
Abstract
Most metal AM technologies are rapidly approaching, and in some cases even exceeding the Technology Readiness Level 8, indicating that they are widely available and capable of completing a wide range of projects despite identified process restrictions. Thanks to significant technological progress made in the last decade, more industries are incorporating metal additive manufacturing in their production process to obtain highly customized parts with complex geometries. However, the poor surface finish of AM parts is a major drawback to their aesthetics and functionality. Over the years, different approaches were proposed to enhance their surface quality, each bearing its limitations. Among the proposed technologies, electropolishing is a strong candidate for improving the surface finish of AM parts. This study aims to review the literature on electropolishing of AM parts. However, to provide a comprehensive study of the different aspects involved, a brief review is also presented on the origin and consequences of the surface properties of AM parts as well as an evaluation of other available post-treatment technologies. Finally, the existing challenges on the way and potential countermeasures to expedite the industrial application of the electropolishing process for post-treatment of AM parts as well as future research avenues are discussed.
Export citation and abstract BibTeX RIS

This is an open access article distributed under the terms of the Creative Commons Attribution 4.0 License (CC BY, http://creativecommons.org/licenses/by/4.0/), which permits unrestricted reuse of the work in any medium, provided the original work is properly cited.
Metal additive manufacturing technology enables the fabrication of highly complex and customized components. It can significantly decrease the manufacturing costs as it provides short part-design to part-build time, fewer manufacturing steps by removing assembly steps, and less waste of energy and material. 1–3 Moreover, since additive manufacturing spares industries the tooling costs, smaller batches of products can be affordably fabricated on demand which is quite advantageous for several sectors, such as aerospace applications where large inventories of parts, can not be maintained. 4,5 Another interesting capability of additive manufacturing is its ability to manufacture porous biomaterials with tailored unit cells. 6,7 Such porous materials possess lightweight and favorable energy absorption and thermal insulation properties. They are commonly used in the biomedical field as orthopedic implants because their cellular structure facilitates bone ingrowth. 8 A further advantage of this technology is its ability to create personalized parts. For instance, the laser additive manufacturing process can be used to build implants using patient-specific digital designs provided by computed tomography techniques. Another example can be the fabrication of scaffolds with pre-determined pores to be used as bone implants because of their biocompatible structure. 9 Not only the geometry of such implants can be personalized, but also, the mechanical strength and elastic properties of the implant can be designed to fit the stiffness of its surrounding tissue. 6
On a scale of 1 to 10, with 10 representing full rate industrial production, printing common metallic alloys such as nickel-based superalloys, steels, and titanium alloys now have a TRL level of 7 to 9 in terms of industrial large-scale production and level of implementation. 10
The biomedical and aerospace industries have been adopting additive manufacturing since 2011. Several of the high-performance alloys used by these industries include Ti-6Al-4V, stainless steel, Inconel 718, Inconel 625, and Cobalt Chrome. 11
However, the wide application of AM parts requires superior surface quality as well as durability under cyclic loading conditions. 12–14 Generally, the layer-by-layer fabricated nature of the AM parts along with other reasons (that will be discussed later in the text) increases their surface roughness. 15 This affects the part's aesthetics, dimensional accuracy, corrosion behavior, and mechanical properties. The poor surface quality and process-induced defects such as porosities can be a major drawback in the functionality and life span of AM parts because they promote stress concentration and fatigue crack nucleation. 16 Also, most biomedical applications require a smooth surface finish to prevent the growth of bacteria and damage to body tissues. 17 Hence, the as-produced metallic AM parts cannot be used directly, and subsequent post-treatments are required.
Among the available surface treatments, electropolishing appears to be a strong candidate since it can produce a mirror-like workpiece, efficiently free of stress and contaminants, that is resistant against wear, friction, and corrosion and has a good foundation for subsequent coatings. 18,19
Several review papers have been published so far on electropolishing technology. In 1986, Landolt 20 reviewed the published articles on the mechanism of the different phenomena involved in electropolishing such as anodic leveling, anodic brightening, and pitting. Tailor et al. 21 studied the evolution of the research on electrochemical finishing processes in 2013. They classified the studies on electropolishing as well as the other existing electrochemical finishing techniques and recounted their principals and controlling parameters. They also reviewed the studies that worked on modeling the electrochemical finishing processes to predict the rate of material removal and final surface quality. In 2017, Yang et al. 22 centered their review on the several qualitative and quantitative explanations proposed for the mechanism of electropolishing, as well as the various methodologies used to analyze the final surface morphology of electropolished surfaces. At the end of their review, different applications of electropolishing were discussed. Han et al. 23 detailed the steps of the electropolishing process and explored the fundamental theories proposed to describe its mechanism in the latest review paper on electropolishing. The authors also reviewed the effect of different parameters such as temperature, inter-electrode spacing, EP duration, and the initial surface roughness of the part on its final surface quality. Finally, some recent advancements made in the field of electropolishing (use of ionic liquids as EP solution, magnetoelectropolishing, etc.) were presented.
Given the fact that broad application of additive manufacturing, requires proper post-processing techniques and considering the significant potential of the EP process in the finishing of rough and dull AM parts, a review of the studies over the years that have chosen electropolishing as a surface treatment for metallic AM parts appears beneficial.
The present work aims to review these studies and suggest future research directions that are deemed worthy to explore by the authors. First, a brief discussion on the origin of the general characteristics of AM parts and the effect of such characteristics on their performance is conducted.
Next, a comprehensive study on electropolishing of AM parts is given starting by highlighting the necessity of surface treatments for AM parts and briefly presenting the existing post-treatment technologies. Subsequently, the papers published on the use of electropolishing for post-treatment of additively manufactured parts are reviewed. These papers are categorized into three groups based on their focus:
- 1.The possibility of application of electropolishing as post-treatment for AM parts.
- 2.Comparison of electropolishing and chemical etching.
- 3.Effect of electropolishing on mechanical properties and corrosion behavior of AM parts.
Following that, the challenges in electropolishing of AM parts and shortcomings in the existing literature are discussed. Finally, the study concludes by proposing possible avenues for further research.
Necessity of Post-Treatment for AM Parts
Despite the advantages of additive manufacturing technologies, some mechanical properties of AM parts are still of concern. The as-built AM parts typically exhibit features such as significant surface roughness and porosities levels as well as residual stress and heterogeneous microstructures. 6,24–26 This section briefly explains the sources of these features and the ways they can affect the performance of the AM parts.
General characteristics of additive manufactured parts
Powder bed fusion processes are currently among the most common additive manufacturing technologies used for the production of metallic parts. These technologies are adopted by the medical and aerospace industries. Characterized by their type of heat source, the two leading types of powder bed fusion technologies are laser beam (PBF-LB) and electron beam (PBF-EB) processes. Both of these techniques share a similar principle. The metal powder is selectively melted with a beam from a heat source (laser beam, electron beam). The powder is then rapidly solidified followed by the deposition of the next powder layer.
Selective Laser Melting (SLM) is a type of PBF-LB technology known for having high scanning speeds that limit the interaction time between the powder and laser beam. During the process, the powder bed is preheated whereas the building chamber is not. This results in strong temperature gradients, which combined with rapid cooling of the part generates fine-grained anisotropic microstructures with features such as columnar grains grown in the building direction, metastable phases, and non-equilibrium compositions. 10,27,28 For instance, a hierarchical microstructure has been reported for 316 l stainless steel as-printed parts, consisting of a wide range of subgrain structures, internal boundaries, segregated elements, dislocations, and other features with length scales ranging between nanometre and sub-millimeter. 29 Furthermore, for SLM titanium alloys in the as-built condition a fine acicular martensite microstructure has been observed due to the high cooling rates. 30–32 Localized heating and high temperature gradients as well as high solidification rates, also cause considerable thermal and phase transformation residual stress in SLM parts. Consecutive heating and cooling of the previous layers also contribute to the thermal residual stress.
According to the literature, two models have been presented to illustrate the mechanism of thermal residual stresses, namely the temperature gradient mechanism (TGM) and the cool-down mechanism. 33 Based on the TGM model, the compressive stress occurs when the solid material surrounding the heat-affected zone opposes the expansion of the molten powder. The tensile stress on the other hand originates from the shrinkage of the molten track after cooling down. The cool-down mechanism attributes the thermal stress in the AM part to the solid interface between the melted top layer the adjacent layer. In this model, the top layer has a greater tendency to contract while cooling down compared to the solidified adjacent layer. As a result, the upper layer undergoes tensile stress whereas the underlying layer experiences compression. In addition to the microscopic residual stresses, the presence of different phases in the microstructure, as well as dislocations in the material lattice, can lead to microscopic residual stresses in the part.
If the residual stress exceeds the yield strength of the material it can distort the part or initiate cracks and fractures. A high level of residual stress can also reduce the plasticity and strength of the printed part 30–32,34 and promote corrosion and stress corrosion cracking. 35
Futhermore since there is no mechanical pressure involved in SLM, obtaining a fully dense part is difficult. Therefore, porosities (typically 0.1 to 0.5 vol% 36 ) are formed in the part due to various factors such as contamination of the powder, entrapment of gas bubbles during solidification, decreased solubility of the dissolved element in the melt pool during solidification, lack of fusion of the thicker regions of powder layers due to insufficient laser energy and high surface roughness of the previously solidified layer. 6,37 Such porosities and non-melted regions reduce the load-bearing area of the part thereby decreasing its static and dynamic strength. Surface and subsurface porosities have a detrimental effect on the fatigue properties of the parts because they are stress concentration and localized plastic deformation sites which are the most probable areas for crack initiation. Porosities can also act as corrosion pits ready to grow and leading to early pitting. Also, in the presence of applied or residual stress, they can cause stress corrosion cracking. Moreover, the conglomerated pores can make the situation more severe. 25 Therefore, the process parameters such as heat input and exposure history of the material should be optimized to minimize the level of residual stress and porosities in SLM parts if they are meant to be used under cyclic loading. 6,30,33,38 In addition to abovementioned features, partially melted metal particles are also observed on the surface of the as-built SLM parts. 39
Electron Beam Melting (EBM) is a PBF-EB process that utilizes a high-intensity electron beam at a very high scanning speed and the build chamber is always maintained at elevated temperatures. Therefore, the EBM titanium alloy parts remain above the martensite transformation temperature, and the formation of α and β phases instead of α' martensite is facilitated. Also, repetitive heating and re-melting of the previous layers keep the temperature of the part above β-transus temperature even after solidification. Thus, the β → α + β transformation occurs continuously resulting in strong α-phase nucleation and a very fine lamellar microstructure. 31,32 The 316 l stainless steel parts fabricated through EBM have also been observed to posses a heterogenous multi-scale hierarchical microstructure. 40
Keeping the powder bed and building chamber at high temperatures throughout the process reduces the temperature gradient which in turn helps to minimize the thermal residual stresses and formation of non-equilibrium phases. The higher intensity of the electron beam compared to the laser beam, combined with a higher scanning speed of the EBM process, makes it much faster than SLM although at the expense of surface quality. The thicker layers that can be formed using EBM techniques accentuate the stair-step effect and increase the surface roughness compared to SLM parts. 31 There is also a great number of spherical powder particles with weak bonding and incomplete fusion observed on the surface of the part. 41
Despite the comparatively more suitable microstructure of EBM parts for cyclic loading, the studies have shown that the inhomogeneities present on the surface of the parts can promote fatigue crack initiation. 32 Also, initial powder particles can be contaminated with argon gas during atomization. The gas bubbles entrapped in the melt layer can not escape due to the rapid cooling and as a result, porosities might be formed in the EBM part. These porosities have been observed to reduce the fatigue resistance of EBM parts and act as crack initiation sites. 32,42
Surface of additive manufactured parts
The relatively high surface roughness of the AM part stems from the so-called 'stair-step' effect as well as the presence of powder particles on the surface. 15 The stair-step effect results from curves and inclined surfaces of the AM part being approximated by the additive deposition of the stepped layers. 15,43 This effect can be diminished by decreasing the layer thickness and using smaller powder particles (Fig. 1). However, dividing the part into more layers leads to longer build times. Also, since powder production usually has lower yields for smaller powder particles, fine powders are more expensive. 44

Figure 1. The stair-step effect in additive manufacturing parts: (a) 3D design, (b) AM part with a layer thickness 2 h, and (c) AM part with a layer thickness h. The stair-step effect is reduced compared to situation (b) at the cost of build time.
Download figure:
Standard image High-resolution imageUsually, the surface roughness of AM part is larger than what is expected from the stair-step effect. Strano et al. 15 investigated the effect of slope angle on the average surface roughness of an SLM 316 l part. Although the stair-step effect is supposed to be minimal on a very high sloped surface (80°–90°), the findings showed that the roughness of the 80°–90° surfaces remained around 14 μm, which was not substantially different from the 16 μm roughness found on the 5°–45 ° surfaces. SEM analysis has proved that this is caused by the presence non-melted or semi-melted powder particles partially bonded to the surface. Similarly, Melia et. al 45 observed that as-printed top surfaces of AM parts were generally smoother than the side surfaces which exhibit a large number of defects.
Another phenomenon contributing to the significant surface roughness of AM parts is the balling effect. 46 This effect happens when the input power of the process is not strong enough to melt the substrate. As a result, while melting the new layer of the powder, instead of spreading over the non-melted substrate, the melted particles form a sphere to diminish their surface area and surface energy. Also, high scan speed leaves an unstable molten metal track behind which also breaks up into clusters to minimize their surface area and surface energy. The solidification of these clusters into isolated balls is called the balling effect and it can increase the surface and side roughness of the part. The balling effect can be prevented by decreasing the thickness of the powder layers, decreasing the scan speed, and increasing the power input of the process. 47–49 The balling effect also results in the formation of porosities by preventing the homogenous deposition of the next powder layer and if combined with thermal stress it can weaken the inter-layer connection and lead to delamination of the part. 49,50
Other phenomena contribute to the surface roughness of the AM parts. For example, when the laser beam leaves the melt pool, the temperature difference between the solidifying zone and the laser beam causes a surface tension gradient that applies a shear force to the melt pool surface in the direction of the solidifying zone. This creates a rippling effect on the solidified liquid surface that increases its surface roughness. 15,50–52 Moreover, when powder particles do not have enough time to melt before the melt pool solidification, they tend to form agglomerates at the outer edge of the melt pool (so-called 'satellites' or 'hillocks') that increase the side roughness of the part. 44,50
Additive manufacturing techniques can also change the composition of the oxide surface layer. 46 The oxide formed on the AM parts is chemically and structurally different from the native oxide. The passive layer on the surface of metals would be protective if it is dense and well structured with the lowest possible defect density, which is not the case for AM parts. During the additive manufacturing process, the surface is melted and rapidly quenched, hence it is replete with dislocations. Therefore, the oxide formed has a highly deformed microstructure and can act as a promoter for localized corrosion. 25
Effect of surface quality on performance of AM parts
High surface roughness can considerably affect the performance of the part. For example, it is known that the adhesion of two bodies depends on their capacity to deform elastically or plastically to make an atomic level contact at their contact area. It is observed that even a relatively small level of surface roughness can make the pull-off force zero and cause complete elimination of surface adhesion. 53 This can impede the part from close contact with other surfaces and result in reliability issues such as loose connection and vibration generation in a multi-component assembly. 54 High surface roughness is also known to influence the static and kinetic friction of the part. 55 The aerospace and biomedical industries, as previously stated, are early adopters of the AM technologies and currently the largest users of metal printing. Such applications require durability in corrosive environments and under cyclic loading conditions, as well as good biocompatibility. Therefore, in this section, the effect of surface roughness of AM parts on their corrosion resistance, fatigue behavior, and biological response is reviewed.
Effect on corrosion resistance
High surface roughness is known to decrease the corrosion resistance of a part. 56,57 For example, the study by Melchers et al. 58 shows that the surface finish of a part strongly influences its corrosion rate during the first few weeks of exposure to the corrosive media. In particular, it was observed that higher surface roughness results in higher early corrosion rates. This effect was attributed to the fact that greater surface roughness provides a greater effective corrosion surface. In the case of AM parts, process-induced defects, such as the presence of partially melted particles on the surface or heterogeneous microstructures, can further increase local corrosion susceptibility. 45 However, so far, the effect of surface finish on corrosion resistance of AM parts has been only sporadically studied. The study by Cabrini et al. 59 focused on the effect of surface roughness on corrosion resistance of Al-Si10-Mg alloy fabricated by Direct Metal Laser Sintering and indicated that the corrosion resistance of an as-built rough part increases when applying shot peening and polishing successively. In 2017, Leon et al. 60 investigated the effect of surface roughness on corrosion fatigue performance of Al-Si10-Mg alloy produced by SLM. Their studies indicated that the parts polished by grit paper, show greater corrosion resistance in comparison with unpolished samples. The negative impact of surface roughness on the corrosion behavior of AM parts was further confirmed by other studies. 61–63
Effect on fatigue properties
Fatigue properties are among the paramount aspects of part performance. Various factors such as high surface roughness, residual stress, and surface defects are known to affect the fatigue resistance of AM parts. 26,64–66
The fact that surface roughness plays an important role in the fatigue behavior of AM parts is undebated in the literature. Typically, the endurance limit of an "as-built" laser additive manufactured Ti-6Al-4V part is around 210 MPa whereas the endurance limit of a polished part can increase to 500 MPa. 66 This has been attributed to a smoother surface profile and removal of surface defects that act as crack initiation sites on the as-built part.
Some authors even consider the high surface roughness of the AM parts as the dominant factor causing its inferior fatigue behavior compared to the traditionally manufactured parts. 67 This is further supported by the results of Chan et al. 68 that reported that re-machined AM Ti-6Al-4V samples give a better fatigue performance than the 'as-built' samples.
However, as demonstrated by Edwards et al., 16 the fatigue behavior of AM parts does not solely depend on the surface roughness. Indeed, the removal of the rough surface layer by machining exposes the sub-surface porosities present in the structure. These porosities in turn can serve as stress risers and accelerate the premature failure of the part. Thus, it was concluded that although surface roughness is the main determinant in fatigue behavior of the 'as-built' samples, in the case of mechanically polished parts, porosities provide stress concentration sites for fatigue crack initiation. Therefore, it has been suggested that, in the absence of the porosities, the mechanically polished component will outperform the 'as-built' part in terms of fatigue.
Wycisk et al. 69 reported similar results for SLM Ti-6Al-4V parts, noting that for the 'as-printed' components, cracks originate solely from the outer surface and progress inside, but for the polished samples, crack initiation occurs from both the surface and the interior pores.
Although the surface roughness (as well as the internal porosities that diminish the efficiency of the polishing process used to reduce crack initiation sites on the surface) plays a key role, some authors 16,65 argue that the main factor promoting the crack propagation in AM parts is the residual stress imparted to the component due to the fast cooling rates and high temperature gradients.
Effect on biocompatibility
An important field of applications for AM parts is the manufacturing of customized implants. Titanium alloys, stainless steel, Co-Cr alloys, and shape memory alloys are some of the metallic biomaterials that have been adopted in AM technology. Titanium alloys provide several advantages, including light weight and high strength, as well as excellent biocompatibility and corrosion resistance. As a result, they can be employed in the manufacturing of a variety of metallic implants, such as joints, cranium, and dental implants. 70 Due to its availability, low fabrication cost, superior mechanical properties, and acceptable corrosion resistance, 316 l stainless steel is also commonly utilized in biomedical applications. Such properties have made it popular in the fabrication of surgical instruments, temporary dental implants, and temporary load-bearing implants like fracture fixation devices. 70,71 The Co–Cr alloys are another well-known type of biocompatible materials. They exhibit a much higher wear resistance than titanium alloys and stainless steel, making them attractive candidates for extensively used orthopedic implants such as hip and knee replacements. 70,71 Shape memory alloys, such as nitinol (nickel-titanium), can also remember and restore their initial shape when subjected to external stimulation. Nitinol can be used in the fabrication of cardiovascular stents, orthodontic wires, and dental braces. 70
It is understood that generally speaking, the nature of an implant surface strongly affects its functionality and durability. The stakes are even higher in the case of AM parts designed to be used as human implants as such parts are known to show a high surface roughness and contain microstructural defects, such as porosities, that could adversely impact their mechanical performance. In fact, the surface condition of implants can affect their corrosion, friction coefficient, and wear rate. Surface finish can also accelerate the release of metal ions which may result in long-term health issues. 8
For example, the surface condition of SLM Ti-6Al-4V prosthetic implants determines its stable anchorage in the body as well as its fatigue behavior. 6 In the case of dental implants, the speed of the healing process and durability of the implant rely on the quality of the osteointegration, which is the process of living bone tissue growth into the implant through direct contact. In vitro and in vivo studies on titanium implants confirm that surface properties such as surface morphology, surface chemistry, surface energy, surface charge, and wettability control the primary body-biomaterial interactions at the body-implant interphase. 72,73
It is also known that surface roughness has a double-edged effect on the performance of biomaterials. On one hand, it is demonstrated that high surface roughness provides a favorable stress distribution at the bone-implant interface by increasing the implant's contact and mechanical interlocking with the bones. It may also facilitate the formation of interfacial bone. 73
On the other hand, a rough surface may have various adverse effects on the functionality of implants. Body areas with limited access of blood vessels are good environments for bacterial growth. For example, during the fabrication of a SLM Ti-6Al-4V mandible implant, it was observed that the mandibular area has a relatively low density of blood vessels and a rough implant surface promotes the development of a bacteria film. 74 High surface roughness tends as well to increase the ion release from the implant due to increased surface area. 75
In the case of stents, high surface roughness can also have a negative impact on body-cardiovascular stent interactions. Indeed, the short-term and long-term response of the vascular tissue to the stent as well as the stent's blood compatibility depend on the nature of the thin metal oxide layer formed on its surface during the fabrication and surface treatment processes. For instance, thrombosis occurs when a blood clot developed in a blood vessel obstructs the normal blood flow in the affected area. An important stage in thrombosis is the activation and aggregation of platelets to form a clot (thrombi), which is favored by high surface roughness and non-uniform and contaminated oxide layers. As such, the reduction of surface roughness of 316 l stainless steel cardiovascular stents contributes to decreasing the probability of thrombus formation. 76,77
Not only can an adequate surface quality promote phenomena such as thrombosis, inflammation, metal toxicity, and carcinogenesis that all diminish the stent performance, but also it determines the fatigue behavior of the stent that is expected to endure the cyclic pulsations of the artery. 76,78
Finally, let us note that considering the complications related to the removal, repair, and replacement of implants, the application of effective surface treatment is of utmost importance in biomedical applications. 8
Electropolishing of AM Parts: Potentials and Challenges
Post-processing strategies
Notwithstanding the great potentials of additive manufacturing technologies, various technical constraints still limit the use of AM parts. This includes limited control over the part's dimensional accuracy as well as its surface quality at a microscale level, the complexity of the surface treatments required for open structures as well as the need for complex support structures for the building of AM parts. 11,79 The undesirable surface quality can especially limit the use of parts with a high surface-to-volume ratio such as cellular or honeycomb structures. 80 In addition, cracks initiated by the process inherent defects (porosities, residual stresses, presence of partially melted particles, and heat-affected zones) disqualify the 'as-built' AM parts for direct use in bio-implantation and industrial applications. 24,41 Such performance diminishing obstacles should be overcome, before industries such as aerospace and biomedical, which are considered the main target market of additive manufacturing technology, can fully benefit from its abundant opportunities. As a consequnece, in order to achieve a functional AM part, post-processing and surface treatment steps should be performed after the fabrication process.
For instance, favorable fatigue perfomance requires that most AM parts undergo post-processing steps such as stress-relief heat treatment for the elimination of residual stresses, hot-isostatic pressing (HIP) for closing the porosities, and surface treatments to eliminate surface roughness and defects. 5,6,81,82 In addition to fatigue requirements, the poor surface finish and inaccurate geometry of the AM parts compared to conventionally manufactured parts, demand surface treatments such as polishing, shot peening, or chemical etching. 83 Obtaining optimum surface quality can also increase the adhesion of the AM surface with an external coating. 84
Different strategies have been suggested over time for the enhancement of the surface quality and mechanical performance of AM parts. Each approach has benefits and weaknesses. As illustrated by Fig. 2, these approaches can be classified into three groups: build process parameter optimization, adding extra processes during the building of the part, and post-process treatments.

Figure 2. Summary of the available approaches for enhancing the surface quality and mechanical performance of metallic AM parts.
Download figure:
Standard image High-resolution imageApplicable approaches before the AM process
Modification and optimization of the additive manufacturing process parameters such as scanning speed, laser power, powder layer thickness, or slope angle of the to-be-built surface, are known to affect the part's final surface quality. For example, Mohammadi et al. 85 lowered the surface roughness and balling occurrence in SLM Al-Si10-Mg parts through a combination of increased laser power and lower scan speed. However, according to the authors, such process parameters are only applied to the few upskin layers. Therefore, this strategy is not useful to the side and internal surfaces of the AM part. Mumtaz and Hopkinson 86 also employed lower scan speeds to reduce the top surface roughness of SLM Inconel 625 parts. However, it was revealed that smooth top and side surfaces can not be achieved together because decreasing the scan speed promotes balling mechanism and increases the side surface roughness.
Unfortunately, as illustrated by the examples of the work done on process parameter optimization, such optimizations in general do not offer sufficient control over the surface roughness of parts. In order to fulfill the morphological and mechanical requirements for AM parts, industries require further treatments that apply to AM parts with complex structures and render customized and controlled surface finish. Such treatments are applied either during or after the part manufacturing.
Applicable approaches during the AM process
Laser re-melting is one treatment, among others, added during the build phase, in order to enhance the surface quality of SLM parts and remove their residual porosities. The process is applied in the building chamber either after scanning each layer of the part or only at its top surface where the laser beam scans the previously scanned layer again to completely melt it. As shown by Kruth et al. 30 and Vaithilingam et al. 87 using laser re-melting results in a significant decrease of the surface roughness and residual porosities of the SLM Ti-6Al-4V and 316 l stainless steel parts. However, some side effects remain. For example, during the treatment, the moving laser beam can drag the re-molten material to the edges of the part to form ridges upon solidification which can affect the part dimensions and surface flatness. 30 Moreover, balling phenomenon or changes in the chemistry of the oxide layer might happen both of which can affect the wettability, corrosion resistance, biocompatibility, and mechanical performance of the parts. 87 Note that considering the need for access of the laser beam to the newly built layer, it appears that the laser re-melting process is better suited to the treatment of top surfaces rather than the side or internal surfaces. 88
In view of the limited efficiency of the corrective approaches employed during the fabrication process, the post-processing of AM parts to obtain the required surface finish and mechanical performance seems like an inevitable step.
Applicable approaches after the AM process
Heat treatment. As already stated, heat treatment steps are applied after the fabrication of most metal AM parts to enhance their mechanical performance. For instance, Brandl et al. 38 reported that peak hardening can be applied to enhance the microstructure and mechanical properties of SLM Al-Si10-Mg samples. Peak hardening homogenized the microstructure of the parts and increased their fatigue resistance. Song et al. 89 improved the mechanical performance of SLM Iron parts by means of a vacuum annealing process. It was observed that the relief of the residual stress by the annealing treatment resulted in grain refinement and increased the yield strength and ultimate tensile strength of the parts. In addition, the hardness of the parts was reduced due to the removal of the defects and the residual stress.
Hot isostatic pressing (HIP) is another heat treatment that densifies the part under high temperature and pressure. It is a promising process for improving the fatigue behavior of AM parts, since it reduces the size of the pores and even closes them, relieves the residual stress, and enhances the microstructure. 34,65,90 Several studies proved that hot isostatic pressing (HIP) has a positive effect on the fatigue response of AM parts. 42,91 For instance, Wycisk et al. 92 successfully used HIP post-treatment for Ti alloy AM parts. Qiu. et al. 93 proved that HIP treatment closed almost all of the porosities in the structure of Ti alloy laser-melted part and was able to completely transform the as-built martensitic structure of the part to a more ductile microstructure (composed of α and β phases).
Mechanical finishing. AM parts are characterized by their complex geometries and intricate design containing different planes, undercuts, and internal spaces. Thus, the improvement of such complicated structures can be very challenging for surface treatments due to limited access to the part surface. For example, traditional mechanical surface treatments, such as machining, extrude honing, or sandblasting can not uniformly polish different surface areas of such complex 3D parts because they require contact between their tool and the workpiece. 24,54,94 There are other reasons why most conventional mechanical post-treatments may have a limited scope of use for AM parts. The direct contact between the tool and the part leaves behind a deformed surface layer with polishing marks and contaminates the oxide layer and substrate surface by incorporation of impurities. Mechanical polishing is also known to form residual stresses on the part surface. Therefore, the service life of the part is considerably affected. Some studies even reported that mechanical polishing has hardened the workpiece. 95–97 In summary, it appears that despite their simplicity and general good result, mechanical polishing treatments do not appear as a suitable approach for additive manufactured parts. 94,98 It is true that some mechanical polishing techniques like milling and blasting, are commonly used for the post-processing of AM parts, where blasting is more suited than milling for the treatment of parts with intricate design. 41 However, as for all mechanical polishing processes, both methods require direct contact and hence are not an optimum solution. An interesting alternative is abrasive-flow machining.
Abrasive-Flow machining (AFM) is a non-traditional mechanical polishing technique that uses the sliding action of a semi-solid media carrying abrasive grains to polish and deburr complex geometry parts. The abrasive material flows back and forth across a container that holds the workpiece by means of two extruding cylinders. 99,100 Despite its ability to polish hard-to-reach areas, AFM has some drawbacks, including a low material removal rate, 101 limited minimum achievable surface roughness, 102 the appearance of abrasive marks on the surface at high abrasive grain concentrations, 103 and difficulty polishing blind holes effectively. 102 AFM might also damage thin-walled structures due to the high pumping pressures, 104 or subject interior channels to surface contamination from embedded abrasive particles. 102,104 The flow properties of the abrasive media are another factor that influences the outcome of the AFM technique. Effective polishing of internal surfaces of complex parts, for instance, is limited to relatively large channels due to the high viscosity of the working media. 101,105 Other impediments caused by the flow properties include the difficulty to apply uniform forces to complex internal geometries, as well as preferential flow of the abrasive media over more restricted locations, which might result in a non-uniform surface finish. 102,104
Among the metalical polishing methods, hand finishing of AM parts can be considered. It brings however major issues. On one side, it requires highly skilled operators and is highly time-consuming. On the other side, the complex geometry of the AM part makes it challenging, from a practical point of view, and sometimes even impossible for the tool to reach the surface of the workpiece. 24 Despite these major drawbacks, hand finishing of AM parts is currently often among the only available solutions in the industry.
Chemical polishing. Another method suggested for surface treatment of AM parts is chemical polishing. In this technique, a viscous oxide film is formed on the surface of the workpiece after being submerged in a corrosive solution. The protruding zones on the surface exhibit a higher dissolution rate because they are covered with a thinner oxide layer compared to surface hollows. As a result, the surface is smoothened. Surface roughness is also removed through the preferential dissolution of specific phases present in the alloy as well as local pitting corrosion. 97 Clearly, chemical polishing offers better access to the challenging areas of the AM part like internal chambers and different planes. 95,106 Also, since there is no physical contact involved, chemical polishing does not cause surface tensions. However, chemical polishing has a relatively low polishing rate. 97 Moreover, given the fact that most polishing solutions used in chemical polishing are strong acids, like Hydrofluoric acid, special equipment and training are required for safe handling of such highly hazardous materials. 95,106,107 It is also known that the level of surface brightness required for luxury applications, like in the watchmaking industry, specialized techniques such as tribofinishing are required.
Electropolishing. An interesting approach for post-treatment of additive manufactured parts is electropolishing. It is an electrochemical finishing process for the removal of surface impurities and irregularities from a metallic component. Here, the workpiece is polarized as the anode of an electrolytic cell (a two electrodes cell in general) with a suitable material as the cathode. Electrochemically dissolved cations diffuse through the electrolyte to the cathode, where reduction reactions generally yield hydrogen (Fig. 3). 20,22,23
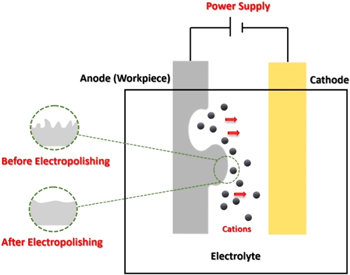
Figure 3. Schematic illustration of an electropolishing cell.
Download figure:
Standard image High-resolution imageThe review articles by Landolt, 20 Yang et al., 22 and Han et al. 23 provide in depth details on the process, including significant insights into the theories proposed for the mechanism of material removal and surface roughness reduction, critical process parameters, and diverse applications of electropolishing. The following section, disucsses electropolishing in the context of metalic AM parts.
Aside from leveling the surface irregularities of complicated and delicate AM parts, electropolishing can greatly enhance their corrosion resistance by removing the corrosion-promoting defective surface oxides and non-metallic inclusions and replacing them with a dense, stable, and chemically homogenous protective passive layer. 54,84,108 Also, by eliminating micro-cracks and surface defects that can serve as stress concentration sites, electropolishing can improve the fatigue behavior of AM parts.
Feasibility of application of electropolishing as post-treatment for AM Parts
Electropolishing is widely regarded as a cost-effective surface treatment method. 109 However, a variety of factors might add to the process's basic costs. 109,110 In industrial electropolishing setups, for example, the use of manual or automatic stages, as well as the dexterity of the employed technology, is governed by parameters such as the type and size of the parts, as well as their intended application. 110,111 Furthermore, for specific applications, such as dental part finishing, multiple stages need to be applied before and after the electropolishing process to reach the desired surface quality. 112 However, the use of electropolishing is particularly justified for the treatment of delicate and fragile parts.
One of the major advantages of electropolishing over mechanical polishing is that no tool contact is required and it can potentially handle much more complex geometries. In principle, any part of the workpiece surface within the reach of the electrolyte can be treated with electropolishing provided that a cathode can be placed in the vicinity of the surface. Such flexibility can be quite beneficial in the treatment of small or complicated AM parts with internal spaces, hidden surfaces, and intrusions that are otherwise inaccessible. 54,108 Furthermore, contrary to mechanical polishing processes, the part's shape and dimension will be potentially less affected by direct tool contact. 24,113,114 Electropolishing does not cause further residual stresses, oxide contamination, or surface hardening. On the contrary, it can be used for the treatment of hardened materials which is challenging for mechanical machining considering the contact between the tool and the workpiece. 108,115
It has been demonstrated in the literature that electropolishing is an effective surface treatment for metallic AM parts. The strong smoothening of the surface profile is accomplished through the removal of a considerable number of the droplets of the molten materials and sintered particles, 78 leaving behind an almost flawless surface 17,116 (Fig. 4). However, as was observed on SLM CoCr cardiovascular stents, 78 in most cases especially for biomedical applications, the electropolishing process has to be optimized to achieve a further decrease in surface roughness of AM parts.

Figure 4. SEM images of the surface of AM Ti-6Al-4V parts after each post-treatment. As-print (a), after chemical etching (b), after electropolishing (c), after blasting (d), after blasting and chemical etching (e), and after combining the three post-treatments (f). 17
Download figure:
Standard image High-resolution imageEffect of electropolishing process parameters on the surface finish of AM parts
The optimization of the numerous process parameters—such as the applied current or voltage, polishing duration, electrolyte flow and temperature, and inter-electrode space is generally challenging as they all have a significant effect on the surface quality of the AM parts after electropolishing. A good understanding of their role is required in order to select them correctly.
Electropolishing current. Overall, it is understood that the application of higher electropolishing currents can accelerate the metal dissolution at the expense of control over part geometry and probable pitting. Lower currents, on the other hand, deliver significantly lower polishing rates. Therefore, it was suggested that 316 l stainless steel miniature AM parts (which are more prone to change in their intricate details) could be successfully treated with a two-step low-current/high-current electropolishing procedure. 117 Here, a lower current electropolishing applied for a longer time is followed by a higher current electropolishing for a shorter time.
Electropolishing potential. Sufficient electric potential has to be applied before the polishing electrode reactions can occur at the required rate. For a given cell terminal-voltage, as the inter-electrode gap increases, so does the resistance between the electrodes, and hence the electrical current decreases. 22 The presence of a passive film on the anode surface can also increase the ohmic drop and decrease the current efficiency of an electropolishing system. 118
High voltages are well known for accelerating metal dissolution. However, while low voltages might not activate the polishing electrode reactions, applications of very high potentials are generally avoided. The reason is that very high voltages can potentially result in poor surface quality due to non-uniform metal dissolution and pitting attacks. 119,120 Overpolishing due to high voltages can also diminish the part's dimensional accuracy. 119
It has been suggested that the high surface roughness of the as-printed 316 l stainless steel and Maraging steel AM parts can be better handled with a process termed 'overpotential electropolishing' which is performed by the application of a voltage slightly higher than voltages of the current plateau region. 121,122 This process can selectively eliminate the partially melted particles from the surface with minor thickness reduction. An efficient surface treatment of the SLM 316 l stainless steel parts was observed in the work of Chang et. al 121 where an overpotential electropolishing process (20 min) was followed by a conventional electropolishing step (20 min) for further smoothening of the parts.
Electropolishing duration. It is known that the surface roughness of the workpiece exhibits a rapid drop during the early stages of the electropolishing. However, the decrease rate of the surface roughness is reduced with further prolonging of the electropolishing process until it reaches a limiting value. Figure 5, indicates the variation in the surface roughness in case of 316 l stainless steel samples with electropolishing duration as reported by Haïdopoulos et al. 107 Although extending the polishing duration generally tends to improve the surface finish, it is known that not only prolonged conventional electropolishing cannot make a considerable improvement in the surface quality of complex AM structures, but also it can cause excessive dissolution and breaking of the lattice struts.

Figure 5. Variation of the mean surface roughness parameter Ra of 316 stainless-steel surfaces with the duration of electropolishing process as (a) measured by AFM, and (b) measured by stylus profilometry. 107
Download figure:
Standard image High-resolution imageElectropolishing current signals. Electropolishing does not have to be used exclusively in direct current. PC (pulsed current), and PPR (pulse/pulse reverse) waveforms are known to yield a higher rate of material removal which can be attributed to a larger average current density. It has been observed on SLM 316 l stainless steel samples 123 that DC electropolishing yields a shiny surface with minor roughness reduction whereas PPR electropolishing is more effective in smoothening rather than brightening the surface. Pulsed current electropolishing with low duty cycles has also been reported to efficiently decrease the surface roughness of SLS titanium parts. 124 However, compared to the applied potential, the solution temperature has been reported to have a more pronounced effect on the polishing rate of EBM Ti-6Al-4V parts. 125
Electropolishing bath temperature. One of the highly influencing parameters of the electropolishing process is the temperature of the electrolyte bath. The current density increases at elevated bath temperatures due to accelerated electrochemical reaction rates, the higher solubility of the metal ions in the solution, accelerated ions diffusion and lower electrolyte viscosity. 23 Electropolishing of AM components has also been reported to produce better results at higher temperatures. Improved polishing results at higher temperatures are also reported for electropolishing of 316 l stainless steel and Ti-6Al-4V AM parts. 115,116,125 The Taguchi analysis performed by Brent et al. indicated a 40% contribution of the electrolyte temperature in improving the surface roughness of 316 l steel AM samples. 98 However, it has been suggested that too high temperatures must be avoided because of excessive reduction of the viscosity of the diffusion layer and consequently, difficulty in keeping a viscous layer on the workpiece surface which may lead to formation of etching pits. 22,23 Similar trends were observed in the electropolishing of titanium and Inconel 625 AM parts where electropolishing at elevated temperatures resulted in non-uniform metal dissolution and loss of geometry of the workpiece. 118,124,125
Electropolishing bath agitation. Another important aspect to be considered in the design of the electropolishing setup is electrolyte agitation because a uniform electrolyte flow can yield a uniform surface finish. It has been argued that a turbulent flow of the electrolyte can impart normal and shear pressures to the different areas of the samples and lead to a nonuniform smoothening effect. 80 The study of Yang et al. 126 indicated that a split configuration can be employed to regulate the electrolyte flow. However, it appears that in order to benefit from the uniform electrolyte flow, higher voltages should be applied to accelerate metal dissolution and promote the onset of the mass-transport limited mechanism. Moreover, stirring of the electrolyte can render a better control of the temperature and avoid local overheating that would affect the surface film. 127 Agitation is also suggested for breaking down the oxide layer on the surface of the titanium parts in the absence of strong acids such as hydrofluoric acid and perchloric acid. 125
Inter-electrode distance. The inter-electrode distance is a further important electropolishing parameter that determines the final surface roughness of the parts 127 and explains the difficulty of uniform electropolishing of parts with complex geometry. As of today, very few studies have been conducted on the qualitative effect of variation of the inter-electrode gap in the context of AM. This aspect will be further discussed in the section dedicated to challenges of electropolishing of AM parts- achieving a uniform electropolishing effect over complex geometries.
Workpiece material. Electropolishing is well established as a post-processing method for a large variety of metals, ferrous and non-ferrous alike. Surface finishing of stainless steels (mainly 200 and 300 series), titanium alloys (nearly all biomedical grade NiTi parts), and SRF (Superconducting Radio Frequency) niobium cavities are among the most common commercial applications for electropolishing. Furthermore, Inconel, high-quality aluminum alloys, homogenous brasses, and copper alloys electropolish efficiently.
As pointed out in the papers by Han et al. 23 and Yang et al., 128 most common metals and alloys can be electropolished, but the microstructure of the workpiece, and hence the alloying composition and fabrication procedure, has a tremendous impact on the electropolishing outcome. Cast metals, for example, are often porous and hard to electropolish, according to industrial experience. Furthermore, alloys containing carbon, silicon, sulfur, phosphorus, tin, zinc, or lead have been found to be difficult to electropolish. In such applications, the electropolishing treatment, if used, is limited to cleaning and preparing the workpiece surface to meet certain technical requirements.
Electropolishing process parameters selection
Considering the high number of parameters that can be fine-tuned and the complexity on how they affect the process results, Taguchi 54,98 or full factorial designs 119 of experiments are interesting tools to find the optimum combination of electropolishing factors to obtain the targeted result. This was shown in the work of Brent et al., 98 where the application of the optimal level of time, temperature, agitation, and electrolyte composition decreased the surface roughness of 3D printed 316 l stainless steel parts by a factor of more than half. Similarly, in the study of Tyagi et al. 54 optimum EP conditions obtained from a Taguchi design of experiments yielded an almost featureless AM steel surface with mirror-like luster.
Combining electropolishing with other polishing methods
As mentioned previously, usually electropolishing can not completely eliminate the high amount of partially melted particles fused to the surface of the printed part. However, if combined with another technique, such as a primary mechanical polishing method or a heat treatment step, electropolishing could deliver more favorable results. In the following such hybrid processes are described.
Electropolishing and mechanical polishing. Löber et al. 129 and García-Blanco 130 demonstrated that an extra 2% and 40% reduction of surface roughness could be obtained upon the application of a mechanical polishing step prior to electropolishing of SLM 316 l stainless steel and Ti-6Al-4V parts respectively.
AM parts can as well highly benefit from the high roughness surface reduction of the blasting process and the capacity of electropolishing in delivering bright surfaces free from blasting media impurities. This idea was adopted in the work of García-Blanco et al., 131 where a homogenous, bright, and clean finish for SLM Ti-6Al-4V parts was observed with a 92% decrease in surface roughness upon the application of this process. Furthermore, it has been reported that a combination of the electropolishing and grinding processes can decrease the surface roughness of the as-built EBM Ti-6Al-4V parts from about 20–30 μm to a value of below 1 μm. It is also noteworthy that the electropolishing step following the grinding process removes the deformed layer and tool marks left on the surface. 132 Lately, a new surface treatment combining sandblasting, abrasive polishing, and electropolishing has been devised for the post-treatment of SLM 316 l stainless steel parts. 8 Similar to previous cases, the mechanical polishing steps were employed for a significant reduction in the surface roughness while the subsequent electropolishing step was meant for removal of the remaining foreign particles from the surface.
Electropolishing and heat treatment. Some studies investigated how heat treatment and electropolishing processes can be beneficially combined. For instance, Demir et al. 78 suggested that in addition to electropolishing of AM stents, stress-relieving heat treatment can be applied for lowering their hardness and enhancing their mechanical properties. The study justified that this would not necessarily induce longer manufacturing cycles for additive manufacturing since surface finishing operations and heat treatments are already part of the conventional manufacturing process of stents during laser micro-cutting of micro-tubes. Moreover, Zhao et al. 133 stated that a pre-treatment composed of annealing and acid pickling is necessary for obtaining satisfactory surface quality by electropolishing. The authors argued that slags formed on the surface of the AM stents should be removed with acid pickling and the stents should then be softened by heat treatment before implantation. Wiesent et al. 134 also utilized a combination of heat treatment and electropolishing for improving the surface roughness and mechanical performance of L-PBF 316 l stainless steel cardiovascular stents. The goal of the heat treatment was to lower the yield strength and enhance the ductility of the stents to facilitate stent expansion. According to the study, heat treatment reduced the compressive strength of the AM parts by relieving their residual stress as well as decreasing their dislocation density and their level of δ-ferrite phase which is known to be a strength-enhancing second phase. Also, not only the following electropolishing further enhanced the surface roughness of the stents it was also responsible for smaller strut diameter which led to decreased stent stiffness.
A recent study used a combination of electropolishing and hot isostatic pressure (HIP), among other post-sintering techniques, to improve the fatigue behavior of SLM Ti-6Al-4V parts. The results indicated that sole electropolishing enhances the fatigue behavior of the part only slightly because removing the surface layers exposes sub-surface porosity defects that can be the driver for crack initiation. HIP, however, could markedly enhance the fatigue properties by reduction of the porosities and probability of critical defects. 6 Thus, it can be concluded that a combination of HIP and EP processes for the treatment of AM parts provides an acceptable outcome in terms of surface quality and mechanical performance. The HIP process can remove or reduce the sub-surface porosities and modify the part's as-built structure to a microstructure more resistant to crack growth. Electropolishing on the other hand can effectively remove the surface roughness of the part. 135
Electropolishing and chemical polishing. Combining electropolishing with chemical polishing process is another interesting option. As a matter of fact, the idea of combining chemical and electrochemical polishing methods for surface treatment of conventional parts has already been conducted by some studies. 76,77
It has been shown that, since chemical etching can effectively remove the slag and oxide scales formed on the surface of the parts during previous manufacturing steps, the subsequent electropolishing step results in better surface quality. A similar principle is suggested to be applicable to AM parts.
For instance, having observed that the chemically polished parts exhibit a uniform surface roughness and minimal localized dissolution, Dong et al. 136 proposed that chemical polishing can improve the result of electropolishing and increase the depth of polishing inside a Ti-6Al-4V AM part. The study of Wen et al. 137 also illustrates the benefits to be gained from combining the two technologies. The authors compared the micrographs of an SLM Zn lattice part surface in the as-built and chemically polished conditions (Fig. 6). Evidently, sole chemical polishing can not uniformly remove the large number of particles of different sizes and shapes that are randomly attached to the surface of the struts. Moreover, prolonging the chemical etching procedure would lead to excessive local corrosion and drastic change in the dimension of the struts and structural integrity of the part. However, a combination of chemical polishing with electropolishing rendered smooth parts with a more homogenous topography.

Figure 6. Enlarged struts of Zn porous structure under SEM, (a) as melted, (b) after sandblasting, (c) after chemical polishing, and (d) after chemical plus electrochemical polishing. 137
Download figure:
Standard image High-resolution imageA further advantage of combining the two polishing technologies is addressing the issue of the limited effect of electropolishing on internal areas of the part, and therefore, this two-step process enables finishing the entire surface of the AM parts. 55
It is worth noting that, the treatment combined from chemical and electrochemical polishing processes has also been shown—by micro-CT images—to significantly influence the in-vitro cell behavior of SLM Ti-6Al-4V scaffolds. 138
A rather serious drawback of such a combination of surface treatments might be the excessive decrease in the thickness of the parts which in the case of lattice structure can result in increased pore size and consequently, significant damage to the part's strength and stiffness as demonstrated by Wennerberg et al. 66 (Fig. 7).

Figure 7. Comparison of the compression behavior of AM Ti-6Al-4V samples before and after a surface treatment consisting of chemical etching followed by electropolishing. 79
Download figure:
Standard image High-resolution imageThis issue can be addressed using empirical correlations to predict the final strut thickness as a function of chemical polishing and electrochemical polishing time and compensating for the dimension variations in the design stage. 79,137 Similar approaches were used by Van Bael et al. 139 for the prediction of the as-produced SLM Ti-6Al-4V part pore size and porosity as a function of the CAD design pore size.
It has also been understood that the order in which the electropolishing and chemical polishing processes are applied can affect the final surface quality of the AM parts. In fact, considering their different mechanisms, a significant difference can be expected between the outcomes of CH-EP (chemical polishing followed by electropolishing) and EP-CH (electropolishing followed by chemical polishing). This was shown by Dillard et al. 55 where the AM 316 l stainless steel part treated with the EP-CH process exhibited a smooth surface with a topography similar to the one obtained after chemical polishing, whereas the CH-EP surface, while being quite smooth bore some crack-like features. The CH-EP process also delivered the lowest internal surface roughness value.
Comparison of electropolishing and chemical polishing processes
In both electropolishing and chemical etching processes, the electrolyte and the chemical etch solution respectively, can easily access the intricate details of the parts with complicated geometries. However, it appears that in the case of chemical etching mere modification of chemical bath concentration and polishing time can not render parts with the desired accuracy. 140 Conversly, electropolishing offers better control over the process. 97,107
Moreover, polishing solutions used in most cases for chemical etching are strong acids that are highly toxic and hazardous to the environment. Electropolishing on the other hand has been successfully performed with less hazardous solutions. 18,107
Further, electropolishing is usually faster than chemical polishing because of its higher polishing rate due to the application of high current densities. 97 However, a high rate of material removal can alter the part's dimensional accuracy and have a negative impact on its mechanical performance. Therefore it should be carefully controlled. 24,113,114 Application of anodic current densities can also help to reduce the need for strong or highly concentrated acidic solutions, make working conditions safer, and maintain the hazardous waste, less harmful to the environment.
The polishing effects obtained on the internal and external surfaces are known to be different for each process. Generally, electropolishing provides a smoother external surface than chemical polishing. This was observed on laser additive manufactured 316 l stainless steel parts 141 and Ti-6Al-4V lattice structures. 136 On the other hand, in the absence of internal cathodes, inside surfaces are generally better polished chemically 136,141 (Fig. 8). The reason is that the access of the electrolyte to the part's internal spaces is not enough for successful electropolishing because of the limited position of counter-electrode in parts with intricate shapes. 141 In fact, the varying distance between workpiece and counter-electrode results in nonuniform polishing. This is particularly dramatic if the electrolyte has a low electrical conductivity. 136
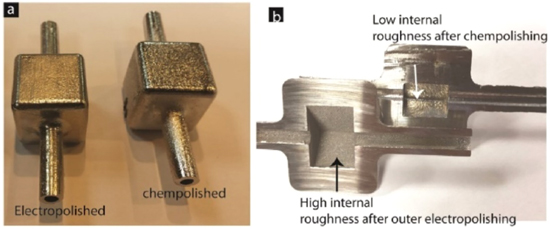
Figure 8. Effect of electropolishing and chemical polishing on (a) the external surface (b) the internal surface of AM parts. 141
Download figure:
Standard image High-resolution imageFurthermore, electropolished surfaces are found to be more hydrophilic than the unpolished and chemipolished AM surfaces. 141 This fact can be beneficial for some applications where it may be an undesired effect for other applications.
Despite the known advantages and drawback, as of today, the answer to the question as to which process is better suited for surface treatment of AM parts is still under discussion.
Effect of electropolishing on corrosion behavior and mechanical properties of AM parts
Aerospace, biomedical, and automobile industries are major potential consumers of AM parts. Applications in these industries mostly require high corrosion resistance and superior mechanical performance. As discussed in the effect of surface quality on performance of AM parts, surface finish is an important aspect influencing corrosion resistance and mechanical properties.
Electropolishing is reportedly able to change the flaky surface of an AM part which can cause crack generation and fatigue failure into a mostly featureless surface and with a surface roughness of sub-μm level. 54 In fact, electropolishing can alleviate local stress peaks by smoothening the surface and eliminating stress concentration sites. 134 All these features make electropolishing an interesting candidate to affect positively corrosion behavior and various mechanical properties of AM parts.
Corrosion behaviour of electropolished AM parts
Electropolishing is known to enhance the corrosion resistance of AM parts by replacing their initial loose and thin surface film with a less defective, more homogenous and, corrosion-resistant oxide layer. This was shown by bio-corrosion analysis of AM Ti–6Al–4 V parts where their corrosion potential decreased during the early stages of electropolishing, due to removal of the initial oxide layer but was later increased due to a formation of a more compact and thicker surface film. In addition, the corrosion current density of the samples was also found to be decreased upon decreasing the surface roughness. 41
Figure 9 illustrates the mechanism of replacement of the naturally formed oxide film on AM Ti–6Al–4 V parts surface with a stable and tightly adhered TiO2 layer. 142 First, the original oxide layer is removed, then Ti4+ ions of the surface react with Cl− ions in the bath, and the viscous TiCl4 layer is formed which later reacts with water to produce the TiO2 layer. The formation of such a protective surface layer leads to a significant enhancement in the corrosion behavior.

Figure 9. Formation process of TiO2 oxide film on the surface of AM Ti–6Al–4 V part in ethylene glycol electrolyte containing chloride ions (Based on the Fig. 7 of the study by Zhang et al. 142 ).
Download figure:
Standard image High-resolution imageSimilar results have been reported in the case of AM 316 l stainless steel 24 and 17–4 PH steel 143 parts where a Chromium-rich surface layer is formed on the surface upon electropolishing that protects the part from chemical corrosion. Figure 10 exhibits the dramatic improvement of the corrosion resistance of 316 l steel parts fabricated by SLS processes after electropolishing. 24

Figure 10. Tafel curves obtained for corrosion resistance of 316 l stainless steel parts fabricated through SLS with and without electropolishing (ECP). 24
Download figure:
Standard image High-resolution imageIt has also been established that the composition and thickness of the new oxide layer depend on the duration of electropolishing and determine the corrosion resistance of the AM part. 144 For example, in a study by Zhang et al. 144 on SLM Ti–6Al–4 V parts, the extension of the electropolishing treatment beyond the optimum duration, resulted in a more irregular or porous oxide layer with small defects due to excessive dissolution. This was evidenced by a higher passive current density.
The local corrosion behavior of AM parts is also influenced by the electropolishing treatment. In the case of passive metals, process-induced features on the as-printed AM part surfaces can act as potential corrosion initiation sites and accelerate localized corrosion. In addition, the Galvele criterion, also known as the stability product, is a critical value that can anticipate the likelihood of stabilized pit growth and passive film breakdown. The stability product is equal to the product of the pit depth and the anodic current density at its bottom. According to this criterion, the presence of sharp features on rough surfaces increases the diffusion length for the ions, demanding a lower current density for the pits to shift from metastable to stable. 145 Therefore, rougher surfaces exhibit a lower breakdown potential and are more susceptible to pitting corrosion. 45 Consequently, by smoothening the AM part's surface and forming a more stable and protective passive layer, electropolishing increases its pitting potential and the length of its passivation plateau. 142,144,146
Mechanical properties of electropolished AM parts
The ability of electropolishing to produce a smooth surface finish and remove the stress and crack concentrators on AM parts can be exploited to enhance their mechanical properties. It has been confirmed by several studies that the tension-tension fatigue performance is among such mechanical properties that can be enhanced. For example, electropolishing was reported to improve the tension-tension fatigue behavior of EBM Ti-6Al-4V samples by approximately 300% which further attests to its potential for enhancing the performance of AM parts under cyclic loading conditions. 120 Another example is a study conducted by Bagehorn et al. 147 where the removal of the surface particles and roughness valleys had a considerable effect on the fatigue resistance of the Ti-6Al-4V parts manufactured by laser beam melting (174% improvement).
The secret behind the improved fatigue behavior of AM parts is believed to be the removal of the irregular microstructure, surface roughness, and the pits present on the as-built AM part, which promote stress concentration and crack initiation under cyclic loadings. 41,84 In fact, after electropolishing, cracks leading to failure nucleate in the bulk of the material rather than the surface defects. 91,147 This statement is supported by the experiments conducted by Reichelt et al. 91 on AM Ti-6Al-4V aircraft spoilers, where, prior to electropolishing, Hot Isostatic Pressing (HIP) was applied to the parts to alleviate the presence of internal defects. As a result, after electropolishing, a 93% percent reduction in the surface roughness of the specimens was achieved resulting in an increase of their fatigue limit from 300 MPa to 500 MPa after 3×107 cycles. Crack initiation was found to be originated from the internal defects that were not eliminated by the HIP process. Moreover, it has been understood that the surface of AM parts undergoes compressive residual stress due to the AM process and plastic deformation during the surface treatments. Guo et al. 132 suggest that although compressive residual stress is known to have a positive effect on fatigue performance, electropolishing can be used to relieve such residual stress in case stress-free parts are required.
The compression and extension behavior of AM parts can also be enhanced by electropolishing. Wiesent et al. 134 demonstrated that the compression and extension resistance of L-PBF 316 l stainless steel cardiovascular stents could be boosted by a heat treatment followed by an electropolishing procedure. Moreover, the results of the study by Chang et al. 121 on the effect of electropolishing on compression behavior of an AM 316 l stainless steel lattice, indicate that the specific energy absorption and compressive plateau stress of treated samples are almost two times higher than that of as-printed ones. Also, in the case of L-PBF 316 l stainless steel cardiovascular stents, electropolishing has been reported to increase the compression strength of polished parts by removing the surface roughness and sharp features and reducing their stiffness. As a result, the electropolished stents bore a lower risk of damaging the balloon during the crimping process which occurs by application of a radially compressive force to reduce the stent diameter and prevent its dislodgement from the balloon. 134
It appears however that the inherent elastic deformation behavior of AM parts is only slightly altered by electropolishing. For example, in the study of Wu et al. 41 only a negligible change was observed in the average Young's modulus and the average yield stress of AM Ti-6Al-4V parts. This can be understood keeping in mind that a part's intrinsic elastic deformation behavior is independent of its surface roughness. However, Fig. 11 shows that the average ultimate tensile stress and the tensile elongation of the samples increased for lower levels of surface roughness acquired by higher polishing current densities. High surface roughness can promote stress concentration and crack propagation on the as-built surface of an AM part, which explains the reported improvement in plasticity and fracture behaviour for electropolished parts. As a result, during tensile testing on the as-built parts, the necking occurs earlier compared to smooth electropolished samples and the tensile elongation decreases.

Figure 11. Tensile stress-strain curves of the unpolished and polished sample. Polished 1, polished 2, and polished 3 samples were treated under constant current densities of 147, 294, and 442 mA cm−2 respectively, at 4 °C for 20 min. The necking positions are marked by arrows. 41
Download figure:
Standard image High-resolution imageOther mechanical properties of AM parts can also be influenced by electropolishing. Namely, the surface hardness of SLM Inconel 718 parts were found to decrease upon electropolishing. Baicheng et al. 148 showed that after electropolishing of SLM parts, the hardening phase γ, which obstructs the movement of dislocations under compression or tension, was dissolved and the residual stress in the part was relieved.
Notwithstanding its effective role in improving the mechanical performance of AM parts, excessive electropolishing can reverse its positive effect on the fatigue behavior of AM parts. As noted by Benedetti et al. 6 and Wiesent et al. 134 on Ti-6Al-4V and 316 l stainless steel AM parts, by removing surface layers in order to obtain a significant decrease in the surface roughness, electropolishing exposes the sub-surface pores which can act as crack initiation sites (Fig. 12). Also, Tyagi et al. 84 surmised that electropolishing could undermine the strength of the AM steel components through preferential etching of iron carbide compound that was formed along the grain boundaries in the laser sintering process. Furthermore, it has been noted that the residual compressive stress resulting from the AM process may be eliminated from the surface of EBM Ti-6Al-4V parts upon electropolishing, which can have a negative impact on the fatigue behavior of the parts. 132 Finally, in the case of very small and delicate parts, excessive electropolishing, like any other polishing method, will result in part failure. 134

Figure 12. SEM image of the fracture surface (400 MPa—3.6×104 cycles) and the fatigue crack initiation points on an electropolished sample. 6
Download figure:
Standard image High-resolution imageChallenges in electropolishing of AM parts
Aside from its great potential for effective improvement of the surface quality of AM parts, the electropolishing process, bears limitations that can challenge its industrial-scale application. The following are only a few of the limitations:
- Safety issues involved with the use of strong acid electrolytes,
- The difficulties related to the workpiece material,
- Difficulty achieving a uniform surface finish,
- Little control over the dimensional accuracy of electropolished AM parts,
- Challenge to cope with the high initial roughness of AM parts,
- The high number of process parameters to fine-tune
Safety issues associated with the use of conventional electrolytes
Although several studies have suggested safer alternatives, conventionally used electrolytes in electropolishing are usually toxic or explosive and demand safe handling skills. Table I presents some of the hazardous chemical solutions used for electropolishing of parts made of commonly AM alloys.
Table I. Chemical solutions employed for electropolishing of metallic AM parts.
| AM part alloy | Chemical solutions used in electrolytes |
|---|---|
| 316 l stainless steel | Phosphoric acid + sulfuric acid with/without water 8,45,54,84,98,116,121,141 |
| Ti-6Al-4V | Perchloric acid + acetic acid with/without water 17,52,144 |
| Hydrofluoric acid +acetic acid + sulfuric acid 79 | |
| CoCr | Phosphoric acid + sulfuric acid + water 78,149 |
| Inconel 625 | Sulfuric acid + methanol 150 |
| Perchloric acid + acetic acid 106 | |
| Inconel 718 | Sulfuric acid + methanol 148,151 |
One suggested approach for avoiding this issue is substituting them with safer and environmentally friendly alternatives. For instance, it has been shown that AM Ti-6Al-4V parts can be effectively treated with an electrolyte composed of ethanol, isopropyl alcohol, aluminum chloride, and zinc chloride. 80 SLS titanium parts have also been successfully electropolished with a NaCl-ethylene glycol mixture. 124
Ionic liquids like Deep Eutectic solvent can be another potential alternative for current polishing solutions considering their higher current efficiency and affordable price. 152–154 According to Mohammadian et al., 118 the decision of using ionic liquids as eco-friendly alternatives to the acidic solutions conventionally used by industry for electropolishing is based on the following observations:
- Limited contamination of the ionic liquid with metal ions from the polishing reactions that can have a negative impact on the quality of polished surfaces.
- Contrary to the electropolishing mechanism in conventional electrolytes, in ionic liquid, no passive film forms on the metal surface and the mass transfer-controlled process leading to optimum surface finish occurs at lower potentials.
- The absence of a passive film in ionic liquid can decrease the ohmic potential drop and increase the current efficiency from 46% in an acidic solution to 90%.
- The rate of material removal in ionic solutions depends on the initial surface roughness and build orientation of the samples e.g., the surface with the highest roughness undergoes higher roughness reduction.
- Ionic electrolytes eliminate the surface irregularities selectively without excessive material removal.
Furthermore, according to Alrbaey et al., 119 the application of ionic liquids instead of the common electrolytes can be justified by their thermal stability, high polarity, high viscosity, wide potential window, and much lower gas evolution. Rotty et al. 146 also took a similar approach by using Deep Eutectic Solvents for electropolishing of AM 316 l parts.
The difficulties related to the workpiece material
Nickel alloys like Inconel 718 and Inconel 625, titanium alloys especially Ti-6Al-4V, aluminum alloys, and stainless steels are some of the alloys that are frequently used for fabrication of metallic AM parts. This section will highlight the most typical material-related challenges that arise during electropolishing of such alloys.
Titanium alloys have become an indispensable material in the aerospace, biomedical, and automobile industries due to their low density and remarkable strength, corrosion resistance, and biocompatibility. 132 Surface treatment of titanium alloys, however, has proven to be challenging due to their high hardness and chemical stability. It is known that instead of the expensive and time-consuming mechanical polishing processes, that might further introduce impurities to the surface, AM titanium parts can greatly benefit from the electropolishing process to obtain a bright surface finish free from inclusions (especially if electropolishing is preceded by a mechanical polishing step to remove the partially molten particles 130 ).
However, the electropolishing of this alloy, is not without its challenges. First off, the spontaneous, thick, and compact passive oxide film to which titanium owes its chemical stability and excellent corrosion resistance, hinders electropolishing by decreasing the rate of material dissolution. 155–158 Moreover, this naturally formed passive layer may contain inclusions and other inhomogeneities that can promote corrosion initiation and result in surface pitting rather than polishing. 158 Therefore, in order to handle such oxide layers, titanium alloys are conventionally electropolished using strong acids such as HF and HClO4 at low temperatures and high voltages. 159–161
The situation becomes even more complicated in the case of titanium AM parts. On one hand, it has been reported that EP solutions with low chloride concentrations can not completely remove the particles on the AM part nor can they significantly reduce the surface roughness because of the small current density which results in non-uniform distribution of the thin TiCl4 layer formed on the surface. 142 On the other hand, aside from the safety issues involved with using strong acids, it has been observed that high chloride concentrations accelerate the metal dissolution and lead to the formation of a thick TiCl4 layer which is difficult to remove during electropolishing and causes pit formation making the surface rough and dark. 142 Moreover, although high voltages are employed in electropolishing of titanium parts to expedite the depassivation process, this may increase the temperature of the solution and worsen the quality of the polished surface. 158 A certain range of solution agitation speed is also usually required to remove the passive viscous TiCl4 film without risking uneven or excessive polishing or localized pitting.
The Ni-based superalloys offer superior mechanical properties, such as high tensile strength and wear resistance, as well as excellent corrosion resistance at high temperatures. To that end, alloys like Inconel 718 and Inconel 625 are widely used by the aerospace and oil and gas sectors in high-temperature applications such as gas turbine blades and combustion chambers. 106,148 The oxidation behavior of Ni-based alloys is known to resemble that of titanium alloys. 126 Therefore, one can expect similar challenges with electropolishing these alloys including the need for the application of high potentials/currents or the use of strong acids for the breakdown of the highly passive film formed on the surface. 148,162
Also adopted by the metal AM technology, aluminum alloys are widely used for aerospace and automotive applications due to appealing properties such as light weight, high electrical and thermal conductivity, and strong corrosion resistance. Similar to other readily passivated alloys, effective electropolishing of aluminum alloys require highly oxidizing electrolytes which are often mixtures of toxic chemicals such as perchloric acid and chromic acid. 163–165 To make the matters worse, the electropolishing of aluminum alloys in these electrolytes often requires high temperatures (50°C–90°C) which can damage the industrial equipment in addition to raising serious health and safety concerns. 164
Given these limitations, it appears that the conventional electropolishing process needs to be modified for an effective surface improvement of the AM parts made of highly passive metals.
Another group of alloys employed by the AM processes are the stainless steels. AISI 316 l stainless steel is also commonly utilised in a variety of industrial applications, particularly in the biomedical and food processing sector. This alloy has excellent corrosion properties in a variety of environments, as well as high mechanical strength, machinability, and biocompatibility. 46,116,146 To the best of our knowledge, no material related limitations has been reported for electropolishing of 316 l stainless steel.
Achieving a uniform electropolishing effect over complex geometries
Obtaining a uniform electropolishing effect over the entire surface of the AM parts is among the most highlighted challenges. For example, the study by Tyagi et al. 54 indicated that although electropolishing rendered a reflective and mostly featureless exterior surface with sub-μm level roughness for cylindrical AM parts, the internal surface of the samples could not be treated.
Several studies attribute this issue to the non-uniform primary current distribution over the complex geometry and internal cavities of the AM part. 20,166–168 Indeed, when charge transfer and mass transport overvoltage in an electrochemical cell are negligible, the primary current distribution prevails. Under these conditions, the local current density on the AM part depends on the cell geometry, shape, and position of the part. Primary current distribution is known to have a significant impact on the electropolishing of the part since it determines the difference between the dissolution rate of the peaks and valleys of the surface profile.
The limited access of counter electrodes to the workpiece surface is another reason suggested for the difficulty of electropolishing internal spaces. Considering that AM parts generally hold many intricate details and unreachable narrow spaces, this factor could further complicate the effective treatment of such parts and lead to a non-uniform polishing effect. 169 Moreover, some studies have concluded that the excessive build-up of heat and polishing products are responsible for the inferior surface quality of the internal spaces after electropolishing. 131,150,169
It has also been argued that the difficulty of achieving a uniform surface finish for AM parts by electropolishing stems from their heterogeneous microstructure. 170 On one hand, during the AM fabrication process, each part of the microstructure may experience a different history of melting, solidification, and subsequent heating and cooling cycles. On the other hand, electropolishing of multi-phase materials is known to be challenging due to the different dissolution rate of each phase. 171,172
All of these issues can render electropolishing for surface finishing of AM parts even more difficult to implement across the industry. It is well understood that there is no universal parameter set for polishing different parts and identifying the appropriate polishing parameters has already proven to be challenging. Furthermore, when AM technology is employed in the context of individualized parts, the geometry, thermal history, and microstructure are constantly changing, which makes the adjustment of the polishing settings for each part, all the more cost and time-intensive.
Controlling material removal over the entire AM part
A major challenge in electropolishing of AM parts is the geometric and dimensional changes due to excessive material dissolution which can be particularly troublesome as AM parts are intended to have superior mechanical properties or bear delicate features. For example, Min et al. 151 observed that upon electropolishing of AM In718 microchannels a 47% decrease in the surface roughness resulted in an 8% increase in the size of the channels. However, a larger pitch (the distance between adjacent microchannels) was found to reduce the electrolyte penetration through the channel walls.
In summary, as was recommended by Wiesent et al. 134 the choice between near-net-shape part design followed by limited electropolishing and designing parts with larger dimensions followed by excessive electropolishing should be made carefully.
High initial roughness of AM parts
AM parts are generally characterized by having a high surface roughness. The review study by Liu et al. stated that Ti-6AL-4V components fabricated through commonly used metal AM processes such as SLM and EBM exhibit a surface roughness in the ranges of 5–40 and 25–131 μm, respectively. 36 If such components are to be utilized in biomedical applications, where the allowable Ra value for a medical implant is often less than 2 μm, 173 then they require effective surface treatment.
Despite the fact that the current literature reports considerable improvements in the surface roughness of AM parts, 147 electropolishing is known in the industry to deliver a 50% average surface roughness reduction. 174–176 This implies that successful reduction of the high surface roughness of AM parts is possible but challenging for standard industrial setups. This is due to the fact that, for the electropolishing process to yield high surface quality AM parts, as discussed earlier, optimal polishing parameters must be used, and the time-consuming trial and error and adjustment process for determining the proper polishing parameters is costly. Since electropolishing of AM parts is not yet widely established in the industry, there is limited knowledge available concerning the proper operating conditions.
Possible solutions such as the application of higher voltages or extending the electropolishing time to increase the material removal are not always practical due to overheating of the system and rapid degradation of the electrolyte by the build-up of the polishing byproducts both of which can decrease the polished surface quality. Additionally, prolonged treatment times impose cost and sustainability issues such as higher energy consumption, longer use of the equipment, and disposal of highly contaminated waste to the environment. 169 A better solution is the usage of low conductivity electrolytes to increase the voltage gradient between the peaks and valleys of a rough surface with large asperities and accelerate their selective dissolution. Likewise, highly viscous solutions can be used to focus the electric field on the small asperities and enhance their preferential removal during diffusion-controlled dissolution. However, in both cases, as the electrolyte resistance is greatly increased, the electrochemical cell tends to increase its temperature rapidly, impeding the electropolishing process. 177
A more advanced solution is the use of pulsed or pulse reverse current electropolishing to deal with the issue of excessive heat and metal dissolution products. 171,177 According to these studies, incorporation of off-current and/or cathodic current intervals in the process can help to increase the instantaneous anodic current density while maintaining the average current density lower compared to conventional electropolishing. Therefore, the process offers a high rate of material removal. Also, by providing enough time for cooling and refreshing the electrolyte and stopping the growth and build-up of gas bubbles on the part surface, this method can yield more uniform polishing results. However, compared with the conventional electropolishing process, this approach requires significantly longer polishing times and is not always practical from an industrial viewpoint due to the relatively short pulse times required.
Future Research Avenue
Over the years several studies have addressed the shortcomings of the electropolishing process for surface treatment of AM parts discussed in the previous section. This section presents some of the proposed solutions and possible new avenues worth to be explored according to the authors.
Potential approaches for electropolishing of AM parts of titanium and titanium alloys
Researchers have proposed a handful of countermeasures to ease the difficulties of electropolishing of Ti alloys. A general remedy is to prevent stabilization of the passive film by lowering the water content of the electrolyte. 159,178 For example, studies reported the successful application of some alcoholic solutions for electropolishing of Ti alloys. 132,160,161 Aside from acting as non-aqueous electrolytes, alcoholic solutions are less harmful than the strong acids previously used. Another approach is to start the electropolishing treatment by application of a high voltage to speed up the oxide removal and resuming the process under a lower voltage. 178 Moreover, hydrodynamic effects are known to determine the thickness of the viscous layer formed on the part. Therefore, it has been suggested to move the part during electropolishing to decrease the thickness of the viscous layer and increase the rate of anodic dissolution. 158 Likewise, electrolyte agitation has proved useful for accelerating the removal of the passive layer. 160
With regards to Ti AM parts, Ferreri et al. 161 have suggested substituting the conventional strong acid solutions with an ethanol-ethylene glycol-NaCl electrolyte where the ethanol is shown to dissociate the TiCl4 film to promote homogenous polishing quality. A significant reduction has also been reported in the surface roughness of AM Ti-6Al-4V parts upon the application of high voltages of approximately 200–400 V for shorter durations and the utilization of a new electrolyte based on water. 147
Potential approaches for achieving a uniform electropolishing effect over complex geometries
Several approaches have been recommended in the literature to achieve a uniform surface quality all over the AM parts.
In the case of AM parts with internal spaces, some approaches focus on modification of the part design to better accommodate counter electrodes. For instance, the possibility of inserting counter-electrode inside the AM parts should be considered during the design stage. Also, it has been stated that increasing the opening diameter of the channels of an AM part can promote the advancement of electropolishing on the internal surface of the cavities. 123
Designing tailored counter electrodes with geometries conforming to the anode shape might be another way to improve the uniformity of the polishing effect. However, in the case of electropolishing of internal spaces, designing and placement of conformal counter electrodes to fit inside AM parts with complex geometries, curving sections, and tight cavities might prove troublesome and require further investigation. A possible remedy could be to try to build the internal electrode during the manufacturing of the AM part. However, there will still remain the challenge of removing the electrode once no longer needed. The electrical conductivity of this built electrode may pose problems too.
Another approach targets the overheating of the solution and accumulation of the electropolishing by-products that can result in inadequate polishing of internal spaces. This was shown in the work of Ali et al. 150 on electropolishing AM Inconel 625 tubes. They employed an off-time of 10 s as well as electrolyte agitation for refreshing the electrolyte and discharging the polishing products from the part's surface. Fayazfar et al. 169 followed the same path by using a combination of agitation and pulsed current for electropolishing of inner spaces in AM Ti-6Al-4V parts.
Nonetheless, let us stress out that, considering the high demand of pharmaceutical, semi-conductor, and food industries to ultra-clean internal surfaces, in the authors' opinion more research needs to be dedicated to electropolishing of internal spaces.
Another reason for non uniform electropolishing is the heterogenous microstructure of AM parts. A potential approach would be the application of heat treatment prior to electropolishing to homogenize the microstructure. This approach may at the same time also greatly improve the fatigue properties of the AM parts, a highly desired improvement, as AM parts are increasingly employed as cyclic-load bearing components in aerospace and biomedical industries.
Various heat treatments are used for AM parts. For instance, Brandl et al. 38 employed peak hardening to enhance the microstructure and mechanical properties of SLM Al-Si10-Mg samples. Peak hardening homogenized the microstructure of the parts and increased their fatigue resistance. Song et al. 89 improved the mechanical performance of SLM Iron parts by means of a vacuum annealing process. It was observed that the relief of the residual stress by the annealing treatment resulted in grain refinement and increased the yield strength and ultimate tensile strength of the parts. In addition, the hardness of the parts was reduced due to the removal of the defects and the residual stress.
In the opinion of the authors, making progress in this field requires studies that consider combining heat treatments and electropolishing as a whole process. Although some recent investigations have begun to study how heat treatment and electropolishing methods could be usefully combined, there has not yet been an attempt to optimize the combination of these techniques as a whole process. Indeed, combining an optimal heat treatment and an optimal electropolishing process may not necessarily result in an optimum process.
A particularly interesting approach would be to investigate the possibility of creating a loop of post-treatments including consequent HIP and electropolishing procedures with controllable parameters for the achievement of tailor-made parts. The study should establish procedures for precise measurement of surface factors and evaluation of the effect of these post-treatment processes on the improvement of fatigue behavior.
Potential approaches for controlling material removal over the entire AM part
An ideal surface treatment for AM parts would effectively enhance their surface quality with minimal weight loss. 121,169
Nowadays, 3D design software offers options similar to a feedback loop where the fabrication-induced distortions can be predicted by simulation and compensated by a corrected geometry to fabricate a more accurate part. A similar approach can be employed where the dimensional changes needed for the achievement of the target surface finish can be predicted and compensated in the design stage. 91,122,125,169 The modified design can have larger dimensions, extra material at corners and edges, or mask-like structures that prevent certain areas of the part from excessive dissolution.
It has been suggested that the amount of material dissolution required to obtain an acceptable surface quality after electropolishing can be calculated by comparing the thickness of the non-electropolished and electropolished portions of the sample. 54 The result can later be incorporated into the part design. Considering a higher nominal thickness in the design stage of AM parts can prevent dimensional inaccuracy and geometry offset during polishing especially for applications where lower surface roughness is required. 150 This was shown in the study by Finazzi et al. 149 on electropolishing of a CoCr cardiovascular stent fabricated via SLM. It was observed that extension of the electropolishing process to meet the surface roughness requirements of the biomedical applications would compromise the shape of the cells due to excessive strut thickness reduction. Therefore, it was proposed that to maintain the desired mechanical performance of the SLM samples after electropolishing, struts should be designed with larger nominal thickness.
Using a similar methodology, Urlea et al. 52,106 determined the build orientation allowances (quantity of the material required to be removed by electropolishing to obtain the desired Ra value for the surface of a given orientation), and electropolishing times to achieve a uniform surface roughness (Fig. 13). The 3D part dimensions can be then modified in the design stage to compensate for these EP allowances as well as the processing tolerance.

{kind=link}
{kind=link}
{kind=link}
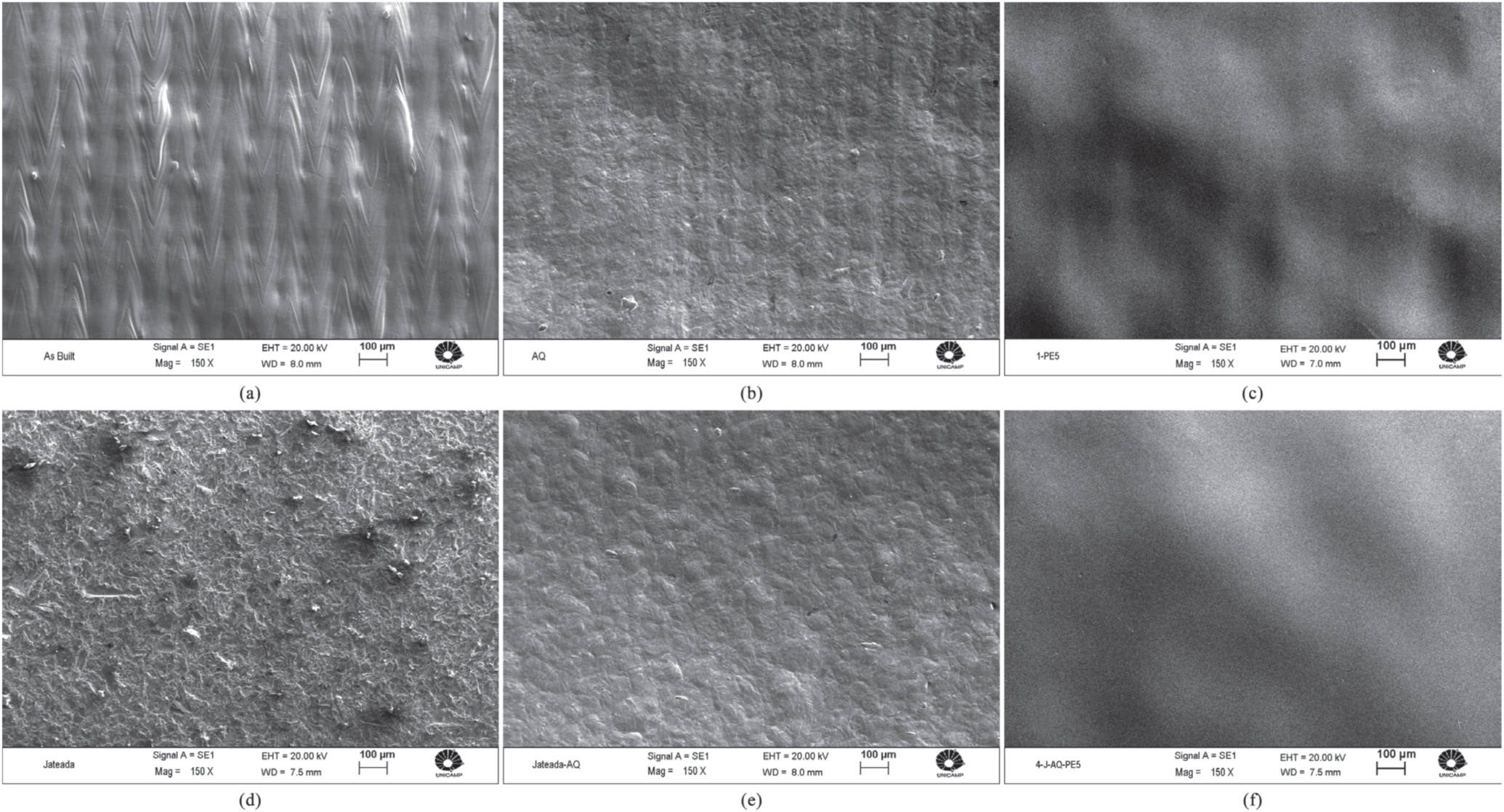{kind=link}
{kind=link}
{kind=link}
{kind=link}
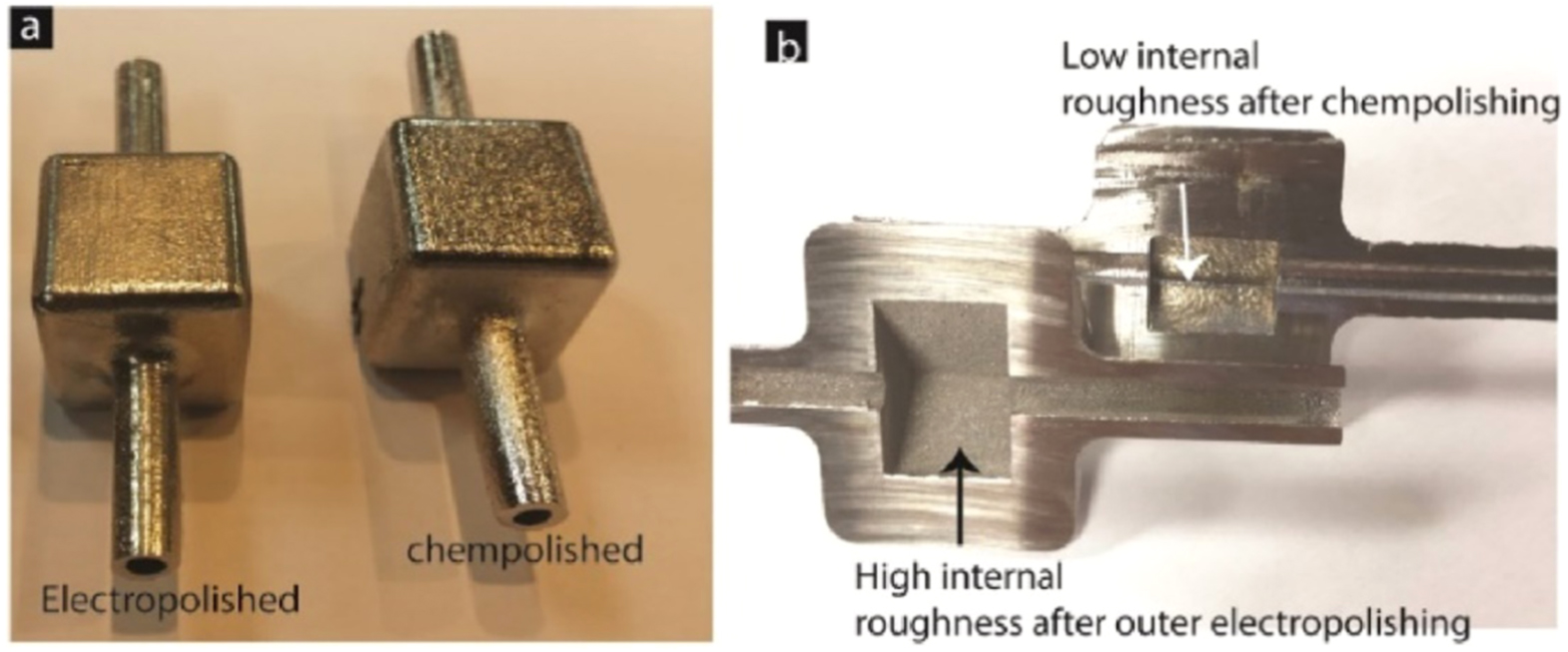{kind=link}
{kind=link}
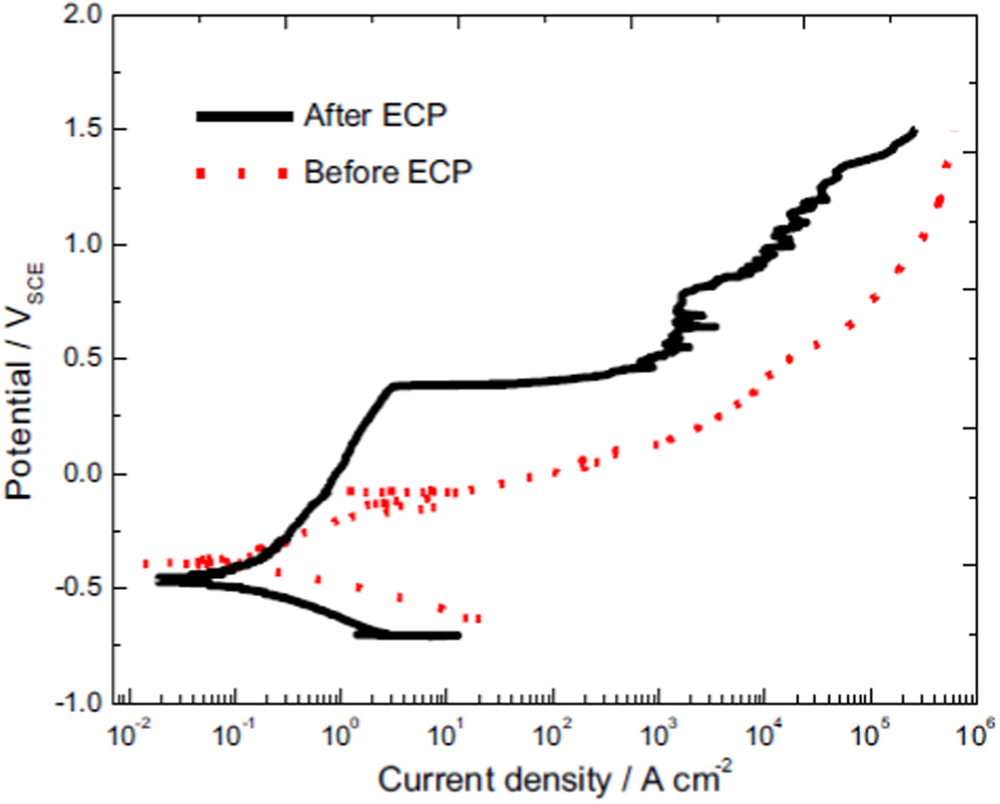{kind=link}
{kind=link}
{kind=link}
Figure 13. Electropolishing time and total thickness loss required for AM parts with different build orientations to achieve a desired Ra level. 106
Download figure:
Standard image High-resolution image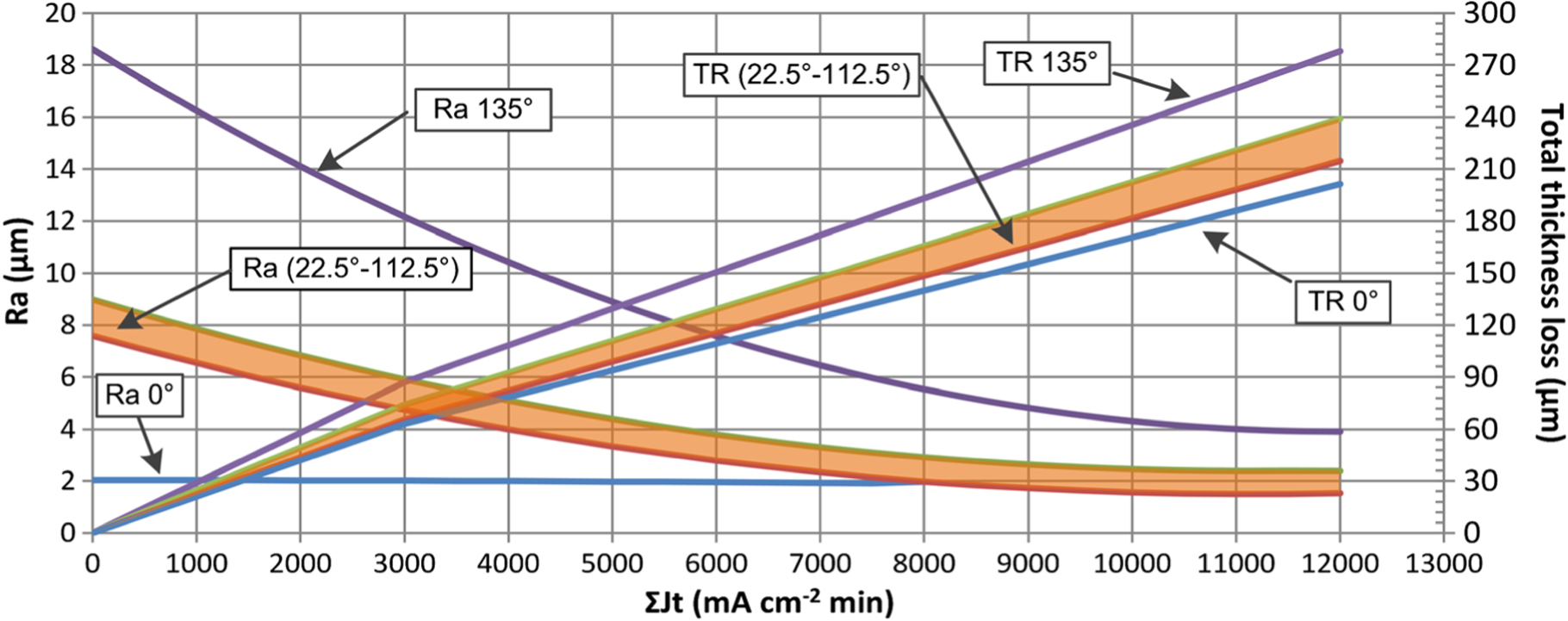{kind=link}
Potential approaches for addressing high initial roughness of AM parts
In the case of electropolishing of parts with high initial surface roughness, an interesting, recommended method is combining electropolishing with other surface treatments. For instance, one study prescribed a two-step treatment composed of an overpotential electropolishing step for eliminating the majority of the surface roughness features followed by a conventional electropolishing process for further treatment of the surface. 169 Another potential approach can be the use of pulsed electropolishing as suggested in a patent by Taylor. 179 In this approach, high surface roughness can be effectively eliminated by the application of short pulses of electric current. Longer pulses or a direct current can then be used to smooth out the remaining macroprofile as well as the microroughness. It is argued that the Nernst diffusion layer formed on the surface peaks can not fully develop and remain significantly thinner under short pulses, accelerating the preferential dissolution and smoothening of large asperities. Although this technique has not yet been extensively applied for AM parts, its potential in providing a higher anodic current without the complications from the build-up of heat and dissolution products seems very promising. 124
Conclusions
- 1.Despite the tremendous potential of additive manufacturing technology, metallic AM components commonly present a number of defects arising from the fabrication process such as substantial surface roughness, appearance of porosities and residual stress in the part structure, and heterogeneous microstructures, that still present challenges for wide adoption of metal direct printing technologies. These process-induced defects can have an adverse effect on the part's aesthetic appeal and dimensional accuracy as well as its mechanical and corrosion behavior, particularly under cyclic loading circumstances.
- 2.Poor surface quality and porosities can be a severe downside in the functioning and life lifespan of AM parts because they encourage stress concentration, local plastic deformation, and fatigue crack initiation. Also, residual stress can potentially impair the strength of the printed part and promote fatigue crack propagation. In addition, the heterogeneous microstructure can increase the vulnerability of the AM part to local corrosion.
- 3.Given the superior surface quality and cyclic loading endurance demanded by applications such as the aerospace industry and biomedical implants, effective post-treatment of AM parts is critical for their widespread adoption. Electropolishing appears to be a strong contender among the existing surface treatments, owing to its high potential in attaining smooth and clean parts that are not only visually pleasing but also corrosion-resistant.
- 4.It is well understood that the electropolishing process must be optimized in order to achieve a considerable decrease in surface roughness of AM components, particularly for biomedical applications. This can be accomplished by fine-tuning process variables and combining electropolishing with additional surface treatments.
- 5.Like every other surface treatment technique, electropolishing has constraints that may restrict its usage for some applications. Some of these constraints include concerns regarding the safety of using strong acid electrolytes, difficulties in electropolishing titanium alloys and highly rough parts, problems in achieving a uniform surface finish, and lack of control over the dimensional precision of AM components during electropolishing. These restrictions can be mitigated to some extent by adjusting process parameters, using additional treatments, and modifying the part design.Apart from the electropolishing process outcomes, the use of the heat treatments to improve the mechanical performance of AM parts seems inevitable. Therefore, post-treatment of additive manufactured parts for effective enhancement of their surface quality and mechanical behavior should be viewed as a cycle of treatments rather than a single-step operation. For instance, in the case of parts with a significant number of porosities, electropolishing without the HIP process cannot achieve much.
- 6.To conclude, despite the substantial progress in the development of efficient electropolishing methods for the treatment of metallic 3D printed parts, several critical concerns remain unresolved. This indicates our lack of in-depth understanding of the process and proves that we are still in the early stages of industrializing the electropolishing technology for post-treatment of AM components.