
Abstract
IN625 coatings applied by selective laser melting show high resistance at high temperatures but the creep behavior of such coatings is not well understood. In this paper, the microstructure and creep behavior of this coating applied to Rene80 alloy under different heat treatment conditions, were investigated by a small punch creep test. The results show that coating application in the form of solution heat treatment + coating + aging heat treatment leads the maximum creep life of about 135 h. In cast-coated specimens, liquation cracks due to incomplete solution of γ-γ' eutectic, γ' phase, Cr-Mo boride, and MC carbide in heat affected zone reduced the creep life by about 63 h. In these samples, unlike the heat treatment sample, which experienced inter-granular creep failure, the failure occurred exactly from the coating-substrate interface.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
First-row blades of gas turbines operate under complex conditions of temperature and stress, which may be seriously affected by factors such as creep, fatigue, corrosion, and oxidation [1]. Proper application of coatings is one of the things that improve efficiency and increase the life of the blades. Various coatings such as aluminide, thermal barrier, and MCrAlY are used on these blades [2]. One of the problems with the above coatings is the lack of proper adhesion to the substrate. This can negatively affect processes such as creep [3]. One of the attractive methods that have been considered by craftsmen and researchers today is selective laser melting (SLM). Among the advantages of this method is strong bonding of the substrate-coating due to partial melting of the substrate, low heat input, adjustable parameters, high speed, and narrow heat-affected zone (HAZ) [4]. One of the most important methods of coating evolution is the creep test. But because, there is not enough time and materials to perform uniaxial creep testing (UCT), there is a lot of interest in the small punch creep test (SPCT) today. The SPCT is becoming a widely applied testing method in creep testing to determine the life expectancy, due to its short span of testing time and small material requirements with respect to the conventional UCT. This test basically consists of punching, under constant load, a specimen of small size 10 × 10 × 0.5 mm whose edges are firmly gripped by a die [5]. The application of the load is made through a spherical head punch or a ball, generally 2 mm in diameter. This test was initially developed in the nuclear industry and has been successfully used to obtain the creep properties of in-service components in those cases where there is not sufficient material to carry out standard creep tests, as happens in the case of welds or irradiated materials. The experimental setup can be consulted in the CEN code of practice for small punch testing [6]. Studies in the literature on the creep behavior of different materials by the SPCT [5, 7], but almost no reviews on the research of SPCT on IN625-coated Rene80 superalloys can be seen. This study aimed to evaluate the creep behavior of Rene80 superalloy coated with IN625 powder by the SLM method. For this purpose, samples of Rene80 were coated with beta after coating and applying various heat treatments. For this purpose, representatives of Rene80, after coating and applying multiple heat treatments, were tested for SPCT.
2. Experimental procedure
In this research, Rene80 nickel-based superalloy with dimensions of 50 × 50 × 1 mm3 was used as a substrate, and IN625 nickel-based superalloy powder with spherical morphology and an average size of 15 μm was used as a coating. The chemical composition of these two types of superalloys is presented in table 1. The coating operation was performed the SLM with a pulsed Nd:YAG laser source (figure 1(a)). Coating parameters were based on our previous research that led to selecting the optimal parameter [8]. These parameters included powder feed rate (mg/s), laser power (W), and scan speed (mm/s), which were 300, 200, and 5, respectively. To affect the heat treatment and coating on the creep behavior, the samples were used in four different conditions, which were: MT1 (as-cast, uncoated(, MT2 (1230 °C−2 h-AC + 845 °C−16 h-AC, uncoated), MT3 (as-cast, coating), and MT4 (1230 °C−2 h-AC + coating + 845 °C−16 h-AC). The creep behavior of all four samples was performed by SPCT at temperatures (°C) and forces (N) of 700 and 350, respectively. The reason for choosing the above conditions is the working conditions of gas turbine blades under these conditions [9]. Various quasi-experimental studies have been performed for SPCT analysis to calculate the Uniaxial stress (Mpa) and equivalent uniaxial strain through the load (N) and sample displacement (mm) [10]. According to these reports, following the CEN workshop agreement, the bag is converted to equivalent uniaxial stress (σe) (equation 1).

That in this equation, ap: radius of the receiving hole (mm), Rs: punch head radius (mm), t0: specimen thickness (mm), F: load (N), and Ksp: is a non-dimensional correction factor used to correlate SPC data with uni-axial testing data which is considered one according to CEN workshop recommendations (figure 1(b)). To study the microstructure, the samples were analyzed by field-emission scanning electron microscope (FE-SEM) after metallography and etching by 12 ml H3PO4 + 40 ml HNO3 + 48 ml H2SO4 solution at 6 V for 5 s.
Table 1. (a) Chemical composition of Rene80 superalloy and IN625 powder (wt%).
| Elements | Cr | Co | Ti | Al | W | Ta | Mo | Nb | C | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| Rene80 | 14 | 9.5 | 4.9 | 3 | 3.9 | 2.7 | 1.5 | 0.07 | 0.1 | Bal |
| IN625 | 22 | — | — | 0.4 | — | — | 8.9 | 0.52 | 0.1 | Bal |

Figure 1. (a) Schematics of SLM operation, and (b) SPCT.
Download figure:
Standard image High-resolution image3. Results and discussion
In this study, the effect of heat treatment and IN625 coating on the creep behavior of GTD-111 Nickel-Based Superalloy was investigated using SPCT. The results of the creep behavior of MT1-MT4 samples are presented in figure 2. The stresses calculated in these curves are obtained through equation (1). As can be seen, all curves are three-stage and include primary, secondary (steady-state), and tertiary (accelerated) creep. The differences observed in the slope and extent of these three areas are the confrontation of strain hardening processes, and softening due to recovery. The first zone contains a sizeable initial deformation that ends with a reduction in velocity and rate of displacement due to the formation of sub-grains and the creation of obstacles to the dislocations movement. The displacement rate in the second stage continues at a constant and almost uniform speed. The reason for this is to create a balance between hardening and recovery processes, which in the presence of metallurgical weakening factors such as grain boundary slip, γ' particle coagulation, precipitation of brittle TCP phases, and recrystallization of hardened grains, this balance is lost and the creep enters the third stage. In the third stage of creep, as in the early stage, there is a significant increase in creep slope, which, unlike the first stage, occurs due to the growth and accumulation of creep holes.

Figure 2. Representative SPCT displacement-time curves of the MT1-MT4 samples.
Download figure:
Standard image High-resolution imageAccording to figure 2, the minimum and maximum creep life are related to casting sample (MT1) and coated (MT4) samples, respectively. The microstructure of sample MT1 suffers from casting segregations because it was prepared under casting conditions (figure 3(d)). Various studies have reported a reduction in creep life in the presence of casting segregations [11]. According to previous studies by Taheri et al [12], light elements such as Ti, Ta and, Al are segregated in the inter-dendritic regions (IDR), and heavy elements such as W and Mo are segregated in the core-dendritic regions (CDR) of the Rene80 superalloy. Another reason for reducing the creep life of sample MT1 is the formation of harmful TCP precipitations and having elongated corners of γ' particles (figures 3(a)–(c)), in which case these areas act as short and easy paths for diffusion during creep (second stage). Under such conditions, dislocations passage through these areas will occur quickly. However, the appropriate morphology of primary and secondary γ' particles after aging in sample MT2 (figures 3(e) and (f)) are substantial barriers to the movement of dislocations. This has increased the creep life of Sample MT2 by 96% compared to Sample MT1.

Figure 3. (a) γ' morphology in pre-creep casting conditions (MT1), (b) Formation of TCP after creep (MT1), (c) γ' enlargement after creep (MT1), (d) Casting segregations (MT1), (e) Primary γ' solution before coating (MT2), (f) Secondary γ' nucleation due to aging (MT2).
Download figure:
Standard image High-resolution imageOne of the most important objectives of this study was to increase the creep life of the Rene80 superalloy by applying IN65 coating by the LC method. As can be seen from the curves in figure 2, this has been achieved (especially in sample MT4). Therefore, IN625 coating can be considered as a factor to increase creep resistance. As shown in figure 4, the coating applied in Sample MT4 is free of any porosity, holes, or cracks. On the other hand, Map analysis of the coating shows that the amount of dilution of the coating is minimal, and the most important element of the coating, Cr, is scattered in the coating. Beside, MC carbide particles are dispersed in IDR, which can be a barrier to the movement of dislocations.
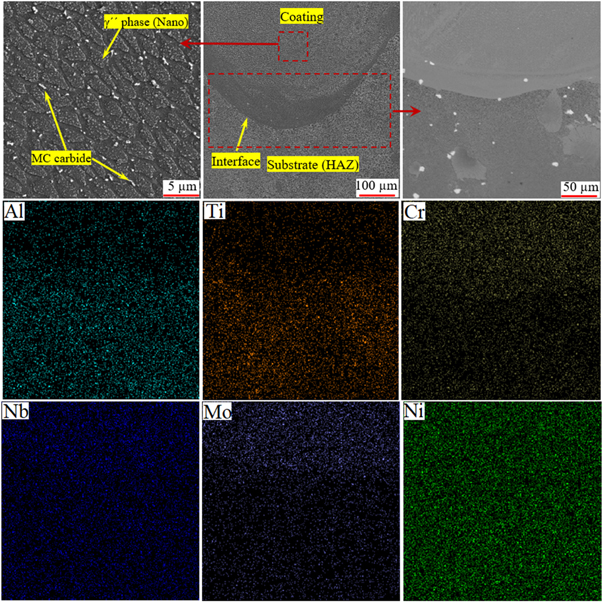
Figure 4. Complete cross-section with EDS mapping of the MT4.
Download figure:
Standard image High-resolution imageSince creep is an internal mechanism, it can be expected that the nucleation of the hole will start from the substrate and end at the surface. Jackson et al [13] described a coating with good adhesion to the substrate as a factor in delaying the escape of misplacement from the substrate to the surface. In general, when the dislocations escape to the free surface, the stress due to the production of the dislocation-starred state, which is called dislocation-starvation (DS) hardening, increases. Over time, in the second stage of creep, the grain boundaries slip, facilitating the passage of dislocations through obstacles such as carbides and γ' particles to the surface. As DS hardens, the material tends to fracture. This is much more likely in uncoated samples. According to the above, it is observed that despite applying the coating under the same conditions, sample MT3 has a shorter creep life than sample MT4. So that sample MT3 shows the same creep behavior as sample MT2, which is uncoated. The microstructural studies of sample MT3 in figures 5(a)–(c) show that the HAZ suffers from liquation grain boundaries (LGBs) and liquation cracks (LCs). EDS analysis of areas around LCs and LGBs identifies γ-γ' eutectic, Cr-Mo boride, MC carbide, and γ' phase (table 2). There have been various reports [14, 15] on the effect of the above phases on the formation of LGBs and LC in the HAZ of Rene80 superalloy during welding and laser coating. Because the heating rate during laser coating is so high, these phases do not have a chance to solve the matrix. Therefore, during a reaction with the matrix, they produce partial LGB in the phase-matrix interface. Then, during the cooling of the HAZ, various stresses such as precipitation stresses, cooling and shrinkage are applied to these areas, which results in the formation of LCs. Under such conditions, the creep curve will enter the third stage of creep faster and, as a result, will experience a shorter creep life. On the other hand, some of these LCs reduce the creep life by decreasing the adhesion of the coating to the substrate by spreading from the substrate to the coating (figure 5(a)). In such cases, the amount of coating-substrate bonding will be so low that the formation of creep holes of the third stage and fracture will occur from this area (figure 5(e)). But the cross-sectional area due to creep in sample MT4 shows inter-granular fracture (figure 5(f)). This indicates proper adhesion of the coating-substrate. The remarkable creep life of this specimen also shows the absence of any LCs in the HAZ. The reason for this is the solution of harmful phases, including γ' during solution heat treatment. However, since the presence of this phase is essential for the creep resistance of the alloy, by aging heat treatment after welding, this phase is created in the γ matrix and has increased the Rene80 creep life. In addition to the solution of liquation-sensitive phases before the coating process, the hardness of the substrate has an effect on LC formation in the HAZ. Examination of Vickers micro-hardness results of samples MT3 and MT4 before coating shows hardness numbers 365 Hv and 559 Hv, respectively. The reason for the decrease in the hardness of sample MT4 is the solution of γ' phases. In such cases, the three stresses mentioned during the coating will have a greater chance of release than the sample with a higher hardness. Such an issue has also been confirmed by Taheri [12] and Montazeri [16].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 5. (a) and (b) Liquation crack formation in HAZ (MT3), (c) LGB formation in HAZ (MT3), (d) HAZ without cracking (MT4), (e) Formation of creep holes at the fracture cross-section (MT3), (f) Inter-granular fracture after creep (MT4).
Download figure:
Standard image High-resolution image{kind=link}
Table 2. Results of EDS analysis of phases in figures 5(a)–(c).
| Possible phases | Cr | Co | Ti | Al | W | Ta | Mo | Ni |
|---|---|---|---|---|---|---|---|---|
| Point a (γ' phase) | 1.5 | 2.2 | 18.7 | 4.9 | 1.6 | — | — | 71.1 |
| Point b (γ-γ' eutectic) | 21.2 | 11 | 13.1 | 3 | 1.2 | — | — | 50.5 |
| Point c (MC carbide) | 0.6 | 1.2 | 67.2 | — | 3.4 | 22.5 | 3.1 | 2 |
| Point d (Cr-Mo boride) | 50.2 | 1.4 | 4.6 | 1.1 | 16.3 | 1.4 | 21.5 | 3.5 |
4. Conclusion
- The γ' phase is the most effective phase to prevent the movement of dislocations and increase the creep life in the Rene80 superalloy.
- Rene80 superalloy showed about 96% more creep life under heat treatment conditions than non-heat treated samples.
- Applying IN625 coating by SLM on Rene80 superalloy increased creep life by 46% compared to uncoated samples.
- The most important the coating by SLM is the formation of LGB and LC in HAZ, which was solved by solution heat treatment before coating and aging heat treatment after coating.
Data availability statement
The data that support the findings of this study are available upon reasonable request from the authors.