Product Quality Improvement Policies in Industry 4.0: Characteristics, Enabling Factors, Barriers, and Evolution Toward Zero Defect Manufacturing
 Foivos Psarommatis
Foivos Psarommatis Sylvain Prouvost
Sylvain Prouvost Gökan May
Gökan May Dimitris Kiritsis
Dimitris Kiritsis- ICT for Sustainable Manufacturing, École Polytechnique Fédérale de Lausanne, SCI-STI-DK, Lausanne, Switzerland
In the competitive market of manufacturing, quality is a criterion of primary importance in order to win market share. Quality improvement must be coupled with performance point of view. Lean Manufacturing, Six Sigma, Lean Six Sigma, Total Quality Management, Theory of Constraints, and their combination are philosophies dedicated to this goal. This study is a literature review on the implementation of these philosophies to improve quality of processes and products in a system, and also covers the commonalities and differences with Zero Defect Manufacturing (ZDM) philosophy. In this study, 45 articles have been analyzed. These articles have been selected by a research on several scientific libraries with specific keywords. The methodology is based on a list of information extracted from each paper. The data searched are on the tool selections, critical factors of implementations and the benefits obtained from them. Based on the review and analysis of the literature and practices, we provide the top 10 main components of the tools used for quality improvement, enabling factors, benefits, and barriers to implementation. Moreover, we present and discuss categorization of quality improvement methods and the way toward ZDM. The need of standardized toolkits for different levels of maturity in quality management systems and a better education have been enlightened. Thanks to technological improvement in information flow management, ZDM seems close to be achieved even though some new risks and wastes have to be taken care of within the implementation.
Introduction
“If people were all the same we would not need to make so many kinds of printers, but people are different” (Yamashina, 1995). In the context of this globalized, ultra-connected world, benchmarking leads to a large number of competitive solutions to answer a need (Martins et al., 2015; Gillen, 2017). For a company, increasing and even keeping its market share is tougher than ever. One of the main factors that drives a product's commercial success is its quality (Wilson et al., 2016). The willingness to live of an organization then depends on strongly feeding research on quality in order to provide to the customers a product that satisfies the most of their needs and even sublimates them. Nevertheless, a need is not defined in a fixed manner. It evolves and so does the manufacturing to produce the items. This evolution has organizations permanently questioning the quality of their products and processes, and binds them into a continuous improvement (CI) initiative to stay competitive (Singh and Singh, 2012; Kumar et al., 2018).
CI is done using Quality Management Systems (QMS) which rely on philosophies such as Lean Manufacturing (LM), Six Sigma (SS), Theory of Constraints (TOC), Total Quality Management (TQM), and Lean Six Sigma (L6S) (Hutchins, 2016). These philosophies are implemented through a large number of tools. The QMS efficiency may vary depending on some factors which can lead to failure of implementation (Nanda, 2005). It is important to understand these reasons in order to learn from the past and evolve positively (Cannon and Edmondson, 2005). Concerning quality improvement principles, several literature reviews have already been done in the past. Some new implementations are done every day and change is permanent (Rothwell et al., 2015). Moreover, thanks to technology improvement, Zero Defect Manufacturing (ZDM) is a philosophy for which the implementation is closer than ever (Eleftheriadis and Myklebust, 2016). This justifies a literature review of LM, SS, L6S, TOC, and TQM. The purpose of this review is to analyze the quality improvement tools used in manufacturing, the critical factors and benefits of implementation of these philosophies, and to investigate how they are related to ZDM. In addition to that, critical success and failure factors, and benefits of the five quality improvement philosophies, have been identified and ranked in order to get a better understanding of their impact.
The structure of the paper is as follows: section Research Method describes the methodology of the research, and section Previous Literature analyses the previous literature. Section 4 presents the results of the review by providing the Critical Success Factors (CSF), Critical Failure Factors (CFF), benefits, and analysis of quality improvement tools. Next, section Review of Results highlights the need for standardization and categorization of quality improvement tools, along with discussions on CSF, CFF, and benefits illustrating the evolution toward ZDM. Finally, section Discussion ends the paper by highlighting the main findings and outcomes of the study. For the ease of the reader a list with all the abbreviations used in the paper are summarized in Table 1.
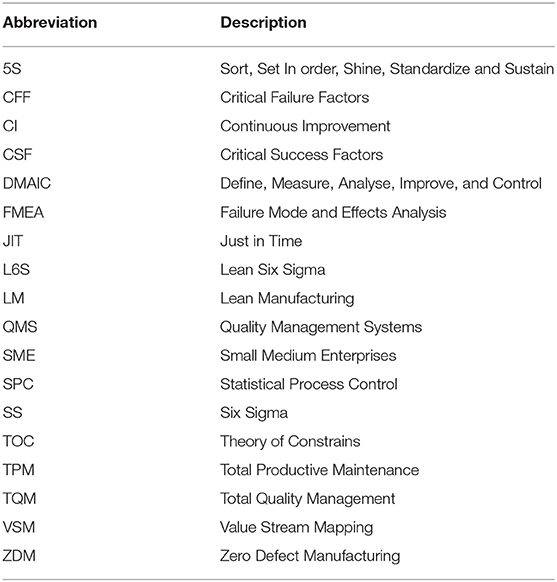
Table 1. Abbreviation list.
Research Method
The purpose of this paper is to do a systematic review of the quality improvement tools used in the manufacturing domain. In order to acquire a representing sample of papers, the following steps have been followed. The first step was to create a search query for conducting the search. The query used can be seen below.
• TITLE(((Lean) OR (Six sigma OR 6S OR SS) OR ((Lean six sigma) OR LSS OR L6S) OR (TQM OR (total quality management)) OR (ToC OR (Theory of constrains))) AND (review OR (State of the art) OR (literature review)) AND (manufacturing OR production)).
This query was used in different scientific databases; more specifically, the search was done in Engineering Village (Compendex and Inspec), Scopus, Web of Science, and Science Direct. In total, 383 articles were found, after removing the duplicates. The next step was to filter them based on the relevance and if the full article was available. After this filtering, 45 articles have been selected to conduct the analysis.
The acronyms LM, SS, L6S, TOC and TQM stand for:
• LM: Lean Manufacturing is a philosophy oriented toward waste reduction. Seven wastes have been identified: overproduction or asynchrony (producing too much or in an inadequate timing), inventory (store raw material, work in process, and finished products), motion (unnecessary body movement), defectiveness (non-conforming product), transportation (unnecessary movement of product), overprocessing (processing beyond customer expectations), and waiting (time spent before next activity) (Chiarini, 2013).
• SS: Six Sigma is a statistical philosophy oriented to product or process variability reduction. The desired result is defined depending on the customer need and its vision of defect in order to ensure the customer satisfaction (Linderman et al., 2003).
• L6S: Lean Six Sigma is a combination of LM and SS. The idea is that SS focuses well on quality while LM focuses on the speeding process. Their combination helps to reach a state of statistical control and operational improvements (Atmaca and Girenes, 2011).
• TOC: Theory of Constraints is a philosophy is based on the idea that a manufacturing system is constrained. Its quality can be measured by throughput, inventory, and operational expenses. The goal is to maximize throughput while decreasing the inventory and operational expenses. This is done by identifying the constraints, deciding how to exploit them, aligning the system on the exploitation decision, elevating the system's constraints, and by iterating, if during the process, one of the constraints has been broken (Goldratt, 2020).
• TQM: Total Quality Management is a philosophy focused on the organization's culture of quality. It is mainly a mindset that everyone in an organization must be dedicated to give its best in order to provide high standards quality on the result of activities done. The goal is to reduce errors, improve customer and employee experience (Martínez-Lorente et al., 1998).
Previous Literature
The selected articles are literature review articles. As manufacturing and quality management evolve over time, the findings and conclusions of literature reviews may differ depending on when the review had been carried out. Therefore, it is important to take the time to analyze this evolution by reviewing these previous works. They have been categorized depending on the quality philosophy they focus on. The classification takes into account the main philosophy studied and if it is studied combined with other philosophies. Only one paper (Kedar et al., 2008) studied a combination of the five philosophies. Seven papers (Arnheiter and Maleyeff, 2005; Bendell, 2006; Kasemset, 2011; Alhuraish et al., 2015; Pacheco et al., 2015; Costa et al., 2018; Stankalla et al., 2018; Makwana and Patange, 2019) have focused on a combination of two philosophies and the rest has concentrated the effort on one main one. Figure 1 illustrates the distribution by year of the analyzed review articles. The results show that there is an increasing trend after 2014 for review articles regarding the five philosophies. Further to that, Figure 1 shows the corresponding percentage of each philosophy; the highest percentage corresponds to SS (30.19%), and then the LM and L6S follow with 24.53 and 26.42%, respectively. The philosophy with the least number of review papers is the TOC, mostly because it has already been proved to be inefficient to solve multi-constraints problems (Rahman, 1998; Ikeziri et al., 2019).
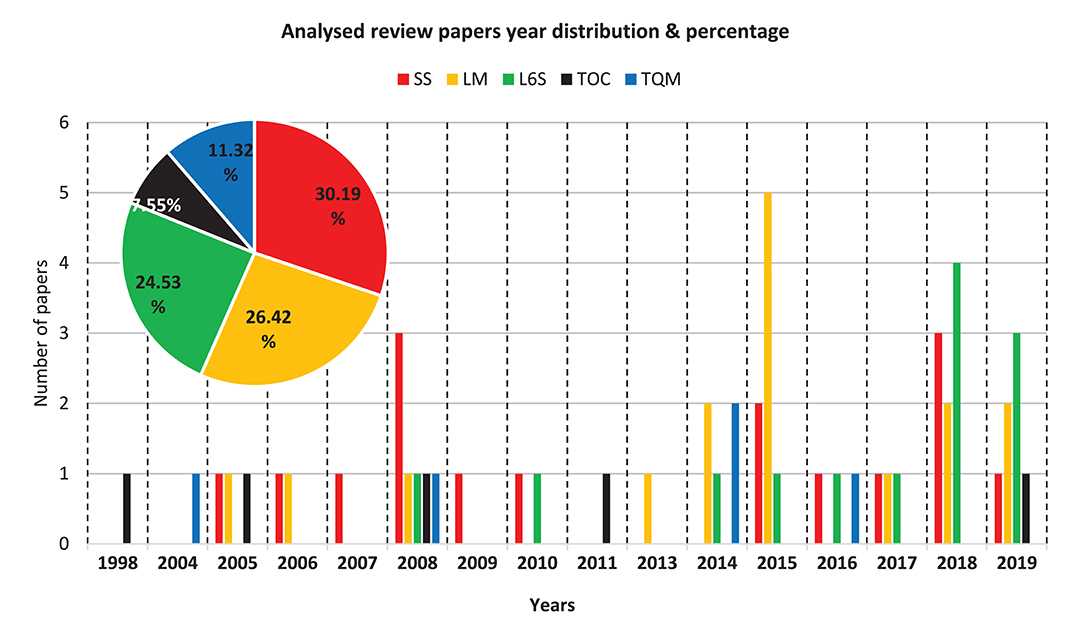
Figure 1. Distribution of the philosophy focus regarding the literature.
While Figure 1 shows that there is a higher interest for the studying philosophies the past 6 years, the results does not capture in detail the trends, because the articles used for Figure 1 were review papers. In this regard, the references of those 45 analyzed papers were considered and classified based on their year. In total, the 45 analyzed papers had 4,125 references that they were considering. The results from the year analysis of those 4,125 articles are shown in Figure 2. The period that those references were covering was from 1970 to 2019. From 1970 to 2004, all the philosophies show an increasing trend, with the most popular being the SS approach, followed by LM. After 2004 there is a decreasing trend, and also SS stops being the top category; its place is taken by L6Sm followed by LM. TOC and TQM have the smallest percentages, but they show similar trend as the leading philosophes; they have an increasing trend until 1999, and afterwards, they decrease to a point that becoming significantly less than the other three methods. Lately, the main focus of the research done is to understand which tool can be used for which purpose and how to standardize them. On one hand, TQM is more a philosophy and a mindset to spread in the organization than a toolbox, and hence, less studies investigate this topic. On the other hand, the philosophies LM, SS, and their more recent combination, L6S, have seen their toolbox being more and more furnished thanks to technology, for example (Gladysz and Buczacki, 2018).
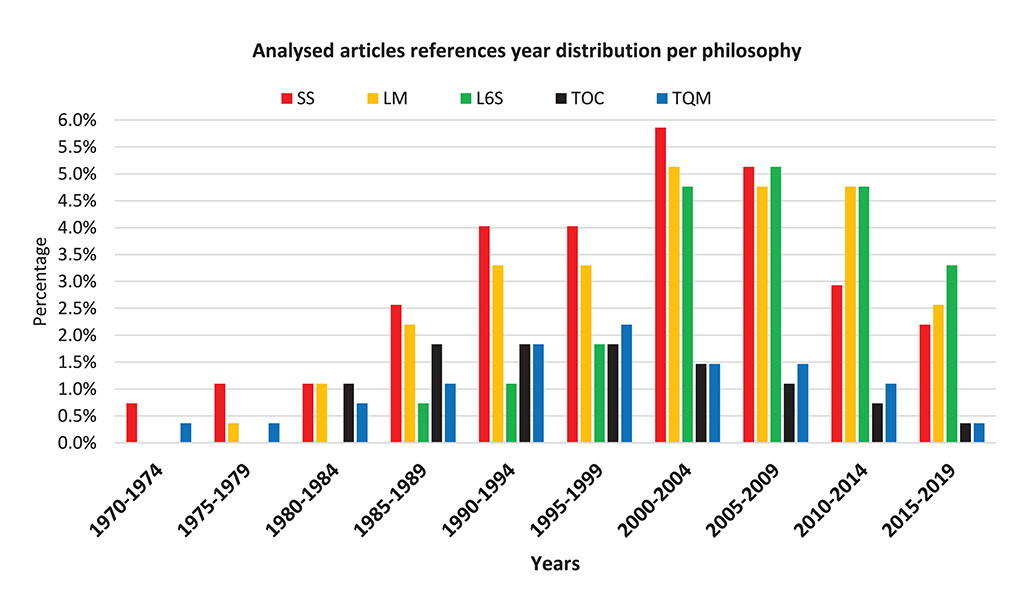
Figure 2. Distribution of the references mentioned in the reviewed papers through time.
Finally, the decreasing trend on the last year is also due to some inertia. Indeed, the time data presented in Figure 2 presents the range of publication years of the references of the 45 reviewed papers analyzed. Therefore, inevitably there is a delay between the publication year of an article and its use in other articles, but it captures the current trend.
Review of Results
This section deals with an analysis of the current philosophies (LM, SS, L6S, TOC, and TQM) used for quality improvement management. Of the 45 articles reviewed, CSF, CFF, and benefits have been pulled out in order to get an understanding for some causes in the success of an implementation of the different philosophies. For these three categories, the top 10 are listed in Tables 2–4. The ranking has been established depending on the number of different articles citing the notion. The more a notion is mentioned, the higher the ranking is. For example, in Table 2 for the CSF “Trained workers on the philosophies of quality improvement,” there are nine different articles mentioning it. Its weight is then of 9. This is more than “A good identification and prioritization of improvements to do” with a weight of 8 and less than “A visible Top Management commitment” with 11. Therefore, they are ranked in the order as second, third, and fourth CSF. In this analysis, the three studied notions are defined as:
• CSF, as a strong cause that has helped in previous successful implementations of quality improvement philosophy.
• CFF, as a strong cause that has hampered successful implementations of quality improvement philosophy.
• Benefit, as a positive consequence from successful implementations of quality improvement philosophy.
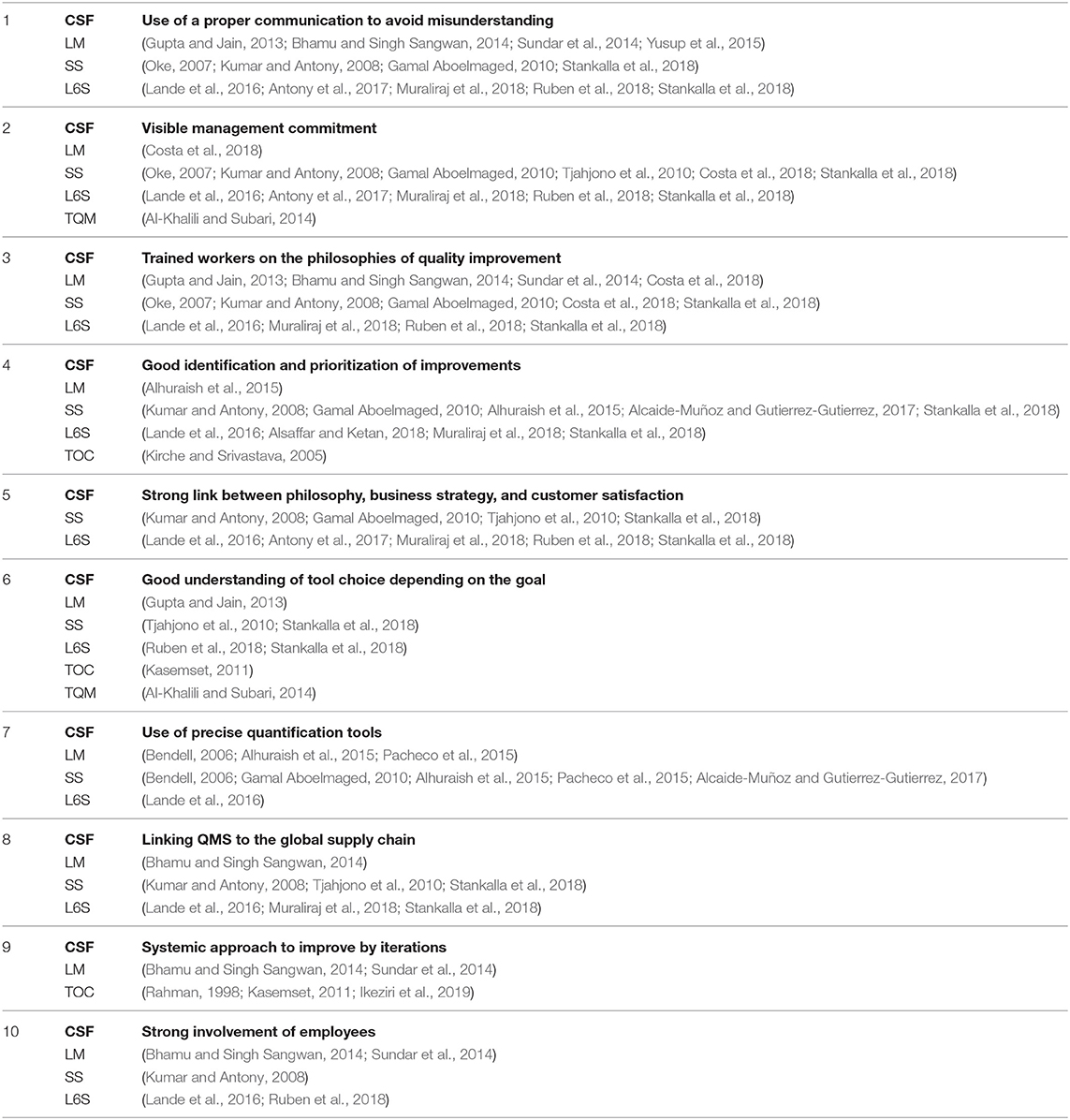
Table 2. Top 10 of CSF identified in the articles reviewed.
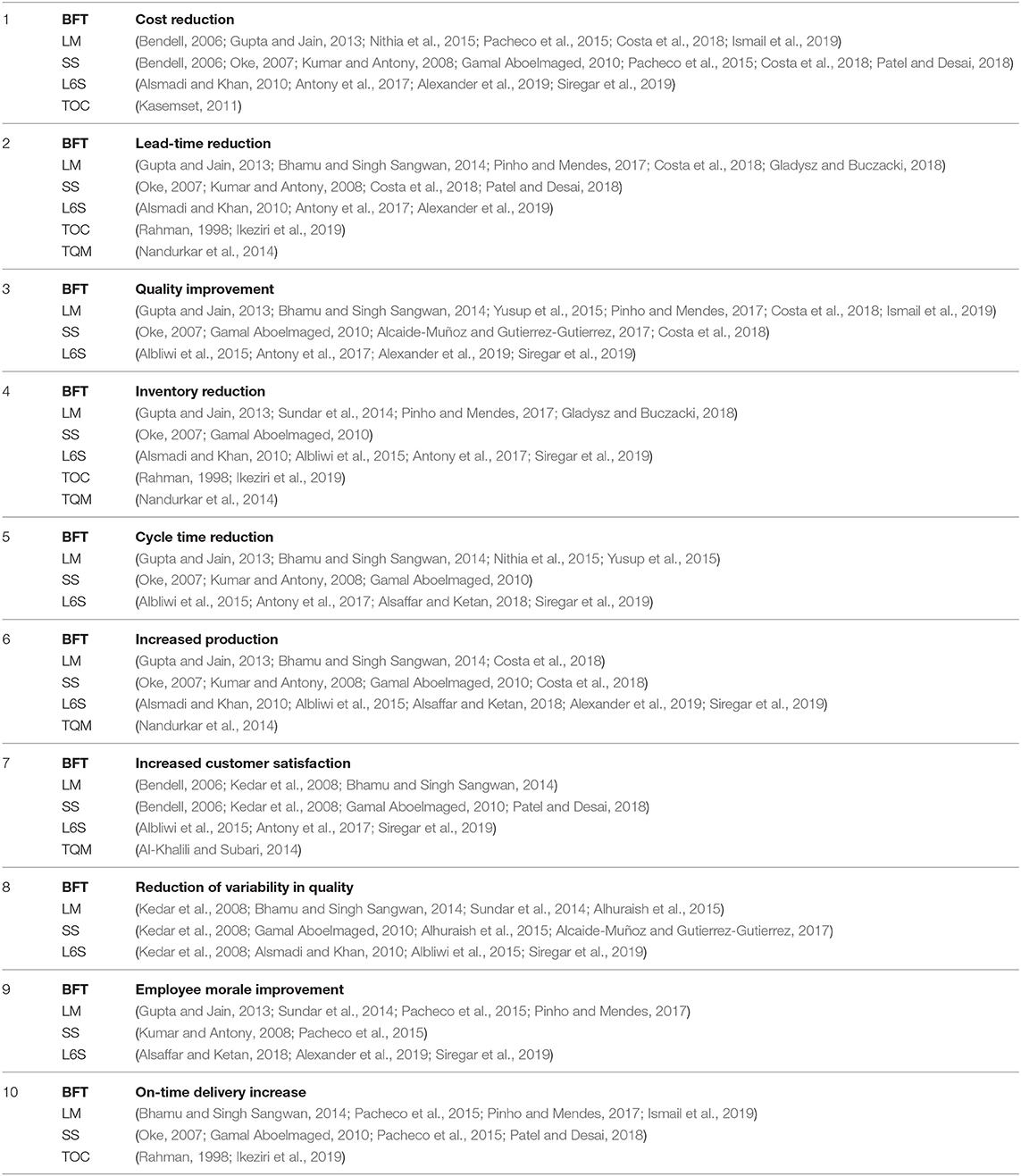
Table 3. Top 10 benefits (BFT) identified in the articles reviewed.
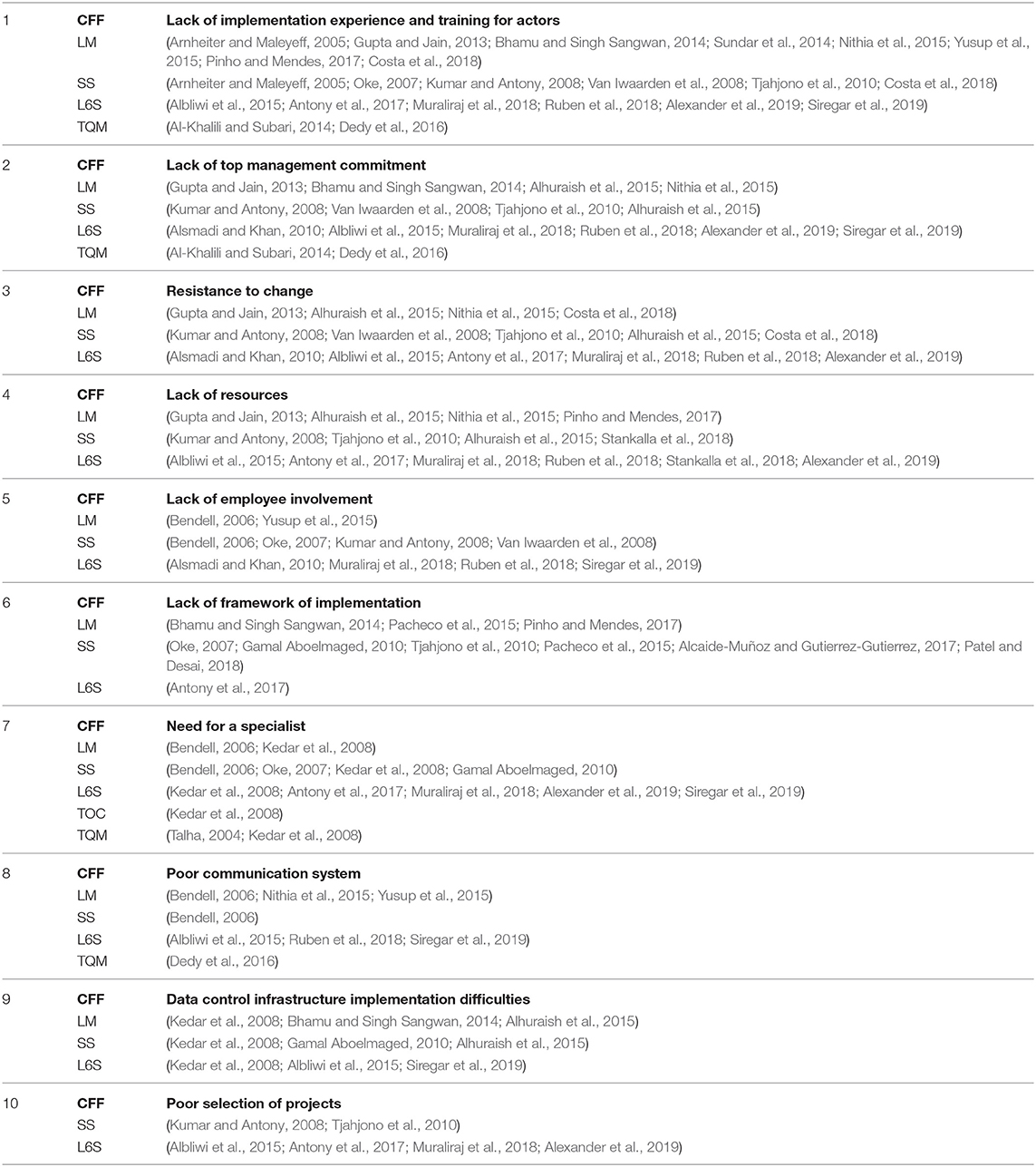
Table 4. Top 10 of CFF identified in the articles reviewed.
Enabling Factors and Benefits
Based on the review and analysis of the literature and practices, the enabling factors for quality improvement in the form of Top 10 CSFs are presented below:
• Use of proper communication to avoid misunderstanding: As explained in the first point, strategies of quality improvement are defined by the top management. Afterwards, the message is carried by intermediates across the organization. Proper communication helps to avoid distortion of the message or even distortion of the need.
• Visible management commitment: Quality strategies are determined by the top management of the organization. These guidelines have to be broadcast across the whole structure up to the shop floor. The more intermediates (like managers) are used to carry the message—the more distant the decision makers seem, the less concerned the employees may be. Therefore, top management must shorten this distance by being committed to these guidelines and showing the employees they care about it.
• Trained actors on the philosophies of quality improvement: Trained workers are used to implement new systems. They understand well the causes and consequences of choices in terms of impact on the system, the products, the employees, and more, in order to do their best to succeed.
• Good identification and prioritization of improvements: An organization may have several domains of improvement. First of all, it is important to identify all opportunities. This is of primary importance, as some improvements might have precedence over another. Moreover, some improvements are more critical than others. Therefore, one must be able to identify the full list of improvements and determine the right timing for each one to be done.
• Strong link between philosophy, business strategy, and customer satisfaction: The main goal of a manufacturing system is to bring products that will fulfill one or more customer needs. Therefore, strategic manufacturing choices must be linked to the customer need in order to ensure their satisfaction. Once the choices are made, the changes induced must be treated with the adequate philosophy leading to the greatest customer satisfaction.
• Good understanding of tool choice depending on the goal: Several philosophies exist to implement quality improvements, as well as several goals for quality improvement. Therefore, tools may be useful to reach some targets, but not all. A good knowledge of which tool is useful for which purpose is important in order to use them in the appropriate manner.
• Use of precise quantification tools: Improvement is defined as a positive change from an initial state to a final one. These states must be well-determined to precisely estimate the gain. Therefore, tools must be able to accurately quantify the chosen units for improvement.
• Linking QMS to the global supply chain: The manufacturing department strongly relies on suppliers, logistic department, marketing department, etc. Therefore, QMS implementation will face some barriers which can be overcome by linking the actors of the supply chain to the QMS.
• Systemic approach to improve by iterations: An improvement is a change, and that means to move to a less known situation, as compared to before. A systemic approach helps to reduce the unknown during the implementation by applying a global method and avoiding particularities. By reducing the complexity and the impact of singularities on the system, a systemic approach helps to progress by iterations following a framework determined in advance.
• Strong involvement of employees: The different philosophies of quality improvement require that everyone is dedicated to providing the best quality possible. This means that ensuring the commitment of all the employees toward quality improvement is important to successfully evolve.
Based on the analysis performed on the selected articles, the Top 10 benefits as a result of the quality improvement policies are listed below. Furthermore, Table 3 presents those benefits as classified per method, and provides the corresponding references.
Barriers
Some of the CSF previously presented can also turn out to be weaknesses if they are badly used. Besides, some important aspects must be taken into account to help avoid some failures. These barriers to the improvement of quality are explained in the form of Top 10 CFFs as follows:
• Lack of implementation experience and training for actors: In order to implement a QMS, people must have a certain knowledge of the philosophy and tools to avoid failures and useless expenses.
• Lack of top management commitment: The implementation of quality improvement systems needs the dedication of everyone in the organization. The will to increase quality often comes from the top management, which has a wider perspective on the product and the customer satisfaction. The top management then pushes the quality initiatives. In order to be credible, they must stay committed to this position to ensure a sustainable development.
• Resistance to change: Change means going from a well-understood state to another less known one. The actors of the organizations have to make an effort then to change. Some inertia may occur before benefits appear and then the will to go back to the previous state might pressure the organization. This is a resistance to change.
• Lack of resources: In order to change and improve, resources (human, financial, infrastructure) are used. Sometimes the change requires more resources than affordable for example in small and medium enterprises (SMEs).
• Lack of employees' involvement: As explained before, a strong involvement of employees is a strength whereas a weak one is a drawback.
• Lack of framework of implementation: The process of quality improvement is iterative and relies on several levels of maturity. There is no standard framework or procedure to follow. Thus, improvement is hardly reproducible.
• Need for a specialist: There is considerable knowledge in the quality management field. A CSF is to have a trained population. Therefore, there is the need of a specialist to accomplish this mission and have an expertise. This is an additional resource for the implementation of QMS.
• Poor communication system: As explained before, proper communication is important to ensure that actors are on the same page, and that results are provided and dynamically improve.
• Data control infrastructure implementation difficulties: Once the improvement is implemented, there is a phase of monitoring to measure the impact of the change. The measurements need an adequate data control infrastructure. Otherwise, the conclusion on benefits of the change is less precise.
• Poor selection of projects: In order to be sustainable, a strategic plan of improvements has to be designed. A poor selection and sequencing of projects may lead to failures or not fixing the main problems.
Analysis of Quality Improvement Tools
An analysis of the tools listed in the articles reviewed has been done. It is important to define what is considered to be a tool. First of all, a mechanism is considered to be a tool when the action of applying this mechanism enhances the quality of the product or the process. The top 10 tools are described in Table 5. The ranking is based on the weight attributed to each tool. The weight is determined as the number of different articles mentioning the tool all philosophies combined. In total, 144 tools have been listed. The focus of the study is on the tools which are mentioned in at least two different articles, which results in the further analysis of 99 tools. The total number of citations is 586 for these 99 tools, and each tool may be listed in several philosophies.
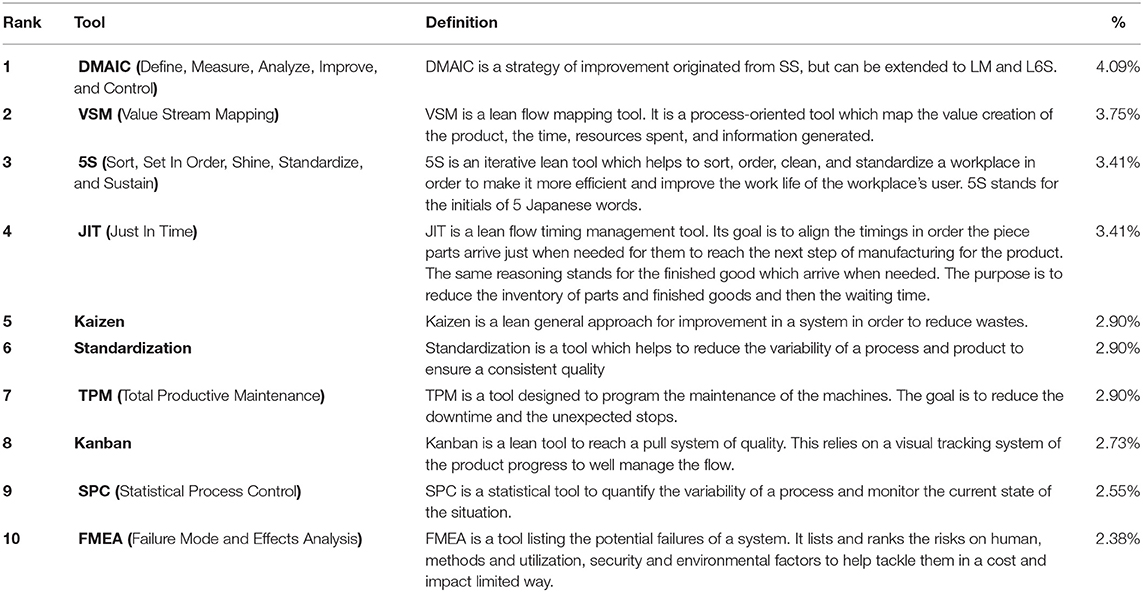
Table 5. Top 10 of listed tools in the literature review.
Furthermore, the tools have been clustered in two classes, based on the nature of the approach and the targeted goal. The first classification regroups the tools depending on their focus. The results from this classification are shown in Table 6 and Figure 3. Table 6 contains the overall results for all the philosophies with the corresponding percentages occurred from the analysis. There are five main categories regarding the focus of the tools, i.e., global improvement with 34.81% is the dominant category, followed by flow mapping and quality with 19.80 and 16.89%, respectively. The least developed tool is on the prioritization of the improvement to make with 6.31% of the category importance.
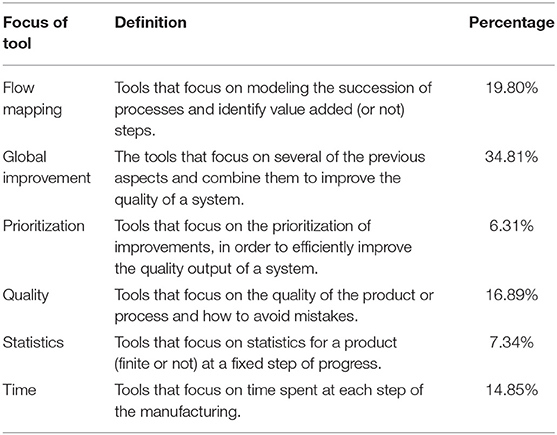
Table 6. Definition of the different options of the first classification of tools on their nature.
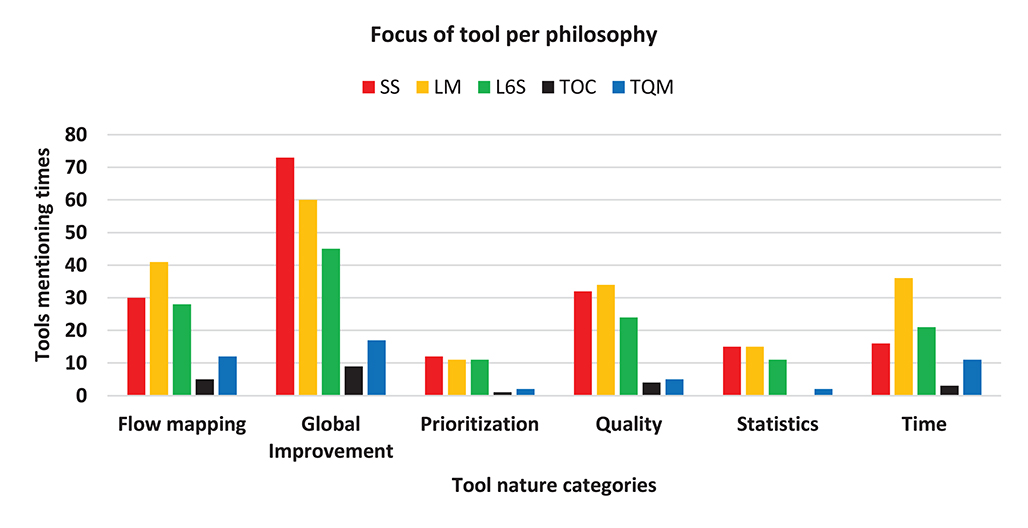
Figure 3. Distribution of the mentions for the focus of the tools for each philosophy.
Figure 3 shows that most of the tools used in SS approach are used for global improvement. In addition to that, prioritization and statistics tools are almost equally used by SS, LM, and L6S approaches. Flow mapping and time tools are used more for LM, followed by SS and L6S, with similar mentions accordingly.
The second classification splits the tools depending on their goal. The results are shown in Table 7 and Figure 4. In Table 7, there are two main goals that are dominant, i.e., the goal of determining current state of a system and the goal of preventing problems from occurring, at 31.57 and 30.89% accordingly. The rethink goal is the least used among others with only 9.90%. Figure 4 illustrates the goals of the identified tools per philosophy. In the two dominant categories, “Determining current state” and “Prevention,” the philosophies with the highest use are SS and LM, followed by L6S. Furthermore, SS is the philosophy that uses all four goals the most. TQM shows a steadier presence in all five categories.
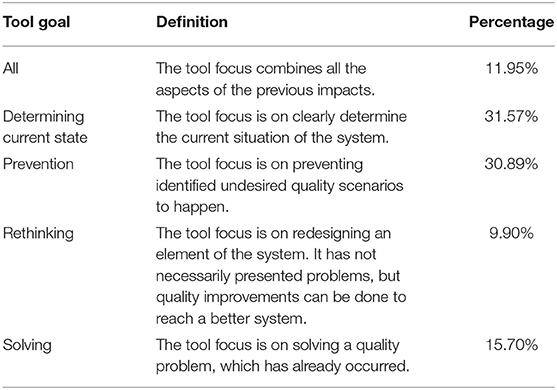
Table 7. Definition of the different options of the second classification of tools on their goal.
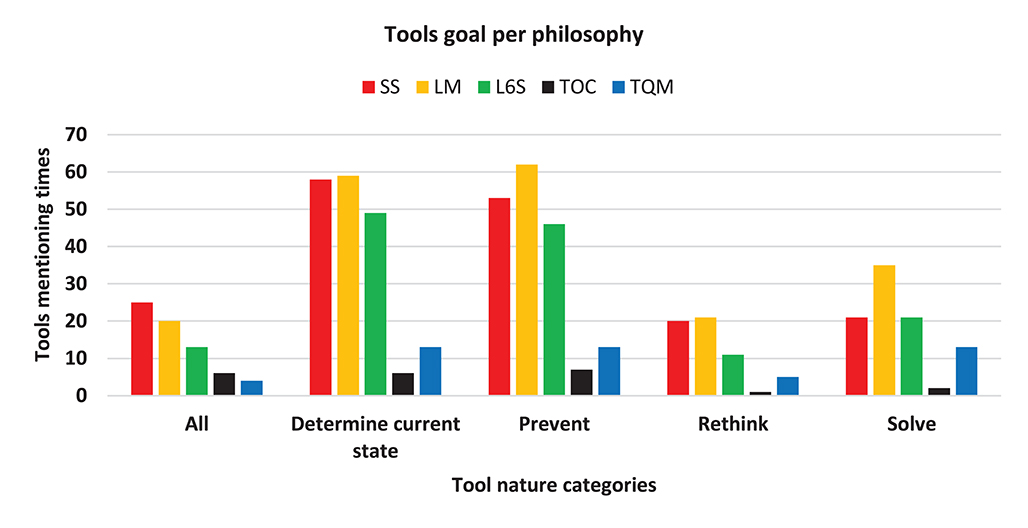
Figure 4. Distribution of the mentions for the goal of the tools for each philosophy.
Discussion
This section discusses the results and findings of the study. First, in section Need for Standardization of Quality Improvement Tools, we illustrate that some work on the standardization of the tool and the establishment of different toolkits to use depending on the level of maturity of the quality management system should be done. Subsequently, section Categorization of the Quality Improvement Tools provides two categorizations that help understand the way QMS are implemented and elaborates further on these categories and their implications. Next, section Discussions on CSF, CFF, and Benefits discusses and provides insights into the CSF, CFF, and benefits, previously highlighted in section Review of Results. Section Evolution Toward ZDM ends the discussion by linking the findings from the review on LM, SS, L6S, TOC, and TQM with some important factors and new possibilities of ZDM.
Need for Standardization of Quality Improvement Tools
The latest philosophy integrated in QMS is L6S, for which interest has risen since 2003 (Albliwi et al., 2015). After almost 20 years of study, more than the other four philosophies discussed in this article, many tools have been developed to help one implement a QMS. Through the literature review conducted, 99 tools have been listed as cited in more than one of the articles included in the scope. Several points can be brought to light from this listing.
Indeed, dealing with this amount and variety can feel like a barrier to increasing quality for those who are not specialists in their field. It means that first, the practitioner would have to spend a considerable amount of time to understand the tools, how they relate to each philosophy, and the critical points to ensuring the viability of the implementation of these tools. The manager can then decide either to do the work himself or to call for a specialist. In the end, both of these options represent a considerable consumption of resources (time or financial resources).
Moreover, different names of tools may refer to the same one. For example, some tools have been designed in Japan. For the sake of easier understanding and discussion, an English translation has been accepted by the community. Nevertheless, the translation is not standardized and several are accepted. A good example is about the tool Poka-Yoke. The goal of this tool is to add a visual alert if an error is made by an actor during the manufacturing. For example, imagine a production with batch of 10 items. On the shop floor, someone's mission is to create this batch. If he misses one item and puts 9 items in the cart for the batch, then an alert would appear to mention that the number of items is incorrect. In English, the accepted translations are fool-proofing and mistake proofing. Other examples exist, like Heijunka, which is production leveling; Jidoka, which is process autonomation; or Ishikawa, which is fishbone diagram. A more extended list of examples is in Table 8. These numerous names referring to same thing could be confusing when used. Indeed, in a team working on project, some may know one name and some another one. Training and educating the population is hard enough to avoid this confusion.
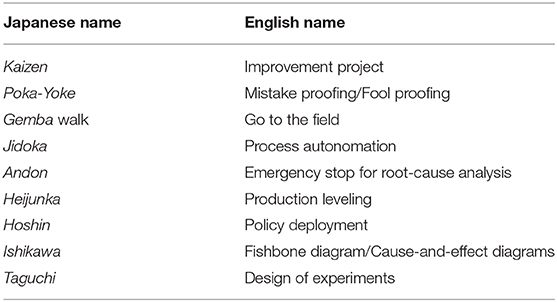
Table 8. Tools synonyms in Japanese and English.
Education for these tools also bears discussion and adds to this confusion. Indeed, as pointed out by Gamal Aboelmaged (2010), there is growing student interest on the topic. Three problems have appeared. First, courses and the way of thinking have to be integrated to the spine of the education system. The second problem is inherent to the certifications provided by external institutions. Several institutions give lectures and certification known as belts. There is no standardization of them, as explained by Albliwi et al. (2015). Last but not least are issues explained by Edgeman and Dugan (2008). Edgeman and Dugan (2008) explain that SS is more than an engineering aspect. It is a philosophy which encompasses also human, societal, and environmental considerations. Therefore, there is a lack of harmonization for the content provided to become a specialist, whose expertise level can vary from one to another.
To conclude this discussion section, some work on the standardization of the tool and the establishment of different toolkits depending on the level of maturity of the QMS should be done.
Categorization of the Quality Improvement Tools
The two categorizations presented in Figures 3, 4 help to understand the way QMS are implemented. It is possible to reach to three conclusions. When studying these figures, it is useful to keep in mind how the construction was made. Tools have been cited in the articles reviewed. These articles were categorized depending on the main philosophies they focus on. Tools have also been categorized depending on the main goal they fulfill and the nature of their impact. When a tool is cited in an article for a philosophy, an increment of +1 is added on the categories of the corresponding main goal and nature for the conforming philosophy. One tool may appear in articles for different philosophies. Therefore, one tool can be found in only one category, but in several philosophies. If the same tool is cited several times in different articles of a same philosophy, then this tool will add an increment as big as the number of different articles on the same philosophy citing it. Tools that are cited in only one article have been removed from the focus of the study. A small column does not mean that none or few tools exist, but rather that they are less cited and then less studied. For example, LM tools are the most studied ones.
First of all, regarding the goals targeted, it is clearly visible that the dominant ones are about determining the current state of the organizations or preventing undesirable situations from occuring. In order to improve a system, it is important to know first where the organization stands initially. This will help to determine the quality improvement strategy (What objective can be chosen? What should be prioritized? How much effort will the change need?). The prevention of errors is also important. This shows a mindset turned toward a balanced system without various unexpected perturbations (like change in customer need, operator errors, capacity disequilibrium, etc.). A considerable category of goals is all. In this category, we grouped the tools that are mainly on global perspective in order to determine the way to proceed. Under that name are the methods of kaizen, DMAIC, DMADV, and DFSS, which are sequences of the work to do in order to reach successful improvements (Ishak et al., 2019). There are also the specialists (belt experts) and ERP systems, which are more resources than tools of primary importance for a QMS. ERP systems and specialists are a good symbol of integration of the quality preoccupations in the operational excellence management. This tool is part of the spine of companies in terms of management. Indeed, this goes further than just quality management. It encompasses also human resource management, for example. Also, the majority of the information flows in ERP. This represents well how quality management is part of a whole management system in order to reach operational excellence.
Moreover, concerning the type of improvement provided by the tools, global improvement tools are the most studied. The main tools in this category are DMAIC, 5S, kaizen, control charts, and Pareto Analysis. The tools do not require a high level of maturity in QMS. This is one of the reasons for the numerous studies done on it, as many cases exist and they have been documented for a long time. This also points that quality initiatives are desired but not understood enough to have important breakthrough on a very well-defined domain. Another important fact to notice is the small contribution of tools to prioritize the improvements. From the literature review, it has been found that the selection and prioritization of improvement projects is of primary importance in order to successfully implement a QMS. Therefore, a gap is identified between the knowledge of an important factor and the actual practice in the field. It underlines a second crucial factor, which is a trained population to act in QMS. This inconsistence between knowing a critical factor and not digging fully in its direction shows that people do not understand the topic well enough.
Finally, even if less documented, TOC and TQM are not useful for prioritization and statistics studies. As a matter of fact, TOC is a philosophy focused on removing existing bottlenecks, but does not reveal further achievable improvements. TQM is more a philosophy than a quantified tool. Its purpose is to gather the people around a quality objective more than to statistics on the activities going on in the organization.
Discussions on CSF, CFF, and Benefits
Many articles, like Patel and Desai (2018), Dedy et al. (2016), Lande et al. (2016), and Stankalla et al. (2018) list critical factors to be taken into account during the implementation of a QMS. These factors can be presented as success factors or as barriers to avoid during implementation. These lists are not exhaustive, but rather rank and present crucial ones. The same idea has been followed for this review study. The top 10 critical factors from the articles reviewed can be found in Tables 2, 4. Often, the CSF are presented and the CFF are left on the side (Albliwi et al., 2014). Knowing how to successfully reach its goal also benefits from learning from the failures, as explained in Cannon and Edmondson (2005).
An important factor is the categorization of the articles mentioning each critical factor per philosophy focused on. Besides the rankings, some conclusions can be reached. SS is a philosophy based on statistics. It is the most quantified philosophy among LM, SS, L6S, TOC, and TQM. Therefore, the numbers are less subject to misinterpretation than policies and LM philosophies. This may explain why on the SS Poor communication system is weaker than on other philosophies. In addition, TOC seems mainly absent from the critical factors. This is mainly due to the fact that this philosophy has already proven some limits and is less studied then by the scientific community (Rahman, 1998; Ikeziri et al., 2019). Nevertheless, this philosophy still has a strong point in being defined well in terms of steps (Rahman, 1998; Kasemset, 2011; Ikeziri et al., 2019), which is a weakness presented in LM, SS, and L6S.
Moreover, regarding the benefits, they seem homogeneous on LM, SS and L6S. Inventory reduction is less cited for SS than for LM and L6S. This derives from the core of the definition of the philosophies. The LM aspect focuses on reducing the waste, while SS's main goal is to reduce the variability and not the quantity directly.
Finally, it is clearly visible that the critical factors and benefits mainly refer to the LM, SS and L6S more than the TOC and TQM. This is partly due to the trend present in the research. As explained previously in section Previous Literature, the research community lately have more focused on these three philosophies rather than on TOC and TQM. The method of ranking may be biased by these trends. An absence of article cited for a philosophy and factor may not mean that it is not important to be considered. A good opportunity to confirm the hypotheses relying on these rankings would be to survey the experts in quality management who are black belts and master black belts. They would be the most qualified people to address to.
Evolution Toward ZDM
The selection process for articles included in this literature review does not integrate ZDM. The idea of this section is more to link the findings from the review on LM, SS, L6S, TOC, and TQM with some important factors and new possibilities of ZDM. ZDM is a way of thinking of QMS with regards to product and process quality. It is based on a simple yet hard to achieve goal: Do right on the first attempts. For this reason, ZDM must be integrated into the production process right from the beginning, rather than trying to address the issues at a later stage and should follow a continuous improvement cycle based on standardized benchmarks. In fact, the standard SS methodology embraces ZDM as one of its core concepts, defining it as allowing a maximum of 3.4 defects per million products, since achieving zero defects in a real context is practically impossible. To achieve this, the evolution of Industry 4.0-enabling, data-driven innovation leads to an easier implementation of the ZDM concept, due to the availability of the required amount of data for techniques such as machine learning to work properly.
As explained in Psarommatis et al. (2019), the ZDM fulfills four missions: detect, repair, prevent, and predict. The first three missions are shared with the current quality philosophies. Prediction, however, is new aspect. In fact, LM, SS, L6S, TOC, and TQM do not learn from defects. They just remove them. These philosophies analyze the past to improve in the future. Therefore, there is a loss of potentially important information from the present. Not analyzing the present creates an inertia between the occurrence of an event and the identification of an improvement linked to this event. One major change in ZDM is on the flow of information. Indeed, ZDM uses real-time data to prevent product from defect. Doing this, ZDM combines several quality control applications concerning production lines, machinery, automation applications, and supply chain processes. This is possible thanks to the development of IT systems and Industry 4.0. This helps to anticipate defects in order to fix them before too late. It is crucial to reach a state of early detection in order to have a sustainable system (Yusup et al., 2015). Moreover, this flow of information helps to better connect the global supply chain (Pagliosa et al., 2019), which is known to be a critical success factor for an efficient QMS. Another aspect on the predictive aspect is to predict defects not only in the product, but also in the process. In ZDM, the use of real-time data helps to dynamically monitor and tune the parameters in order to adapt the predictive maintenance. Downtime of a machine is known to be very costly. Reducing this downtime by a predictive maintenance of higher accuracy is a strong quality of ZDM (Dreyfus and Kyritsis, 2018).
In addition, Eleftheriadis and Myklebust (2016) have presented important aspects. First, a framework has been derived. This is an important point, since a critical failure factor for the current philosophies has been a lack of framework for implementation and systematic approach. This framework presents a systematic approach on the information data management. The idea is to dynamically deal with them in terms of real-time data to meet industry's new requirements so as to ensure a reliable, flexible, and sustainable system. Secondly, in this framework, corrections are autonomously dealt with. Therefore, the management team has less to focus on and can instead work on the human aspects. As pointed out in the critical factors, implementing a good culture of change is of primary importance and requires some time, newly provided by autonomous ZDM. Indirectly, this time combined with a fast information flow from customer online reviews helps to more quickly tackle the changes in customer needs and defaults of manufacturing that would have not been understood before.
Nevertheless, this connected flow of information exposes the organization to new risk and waste. Accordingly, this information must be secured (Seetharaman et al., 2019). The security department has to be trained for this new risk of data transformation and on how to prevent them. In addition, an accurate and fast data management system has to be established in order to avoid creating new waste. If not chosen with precaution, the monitored data may be very large. The processing time of this information increases with the volume of data. This could lead to some delay in predictive detection and the defect might have appeared. Moreover, a commonly used tool for QMS is JIT. As long as defects will be present in the quantities of items produced, a perfect JIT will be impossible, as some safety stock is necessary to compensate for these defects. Finally, an important weakness which has been pointed out is the lack of education of the organization's population. Implementing ZDM faces a similar barrier. A first step before inserting ZDM in QMS is to train actors in this QMS.
To conclude, hypotheses have been made and further research should be done in order to confirm or disprove them. Indeed, this discussion is only based on comparison aspects with the critical factors of LM, SS, L6S, TOC, TQM, and the trends concerning the new tools of information management.
Concluding Remarks and Further Research
In this multi-competitor market, an adequate QMS is essential to satisfy customer needs from a sustainable perspective. The implementation of this QMS relies on LM, SS, L6S, TOC, and TQM. These philosophies and mainly LM, SS, and L6S have proven to provide significant benefits like cost reduction, lead-time reduction, quality improvement, and more, when implemented in an appropriate manner. To achieve this implementation, some critical factors are to be taken into account like, a proper communication system, a visible top management commitment, a population trained in CI, and more, which have been described. An educated population is a key point to efficient improvement. Currently, the most-used tools that determine the current situation to prevent defects are flow mapping, global improvement, prioritization, quality improvement, statistical analysis, and time focus tools. Several goals can be achieved with many different tools. Nevertheless, due to a lack of understanding and a very large range of tools, the practitioner may be confused when choosing the one to use and miss other important ones. In that regard, an effort in education in universities and companies must be made. It can also be done thanks to quality institutions who lecture the experts. It is important to notice that institutions nowadays do not provide a standardized education on the quality management. Some work to standardize the knowledge to have in order to become a certified belt expert should be pursued. Also the research on tools should be pushed further in order to determine toolkits corresponding to several levels of maturity of quality management systems (Abdolshah and Jahan, 2006).
Finally, ZDM is an additionally more recent philosophy that is more and more enabled thanks to technological improvements. It allows a new goal, which is to predict defects. ZDM opens the gate for real-time data management to increase the efficiency of manufacturing organizations and to connect them better to the global supply chain. Nevertheless, the integration of these new technologies may raise new risks and waste. Indeed, the security of the information has to be ensured. The perimeter is then wider than physically securing the organization. This newly accessible flow of information can be so large that it may introduce a new sort of waste in the data management. Some research should be done to better identify and define them and how to reduce them.
• To conclude, this study investigated structured tools, critical factors, and benefits to give a better understanding of the topic. It has also provided insights on the new perspective offered by ZDM.
• From the findings of this article, some further steps should be followed in order to strengthen the understanding of QMS.
• Pursue research on tools used in order to propose a standardized toolkit corresponding to several level of maturity of the QMS.
• Standardize and develop the education on the improvement philosophies in order to increase the number of experts and ensure that they have the same level of knowledge.
• Confront the hypothetical findings on ZDM with experimental cases and experts point of view.
Author Contributions
FP paper conceptualization and literature search, queries creation, and overall coordination of the project. FP and SP papers analysis and classification. FP, GM, and SP paper writing. DK paper review. All authors contributed to the article and approved the submitted version.
Conflict of Interest
The authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Acknowledgments
The presented work presented supported by the projects Z-Bre4k and QU4LITY, EU H2020 projects under grant agreements Nos. 768869 and 825030 accordingly. The paper reflects the authors' views and the Commission is not responsible for any use that may be made of the information it contains.
References
Abdolshah, M., and Jahan, A. (2006). “How to use continuous improvement tools in different life periods of organization,” in ICMIT 2006 Proceedings - 2006 IEEE International Conference on Management of Innovation and Technology, Vol. 2 (Singapore), 772–777. doi: 10.1109/ICMIT.2006.262325
Albliwi, S., Antony, J., Abdul Halim Lim, S., and van der Wiele, T. (2014). Critical failure factors of lean six sigma: a systematic literature review. Int. J. Qual. Reliab. Manage. 31, 1012–1030. doi: 10.1108/IJQRM-09-2013-0147
Albliwi, S. A., Antony, J., and Lim, S. A. H. (2015). A systematic review of Lean six sigma for the manufacturing industry. Bus. Process Manage. J. 21, 665–691. doi: 10.1108/BPMJ-03-2014-0019
Alcaide-Muñoz, C., and Gutierrez-Gutierrez, L. J. (2017). Six Sigma and organisational ambidexterity: a systematic review and conceptual framework. Int. J. Lean Six Sigma 8, 436–456. doi: 10.1108/IJLSS-08-2016-0040
Alexander, P., Antony, J., and Rodgers, B. (2019). Lean Six Sigma for small- and medium-sized manufacturing enterprises: a systematic review. Int. J. Qual. Reliab. Manage. 36, 378–397. doi: 10.1108/IJQRM-03-2018-0074
Alhuraish, I., Robledo, C., and Kobi, A. (2015). “The effective of lean manufacturing and six sigma implementation,” in 2015 International Conference on Industrial Engineering and Systems Management (IESM) (Seville: IEEE), 453–460. doi: 10.1109/IESM.2015.7380197
Al-Khalili, A., and Subari, K. (2014). Understanding the importance of total quality management dimensions: Critical review of soft and hard aspects. Int. J. Serv. Oper. Manage. 18, 468–482. doi: 10.1504/IJSOM.2014.063246
Alsaffar, I., and Ketan, H. (2018). Reviewing the Effects of Integrated Lean Six Sigma Methodologies with Ergonomics Principles in an Industrial Workstation. IOP Conf. Ser. Mater. Sci. Eng. 433:012060. doi: 10.1088/1757-899X/433/1/012060
Alsmadi, M., and Khan, Z. (2010). “Lean sigma: the new wave of business excellence, literature review and a framework,” in 2010 2nd International Conference on Engineering System Management and Applications, ICESMA 2010 (Sharjah).
Antony, J., Snee, R., and Hoerl, R. (2017). Lean six sigma: yesterday, today and tomorrow. Int. J. Qual. Reliab. Manage. 34, 1073–1093. doi: 10.1108/IJQRM-03-2016-0035
Arnheiter, E. D., and Maleyeff, J. (2005). The integration of lean management and six sigma. TQM Mag. 17, 5–18. doi: 10.1108/09544780510573020
Atmaca, E., and Girenes, S. S. (2011). Lean six sigma methodology and application. Qual. Quant. 474, 2107–2127. doi: 10.1007/s11135-011-9645-4
Bendell, T. (2006). A review and comparison of six sigma and the lean organisations. TQM Mag. 18, 255–262. doi: 10.1108/09544780610659989
Bhamu, J., and Singh Sangwan, K. (2014). Lean manufacturing: literature review and research issues. Int. J. Oper. Prod. Manage. 34, 876–940. doi: 10.1108/IJOPM-08-2012-0315
Cannon, M. D., and Edmondson, A. C. (2005). Failing to learn and learning to fail (intelligently): How great organizations put failure to work to innovate and improve. Long Range Plann. 38, 299–319. doi: 10.1016/j.lrp.2005.04.005
Chiarini, A. (2013). Lean Organization: From the Tools of the Toyota Production System to Lean Office. Springer Available online at: http://www.springer.com/business$+$%26$+$management/production/book/978-88-470-2509-7 (accessed February 17, 2020)
Costa, L. B. M., Godinho Filho, M., Fredendall, L. D., and Gómez Paredes, F. J. (2018). Lean, six sigma and lean six sigma in the food industry: a systematic literature review. Trends Food Sci. Technol. 82, 122–133. doi: 10.1016/j.tifs.2018.10.002
Dedy, A. N., Zakuan, N., Bahari, A. Z., Ariff, M. S. M., Chin, T. A., and Saman, M. Z. M. (2016). “Identifying critical success factors for tqm and employee performance in malaysian automotive industry: a literature review,” in IOP Conference Series: Materials Science and Engineering (Bali: Institute of Physics Publishing). doi: 10.1088/1757-899X/131/1/012016
Dreyfus, P. A., and Kyritsis, D. (2018). “A framework based on predictive maintenance, zero-defect manufacturing and scheduling under uncertainty tools, to optimize production capacities of high-end quality products,” in IFIP Advances in Information and Communication Technology (New York, NY: LLC Springer), 296–303. doi: 10.1007/978-3-319-99707-0_37
Edgeman, R. L., and Dugan, J. P. (2008). Six sigma from products to pollution to people. Total Qual. Manag. Bus. Excell. 19, 1–9. doi: 10.1080/14783360701601918
Eleftheriadis, R. J., and Myklebust, O. (2016). “A guideline of quality steps towards zero defect manufacturing in industry,” in 2016 International Conference on Industrial Engineering and Operations Management (Detroit, MI), 332–340.
Gamal Aboelmaged, M. (2010). Six Sigma quality: a structured review and implications for future research. Int. J. Qual. Reliab. Manage. 27, 268–317. doi: 10.1108/02656711011023294
Gillen, D. (2017). “Benchmarking and performance measurement: the role in quality management,” in Handbook of Logistics and Supply-Chain Management (Emerald Group Publishing Limited), 325–338. doi: 10.1108/9780080435930-020
Gladysz, B., and Buczacki, A. (2018). Wireless technologies for lean manufacturing – a literature review. Manag. Prod. Eng. Rev. 9, 20–34. doi: 10.12783/dtetr/icpr2017/17575
Goldratt, M. E. (2020). What Is This Thing Called Theory of Constraints and How Should It Be. Available online at: https://books.google.ch/books/about/What_is_this_thing_called_theory_of_cons.html?id=FA8KAQAAMAAJ&redir_esc=y (accessed February 17, 2020)
Gupta, S., and Jain, S. K. (2013). A literature review of lean manufacturing. Int. J. Manage. Sci. Eng. Manage. 8, 241–249. doi: 10.1080/17509653.2013.825074
Hutchins, D. (2016). Hoshin Kanri: The Strategic Approach to Continuous Improvement, 1st Edn. London: Routledge doi: 10.4324/9781315587035
Ikeziri, L. M., Souza, F. B., de, Gupta, M. C., and de Camargo Fiorini, P. (2019). Theory of constraints: review and bibliometric analysis. Int. J. Prod. Res. 57, 5068–5102. doi: 10.1080/00207543.2018.1518602
Ishak, A., Siregar, K., Asfriyati, and Naibaho, H. (2019). Quality control with six sigma DMAIC and grey failure mode effect analysis (FMEA): a review. IOP Conf. Ser. Mater. Sci. Eng. 505:012057. doi: 10.1088/1757-899X/505/1/012057
Ismail, M. Z. M., Zainal, A. H., Kasim, N. I., and Mukhtar, M. A. F. M. (2019). A mini review: lean management tools in assembly line at automotive industry. IOP Conf. Ser. Mater. Sci. Eng. 469:012086. doi: 10.1088/1757-899X/469/1/012086
Kasemset, C. (2011). “A review on quality improvement and Theory of Constraints (TOC),” in 2011 IEEE International Conference on Quality and Reliability (Bangkok: IEEE), 327–330. doi: 10.1109/ICQR.2011.6031735
Kedar, A. P., Lakhe, R. R., Deshpande, V. S., Washimkar, P. V., and Wakhare, M. V. (2008). “A comparative review of TQM, TPM and related organisational performance improvement programs,” in Proceedings - 1st International Conference on Emerging Trends in Engineering and Technology, ICETET 2008, 725–730. doi: 10.1109/ICETET.2008.133
Kirche, E., and Srivastava, R. (2005). An ABC-based cost model with inventory and order level costs: A comparison with TOC. Int. J. Prod. Res. 43, 1685–1710. doi: 10.1080/002075412331317836
Kumar, M., and Antony, J. (2008). Comparing the quality management practices in UK SMEs. Ind. Manage. Data Syst. 108, 1153–1166. doi: 10.1108/02635570810914865
Kumar, P., Maiti, J., and Gunasekaran, A. (2018). Impact of quality management systems on firm performance. Int. J. Qual. Reliab. Manage. 35, 1034–1059. doi: 10.1108/IJQRM-02-2017-0030
Lande, M., Shrivastava, R. L., and Seth, D. (2016). Critical success factors for lean six sigma in smes (small and medium enterprises). TQM J. 28, 613–635. doi: 10.1108/TQM-12-2014-0107
Linderman, K., Schroeder, R. G., Zaheer, S., and Choo, A. S. (2003). Six Sigma: a goal-theoretic perspective. J. Oper. Manage. 21, 193–203. doi: 10.1016/S0272-6963(02)00087-6
Makwana, A. D., and Patange, G. S. (2019). A methodical literature review on application of Lean & six sigma in various industries. Aust. J. Mech. Eng. 1–5. doi: 10.1080/14484846.2019.1585225.
Martínez-Lorente, A. R., Dewhurst, F., and Dale, B. G. (1998). Total quality management: Origins and evolution of the term. TQM Mag. 10, 378–386. doi: 10.1108/09544789810231261
Martins, A. F., Costa Affonso, R., Tamayo, S., Lamouri, S., and Baldy Ngayo, C. (2015). “Relationships between national culture and lean management: a literature review,” in 2015 International Conference on Industrial Engineering and Systems Management (IESM) (Seville: IEEE), 352–361. doi: 10.1109/IESM.2015.7380183
Muraliraj, J., Zailani, S., Kuppusamy, S., and Santha, C. (2018). Annotated methodological review of Lean Six Sigma. Int. J. Lean Six Sigma 9, 2–49. doi: 10.1108/IJLSS-04-2017-0028
Nanda, V. (2005). Quality Management System Handbook for Product Development Companies. Boca Raton, FL: CRC Press. doi: 10.1201/9781420025309
Nandurkar, K. N., Wakchaure, V. D., and Kallurkar, S. P. (2014). “The simulation-based comparison of joint implementation of JIT, TQM, TPM and SCM methods,” in Transactions of the North American Manufacturing Research Institution of SME (Detroit, MI: Society of Manufacturing Engineers), 353–361.
Nithia, K., Noordin, M. Y., and Saman, M. Z. M. (2015). lean production weaknesses in manufacturing industry: a review. Appl. Mech. Mater. 735, 344–348. doi: 10.4028/www.scientific.net/AMM.735.344
Oke, S. A. (2007). Six Sigma: A Literature Review. Available online at: http://sajie.journals.ac.za (accessed February 17, 2020)
Pacheco, D., Pergher, I., Vaccaro, G. L. R., Jung, C. F., and ten Caten, C. (2015). 18 comparative aspects between Lean and Six Sigma: Complementarity and implications. Int. J. Lean Six Sigma 6, 161–175. doi: 10.1108/IJLSS-05-2014-0012
Pagliosa, M., Tortorella, G., and Ferreira, J. C. E. (2019). Industry 4.0 and Lean Manufacturing: A systematic literature review and future research directions. J. Manuf. Technol. Manage. doi: 10.1108/JMTM-12-2018-0446. [Epub ahead of print].
Patel, M., and Desai, D. A. (2018). Critical review and analysis of measuring the success of six sigma implementation in manufacturing sector. Int. J. Qual. Reliab. Manage. 35, 1519–1545. doi: 10.1108/IJQRM-04-2017-0081
Pinho, C., and Mendes, L. (2017). IT in lean-based manufacturing industries: systematic literature review and research issues. Int. J. Prod. Res. 55, 7524–7540. doi: 10.1080/00207543.2017.1384585
Psarommatis, F., May, G., Dreyfus, P.-A., and Kiritsis, D. (2019). Zero defect manufacturing: state-of-the-art review, shortcomings and future directions in research. Int. J. Prod. Res. 7543, 1–17. doi: 10.1080/00207543.2019.1605228
Rahman, S. (1998). Theory of constraints:a review of the philosophy and its applications. Int. J. Oper. Prod. Manage. 18, 336–355. doi: 10.1108/01443579810199720
Rothwell, W. J., Stavros, J. M., and Sullivan, R. L. (2015). Practicing Organization Development : Leading Transformation and Change. Hoboken, NJ: Wiley. doi: 10.1002/9781119176626
Ruben, R., Vinodh, B. S., and Asokan, P. (2018). Lean Six Sigma with environmental focus: review and framework. Int. J. Adv. Manuf. Technol. 94, 4023–4037. doi: 10.1007/s00170-017-1148-6
Seetharaman, A., Patwa, N., Saravanan, A. S., and Sharma, A. (2019). Customer expectation from Industrial Internet of Things (IIOT). J. Manuf. Technol. Manage. 30, 1161–1178. doi: 10.1108/JMTM-08-2018-0278
Singh, J., and Singh, H. (2012). Continuous improvement approach: atate-of-art review and future implications. Int. J. Lean Six Sigma 3, 88–111. doi: 10.1108/20401461211243694
Siregar, K., Ariani, F., Ginting, E., and Trie Dinda, M. P. (2019). Lean six sigma for manufacturing industry: a review. IOP Conf. Ser. Mater. Sci. Eng. 505:012056. doi: 10.1088/1757-899X/505/1/012056
Stankalla, R., Koval, O., and Chromjakova, F. (2018). A review of critical success factors for the successful implementation of lean six sigma and six sigma in manufacturing small and medium sized enterprises. Qual. Eng. 30, 453–468. doi: 10.1080/08982112.2018.1448933
Sundar, R., Balaji, A. N., and Kumar, R. M. S. (2014). A review on lean manufacturing implementation techniques. Procedia Eng. 97, 1875–1885. doi: 10.1016/j.proeng.2014.12.341
Talha, M. (2004). Total quality management (TQM): an overview. Bottom Line 17, 15–19. doi: 10.1108/08880450410519656
Tjahjono, B., Ball, P., Vitanov, V. I., Scorzafave, C., Nogueira, J., Calleja, J., et al. (2010). Six sigma: a literature review. Int. J. Lean Six Sigma 1, 216–233. doi: 10.1108/20401461011075017
Van Iwaarden, J., Van Der Wiele, T., Dale, B., Williams, R., and Bertsch, B. (2008). The Six Sigma improvement approach: A transnational comparison. Int. J. Prod. Res. 46, 6739–6758. doi: 10.1080/00207540802234050
Wilson, A., Zeithaml, V., Bitner, M. J., and Gremler, D. (2016). Services Marketing: Integrating Customer Focus Across the Firm. 3rd Europe.
Yamashina, H. (1995). Japanese manufacturing strategy and the role of total productive maintenance. J. Qual. Maint. Eng. 1, 27–38. doi: 10.1108/13552519510083129
Keywords: quality improvement philosophies, zero defect manufacturing, lean, six sigma, theory of constraints, total quality management, state of the art, review
Citation: Psarommatis F, Prouvost S, May G and Kiritsis D (2020) Product Quality Improvement Policies in Industry 4.0: Characteristics, Enabling Factors, Barriers, and Evolution Toward Zero Defect Manufacturing. Front. Comput. Sci. 2:26. doi: 10.3389/fcomp.2020.00026
Received: 09 March 2020; Accepted: 22 June 2020;
Published: 11 August 2020.
Edited by:
Duck Young Kim, Pohang University of Science and Technology, South KoreaReviewed by:
Jongho Shin, Department of Industrial Engineering, Chosun University, South KoreaHongbae Jun, Hongik University, South Korea
Copyright © 2020 Psarommatis, Prouvost, May and Kiritsis. This is an open-access article distributed under the terms of the Creative Commons Attribution License (CC BY). The use, distribution or reproduction in other forums is permitted, provided the original author(s) and the copyright owner(s) are credited and that the original publication in this journal is cited, in accordance with accepted academic practice. No use, distribution or reproduction is permitted which does not comply with these terms.
*Correspondence: Foivos Psarommatis, foivos.psarommatis@epfl.ch