
Abstract
Integral thin shells made of high strength aluminum alloys are urgently needed in new generation transportation equipment. There are challenges to overcoming the co-existing problems of wrinkling and splitting by the cold forming and hot forming processes. An innovative technology of ultra-low temperature forming has been invented for aluminum alloy thin shells by the new phenomenon of 'dual enhancement effect'. That means plasticity and hardening are enhanced simultaneously at ultra-low temperatures. In this perspective, the dual enhancement effect is described, and the development, current state and prospects of this new forming method are introduced. This innovative method can provide a new approach for integral aluminum alloy components with large size, ultra-thin thickness, and high strength. An integral tank dome of rocket with 2 m in diameter was formed by using a blank sheet with the same thickness as the final component, breaking through the limit value of thickness-diameter ratio.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 3.0 license. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
Aluminum alloys are the main structural materials of rockets and aircraft because of their high strength-to-weight ratio and superior corrosion resistance [1]. The structural quality accounts for more than 50%. In order to meet the increasing demand for lightweight, large load-bearing, and high reliability in new generation transportation equipment, integrated structures are urgently required to replace the conventional multiple segment welding structures [2]. Such integral components are large curved surface shells with ultra-thin thickness and deep cavities. For example, the thickness of the integral tank dome of 2 m diameter rocket is less than 3 mm, and the ratio of thickness to diameter (<3‰) is far less than the limit value of wrinkling. Serious wrinkling defects will occur in the integral forming process. High strength aluminum alloys, especially Al–Li or Al–Zn alloy, etc, have poor plasticity and weak hardening ability at room temperature. The ratio of depth to diameter is much greater than the limit value of splitting. Splitting is also very prone to occur. Meanwhile, the methods taken to prevent wrinkling will further exacerbate splitting [3].
Heating is often used to improve the forming limit of an aluminum alloy [4]. But only plasticity is improved after being heated, the hardening is weakened or even softened, which easily results in concentrate deformation. It not only cannot solve wrinkling, but may also cause splitting. Meanwhile, the desirable microstructure and performance may be destroyed while the forming is carried out at high temperatures. Subsequent heat treatment is usually required to restore microstructure and improve strength, but serious thermal distortion of the large-size thin shell is often caused in the quenching process [5]. There are great challenges to fabricating such a large-sized thin shell of high strength aluminum alloy with an integrated structure by the cold forming and hot forming processes.
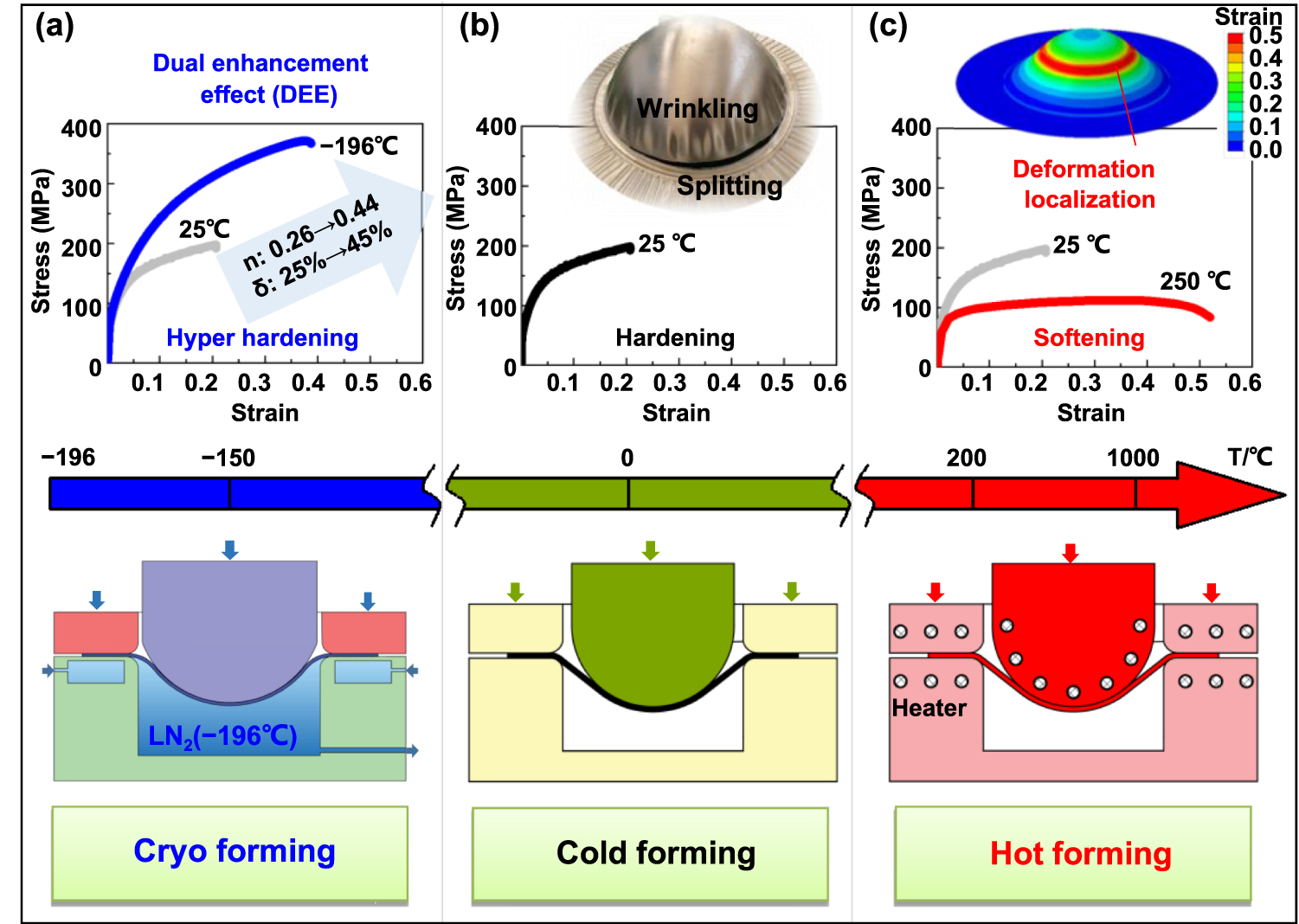
In the forming of curved surface shell, the main deformation zone keeps sustaining a stress state of radial tension and hoop compression. Wrinkling is produced by the hoop compressive stress and splitting by the radial tensile stress. To address these problems simultaneously, aluminum alloy should have hyper hardening and high plasticity to ensure that the deformation can be withstood and transferred, while avoiding localized deformation. But the hardening of the metal materials is generally inversely correlated with plasticity. Is there such an ideal condition? Interestingly, the plasticity (elongation δ value) and hardening ability (n value) of aluminum alloy are enhanced simultaneously at ultra-low temperatures. The elongation and n value of 2219-O aluminum alloy at liquid nitrogen temperature increases to 45% and 0.44, which are both enhanced nearly one time than that at room temperature, as shown in figure 1(a). This abnormal phenomenon is called the 'dual enhancement effect (DEE)', which means hyper hardening and high plasticity at ultra-low temperatures. The increasing hardening ability can make the deformed zone stronger. The deformation will then change the relatively weak zones. The weak zone will become stronger after deformation due to material hardening. The strong and weak deformation zones will transfer alternately to achieve uniform deformation. However, softening occurs at high temperatures, and the deformation cannot transfer out due to less hardening, resulting in local deformation or even splitting, as shown in figure 1(c).
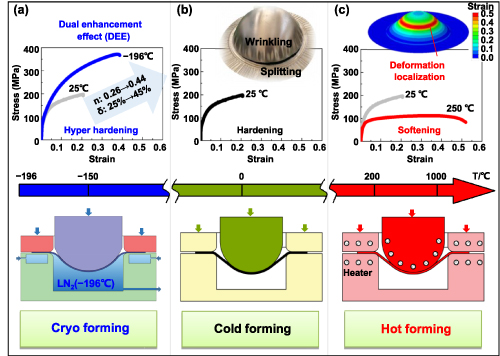
Figure 1. Stress–strain relationships and forming methods at different temperatures: (a) cryo-forming at low temperatures with the dual enhancement effect, (b) cold-forming at room temperature with normal hardening and low plasticity, (c) hot-forming at high temperatures with excellent plasticity and softening.
Download figure:
Standard image High-resolution imageThe excellent dual enhancement effect depends on many factors. A critical transition temperature exists for different aluminum alloys. Preliminary experiments show that the critical transition temperature of 5A06-O alloy is about −120 °C, 2219 W alloy is −160 °C, and 2195 W alloy is −170 °C. The heat treatment also determines the dual enhancement effect, which is improved under the annealing and solution conditions. The aging treatment can hardly contribute to the enhancement of plasticity. Previous studies mainly focused on the service performance after aging, that is why the excellent formability has not been utilized until now. Steel and other metal materials show harmful cold embrittlement after deep cooling, but all aluminum alloys have significant dual enhancement effect. The corresponding physical mechanism needs to be further revealed, which is still limited by the in-situ visual characterization under ultra-low temperatures and complex stress conditions [6, 7]. An important scientific breakthrough will be made from the perspectives of atomic binding energy, polycrystalline, second phase, and alloy element.
It is more meaningful to use the ideal formability at ultra-low temperatures. To solve the co-existence of wrinkling and splitting when forming large-sized thin shells, ultra-low temperature forming was invented by Prof. Yuan [8] by taking advantage of the new phenomenon of dual enhancement effect at ultra-low temperatures. The sheet is cooled to a temperature below a critical temperature (<−120 °C), so that the deformation is carried out at an ultra-low temperature, as shown in figure 2(a). In order to realize the efficient and uniform cooling of large-size sheet, the sheet is cooled directly by filling an ultra-low temperature medium like liquid nitrogen, or pre-cooled out of forming dies to avoid the problem of overall cooling large-size forming dies. The pre-cooled forming dies can also be utilized to ensure the cooling effect through heat conduction. All of these are taken to ensure the main deformation is finished below a critical temperature. Meanwhile, an ultra-low temperature medium can be used not only for cooling, but also for pressurization to realize the forming of thin shells with complex shapes. A series of technical advantages can be obtained as follows:
- (a)The forming limit and thickness are improved significantly. The hyper hardening and high plasticity can help to withstand and transfer deformation and further prevent localized deformations from splitting, so that the radial tensile stress can be increased to reduce the circular compressive stress. A wider window can be provided to control wrinkling. And the thickness uniformity can also be improved.
- (b)The microstructure and performance are easy to control. The microstructure cannot be destroyed due to the inhibition of recovery and recrystallization at ultra-low temperatures. More substructures can be produced by multi-system slip, which may promote the improvement in mechanical property by combining artificial aging. Meanwhile, the as-quenched aluminum alloy sheet can be utilized directly, subsequent quenching and accompanying with serious thermal distortion can be avoided, especially for the large-sized thin shells.

{kind=link}
Figure 2. Ultra-low temperature forming method and press: (a) diagram of ultra-low temperature forming; (b) an aluminum alloy tank dome with 2 m in diameter and ultra-low temperature forming device with drawing force of 22 MN and ultra-low temperature of −196 °C.
Download figure:
Standard image High-resolution image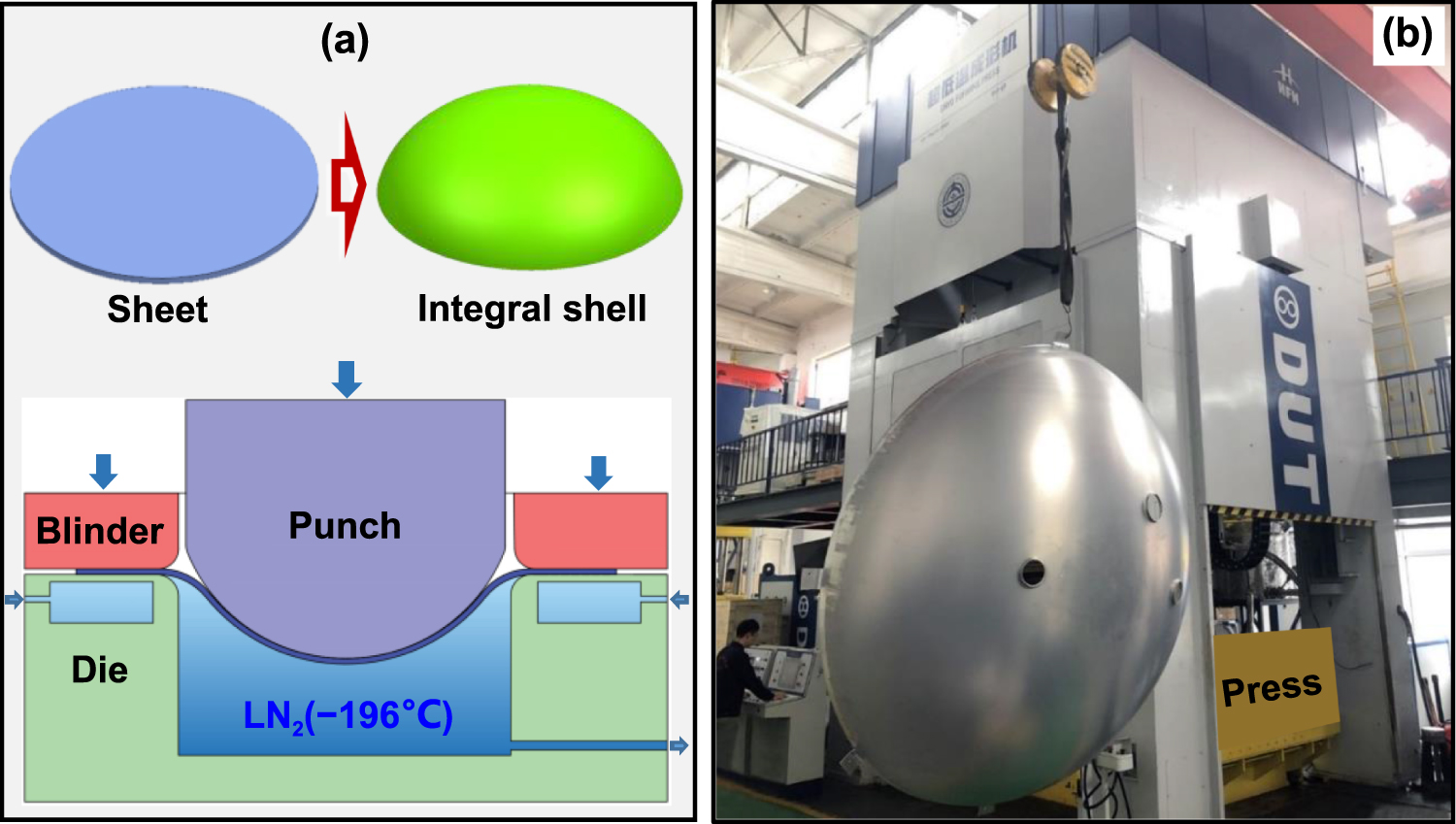{kind=link}
In order to meet the urgent need for large-sized integral shells of high strength aluminum alloys, the world's first ultra-low temperature forming press was developed with 22 MN in drawing force and 3 m in platform dimension. A servo control technology was used to solve the problems associated with vaporization and transmission of ultra-low temperature medium with large volume. The lowest temperature can be cooled to −196 °C with a control accuracy of 3 °C. The pressure of ultra-low temperature mediums can be increased to 100 MPa. A 2219 aluminum alloy tank dome with 2 m in diameter was integrally formed by this ultra-low temperature forming device (figure 2(b)). The sheet of equal thickness to the component was directly used in the ultra-low temperature forming, the ratio of thickness to diameter was as small as 1.6‰, which further breaks through the limit value of 3.0‰. The thickness distribution along radial and circular directions was uniform with a difference rate of 6.5%. The dimensional deviation from the target profile was less than 0.5 mm for this large-size ultra-thin component. It is valuable that the mechanical properties arrive at the strengthening level of T8 temper with tensile strength of 458 MPa, yield strength of 352 MPa, and elongation up to 10.9%. All of the relative service performances were higher than the design requirements, implying a broad application prospects.
It is ideal for fabricating large-sized thin shells by ultra-low temperature forming due to its advantage in preventing localized deformation. An ultra-low temperature forming technology will be established through the systemic studies on mechanistic and technical theories, which will be the third forming method juxtaposed with the cold forming and hot forming processes. This disruptive technology can provide a new approach for integral aluminum alloy components with large size, ultra-thin thickness, and high strength. At the same time, the dual enhancement effect can be also used to solve problems in the material preparation of high performance aluminum alloy, such as ultra-fine grains, ultra-wide blank, and ultra-thin sheet, etc, improving the level of aluminum alloy material manufacturing. Meanwhile, metals with a face-centered cubic structure almost have an ultra-low temperature dual enhancement effect, which can bring innovative technology to this large class of metal materials (aluminum alloys, copper alloys, high-entropy alloys, etc).
Acknowledgments
This work was supported by the National Key Research and Development Program of China (No. 2019YFA0708800) and the Fundamental Research Funds for the Central Universities (No. DUT20ZD101).