
Abstract
The influence of electromagnetic braking in the meniscus region and electromagnetic stirring of the steel melt in continuous caster molds is studied. A relative increase of 18 in the coefficient of hydraulic resistance is obtained for the developed electromagnetic brake design of a two-level electromagnetic stirrer embedded in the mold body of a section continuous caster producing pipe workpieces 130 mm in diameter.
Similar content being viewed by others

At present, the development of the technology of continuous casting of steel currently implies either the construction of new mills or a significant modernization of the existing machines, which is caused not only by an increase in the production volumes, but also by new requirements for the quality of manufactured products.
One of the methods to improve the quality of steel during continuous casting has recently become electromagnetic stirring (EMS) of a metal in both a mold and the final solidification zone. Such EMS plants are used not only in section and bloom machines, but in slab ones as well.
Unfortunately, foreign EMS plants are predominant in our country to date [1–3], and they actually do not meet the modern requirements imposed on steel casting in terms of reliability, maintainability, and energy consumption. In addition, most foreign-made EMS stators are made in nonseparable housings. After their failure, it is necessary to make expensive and long-term repair at foreign enterprises, which significantly increases the cost of using EMS in general.
A lot of work in this field was carried out by researchers of AKhK VNIIMETMASh, who, fulfilling the import substitution program, created new EMS systems in molds of various structures [4, 5].
In addition to designing various types of EMS equipment, these researchers also proposed theoretical developments to decrease the influence of powerful EMS plants on the metal meniscus in molds [6]. They created a set of equipment for EMS of steel melt by combining two sets of electromagnetic inductors into one system; one of them is located at the bottom of the mold to mix a liquid phase, and the second is installed in the meniscus area to damp it. This is thought to more effectively influence the quality of an ingot. This EMS system in a mold was designed to improve the surface quality and macrostructure of pipe workpieces 130, 170, 190, and 220 mm in diameter produced at the modernized section continuous caster of the Baku Steel Company plant [7]. Therefore, a contract was signed for the development and supply of a two-level EMS system in a mold with a dc electromagnetic brake (EMB).
An important feature of EMB is that it covers the area of the liquid bath directly near the meniscus and affects the initial formation of a solid workpiece rim. It is this area that undergoes the maximum metal surface oscillations, which leads to the capture of slag-forming mixture particles and the formation of subrim defects in the form of gas bubbles and slag inclusions.
We now estimate the effect of the bulk electromagnetic force (BEMF) on the moving liquid metal between vertical parallel planes at velocity \(\vec {W}\) when a dc magnetic field H is applied to it in the direction perpendicular to the planes. A metal is known to have electrical conductivity σ, magnetic permeability μ close to unity, density ρ, and kinematic viscosity ν.
BEMF f acting on a current-carrying liquid volume unit at an arbitrary point can be determined by the formula [8, 9]
where J is the induced current density at this point (A/m2), H is the magnetic field generated by external currents (A/m), μ0 = 4π × 10–7 (V s)/(A m) is the universal magnetic constant.
According to Faraday’s law, an additional emf appears in a conducting fluid moving at a speed W when a magnetic flux changes due to the motion of the conductor (at a constant magnetic field). The “effective” electric field
appears and creates a conduction current. Since there are no external emf sources, we have E = 0. Using generalized Ohm’s law, we determine the current density as
When a metal moves in the direction perpendicular to the magnetic field direction, it is possible to estimate the maximum BEMF from the order of magnitude of this quantity. Having considered Eqs. (1)–(3), we obtain
A dc magnetic field exerts a retarding effect on any motion with a nonzero projection directed perpendicular to the magnetic induction vector, including the rotational motion of the metal in the meniscus area, and on the metal stream coming out of a submerged nozzle, decreasing its penetration depth. The electromagnetic force is directly proportional to the velocity and the magnetic field squared, see Eq. (4). At W = 0, the force is zero and complete braking is impossible.
We now estimate the BEMF in order of magnitude: for the electrical conductivity of liquid steel (σ ~ 106 [Ω m]–1, a metal velocity of about 0.1 m/s, and the field of 104–105 A/m, we obtained the force range f ~ 10–1000 N/m3.
Equation (4) shows that the BEMF is proportional to the magnetic field squared and is significantly lower than the volumetric gravitational force fg = ρg ~ 7 × 104 N/m3 (ρ = 7000 kg/m3); however, the electromagnetic force can be comparable with and even significantly higher than the viscous forces.
For example, under BEMF, the Hartmann effect, i.e., the flattening of a velocity profile in a dc magnetic field, appears. At a constant average fluid flow rate, the velocity decreases at the center of the flow and increases near the walls. The fluid velocity gradients decrease and the turbulence coefficient \({\text{of}}\) the flow decreases in a turbulent flow.
We now consider the case when the walls of the mold are electrically insulated from a liquid metal, e.g., due to a solid slag crust and (or) an air gap. In this case, for a laminar flow, the local vertical velocity projections can be determined as [9]
where W is the average flow velocity; y is the horizontal axis; sinh and cosh are hyperbolic sin and cos, respectively; Ha is the Hartmann number, the square of which determines the ratio of the electromagnetic and viscous forces,
where L is the characteristic size (in our case, L = a is half the distance between the walls) and B = μμ0H is the magnetic field induction (T).
The coefficient of hydraulic resistance (friction) during motion between plane-parallel plates for a laminar flow is [9]
in the absence of a field and
in the presence of a magnetic field; here, Re = WL/ν is the Reynolds number. The coefficient of hydraulic resistance is seen to be proportional to the Hartmann number.
We now estimate the relative change in the coefficient of hydraulic resistance k = λ/λ0 = Ha/3; at H ~ 104–105 A/m, a ~ 0.1 m, and ν ~ 10–6 m2/s, we obtain k ~ 5–50. These estimates demonstrate that the hydraulic resistance under the action of electromagnetic forces becomes comparable with the viscous hydraulic resistance at H ~ 104 A/m.
Consider another case. The walls of the mold have electrical conductivity; i.e., there is an electrical contact between a liquid metal and the copper mold. Then, the coefficient of resistance of the plane-parallel flow between two conducting walls significantly depends on the relative electrical conductivity α = σwδw/(σa) of the wall material and the liquid metal, where σw is the effective electrical conductivity of the wall material and δw is the wall thickness.
Since the liquid metal does not directly contact the copper wall, an effective electrical conductivity rather than the electrical conductivity of copper should be taken as the electrical conductivity of the wall.
In this case, the relative change in the coefficient of hydraulic resistance is [10]
where F = \(\frac{{1 + \alpha }}{{Ha\alpha + \tanh (Ha)}}.\)
Figure 1 shows the dependence k(Ha) at various α. It can be seen that, for electrically conducting walls, the relative coefficient of hydraulic resistance is proportional to the Hartmann number squared and significantly depends on α; here, k can reach quite high values. For example, if the effective electrical conductivity of the wall is the same as that of the liquid metal, the relative conductivity is α = 0.2 at a = 0.1 m and a copper wall thickness δw = 2 cm. In this case, we have k = 18 at H ~ 104 A/m and k = 1300 at H ~ 105 A/m.

Relative coefficient of hydraulic resistance of the plane-parallel metal flow between two conducting walls vs. the Hartmann number at a relative conductivity of the wall material and the liquid metal of (1) 0, (2) 0.05, (3) 0.1, and (4) 0.2.
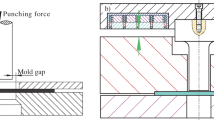
We now consider the efficiency of EMB for the developed design of a two-level electromagnetic mixer embedded in the body of a section continuous caster mold to produce round blanks (Fig. 2). It allows independent control of the melt flows in the meniscus area by an electromagnetic permanent magnet brake and an EMS stator at the bottom of the mold.

Two-level EMS (top view): (1) EMB; coils, (2) EMS stator, (3) output ends of EMB, (4) output ends of EMP, (5) joint box, and (6) level sensor.
The EMB assembly consists of four coils wound on steel cores. The coils are connected in series and are powered by a rectifier providing a direct current of 250 A at a voltage of 60 V and a power of 15 kW. The EMS stator together with the EMB brake was installed in the existing mold housing as a single independent assembly in an assembled form.
For an EMS-containing mold designed to produce workpieces of diameter d = 130 mm, the magnetic field induction in the EMB area was measured using an IMAG-400Ts magnetometer with a maximum error of ±1%. It was B = 0.05–0.07 T, or H = (4–5.5) × 104 A/m.
The electrical conductivity of the melts of all slag-forming mixtures depends mainly on the temperature and content of alkali metal oxides [11],
where Na2O and K2O are the contents of the corresponding components in the melt (%) and t is the temperature (°C). We have σsl = 59 (Ω m)–1 for about 4% alkali metals in a slag at a temperature t = 1500°C.
The slag is seen to have a rather low electrical conductivity and, although the effective electrical conductivity can be estimated as σeff ~ σsld/δsl because of the contact of the slag with the copper wall, the resulting relative electrical conductivity α of the wall material and the liquid metal is close to zero.
The relative increase in the coefficient of hydraulic resistance for the developed EMB design was determined. For a = 65 mm and H = 5.5 × 104 A/m, we obtain k = λ/λ0 = Ha/3 ≈ 18.
CONCLUSIONS
(1) During electromagnetic braking of a metal, the BEMF is proportional to the magnetic field squared. For the existing EMB designs, the electromagnetic force is significantly lower than the volumetric gravitational force but is comparable and can even be significantly higher than the viscous forces, which is determined by the Hartmann number.
(2) The application of a perpendicular magnetic field on a planar liquid metal flow leads to the alignment of the velocity profile, slowing down the flow velocities, and decreasing the turbulence coefficient of the flow in a dc magnetic field.
(3) The hydraulic resistance of the plane-parallel flow is proportional to the external magnetic field squared and significantly depends on the presence of electrical contact between a liquid metal and the copper mold. The use of SFMs with a high electrical conductivity will increase the efficiency of electromagnetic braking.
(4) The relative increase in the coefficient of hydraulic resistance of 18 was obtained for the developed EMB design of a two-level electromagnetic stirrer embedded in the mold body of a section continuous caster producing pipe workpieces 130 mm in diameter.
REFERENCES
A. B. Velikii, A. S. Kazakov, V. P. Filippova, and A. G. Alekseeva, “Influence of electromagnetic stirring on the structure and chemical heterogeneity of a section continuously cast billet,” Vestn MGTU, No. 4, 37–39 (2007).
L. Morsut, M. Rinal’dini, A. Urbano, and L. Marko, “Production of high-quality rails at the OAO EVRAZ ZSMK plant in Novokuznetsk,” Metallurg. Proizv. Tekhnol., No. 2, 36–42 (2014).
G. Cabai, F. Cabai, and M. Bellina, “STS bloom caster for special steels,” in Millenium Steel (2015), pp. 79–85.
Yu. M. Rogachikov, V. G. Grachev, L. I. Kuz’mina, I. N. Shifrin, and B. A. Sivak, “Mold–electromagnetic stirrer—modern synthesis of mechanical and electrical equipment for producing high-quality continuous cast billets,” Chern. Metallurg, No. 8, 50–55 (2007).
B. A. Sivak, V. G. Grachev, V. M. Parshin, S. V. Zarubin, V. G. Fisenko, and A. A. Solov’ev, “MHD processes during EMS of liquid metal in section and bloom continuous casters,” Metallurg, No. 8, 39–46 (2009).
G. A. Dubskii, K. N. Vdovin, S. I. Shakhov, L. G. Egorova, and A. A. Nefed’ev, “MHD method for calculating some parameters of flow and liquid metal,” Elektrometallurgiya, No. 4, 2–11 (2020).
S. I. Shakhov, K. N. Vdovin, R. I. Kerimov, Yu. M. Rogachikov, and D. S. Shakhov, “Improvement of the built-in electromagnetic stirring in bloom continuous caster molds,” Metallurg, No. 5, 33–37 (2020).
V. V. Boyarevich, Ya. Zh. Freiberg, E. I. Shilova, and E. V. Shcherbinin, Electric Vortex Flows (Zinatne, Riga, 1985).
I. M. Yachikov, “Modeling of electrovortex flows and heat/mass transfer in the dc arc furnace bath,” Magnetohydrodynamics 52 (1), 301–310 (2016).
Yu. M. Gel’fgat, O. A. Lielausis, and E. V. Shcherbinin, Liquid Metal under Electromagnetic Forces (Zinatne, Riga, 1975).
E. V. Dyul’dina, V. N. Selivanov, E. P. Lozovskii, et al., “Physicochemical properties of the melts of slag-forming mixtures used in continuous casting of steel,” Rasplavy, No. 6, 3–11 (2009).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by K. Shakhlevich
Rights and permissions
About this article

Cite this article
Shakhov, S.I., Yachikov, I.M., Feoktistov, N.A. et al. Use of an Electromagnetic Brake in a Continuous Casting Mold When a DC Magnetic Field Is Applied to a Liquid Metal. Russ. Metall. 2021, 1534–1537 (2021). https://doi.org/10.1134/S0036029521120211
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0036029521120211