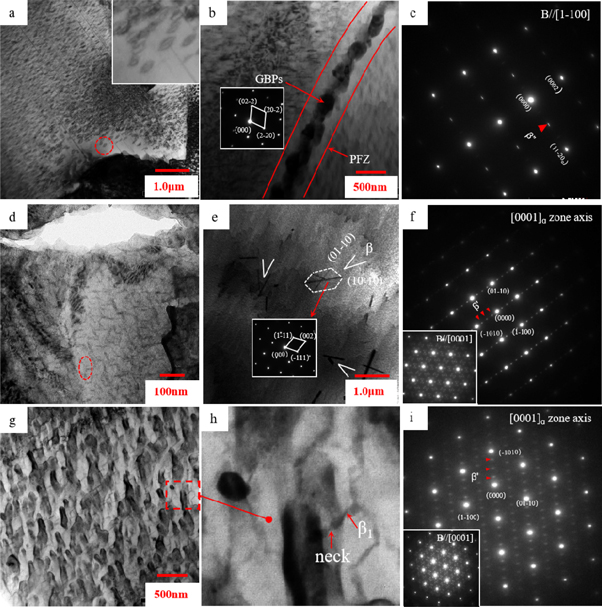
Figure 9. TEM bright-field images and SAED patterns of 3 CEE-AEC passes alloys after ageing treatment at 225 °C for different time: (a)–(c) 4 h, (d)–(f) 16 h, (g)–(i) 256 h.
Download figure:
Standard image High-resolution imageAfter ageing treating for 16 h, the CEE-AEC samples arrived at the peak-aged stage. the morphology of the samples were indicated in figures 9(d) and (e). The SAED patterns shown in lower left corner of figures 9(f) and (i), incident electron beam paralleled to [0001]ɑ, overlapped three symmetric orientation diffraction patterns (0°, 120°, 240°) of β' precipitates, as shown in figure 10 [27]. Actually, figure 9(f) exhibited the 240° orientation diffraction pattern in [0001]α zone, while figure 9(i) exhibited the 0° orientation diffraction pattern in [0001]α zone. As shown in figure 9(d), spherical precipitates existing in the early-aged period have completely transformed into lens-shaped phases with the ageing time prolonged to 16 h. The lens-shaped phases exhibited a triangular arrangement structure at the condition that the incident beam paralleled to [0001]ɑ, which was the symbol that the ageing hardening response arrived the peak [30, 32]. In the corresponding SAED pattern recorded from the [0001]α zone axis, additional diffraction intensity presented to the positions of 1/4 (−1010)ɑ-Mg, 2/4 (−1010)ɑ-Mg and 3/4 (−1010)ɑ-Mg reflections. Such a microdiffraction feature demonstrated the precipitation of β' phase. The β' phase had a base centered orthohombic (bco) structure with the lattice parameters a = 2 × aɑ-Mg ≈ 0.64 nm, b = 8 × d(−1010)ɑ-Mg ≈ 2.22 nm and c = cɑ-Mg ≈ 0.52 nm. The orientation relationship between the β' phase and a-Mg matrix was [001]β' //[0001]ɑ, (100)β' //(2–1–10)ɑ [33–35]. What's more, there were some coarse plate-shaped phases precipitating on the {1–100} planes and interlacing at a certain angle. The crystal structure of the phases, fcc structure with the lattice constant a = 2.22 nm, was identified by the microdiffraction pattern in figure 9(e). Hence, the coarse plate-shaped phases could be deduced to be the equilibrium β phases, which generally precipitated in the over-aged period of as-cast Mg-RE alloys. The advance precipitation of the β phases may be related to the severe plastic deformation. Actually, the deformation storage energy reserved in the process of CEE-AEC provided adequate nucleation kinetics for the formation of β phases, and the dense dislocations in Mg matrix provided the favorable positions for the nucleation of β phases. Both of them contributed to the accelerating precipitation of the equilibrium β phases. Although the equilibrium β phases were observed in the Mg matrix, the metastable β' phases kept in a large majority at the peak-aged stage, according to the SAED pattern presented in figure 9(f). The orientation relationship between the β phase and a-Mg matrix was [110]β //[0001]ɑ, (1–11)β //[11–20]ɑ and (−112)β //[1–100]ɑ [30, 32].

Figure 10. SAED schematic diagram of β' phases in [0001]ɑ zone, which contained the three symmetric orientation diffraction patterns (0°, 120°, 240°).
Download figure:
Standard image High-resolution imageWith continuous ageing treatment, the CEE-AEC samples reached the early over-aged stage at 256 h. Figures 9(g)–(i) presented the morphology of the samples at early over-aged stage and corresponding SAED pattern recorded from [0001]ɑ zone axis. Obviously, the lens-shaped β' phases have already formed the continuous network with the prolonged ageing time. There were some rhombic-shaped β1 phases precipitating at the necks of the decomposing β' phases, as indicated in figure 9(h). The formation of the β1 phases was considered as the result of the minimization of the shear strains around the β' phases. Some parts of the β1 phases attached to the β' phases and others paralleled to the {1–100}ɑ planes. When β1 phases grew to a certain size, in situ transformation would happen between metastable β1 phases and equilibrium β phases. Finally, the equilibrium β phases with a coarse plate shape would precipitate extensively on the {1–100}ɑ planes in a long-term ageing treatment. The precipitation schematic diagram of the β phases was exhibited in figure 11, which illuminated the precipitation process from the mestable β'' phase to the equilibrium β phase. As shown in figure 9(i), the intensity of diffraction spots arose obviously compared to that in figure 9(f). The more evident diffraction contrasts could be attributed to the growth of β' phases and the formation of β1 phases. Although the β1 phases has formed at 256 h-aged treatment stage, the β' phases still precipitated predominantly, according to the diffraction feature of figure 9(i). This precipitation characteristics also demonstrated that the β' phases owned excellent thermal stability and the enhanced hardness related to the β' phases would maintain a long time at ambient temperature.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 11. Precipitation schematic diagram of the β phases in the Mg-13Gd-4Y-2Zn-0.5Zr alloys. ①-② The spherical β'' phases gradually became fine, and transformed into the lens-shaped β' phases. The β' phases lay on the {11–20}ɑ planes with a triangular arrangement structure. ②-③ The β' phases formed the continuous network accompanied with the formation of the necks and the nucleation of the rhombic-shaped β1 phases. ③-④ The β1 phases grew up by comsuming the β' phases. When β1 phases grew to a certain size, in situ transformation would happen between metastable β1 phases and equilibrium β phases. Finally, the equilibrium β phases with a coarse plate shape precipitated extensively on the {1–100}ɑ planes.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusion
The influence of the CEE-AEC together with the heat treatment on the microstructural characteristics and hardness of the Mg-13Gd-4Y-2Zn-0.5Zr alloys was investigated and discussed systematically in this paper. Main conclusions were summarized as the following :
- (1)After the 3 CEE-AEC passes, the grain structure was refined to about 3 μm. The microstucture of the 3 CEE-AEC passes alloy contained α-Mg matrix, granular-like β phase, intragranular lamellar phase, interdendritic block phase, cuboid-shaped phase and small broken phase.
- (2)The process of heat treatment on the Mg-13Gd-4Y-2Zn-0.5Zr alloys was remarkably accelerated due to the influence of CEE-AEC, including the advance precipitation of the lamellar phases in solution treatment, the advance precipitation of the GBPs and the equilibrium β phases in ageing treatment. The precipitation sequence of the CEE-AEC alloys aged at 225 °C was Mg (S.S.S.S)→β' (DO19)→β' (bco)→β1 (fcc)→β (fcc).
- (3)The CEE-AEC together with the heat treatment exhibited excellently comprehensive effect to the increment of the alloy hardness. The peak-ageing hardness of the CEE-AEC samples was 128 HV, which increased ∼64%, ∼20% and ∼5% respectively compared to the as-cast hardness, CEE-AEC hardness and peak-ageing hardness of the as-cast samples. And the peak-ageing time of the CEE-AEC samples was about 16 h, which was 75% shorter than that of the as-cast ones.
Acknowledgments
The present research was supported by the National Natural Science Foundation of China (Grant No. 51675492) and the Natural Science Foundation of Shanxi Province (Grant No. 201801D121106).
Patents
In order to protect the intellectual property rights, cyclic expansion-extrusion with asymmetric extrusion cavity technology have been patented and authorized (ZL 2019 1 0324752.6, China and ZL 2019 1 0324749.4, China).
Author Contributions
Y.X. and Q.W. designed the experiments; X.X., X.S., Z.Y., J.Z., C.G and C.Y. conducted the experiments and collected the data; X.X., X.S. and Z.Y. analyzed the data; X.X. wrote the paper.
Conflicts of Interest
The authors declare no conflict of interest.