
Abstract
Working Group 1 of RILEM TC 238-SCM ‘Hydration and microstructure of concrete with supplementary cementitious materials (SCMs)’ is defining best practices for the physical and chemical characterization of SCMs, and this paper focusses on their thermal analysis. Thermogravimetric analysis (TGA) can provide valuable data on the chemical and mineralogical composition of SCMs. Loss-on-ignition (LOI) testing is a commonly used, standardized, but less sophisticated version of TGA that measures mass at endpoints only, with heating generally in air. In this paper we describe the use of TGA and LOI to characterize Portland cement with limestone additions, coal combustion fly ashes, ground-granulated blast furnace slag, calcined clays, and natural pozzolans. This paper outlines the value and limitations of TGA and LOI (in the formats defined in different standards regimes) for material characterization, and describes testing methods and analysis. TGA testing parameters affect the mass loss recorded at temperatures relevant for LOI measurements (700–1000 °C) of slags and fly ashes, mainly associated with oxidation reactions taking place upon heating. TGA of clays and natural pozzolans is utilized to identify optimal calcination conditions leading to dehydroxylation and consequent structural amorphization, particularly for kaolinite. However, dehydroxylation and amorphization do not occur at similar temperatures for all clays, limiting the applicability of TGA for this purpose. Although TGA is widely utilized for characterization of SCMs, the testing parameters significantly affect the results obtained, and TGA results require careful interpretation. Therefore, standardization of TGA testing conditions, particularly for LOI determination of slags and fly ashes, is required.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The class of supplementary cementitious materials (SCMs) encompasses a wide range of materials with different chemical compositions, mineralogies, and physical characteristics. Some of these properties are specified in standards that define limits with respect to oxide composition, mesh size, moisture content, and loss-on-ignition, for example. Researchers often seek more information about the materials in order to refine material processing methods or to develop relationships between material characteristics and reactivity. The goal of Working Group 1 of RILEM TC 238-SCM is to investigate the methods of SCM physical and chemical characterization in order to provide guidance on the power and limitations of these tools. In this paper we present the use of TGA, both as a complement to standard LOI testing and as a characterization tool. It should be noted that TGA does not provide conclusive mineralogical or compositional identification on its own, so is often used in conjunction with other tools such as X-ray diffraction.
Loss-on-ignition is a standard test for SCMs that is usually used to determine the presence of an excess quantity of moisture and/or undesirable impurities, such as carbon. Samples are placed in a porcelain or platinum crucible, depending on the standard followed. The mass loss is determined following heating in air to a specified maximum temperature for a specific time, although this maximum temperature and time varies according to the standard followed. These discrepancies can lead to difficulty interpreting results. Further, LOI tests are generally done in air, an oxidizing environment, which can lead to misinterpretation of results if corrections are not made to account for oxidation of reduced species present in some SCMs during testing. A summary of the available standardized methods for determining LOI of different SCMs is given in Table 1.
Thermogravimetric analysis can be considered as an incremental loss-on-ignition test, where the sample mass is recorded in small increments at a fixed heating rate. Generally the instruments used allow heating in a non-oxidizing environment, such as in nitrogen or argon gas. Monitoring mass loss during testing enables observation of thermal decomposition of phases, such as the mass lost due to the escape of carbon dioxide gas when carbonates decompose. This information enables phase identification as well as quantification in some cases. Data are reported either as mass loss versus temperature, or as the first derivative of that curve, called differential thermal gravimetric analysis (DTG). As discussed here, the results are sensitive to the parameters used during testing such as amount of sample, heating rate, type of gas and gas flow rate used, which can have an impact on the interpretation of results. Although loss-on-ignition and TGA measurement in many cases show the same final mass loss, the actual temperature at which this mass loss occurs is generally lower in the static loss-on-ignition test than in the dynamic TGA measurements.
In this paper we explore the use of LOI and TGA to characterize several commonly used supplementary cementitious materials. Attention is paid to the role of parameters selected during testing, as well as to the interpretation of results.
2 Limestone
Ground limestone is a common additive to cement and is used in both ordinary Portland cements in small quantities (~5 %) and in Portland-limestone cements in larger quantities (~15 %) [1]. The limestone content in cement can be determined using TGA by measuring the mass of carbon dioxide (CO2) lost due to calcium carbonate (CaCO3) decomposition, which is generally between 700 °C and 850 °C [2]. The accuracy of this determination of limestone content depends on knowledge of the purity of limestone. While a limestone that contains 100 % calcium carbonate loses 44 % of its mass due to CO2 loss, a limestone that is only 70 % CaCO3 would lose only 31 % of its mass from CO2 loss. Without knowledge of limestone purity, the determination of limestone content is subject to error. For example, if 5 % of a Portland cement by mass is pure (100 % CaCO3) limestone, then one would expect a 2.2 % mass loss due to CO2 in TGA. However, if one measures that same 2.2 % mass loss and the limestone is only 70 % CaCO3, then the actual limestone content of the cement is 7 %.
The actual error in limestone content determination from TGA is limited to some extent because the cement standards specify the purity of the limestone used. For example, the ASTM standards for Portland cement and blended hydraulic cement (C150 [3] and C595 [4], respectively) specify that the limestone must contain a minimum of 70 % CaCO3. The Canadian Standard CSA3001 [5] requires limestone to be “of a quality suitable for cement manufacture,” for Portland cement and to have a minimum 75 % by mass CaCO3 for Portland-limestone cements. EN 197-1 [6] requires limestone used in cement to have a minimum of 75 % CaCO3. Error can be avoided completely if manufacturers follow the guidance from ASTM C150 [3] that specifies that the manufacturer reports the limestone content of the cement.
3 Fly ash
The loss on ignition of fly ash is often used as a measure of the content of unburnt carbon in the material [7, 8], as the carbon can oxidize during heating in the presence of oxygen to CO and CO2, which is released during TGA measurement [9, 10]. Any moisture content in the fly ash (e.g. residual water from storage) will also register as LOI. Pre-drying at a temperature of 110 °C is specified in ASTM C311-13 [11], but no pre-drying is described in EN 196-2 [27]. Moisture content can be relatively easily corrected using the fly ash dried mass (when pre-drying is applied) as the initial mass for the LOI calculation.
Many fly ashes also contain a significant amount of calcium carbonate (limestone or dolomite), introduced to the coal-fired boiler for control of sulfur emissions and entrained in the ash, and other calcium rich minerals such as lime, portlandite, anhydrite, and gypsum, which also register as LOI in tests conducted at temperatures above 700 °C [12]. This is particularly problematic in the ASTM C311 method [11], where the test is carried out for 15 min at a temperature specified in the text of the standard as 750 ± 50 °C. Two tests that are valid according to this standard, but conducted at temperatures differing by as much as 100 °C, may report LOI values including either almost all or almost none of the carbonate content of the ash.
Figure 1 shows the results of analysis of a fly ash (classified as Class C according to ASTM C618 [13] using TGA coupled with mass spectrometry (TG-MS), and illustrating mass losses associated with moisture removal, dehydroxylation of Ca(OH)2, along with the decomposition below 700 °C of CO and CO2 present as carbonates (from calcium carbonate and from unburnt carbon oxidized during the measurements) within the fly ash. At higher heating temperatures, relevant for the determination of LOI, a minor mass gain related to the oxidation of unburnt carbon is also identified. Interpretation of TGA of fly ashes needs to be undertaken with caution in order to identify the different reactions leading to the mass losses registered during testing, particularly the oxidation of unburnt carbon taking place at similar temperatures to carbonate decomposition.

TGA and exhaust gas analysis using mass spectrometry during thermogravimetric analysis of an ASTM C618 Class C fly ash. Data were collected using a Perkin Elmer TGA 4000 instrument, 60 mg of sample, 40 mL/min of N2(g) and a heating rate of 10 °C/min
The EN 197-1 method (EN 197-1:2011), with a higher firing temperature than specified in ASTM C311 (ASTM C311/C311M - 13 2013), can include also sulfur present within the LOI measurements and possibly result in a overestimation of the organic matter content, while ASTM C311 may underestimate the unburnt carbon content. Burris et al. [14] assessed 35 fly ashes using ‘macro TGA’ (1 g of sample tested per ash), and identified incomplete burn-off of carbon below 790 °C, therefore recommended higher temperatures than specified by ASTM C311 for LOI determination. The correlation between the LOI values determined using TGA or standardized testing methods was strongly dependent on the amount of unburnt carbon in the ash, so that similar LOIs were obtained by these two methods only when a high content of unburnt carbon was present in the ash. However, it has been reported [15, 16] that the LOI values obtained according to the standardized methods overestimate the content of organic matter by at least 20–40 % when compared with that determined by carbon measurement or conventional TGA measurements. This has detrimental effects on evaluation of the effectiveness of the coal combustion process, and limits the utilization of the ashes produced, as standards do specify upper allowable limits for loss on ignition. For example, ASTM C618 (ASTM C618-12a 2012) allows LOI values up to 6.0 %, although a Class F ash with up to 12 % LOI may be accepted if it meets all other performance requirements. EN 197-1 (EN 197-1:2011) and EN 450-1 [17] describe three classes of fly ash with upper LOI limits of 5.0, 7.0 and 9.0 % respectively, but this is then restricted further by national annexes (e.g. in the UK, an upper limit of 7.0 % is imposed). However, ashes with much higher LOI can be used for other purposes, e.g. EN 14227-4 [18] describing fly ash for use in ‘hydraulically bound mixtures’ defines an upper LOI limit of 15.0 %.
The effect of carrying out TGA of a fly ash both in an inert or an oxidizing atmosphere and for differing sample masses is illustrated in Fig. 2, where notable changes in the mass loss can be seen, particularly within the range of temperatures specified for LOI determination in either the EN (950 ± 25 °C) or ASTM (750 ± 50 °C) standards, associated with decomposition of carbonates and/or oxidation of unburnt carbon. However, the mass loss due to the decomposition of carbonates will occur at lower temperature in the static loss-on-ignition test than in the dynamic TGA measurements shown in Fig. 2.

TGA results of an ASTM C618 Class F fly ash collected using nitrogen or air purge gases, as a function of the amount of sample tested. Data were collected using a Perkin Elmer TGA 4000 instrument, 20 mL/min of protective gas and a heating rate of 10 °C/min
The amount of sample tested also influences the total mass loss during TGA (Fig. 3). At 750°C a higher LOI measurement is identified when using dry air as protective gas independently of the mass of sample tested. These TGA results must be interpreted with caution, as at higher temperatures of ignition (>750 °C) Fe2+ that is present in spinel phases in Fe-rich fly ashes oxidizes to Fe3+, which can result in a mass gain when using dry air or oxygen as purging gases [10, 19, 20]. These processes offset the mass changes related to unburnt carbon. Under nitrogen gas the oxidation of unburnt carbon occurs at higher temperature only and a higher mass loss is observed at 950 °C.

Loss on ignition calculated from TGA results shown in Fig. 2
Payá et al. [10] proposed an analysis method based on the combined analysis of TGA results of fly ashes using inert and oxidizing atmospheres. This approach assumes that using an inert atmosphere will hinder the oxidation of unburnt carbon, and therefore any mass loss identified within 500 and 750 °C is assignable to decomposition of calcium carbonates. However, the applicability of this method is limited by the presence of hydrated lime in the ash, which will dehydroxylate at similar temperatures to the start of calcium carbonate decomposition (as observed in Fig. 1), and so for calcareous ashes it may be necessary to adapt the temperature ranges assigned to carbonates. Mohebbi et al. [21] identified that TGA coupled with mass spectrometry provides further understanding of the reaction taking place at the different testing temperatures, while using an inert or an oxidizing purging gas, as mass changes associated with oxidizing reaction can be accurately quantified and accounted during the quantification of unburnt carbon present in the fly ash.
4 Ground granulated blast furnace slag
As in the case of fly ash, the determination of the LOI of ground granulated blast-furnace slag (GGBFS) requires special attention. GGBFS results from the blast-furnace process, whereby oxidic iron ore is transformed into metallic iron. As this takes place in a reducing atmosphere, the majority of sulfur bound in the GGBFS is in the form of sulfide (S2−) [22]. When GGBFS is heated in air to 950 °C for LOI determination, as specified by both EN and ASTM standards (Table 1), these sulfides oxidize to sulfates, which results in a mass increase (Fig. 4). Also, the oxidation of metallic or divalent iron, or partially reduced manganese, dissolved (or encapsulated in the case of metallic iron [23] in the GGBFS glass) will result in a mass increase. However, due to the limited content of manganese in the majority of GGBFS used worldwide, the effect of this element would be very small and thus can often be neglected, but some slags are used in construction where this becomes a significant consideration [24]. The case of iron is not well understood and is described to a very limited extent in the existing open literature.

TGA results of a commercial GGBFS. Data were collected using a Perkin Elmer TGA 4000 instrument, 40 mg of GGBFS, a heating rate of 10 °C/min, and 100 mL/min of protective gas
If a GGBFS is heated in the absence of oxygen, mainly the loss of H2S is observed, resulting in mass loss as shown in Fig. 5A. Above approximately 700 °C a mass increase is observed as S2− is oxidised to sulfate, SO4 2−, (S2− + 2O2 ≥ SO4 2−: (4 × 16.0)/(32.06) = + 1.996 × S) and formation of solid sulfates might occur [25]. If blast furnace slags are heated under oxidising conditions, the presence of H2S is observed only below 500 °C (Fig. 5B), above 600 °C a more distinct mass increase under O2 than under N2 is observed as more S2− is oxidised to sulfate [9].

TGA and exhaust sulfate-containing gases analysis using mass spectrometry during thermogravimetric analysis of a blast furnace slag (SO3, 0.7 wt%) under (A) N2 and (B) air atmospheres
The formation of gases (H2S and SO3) and of solids (e.g. CaSO4) from sulfide present in the slag results in a complex pattern of mass changes, which is not only affected by the surrounding atmosphere (Fig. 4), but also by the heating rate in the TGA. Depending on the protective gas, differences in the total mass loss are observed across the range of temperatures relevant to LOI determination. Considering that the two standards mentioned here specify different ranges of temperature for LOI determination, although with the same target value within that range (EN 196-2, 950 ± 25 °C and ASTM C114, 950 ± 50 °C), differences in the LOI results determined by TGA for comparison with those tests will be observed depending on the temperature selected and the type of gas environment used.
The methodology for correcting the LOI values to account for oxidation of sulfides in GGBFS is, however, consistent between the two standard methods [26, 27]. A correction of 0.8 times the difference between the percentages of SO3 in the ignited sample and the original cement is added to the raw measured LOI to obtain a corrected LOI value, as S2− + 2O2 ≥ SO4 2−, resulting in an additional 0.8 g mass per g SO3 ((4×16)/(32 + 3×16) = 0.8). The applicability of TGA to determine LOI of GGBFS will have limitations similar to those identified for fly ashes; however, in the case of GGBFS one of the main constraints (and sources of uncertainty) lies in the corrections associated with oxidation of sulfide species, and this will be revisited next. A combined TGA approach using an inert and an oxidizing atmosphere might be a suitable way for LOI determination of GGBFS via TGA.
A comparative study between determination of LOI according to EN 196-2 (in air) with the mass loss measured under nitrogen to avoid sulfide oxidation, was carried out using two commercial GGBFS, each with glass content >99 %, comparable chemical compositions, but with different fineness (see note Table 2). The results were compared to TGA measurements, also under nitrogen. The corrected LOI determination according to the EN 196-2 calculation procedure yielded 1.24 and 1.15 wt% for GGBFS 1 and GGBFS 2, respectively. This is close to the results obtained from static calcination at 950 °C under a nitrogen atmosphere, which yielded LOI values of 1.22 and 1.07 wt% for GGBFS 1 and GGBFS 2, respectively.
The mass loss obtained by TGA between 20 and 950 °C is somewhat lower than the mass loss measured at 950 °C under static conditions, and dependent on the heating rate and the fineness of the slag.
An increased heating rate during TGA measurement decreased the measured mass loss of both slags at 950 °C even further. The lower mass loss in the TGA measurements is probably related to a partial oxidation of the sulfur (even under N2 as shown in Fig. 5) during the relatively slow heating in the TGA. This oxidation is minimized in a LOI measurement under nitrogen where the sample is directly exposed to high temperatures. The LOI results obtained by TGA and by the modified EN 196-2 procedure for the two slags assessed are summarized in Table 2. For GGBFS 1, similar values of LOI were obtained via TGA using a heating rate of 10 °C and via the modified EN 196-2; however, the increase in the heating rate during TGA induced slight reductions in the LOI value obtained. More notable differences in the LOI obtained by TGA or modified EN 196-2 methods were observed for GGBFS 2, despite having a comparable composition to GGBFS 1 but much coarser particle size. As discussed above oxidation and loss of H2S occur simultaneously which complicates the understanding of the effect of heating rate on weight loss and demonstrates that the LOI values can be also influenced by the physical properties of the GGBFS.
Also other testing parameters such as gas flow rate (Fig. 6A) and the amount of sample (Fig. 6B) strongly influence the TGA results of a GGBFS especially when using nitrogen as protective gas, where significant differences in the mass loss are identified at temperatures above 200 °C when modifying either the amount of sample or the gas flow rate. This is particularly concerning when using this method for LOI determination, as notable differences in the measured LOI can be obtained, and the sample masses used (usually a few tens of milligrams) are too small to enable reliable determination of a sulfate correction to account for this mass gain contribution to the residual mass profile.

TGA results of a commercial GGBFS as a function of (A) gas flow rate, and (B) amount of sample tested. Data were collected using a Perkin Elmer TGA 4000 instrument and a heating rate of 10 °C/min. Dashed lines indicate mass loss at 950 ± 50 °C
5 Calcined clays
There is a growing interest in utilizing calcined clays rather than industrial by-products as SCMs, as these materials are highly available all over the world and present more homogeneous physico-chemical properties compared with by-products, simplifying the process of quality control of the finished cement [28]. As calcination demands the utilization of fuels to reach high temperatures to enhance the reactivity of the clays, it is imperative to optimize the time–temperature profile of the calcination process, so that the best cost-benefit balance is obtained. Clay minerals can be converted into pozzolanic SCMs by either rotary kiln or flash calcination; the discussion here will be more closely linked to rotary-calcined products because this process is much more amenable to parallel analysis by TGA. Calcined clays and natural pozzolans are classified as Class N materials under ASTM C618, with a maximum allowable LOI of 10 % when tested accordingly to ASTM C311 and without the allowance (which exists for fly ash) to exceed this based on performance testing. The specification that the material is ‘ignited to constant mass’ at 750 ± 50 °C, but without strict definition of the criteria for determination of what is meant by ‘constant’, may be important in understanding the analysis of clays, as discussed in more detail next. EN 196-2 sets no specific requirements for the LOI of calcined clays or natural pozzolans.
TGA can be used to approximate the conditions adopted for large-scale processing of clays in kilns, such as heating rates, times of exposure to a given temperature, among other variables, and therefore can be used to identify the range of temperatures at which structural transformations of the clays are taking place. It is well known that TGA of clays will show three distinctive phenomena: (i) at low temperature, release of free or sorbed water; (ii) at a mid-range temperature, loss of bound water or dissociation of hydroxyls from the lattice, inducing amorphization of the lattice structure; and (iii) at high temperature, the final breakdown of the residual layered mineral and recrystallization towards formation of new mineral and/or glass phases [2]. The specific temperatures at which each of these phenomena take place is strongly dependent on the nature of the clay [29], as illustrated in Fig. 7. Pozzolanic activity is generally at a maximum for materials calcined at temperatures between the events identified as dehydroxylation and recrystallization in Fig. 7 [29].

Adapted from [29]
Differential thermal analysis of selected common clays
Metakaolin is one of the most widely utilized SCMs, produced by calcination between 600 and 900 °C of kaolin-containing clays. The effects of calcination on the structure of kaolinite, leading to formation of metakaolin, can be summarized as follows:
-
(i)
At 550 °C the kaolinite begins to transform to metakaolin by removal of the structural OH groups of the clay, leading to the rearrangement in Si and Al atoms, a decrease in octahedrally coordinated Al, and the appearance of penta- and tetracoordinated Al [30]. The full removal of hydroxyls from pure kaolinite would be accompanied by a mass loss of 13.95 % [31], but most metakaolins retain around 10–12 % of their original hydroxyl content [32] and so display LOI values of a few percent (increasing with time in storage as the material partially rehydrates in contact with moist air).
-
(ii)
Between 650 and 800 °C, deformation of kaolinite flakes takes place, favoring the formation of a disordered material ‘metakaolin’, although the original layered structure of the kaolinite is partially preserved [33–36].
-
(iii)
Above 900–950 °C, recrystallization of metakaolin yields a siliceous spinel and disordered silica. Calcination above this range of temperatures can induce the formation of crystalline mullite [30]. Products calcined to equilibrium in this temperature range present little or no pozzolanic activity. However, flash calcination at such temperatures for a very short time (often a second or less) can yield a glassy material which is a valuable pozzolan [37].
The kaolinite calcination conditions need to be selected and optimised for a particular clay source to maximise the reactivity of the material produced [38], as the dehydroxylation of kaolinite is as a multi-step, kinetically-controlled process [32, 34, 36, 39]. Optimization of calcination temperatures is also influenced by impurities present in the clays. One of the methods used for optimising calcination conditions of a given kaolinite is TGA, so that the degree of dehydroxylation of a kaolinite can be quantified as a function of the heating rate and time of exposure to a given temperature.
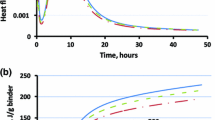
Figure 8 highlights the relevance of the kinetic control of kaolinite calcination in the context of LOI determination: each data set in Fig. 8A represents the observed change in mass upon heating the clay at 10 °C/min to the specified target temperature, and then holding for 6 h at this temperature, while Fig. 8B shows the same data plotted with time rather than temperature as the abscissa. Noting once again that the ASTM C311 specification requires ignition to constant mass at 750 ± 50 °C, the very slow kinetics of the final stages of dehydroxylation in the lower end of this allowed temperature range may become significant in the precise determination of the LOI of a calcined kaolinite when the criterion for ‘constant mass’ is unclear.

(A) TGA curves of a commercial kaolinite calcined at 10 °C/min up to specified target temperatures followed by a 6 h isothermal hold at that temperature, and (B) mass loss registered as a function of time during the same experiments. Data collected in a Perkin Elmer Diamond TG/DTA, using 20 mL/min of N2, 15 mg of sample, and a heating rate of 5 °C/min
The burgeoning interest in exploration of lower cost impure or mixed clays as SCMs in place of relatively pure kaolinite has led to a body of literature discussing the optimal calcination temperatures for these clays, usually determined through TGA. For example, Fernandez et al. [40] examined three standard clays, comparing kaolinite (K) to illite (I) and montmorillonite (M), with data from differential thermal gravimetric (DTG) analysis shown in Fig. 9. These results were used to determine that the optimal calcination temperatures for these clays were 600 °C for the kaolinite and 800 °C for the illite and montmorillonite, since there was minimal mass loss due to dehydroxylation after these temperatures. Calcination at these temperatures also resulted in a significant reduction in crystallinity determined through X-ray diffraction for the kaolinite, some changes in crystallinity in the montmorillonite, yet no changes in crystallinity for illite. Garg and Skibsted [41] identified that the montmorillonite dehydroxylate does not form a metastable phase like that of dehydroxylated kaolinite, instead the calcination of montmorillonite between 500 and 850 °C leads to the transformation of the octahedrally coordinated Al into tetrahedral Al sites. Similar results were identified for calcined illite/smectite clays [42] where high calcination temperatures (900 °C) were required to induce the formation of a disordered structure. The lack of correlation between dehydroxylation and amorphization for clays other than kaolinite has significant implications on pozzolanic reactivity, as the calcined illite behaved like an inert filler.

Adapted from [40]
Differential thermograms for kaolinite (K), illite (I) and montmorillonite (M) samples that were previously unheated (ref), or heated to 600 or 800 °C before testing
Taylor-Lange et al. [43] used thermal analysis to optimize calcination temperatures for impure clays, both blended from known standard clays in the laboratory and naturally occurring. The degree of dehydroxylation was not directly correlated with the degree of amorphization for minerals other than kaolinite, and the amount of amorphous material present after calcination was a better predictor of pozzolanic reactivity than the degree of dehydroxylation.
6 Natural SCMs
Detailed classification and description of natural SCMs or pozzolans can be found in Snellings et al. [29], and the reader is referred to that document for further information about this very diverse class of materials. Natural pozzolans, whether calcined or not, are subject to the same provisions as calcined clays in both ASTM C618 (Class N) and EN 197-1. SCMs of volcanic origin such as pumices, volcanic ashes, and zeolite tuffs, experience mass loss in TGA that can be used to infer chemical and mineralogical information. Natural pozzolans lose chemically-bound water at relatively low temperatures of ~200 °C, as shown in Fig. 10 for a natural zeolite. Like clays, some zeolites can also dehydroxylate if they contain hydroxylated defects within their framework structure, resulting in mass losses at higher temperatures [44], as shown at ~700 °C for the zeolite in Fig. 10. This is in fact the basis of the name ‘zeolite’, which is derived from the Greek for ‘boiling stone’, and relates to the tendency of these minerals to release water vapor upon heating. Similar to the case of clays, this dehydroxylation can be accompanied by a reduction in crystallinity, which can be confirmed through X-ray diffraction [45].

Adapted from [47]
TGA results for a natural clinoptilolite zeolite
7 Conclusions
Thermal analysis is widely utilized as a complement to standardized LOI testing of blast furnace slags, fly ashes and clays, and as a characterization tool for all the SCMs addressed in this paper. However, the outcomes are sensitive to the parameters used during testing such as the amount of sample, heating rate, type of gas and gas flow rate used, which impact the interpretation of results from different sources. This is particularly challenging when quantification of dehydration/decomposition of given compounds is required, such as in Portland cements with limestone additions, and when some species within the SCMs undergo oxidation reactions, as in slags and fly ashes.
The applicability of TGA to determine LOI of slags and fly ashes is strongly influenced by the testing parameters, and the interpretation of the results requires careful attention. The type and flow rate of the purging gas is one the most relevant parameter modifying the mass loss recorded within the range of temperatures relevant for LOI determination. This is associated with oxidation reactions which take place upon heating, leading to mass gains and the consequent reduction of the measured LOI values. This could be overcome by using an ‘inert’ purging gas such as nitrogen or argon during testing, as long as O2 is completely excluded during testing, and the oxidation reactions are hindered. Combined mass loss and mass spectrometry analysis of the exhausted gases during testing enables elucidation of the reactions taking place during heating of SCMs, enabling the characterization of the key mass losses relevant to LOI determination.
The ranges of temperatures at which LOI values are determined within each standards regime also need to be evaluated with care. The actual temperature at which a mass loss occurs, either for pre-hydration/weathering of slags or for unburnt carbon in fly ashes, are typically lower in the static loss-on-ignition test indicated in the ASTM and EN standards, than in the dynamic TGA measurements. There is also a rapid change in mass in the TGA analysis of both slag and fly ash within the temperature range allowed as tolerance in the test temperatures in the common testing standards. Standardization of TGA testing parameters for LOI measurements in SCMs is required in order to collect results that can be comparable across laboratories.
TGA of clays is widely utilized as a means to optimize the time–temperature profile of the calcination process to increase the reactivity of the clays, so that the best cost-benefit balance is obtained. The relationship between dehydroxylation of kaolinite clay and its amorphization has been established in detail in the literature; however, such a relationship has not been identified for other clays and therefore TGA may provide limited information about the temperatures at which amorphous products can be produced by thermal treatment of non-kaolinitic clays. A similar case has been identified for some natural pozzolans. Therefore, the applicability of TGA is limited to the characterization of these types of SCMs.
References
Tennis PD, Thomas MDA, Weiss WJ (2011) State-of-the-art report on use of limestone in cements at levels of up to 15%. Portland Cement Association Report R&D SN3148. PCA, Skokie, IL
Rowland RA (1955) Differential thermal analysis of clays and carbonates. In: Proceedings of the first national conference on clays and clay technology (Clays and Clay Technology, Bulletin 169), San Francisco, CA, pp 151–163
ASTM C150/C150 M - 15 (2015) Standard specification for Portland cement. ASTM International, West Conshohocken, PA. doi:10.1520/C0150_C0150M-15
ASTM C595/C595 M-15e1 (2015) Standard specification for blended hydraulic cements. ASTM International, West Conshohocken, PA. doi:10.1520/C0595_C0595M-15E01
CSA A3001 Cementitious Materials for Use in Concrete (GU-HE Portland Cement). Canadian Standards Association
EN 197-1 (2011) Cement. Part 1: Composition, specifications and conformity criteria for common cements. The European Committee for Standardization, Brussels
Brown RC, Dykstra J (1995) Systematic errors in the use of loss-on-ignition to measure unburned carbon in fly ash. Fuel 74:570–574. doi:10.1016/0016-2361(95)98360-Q
Mogulla NR (2008) Effect of carbon on fly ash sintering and kinetic-based model. MS thesis, Tennessee Technological University
Lothenbach B, Durdziński P, De Weerdt K (2016) Thermogravimetric analysis. A practical guide to microstructural analysis of cementitious materials. CRC Press, Taylor & Francis Group, Boca Raton
Payá J, Monzó J, Borrachero MV, Perris E, Amahjour F (1998) Thermogravimetric methods for determining carbon content in fly ashes. Cem Concr Res 28:675–686. doi:10.1016/S0008-8846(98)00030-1
ASTM C311/C311 M - 13 (2013) Standard test methods for sampling and testing fly ash or natural pozzolans for use in Portland-cement concrete. ASTM International, West Conshohocken, PA. doi:10.1520/C0311_C0311M-13
Payá J, Monzó J, Borrachero MV, Amahjour F, Peris-Mora E (2002) Loss on ignition and carbon content in pulverized fuel ashes (PFA): two crucial parameters for quality control. J Chem Technol Biotechnol 77:251–255. doi:10.1002/jctb.590
ASTM C618-12a (2012) Standard specification for coal fly ash and raw or calcined natural pozzolan for use in concrete. ASTM International, West Conshohocken, PA. doi:10.1520/C0618-12A
Burris SC, Li D, Riley JT (2005) Comparison of heating losses and macro thermogravimetric analysis procedures for estimating unburned carbon in combustion residues. Energy Fuel 19:1493–1502. doi:10.1021/ef049668f
Fan M, Brown RC (2001) Comparison of the loss-on-ignition and thermogravimetric analysis techniques in measuring unburned carbon in coal fly ash. Energy Fuel 15:1414–1417. doi:10.1021/ef0100496
Vassilev SV, Vassileva CG (2005) Methods for characterization of composition of fly ashes from coal-fired power stations: a critical overview. Energy Fuel 19:1084–1098. doi:10.1021/ef049694d
EN 450-1 (2007) Fly Ash for Concrete—Part 1: Definitions, Specifications and Conformity Criteria. The European Committee for Standardization, Brussels, Belgium
EN 14227-4:2013 (2013) Hydraulically bound mixtures. Specifications. Fly ash for hydraulically bound mixtures. The European Committee for Standardization, Brussels
Rickard WDA, van Riessen A, Walls P (2010) Thermal character of geopolymers synthesized from Class F fly ash containing high concentrations of iron and α-quartz. Int J Appl Ceram Techn 7:81–88. doi:10.1111/j.1744-7402.2008.02328.x
Vandenberghe RE, de Resende VG, da Costa GM, De Grave E (2010) Study of loss-on-ignition anomalies found in ashes from combustion of iron-rich coal. Fuel 89:2405–2410. doi:10.1016/j.fuel.2010.01.022
Mohebbi M, Rajabipour F, Scheetz BE (2015) Reliability of loss on ignition (LOI) test for determining the unburned carbon content in fly ash. Paper presented at the World of Coal Ash Conference (WOCA), Nashville, TN, May 5–7
Bingham PA et al (2010) A multi-spectroscopic investigation of sulphur speciation in silicate glasses and slags. Glass Technol 51:63–80
Bernal SA, Rose V, Provis JL (2014) The fate of iron in blast furnace slag particles during alkali-activation. Mater Chem Phys 146:1–5. doi:10.1016/j.matchemphys.2014.03.017
Péra J, Ambroise J, Chabannet M (1999) Properties of blast-furnace slags containing high amounts of manganese. Cem Concr Res 29:171–177. doi:10.1016/S0008-8846(98)00096-9
Montes-Morán MA, Concheso A, Canals-Batlle C, Aguirre NV, Ania CO, Martín MJ, Masaguer V (2012) Linz-Donawitz steel slag for the removal of hydrogen sulfide at room temperature. Environ Sci Technol 46:8992–8997. doi:10.1021/es301257c
ASTM C114-15 (2015) Standard test methods for chemical analysis of hydraulic cement. ASTM International, West Conshohocken, PA. doi:10.1520/C0114-15
EN 196-2 (2013) Method of testing cement. Part 2: Chemical analysis of cement. The European Committee for Standardization, Brussels, Belgium
Scrivener K, Favier A (eds) (2015) Calcined clays for sustainable concrete: Proceedings of the 1st international conference on calcined clays for sustainable concrete. RILEM/Springer, Dordrecht
Snellings R, Mertens G, Elsen J (2012) Supplementary cementitious materials. Rev Miner Geochem 74:211–278. doi:10.2138/rmg.2012.74.6
Brown IWM, MacKenzie KJD, Meinhold RH, Bowden ME (1985) Outstanding problems in the kaolinite-mullite reaction sequence investigated by 29Si and 27Al solid-state nuclear magnetic resonance: II. High-temperature transformations of metakaolinite. J Am Ceram Soc 68:298–301. doi:10.1111/j.1151-2916.1985.tb15229.x
Brindley GW, Nakahira M (1959) The kaolinite-mullite reaction series: II, Metakaolin. J Am Ceram Soc 42:314–318. doi:10.1111/j.1151-2916.1959.tb14315.x
MacKenzie KJD, Brown IWM, Meinhold RH, Bowden ME (1985) Outstanding problems in the kaolinite-mullite reaction sequence investigated by 29Si and 27Al solid-state nuclear magnetic resonance: I. Metakaolinite. J Am Ceram Soc 68:293–297. doi:10.1111/j.1151-2916.1985.tb15228.x
Lee S, Kim YJ, Lee HJ, Moon H-S (2001) Electron-beam-induced phase transformations from metakaolinite to mullite investigated by EF-TEM and HRTEM. J Am Ceram Soc 84:2096–2098. doi:10.1111/j.1151-2916.2001.tb00964.x
Lee S, Kim YJ, Moon H-S (1999) Phase transformation sequence from kaolinite to mullite investigated by an energy-filtering transmission electron microscope. J Am Ceram Soc 82:2841–2848. doi:10.1111/j.1151-2916.1999.tb02165.x
White CE, Provis JL, Proffen T, Riley DP, van Deventer JSJ (2010) Combining density functional theory (DFT) and pair distribution function (PDF) analysis to solve the structure of metastable materials: the case of metakaolin. Phys Chem Chem Phys 12:3239–3245. doi:10.1039/b922993k
White CE, Provis JL, Proffen T, Riley DP, van Deventer JSJ (2010) Density functional modeling of the local structure of kaolinite subjected to thermal dehydroxylation. J Phys Chem A 114:4988–4996. doi:10.1021/jp911108d
San Nicolas R, Cyr M, Escadeillas G (2013) Characteristics and applications of flash metakaolins. Appl Clay Sci 83:253–262. doi:10.1016/j.clay.2013.08.036
Shvarzman A, Kovler K, Grader GS, Shter GE (2003) The effect of dehydroxylation/amorphization degree on pozzolanic activity of kaolinite. Cem Concr Res 33:405–416. doi:10.1016/S0008-8846(02)00975-4
Bellotto M, Gualtieri A, Artioli G, Clark SM (1995) Kinetic study of the kaolinite-mullite reaction sequence. 1. Kaolinite dehydroxylation. Phys Chem Miner 22:207–214. doi:10.1007/BF00202253
Fernandez R, Martirena F, Scrivener KL (2011) The origin of the pozzolanic activity of calcined clay minerals: a comparison between kaolinite, illite and montmorillonite. Cem Concr Res 41:113–122. doi:10.1016/j.cemconres.2010.09.013
Garg N, Skibsted J (2014) Thermal activation of a pure montmorillonite clay and its reactivity in cementitious systems. J Phys Chem C 118:11464–11477. doi:10.1021/jp502529d
Garg N, Skibsted J (2016) Pozzolanic reactivity of a calcined interstratified illite/smectite (70/30) clay. Cem Concr Res 79:101–111. doi:10.1016/j.cemconres.2015.08.006
Taylor-Lange SC, Lamon EL, Riding KA, Juenger MC (2015) Calcined kaolinite–bentonite clay blends as supplementary cementitious materials. Appl Clay Sci 108:84–93. doi:10.1016/j.clay.2015.01.025
Bish DL, Carey JW (2001) Thermal behavior of natural zeolites. Rev Miner Geochem 45:403–452. doi:10.2138/rmg.2001.45.13
Habert G, Choupay N, Montel J-M, Guillaume D, Escadeillas G (2008) Effects of the secondary minerals of the natural pozzolans on their pozzolanic activity. Cem Concr Res 38:963–975. doi:10.1016/j.cemconres.2008.02.005
ISO 10694:1995 (1995) Soil quality—determination of organic and total carbon after dry combustion (elementary analysis). International Standards Organization
Seraj S (2014) Evaluating natural pozzolans for use as alternative supplementary cementitious materials in concrete. PhD dissertation, University of Texas at Austin
Acknowledgments
This paper has been compiled by Working Group 1 of the RILEM TC-238 SCM. The authors would like to thank all TC 238-SCM members for helpful discussions and their suggestions to this document, in particular Josée Duchesne (Laval U. Canada) and Anya Vollpracht (RWTH Aachen U. Germany) for insightful comments on the manuscript. Special thanks to Oday H. Hussein for assistance collecting some of the TGA-MS results for FA and GGBFS, and Claire White and Louise van den Broek for collection of the kaolinite TGA data.
Funding
The participation of Susan A. Bernal, Xinyuan Ke and John L. Provis was funded by the European Research Council under the European Union’s Seventh Framework Programme (FP7/2007-2013)/ERC Grant Agreement #335928 (GeopolyConc).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of Interest
The authors declare that they have no conflict of interest.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Bernal, S.A., Juenger, M.C.G., Ke, X. et al. Characterization of supplementary cementitious materials by thermal analysis. Mater Struct 50, 26 (2017). https://doi.org/10.1617/s11527-016-0909-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1617/s11527-016-0909-2