1. Introduction
The fertilizer industry faces a continuing challenge to improve its products and increase the efficiency of their use, particularly of nitrogenous fertilizers, and to minimize any possible adverse environmental impact. This is done either through improvement of fertilizers already in use, or through development of new specific fertilizer types [
1]. One specific objective in Europe is the development of new sustainable fertilizers with the aim of reducing the consumption and/or import of conventional mineral fertilizers from third-world countries, and of N fertilizers based on energy-intensive production process. The development of innovative controlled-released fertilizers (CRFs) could limit the consumption of the traditional ones. Indeed, CRFs present the interest to better match the plants’ need for nutrients over time.
Several CRFs products are already available in the market. They are manufactured from blends of fertilizers as active principle and organic polymers. There are two major CRFs types [
2]. In the first, the fertilizer is encapsulated into the polymer matrix. In the second, the fertilizer is coated by a polymer layer. The fertilizer bioavailability for the plant uptake is controlled by the diffusion rate through the pores of the polymer matrix or through the surrounding polymer shell. Although several commercial CRFs can achieve satisfactory fertilizers release rate, the plastic polymer in the blend raises concern for its low biodegradability and the accumulation of plastic impurities in soil. The new EU regulation on fertilizing products addresses the degradability of the organic matter of CRFs by stipulating 90% conversion of the organic carbon into CO
2 in a maximum of 24 months. The specific challenge focuses on finding organic polymers that comply with the biodegradability EU requirements, while achieving the controlled release of nutrients in the best possible manner.
Much research work has been carried out to develop new CRFs containing natural polymers, instead of synthetic polymers. The substitution of synthetic polymers derived from fossil sources with natural polymers is a current major environmental issue [
3]. Although biodegradable polymers can be also synthesized from monomers obtained from the petrochemical industry, the consumption of chemicals from fossil sources is a major source of GHG emission. In addition, it contributes to the depletion of fossil sources. Natural polymers such as lignin, starch, chitin, cellulose, and other polysaccharides (e.g.,
k-carrageenan) have been investigated to make CRFs. Generally, these cannot be used in natural pure form as effective coating material due to their inherent properties, such as poor mechanical properties, hydrophobicity, high industrial demand, poor solubility, and processability. These imply limitations for their use.
To overcome the above criticalities, researchers have focused their work on chemical and physical modifications of natural polymers. Biopolymers from monomers obtained from renewable source have also been obtained, e.g., polylactic acid (PLA) or poly hydroxyl alkanoates (PHA). Aims of current research on CRFs are to reduce production cost, improve nutrient release rate, optimize organic matter biodegradability rate, and guarantee crushing strength to bear crack resistance under environmental stresses. These three properties need to be compatible with each other. Indeed, a poor mechanical strength or high biodegradability may result in faster nutrient release rate, excess nutrient availability over the plant uptake rate, high nutrient leaching from soil into ground, and low CRFs efficiency. High crushing strength also facilitates the handling and transportation and reduces the water absorption [
4].
In the present work, the current CRFs issues have been addressed by fabricating a new material out of three components. These are a sunflower protein concentrate (SPC) obtained from sunflower oil cake (SOC), a biopolymer (BP) obtained from municipal biowaste (MBW), and commercial urea (U). All three components contain N. Three different blends were manufactured, i.e., SPC-10% U, SPC-10% BP, SPC-5% U-5% BP. The underlying rationale of the work was to use SPC as polymer matrix, and BP and U as fillers/active principles. The reason for this approach is based on the following literature data reported for SPC, BP and U.
The SPC is well known biopolymer used in human nutrition for its nutritional value [
5], and potential antioxidant properties and benefits for disease prevention and aging retardation [
6]. SPC are reported also to have also good processability to manufacture films by solvent casting [
7] and extrusion at 160 °C [
8]. This material therefore seemed a potential eco-friendly matrix to be used for manufacturing new CRFs.
The BP is obtained by chemical hydrolysis of fermented unsorted urban food wastes. The BPs sourcing food wastes contain all major animal and vegetable natural polymers. Upon anaerobic fermentation, the most readily degradable fats, polysaccharides, and proteins are converted to methane and carbon dioxide. The solid anaerobic digestate (AD) contains the recalcitrant lignocellulosic fraction. The BP, obtained from AD chemical hydrolysis, contains a mix of water-soluble molecules with molecular weight from 5 to above 750 kDa [
9]. These molecules are water soluble lignocellulosic fragments. They keep the memory of the macromolecularity and functional groups, and of the mechanical properties of the proximates in the parent food wastes. However, BP is water soluble and thermally stable up to 200 °C. This allows for fabricating, by solvent casting and melt extrusion, composite articles containing BP in blends with synthetic polymers such as polyethylene-co-vinyl alcohol [
10] and polyethylene-co-acrylic acid [
11]. The blends have been proven to have higher mechanical resistance, compared to the article manufactured from the neat synthetic polymer only. The BP is not biodegradable. However, based on its sourcing material, no adverse effect is expected from its accumulation in soil. Indeed, MBW anaerobic digestates and/or compost are used as soil amending agents and/or fertilizers. The BP has also been proven [
9] more efficient soil fertilizer and plant growth biostimulant in the cultivation of several food and ornamental plants, in comparison with its sourcing fermented MBW materials and with commercial organo-inorganic peat and leonardite derived products claimed by the vendor as plant biostimulants. This material seemed therefore a potential processable filler, capable of increasing the mechanical resistance of the SPC matrix and to perform at the same time as active fertilizer principle in CRFs.
Urea is a main commercial fertilizer. Its world consumption amounts to approximately 51 Mt/yr [
12]. In the present work, urea has been chosen as reference commercial N fertilizer. Urea and lignin materials have also been investigated for use in the CRF field. Urea coated with pine lignin [
13] mixed with various types of additives exhibited 59% higher crushing strength than the uncoated fertilizer. Urea coated with four types of lignin, recovered from the effluent liquor of the paper and paper industry [
14], gave products with film forming properties, but unsatisfactory release rate. The same occurred for urea granules fabricated by mixing urea with kraft lignin under melting conditions [
15]. Kraft lignin was added to a tapioca starch-urea-borate matrix to modulate the starch matrix hydrophilicity properties and reduce the urea release in water [
16]. The final film product remained intact after one month of contact time with water. The retardation of the urea release rate by Kraft lignin was confirmed also for other formulations [
15]. Based on these results, the BP keeping the memory of the pristine lignin matter present in the sourcing food waste seemed to the authors of the present work to offer intriguing perspectives for use together with urea and the SPC matrix in the manufacture of new CRFs.
The main aims of the present work were to develop a twin-screw extrusion process tailored to the fabrication of the new SPC-BP-U pellets and to test the pellets mechanical behavior and release rate in solution of organic and inorganic nitrogen. The principal conclusions of the work are that the developed twin-screw extrusion process successfully produces the SPC-BP-U pellets and that the pellets behave as CRFs. The results also suggest that BP has positive effects on the mechanical properties of the pellets and on the chemical behavior of the organic and inorganic N species released in solution.
3. Results
3.1. The Twin-Screw Extrusion Process to Manufacture the SPC-Based Composite Pellets
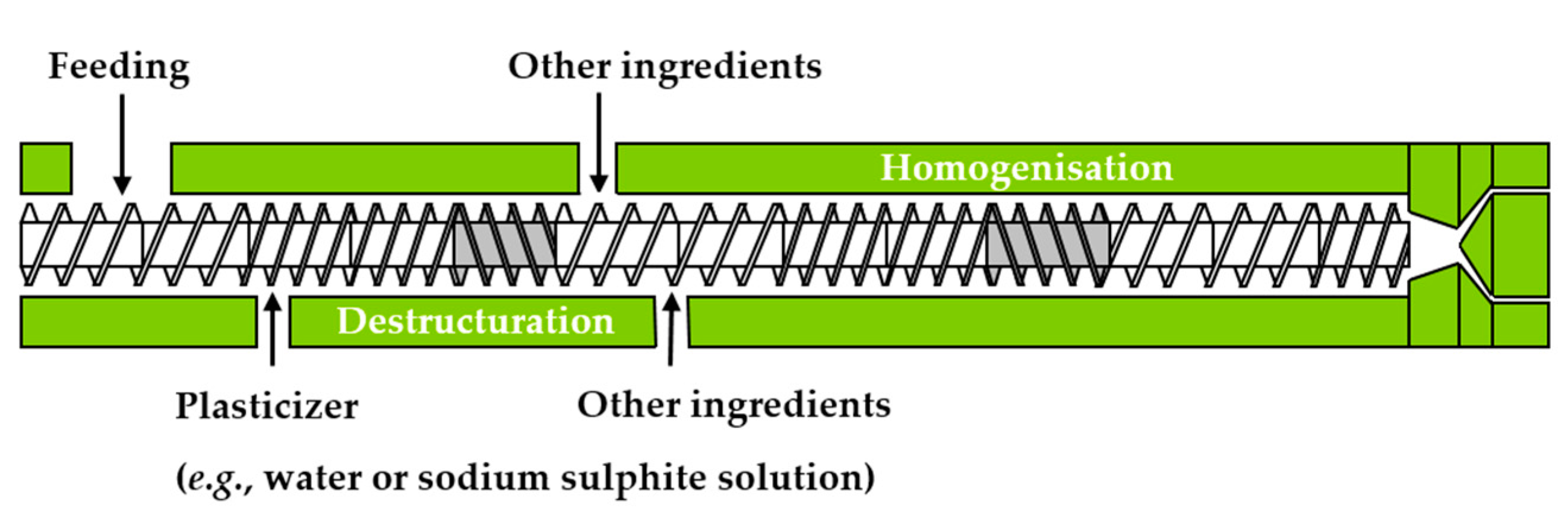
A process was patented [
22], in which a material rich in protein, such as sunflower or rapeseed oil cake, can be rendered thermoplastic, capable of being injected at about 120 °C. This is achieved by previously destructuring the oil cake in a continuous twin-screw extruder, while adding an appropriate plasticizer (
Figure 1). The most interesting part of the invention is that water can act as plasticizer, which is a neat environmental advantage. The extrusion process, followed by an injection process, allowed obtaining biodegradable planting pots [
29].
A further improvement in the process of plasticizing sunflower proteins by thermo-mechano-chemical destructuring in a twin-screw extruder consists of adding a sodium sulphite salt to the water in such a way that the proportion of sodium sulphite is between 1 and 10 g per 100 g of protein [
23]. In addition to the plasticizing effect of water, sodium sulfite allows a reduction of the disulphide covalent bonds linking the amino residues of cysteine together. Proteins are thus further destructured, and the melt rheology of the obtained agro-granulates is reduced. This makes it easier to produce thermoplastic injection-molded articles.
Another process was also patented for the production of water soluble SPC from industrial SOC reacted in alkaline water at pH 12 and 50 °C [
30]. By this procedure, the SPC contains 90% protein, 1.7% lignin, no polysaccharide, and 2.4% ash against 34% protein, 32% polysaccharides, 5.2% lignin, and 7.6% ash in the pristine material. The SPC protein isolate could be relevant in the present work for two reasons. Its thermoplastic properties allow using it as matrix for the manufacture of extruded articles from blends with additives, which have no film forming properties or cannot be processed by extrusion. In addition to the matrix plastic properties, the SPC content of N [
31], and of P and K [
32], adds the capability to perform also as plant nutrient and/or biostimulant [
33] release agent in CRF agriculture applications.
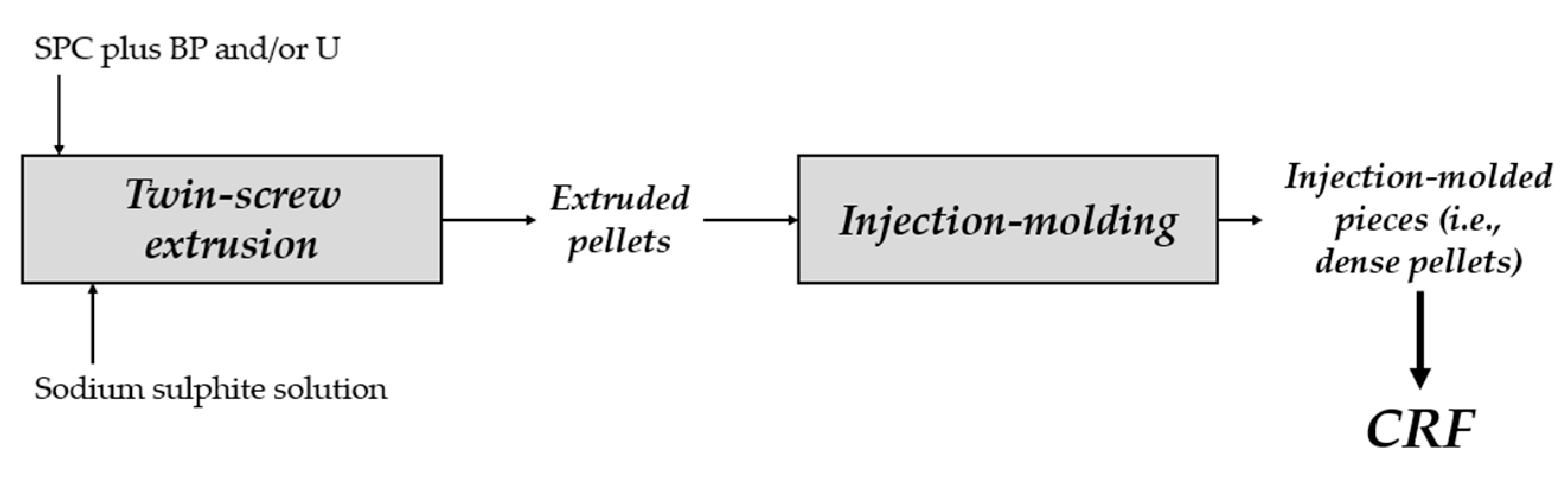
In the present work, twin-screw extrusion and injection-molding were carried out from a sunflower protein concentrate (SPC) having a 51% content in proteins.
Figure 2 describes a schematic diagram of the process developed for the preparation of the fertilizers. First, the extrusion tool was used with success to conduct the thermo-mechano-chemical destructuring of SPC, thus allowing the protein plasticization. The latter was effective thanks to the addition of the sodium sulfite solution, water acting as a plasticizer for proteins [
8] on the one hand and the sodium sulfite salt as a reducing agent for the disulfide bonds, i.e., the cysteine bridges [
23], on the other hand. In addition, thanks to the high versatility of the twin-screw extrusion technology [
34], the simultaneous addition of BP and/or U in the same twin-screw extruder pass resulted in the unexpected synergic intensification of the developed process. All the obtained formulations (i.e., SPC, SPC-U, SPC-BP, and SPC-BP-U) were produced in a controlled way as shown by the stability of the current consumed by the motor of the twin-screw machine throughout the sampling process.
However, for the two formulations including BP (i.e., SPC-BP and SPC-BP-U), it has to be noted that a significant self-heating of the mixture was observed in the die (up to 113 °C instead of 96–104 °C without BP). This resulted in higher electric current (up to 66 A instead of 41–46 A), higher specific mechanical energy (up to 143 W·h/kg instead of 89–108 W·h/kg), and higher pressure at the die (up to 14.9 bar instead of 6.0–7.5 bar). The self-heating resulted also in lower moisture content of the SPC-BP and SPC-BP-U extruded pellets (up to 14.3% instead of 26.2–26.7%) at the twin-screw extruder outlet, being associated with a 60% water evaporation during the extrusion process instead of no more than 17% for the two other formulations (i.e., SPC and SPC-U). For future work, it will be therefore necessary to be aware of the risk of abrasive wear on the screw elements and the inner walls of the twin-screw extruder barrel during the production of large quantities of BP-based extruded pellets.
Due to the rehydration of the extruded pellets up to 20% moisture content before shaping, the injection-molding of the test specimens was possible for all the formulations tested. Indeed, the correct filling of the mold cavities was always effective, including for the BP-based products that generated self-heating in extrusion. Immediately after injection-molding, tensile and bending test specimens were positioned in a climatic chamber for conditioning. A three-week duration was required for complete equilibration (i.e., for obtaining a constant weight for the specimens).
3.2. Composition of the SPC-Based Composites
Table 1 reports the C, N, P, K content for the SPC-U, SPC-BP, and SPC-BP-U composite pellets fabricated in the present work and for the neat SPC, U, BP components used in the fabrication of the composite pellets. All three components contain N. Differently from synthetic urea, SPC and BP originating from natural renewable materials also contain the two additional P and K plant nutrient elements inherited from the pristine sources. It may be observed that the N content in the pellets decreases significantly in the order SPC-U > SPC-BP-U > SPC-BP = SPC. The K content of the SPC-BP pellets is significantly higher than the K content in the other three pellets, as result of the K content in the neat BP sample, being nearly four times higher than the K content in the neat SPC pellet. The data confirm that during the pellets manufacture no degradation of the neat components occurs.
3.3. Mechanical Properties of the SPC-Based Composites
Table 2 reports the density of the extruded pellets and the injection-molded pieces from formulations SPC, SPC-U, SPC-BP, and SPC-BP-U. For the extruded pellets, those containing U and/or BP appear denser than those related to the SPC formulation. Urea contributes more to the densification of the pellets than BP. A very clear densification is observed for all the formulations tested after the shaping step, with the density of the injection-molded pieces remaining relatively independent of the formulation (1362–1398 kg/m
3).
Table 3 reports the results for the resistance to mechanical abrasion for both extruded pellets and injection-molded pieces from formulations SPC, SPC-U, SPC-BP, and SPC-BP-U. These results show a poor abrasion resistance of the extruded pellets, especially those containing neither U nor BP, which results in the generation of a high proportion of fines during the test. In the presence of one of these additives, the abrasion sensitivity of the pellets is reduced, especially for those containing urea. However, the generation of fines is still important in that case, i.e., at least 11.5% (case of the SPC-U formulation). On the opposite, the densification of the materials during the injection-molding step contributes to a very good resistance to mechanical abrasion, with the number of fines generated never exceeding 0.7% (
w/
w).
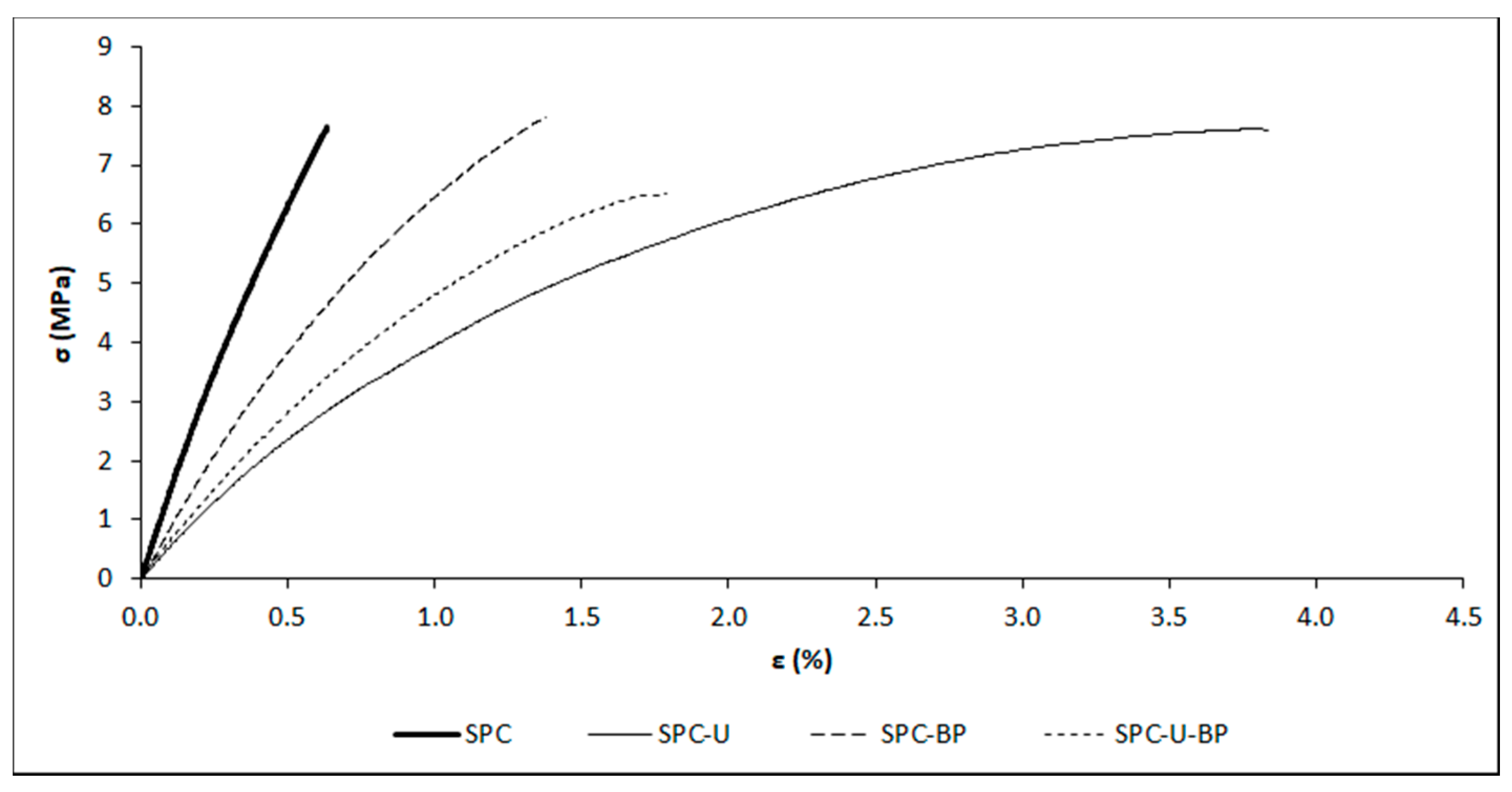
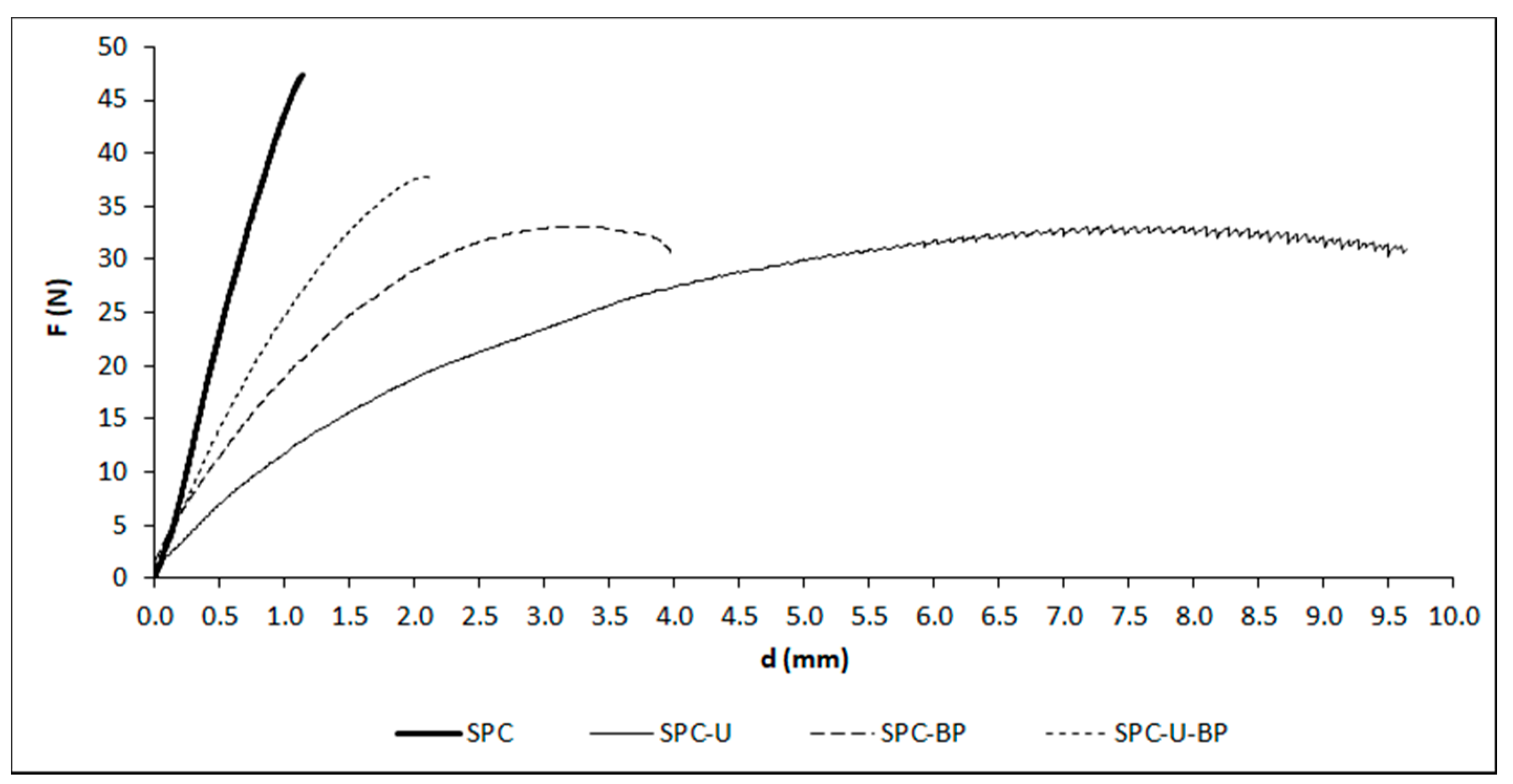
Table 4 and
Table 5 present the tensile and bending properties, respectively, of the injection-molded pieces made from the SPC, SPC-U, SPC-BP, and SPC-BP-U formulations. In parallel,
Figure 3 represents the mean stress-strain curves obtained during the tensile tests, and
Figure 4 the mean load-displacement ones obtained during the bending tests. These results reveal a reduction in the rigidity of the injection-molded pieces when U and/or BP are contained inside the formulation, especially for the SPC-U formulation. This is illustrated by the decreases in the elastic modules (
Table 4 and
Table 5), which also results in a reduction in the gradient of the curves at their origin (
Figure 3 and
Figure 4). Additionally, an increase in the elongation at break is observed during the tensile tests, especially for the SPC-U formulation. The same result is also evidenced for the displacement at rupture during the bending tests.
Table 6 reports the Shore D surface hardness results. Compared to the SPC injection-molded product, a slight reduction in the surface hardness is observed for the SPC-U formulation. On the contrary, it is clear that the addition of BP inside SPC contributes to much harder injection-molded pieces on their surface.
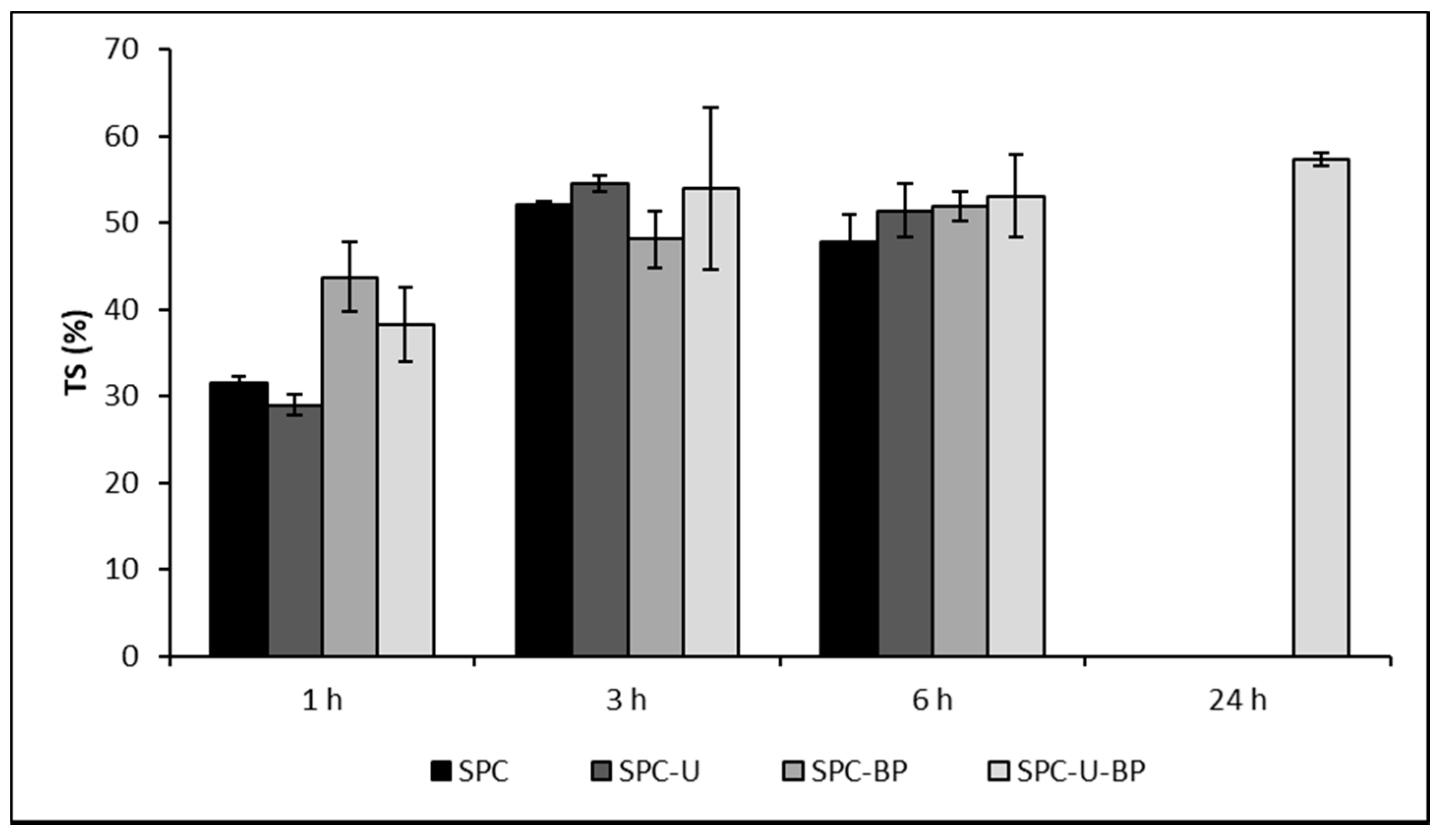
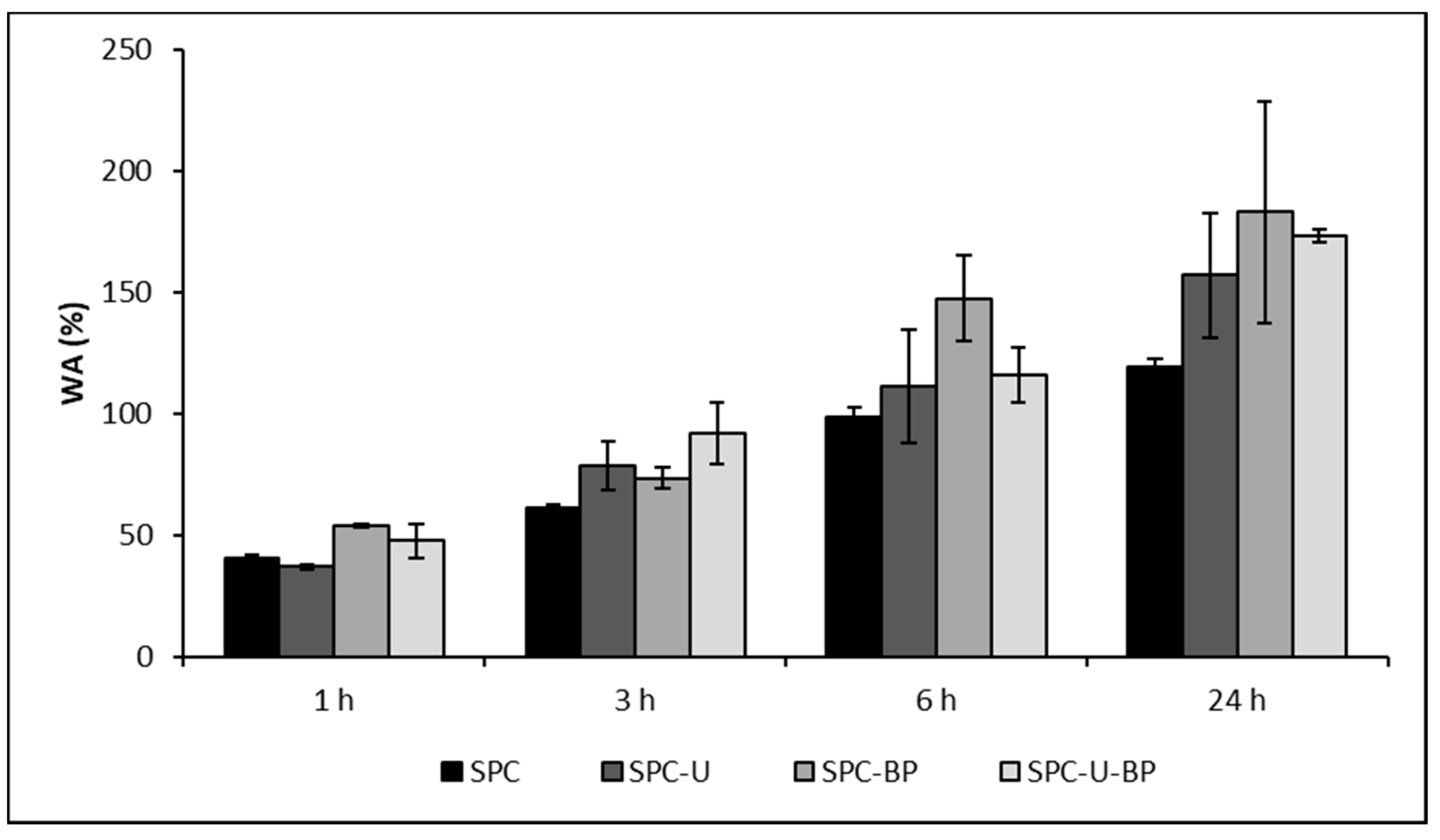
To complete the mechanical characterization of the composites, the latter were also tested with respect to their water resistance after immersion in water during 1, 3, 6, and 24 h. TS and WA values were determined after immersion, and the results are mentioned in
Figure 5 and
Figure 6, respectively. A progressive increase in the water absorption is observed with the increasing soaking duration for all the tested formulations, with the WA mean value ranging from 45% after 1 h immersion to 158% after 24 h. However, the SPC materials are those with the lowest WA values, regardless of the immersion duration. In parallel, after 1 h immersion in water, thickness swelling is much lower for the SPC and SPC-U formulations (30% in average for TS), compared to the two others (41% in average). TS continues to increase for longer soaking durations, and it remains in the same order of magnitude for all the tested formulations after 3 h just as 6 h (52% in average). After 24 h, SPC, SPC-U, and SPC-BP formulations are so impregnated with water and so fragile when handled that their TS is no longer measurable.
3.4. Urea, Ammonia, and Total N Release from the Composite SPC-Based Pellets
The release of water solubles from the SPC injection-molded pieces is visually appreciated in
Figure 7 by the color of the solution becoming darker upon increasing the water contact time.
Table 7 reports the total N released in solution from the pellets after 25 days’ contact time with water, as % of the initial N. The data were calculated from the experimental N values measured in solution and from the experimental N values measured in the residual solid pellet. Considering the standard deviation values, for each pellet, the two methods give the same values. This validates the analytical procedure adopted to assess the performance of the pellets as CRF.
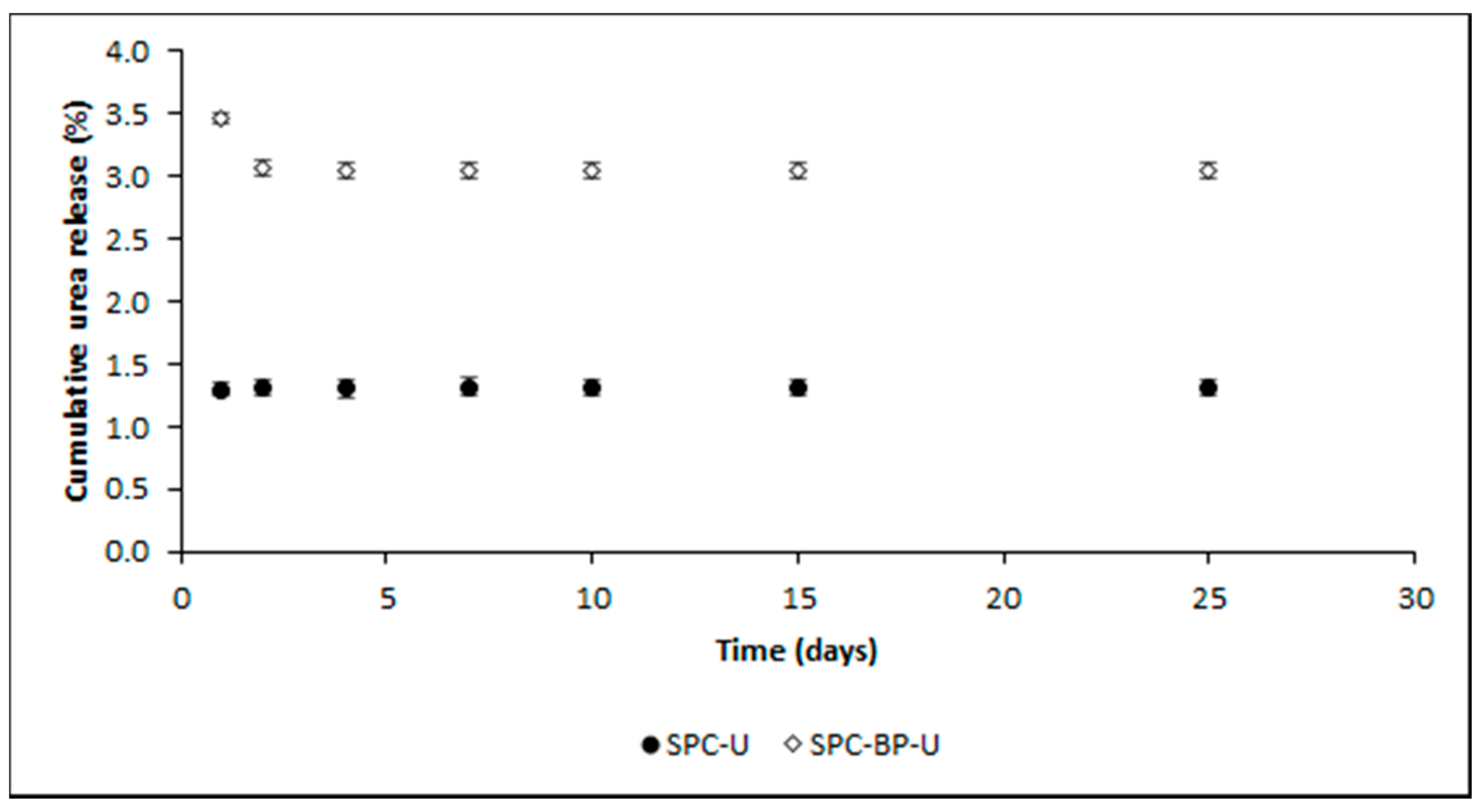
The cumulative urea release in solution from the urea loaded pellets is illustrated in
Figure 8. It is about 3% and 1.5% of the initial urea content of SPC-BP-U and SPC-U, respectively. The initial urea was 5% in the SPC-BP-U and 10% in the SPC-U sample. At the end of the release experiment, the concentration of urea was less than 1% of the total N content in both pellets. Thus, the loss of urea from the SPC-U pellet was about twice that from the SPC-BP-U sample. Yet, the cumulative urea released from the SPC-U sample was half that released from the SPC-BP-U sample. The two pellets were tested under the same conditions, i.e., 4 g pellet sample in 80 mL water. The apparent inconsistency of the release experimental data in
Figure 8 suggests two plausible explanations. The relatively low and constant cumulative urea release suggests that, besides its slow release, urea is promptly hydrolyzed to ammonia [
35,
36]. The higher cumulative urea release found for the SPC-BP-U sample may suggest that BP acts as inhibitor of urea hydrolysis. Inhibition of urea hydrolysis implies reduction of ammonia formation. These effects are in agreement with a recent paper [
37] reporting that BP reduces the emission of ammonia from animal urine by 30%.
Table S1 (see
Supplementary Material) reports the calculated amount of N from each component (N
SPC, N
BP and N
U) in the blended SPC-U and SPC-BP-U pellets. Based on the residual amount of urea in the pellets at the end of the experiments, one can calculate that the urea release is 88% from SPC-U and 61% from SPC-BP-U. Based on
Figure 8, these amounts of urea appear released within the first day. However, due to the rapid hydrolysis of urea, this cannot be assessed. Other workers did not report such rapid hydrolysis. For urea coated with 10–20% Kraft lignin [
13], the increase of urea release upon increasing time was much less steep than that in
Figure 8. The former was almost linear over the 15 days’ duration of the experiment, during which time the investigated material released 80% of its initial urea content. Urea granules coated with 20% mix made of polyvinyl alcohol and other natural biodegradable polymers [
36] showed a similar pattern as in
Figure 8, but they released 100% urea within 15–120 min.
Under the above circumstances, total N, ammonia N, and organic N were found better indicators of the behavior of the SPC composite pellets as CRFs.
3.5. Release of N in Solution as Ammonia
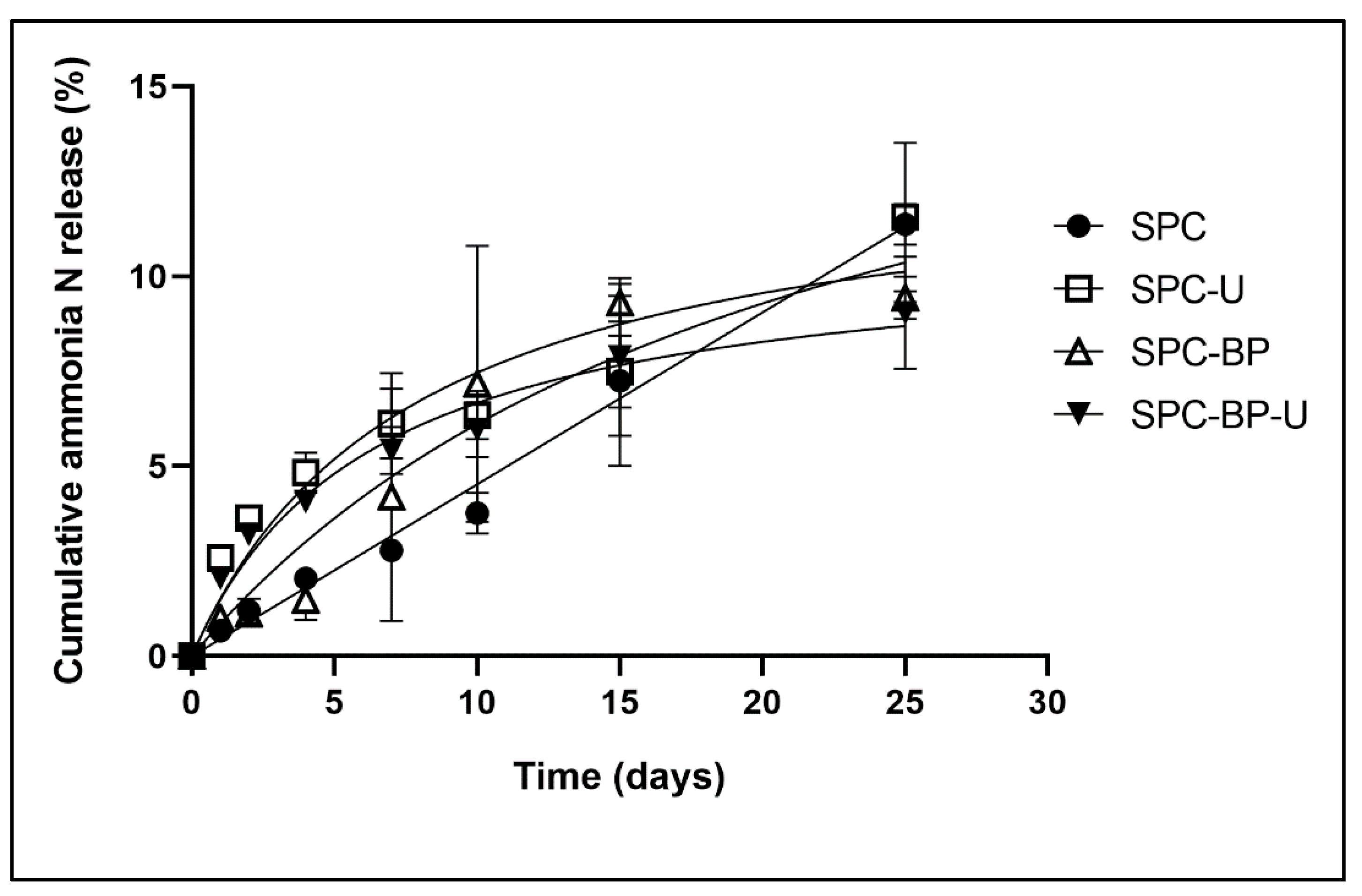
The release of N as ammonia, expressed as percentage of the initial N amount, is illustrated in
Figure 9. The plot pattern is much less steep than that in
Figure 8. In the first days of the experiment, the samples containing urea, SPC-U and SPC-BP-U, released more ammonia than the other two. After seven days, the data were affected by a large variability therefore no significant differences between the samples could be appreciated. In all samples, after 25 days, about 10% of the initial N amount was released as ammonia.
The results indicate that in the first five days, urea was the main source of ammonia. In the same period of time, the release of ammonia from the SPC-BP-U sample is shown lower than that from the SPC-U sample. This fact supports the hypothesis of BP inhibiting the hydrolysis of urea. It is therefore consistent with the higher release of urea shown in
Figure 8.
On the other hand, the lack of difference of the cumulative ammonia release among all samples at the end of the experiments suggests that hydrolysis of other N-containing compounds, likely the proteins of the sunflower cake, was the main source of ammonia. Indeed, while the release of ammonia from SPC was significantly the lowest until day 10, at longer contact time with water, SPC ends up releasing the same amount of ammonia as SPC-U. This confirms that part of the SPC proteins is converted into ammonia.
The data indicate that the rate of solubility and nitrogen mineralization of the three pellets components follows the order U > BP > SPC. The slowest rates exhibited by BP and SPC, compared to urea, is reasonably expected as these samples contain protein matter, which has first to dissolve in water, then be hydrolyzed to amino acids (AA), before the conversion of N from AA into ammonia.
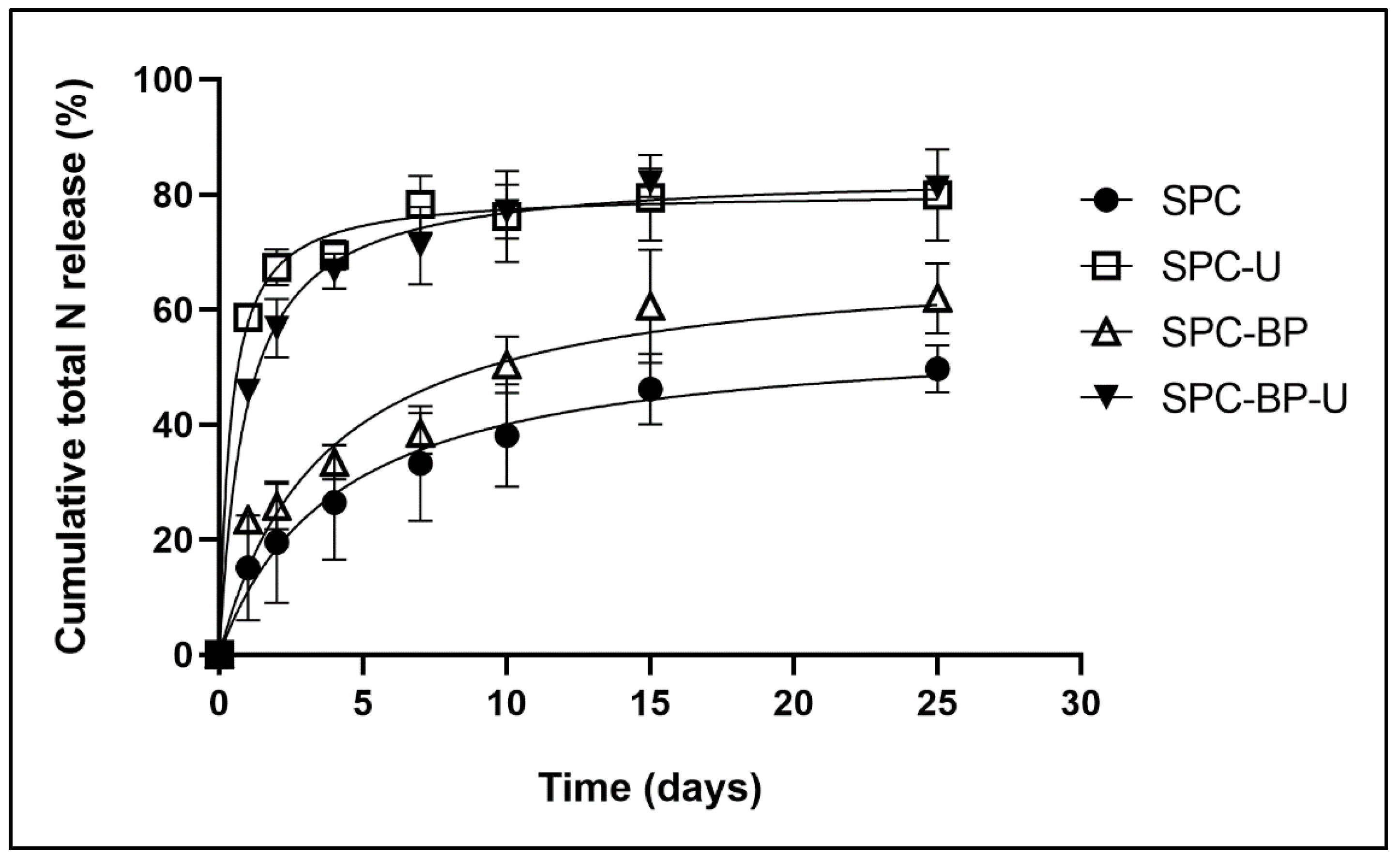
3.6. Release of Total and Organic N in Solution
Figure 10 shows the plots of the cumulative total N release in solution. The total N data are far greater than the N release values as ammonia in
Figure 9. This shows that most of the total N in solution is organic N. As the SPC content in the pellet samples is 90%, most of the organic N in solution must be contributed from solubilization of SPC. Indeed, based on the 4 g sample weight (see Materials and Methods), on the pellets’ formulations, and on
Table 1 and
Figure 10 data, one can calculate that the total N release from the SPC-U, SPC-BP, and SPC-BP-U pellets was always much higher than the amount of N contributed by both BP and U in the starting composite pellets (
Table S1).
The plots in
Figure 10 reflect the above order of solubility/N mineralization for the three samples formulations, which is indicated by the cumulative ammonia release plots in
Figure 9. The total N release data clearly point out the difference between the pellets containing urea and the pellets containing no urea. SPC sample released 13.4% N in 24 h and 49.7% N in 25 days. This sample meets the requirements [
1] for a slow-release fertilizer: No more than 15% released in 24 h, no more than 75% released in 28 days at 25 °C. The SPC-BP sample is close to this behavior, except for the 24 h release, which was 23.4%. The urea-containing samples tended to release N more rapidly than the others all over the experiment, especially within the first day (45.8% and 58.7% for SPC-BP-U and SPC-U, respectively). After 25 days, the total N found in solution was about 80% of the initial amount. These results are close to those reported by other workers [
38] in a similar experiment, conducted with urea-impregnated woodchips (U-WC) having the same C and N contents as the SPC composite pellets (
Table 1). The cumulative N release pattern of the urea-impregnated woodchips was similar to that of the SPC composite pellets in
Figure 10. The U-WC released 40% N in solution, relative to the initial N content in the solid material, after 24 h, nearly 60% N after 4 days, and 62–68% N after 32 days, depending on the nature of the woody material. Statistically, at the end of the experiment, all above SPC samples yield total N release after 24 days within the above highest 75% limit. Thus, all four sample formulations may be classified as controlled-release fertilizers.
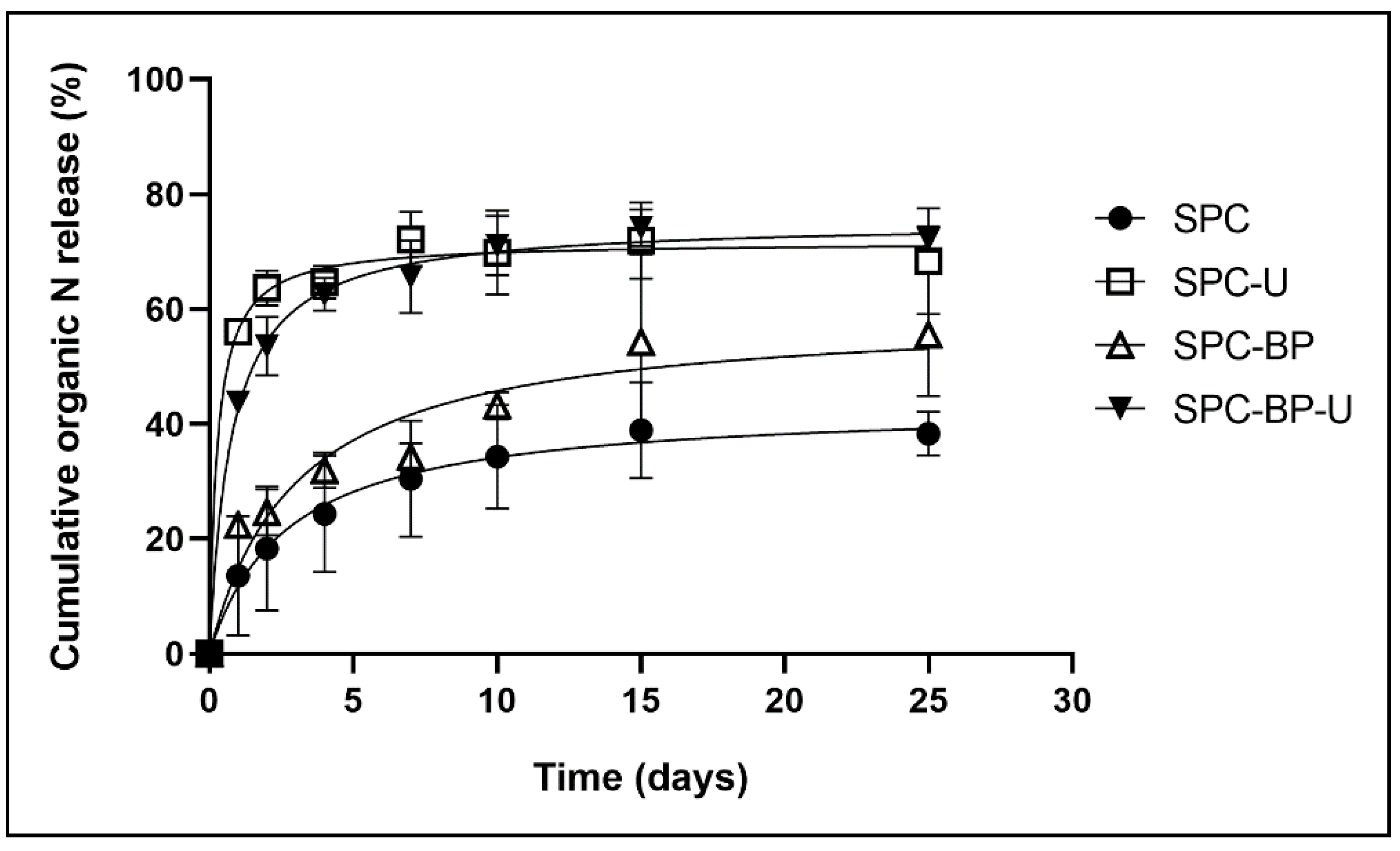
Figure 11 shows that both BP and, much more so, urea enhance the organic N release, compared to the neat SPC pellet. The behavior of the SPC-BP sample is very interesting. In the first 10 days, the total organic release from SPC-BP is not much different from that of the neat SPC pellets. After 10 days, the total organic N release from SPC-BP becomes significantly higher, compared to the neat SPC. At day 25, the cumulative organic N release from SPC-BP approaches the value for the pellets containing urea. It seems, therefore, that BP allows a better more gradual organic N release from the SPC pellets. This may happen due to interaction of the two biopolymers yielding a product with different solubility properties than the pristine SPC and BP.
3.7. Evaluation of the Total C and Nutrients’ Release
At the end of the experiment, the solid residues of the samples were dried, weighed, and analyzed for the C, N, P, and K content. The comparison between the initial (
Table 1) and final amounts of these elements, allows calculating the percentage of release of each one. The results are reported in
Table 8. The loss of weight was about 70% in 25 days, without significant differences between the samples. The nutrient release results were affected by a high variability because they were derived from the elaboration of several parameters (weight, initial and final nutrient contents), therefore subject to the error propagation laws. The N release reflected the results obtained by direct analysis of the solution (
Figure 9), but no significant difference between the samples could be pointed out for the reason explained above. The average C and P release were, respectively, 64.7% and 73.2%, more or less reflecting the loss of weight. In contrast, nearly all the initial K (>97%) was solubilized.

 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}