Two-Stage Pretreatment to Improve Saccharification of Oat Straw and Jerusalem Artichoke Biomass

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Pretreatment Conditions
2.3. Enzymatic Hydrolysis
2.4. Analytical Methods
2.5. Statistical Analysis
3. Results and Discussion
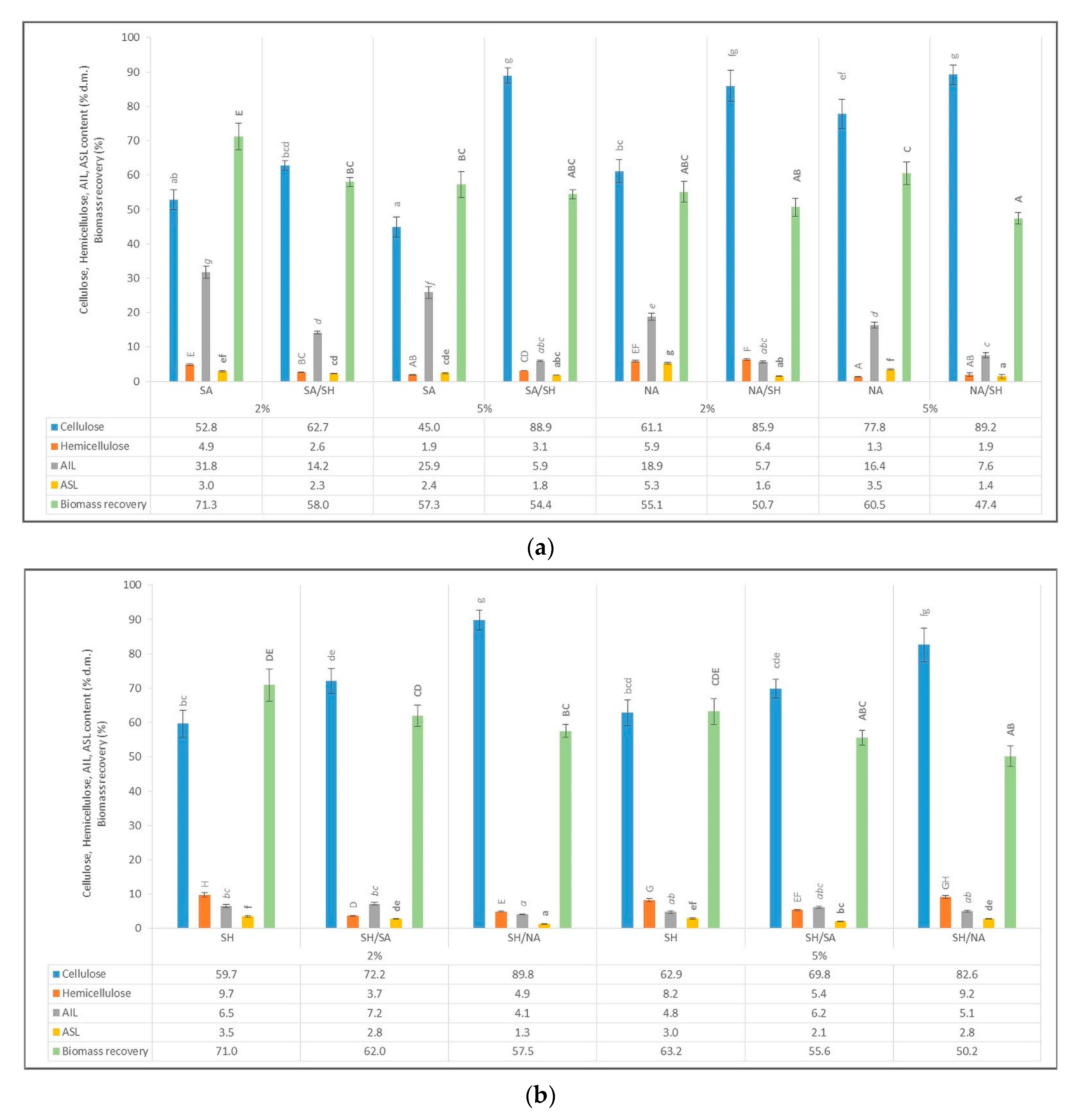
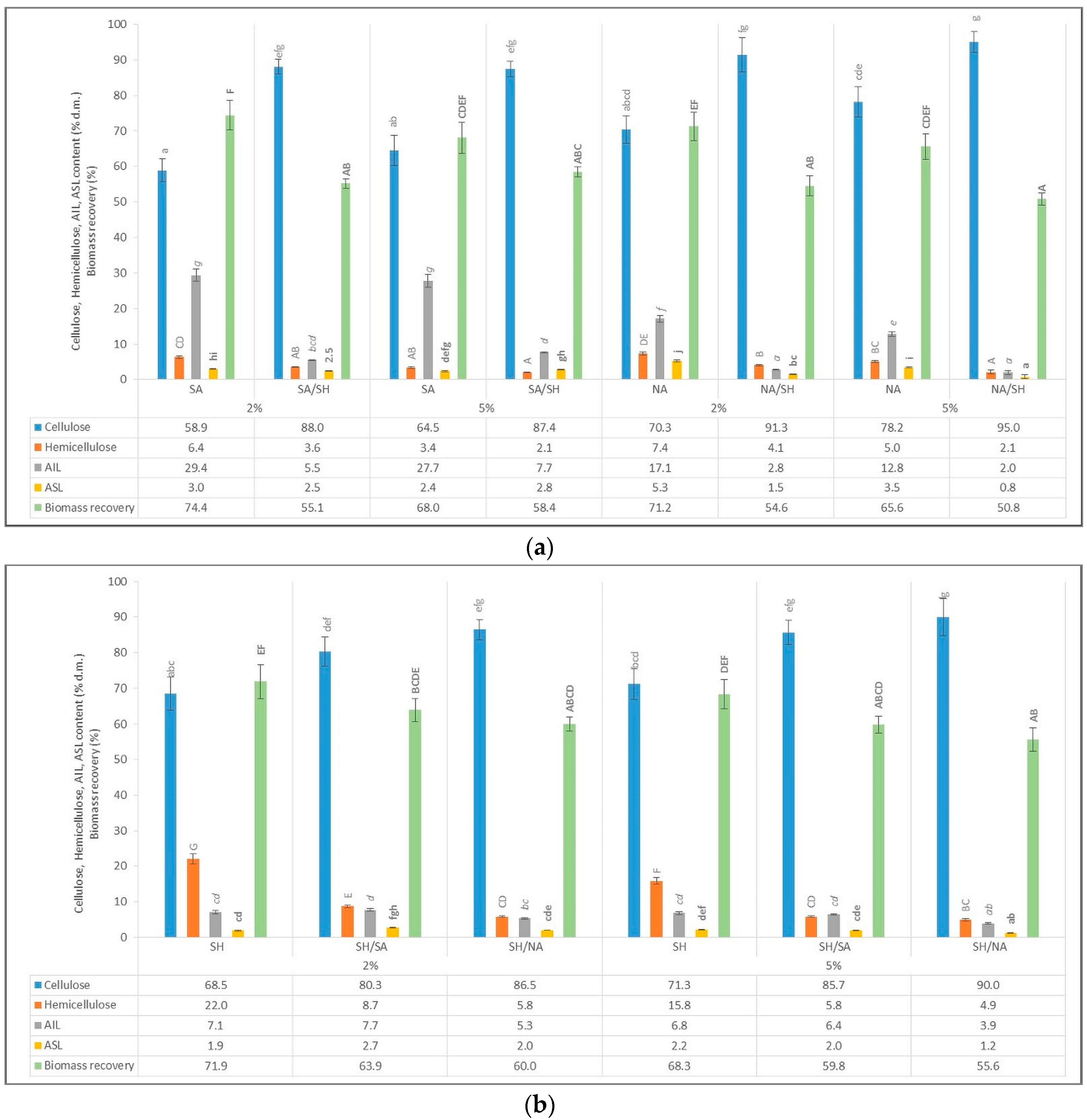
3.1. Compositional Analysis of Raw and Pretreated Biomass
3.2. The Effect of Pretreatments on the Composition of the Liquid Fraction
3.3. The Effect of Two-Stage Pretreatment on Enzymatic Hydrolysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mood, S.H.; Golfeshan, A.H.; Tabatabaei, M.; Jouzani, G.S.; Najafi, G.H.; Gholami, M.; Ardjmand, M. Lignocellulosic biomass to bioethanol, a comprehensive review with a focus on pretreatment. Renew. Sust. Energy Rev. 2013, 27, 77–93. [Google Scholar] [CrossRef]
- Sahu, S.; Pramanik, K. Evaluation and optimization of organic acid pretreatment of cotton gin waste for enzymatic hydrolysis and bioethanol production. Appl. Biochem. Biotechnol. 2018, 186, 1047–1060. [Google Scholar] [CrossRef] [PubMed]
- Sritrakul, N.; Nitisinprasert, S.; Keawsompong, S. Evaluation of dilute acid pretreatment for bioethanol fermentation from sugarcane bagasse pith. Agric. Nat. Resour. 2017, 51, 512–519. [Google Scholar] [CrossRef]
- Domański, J.; Marchut-Mikołajczyk, O.; Polewczyk, A.; Januszewicz, B. Ozonolysis of straw from Secale cereale L. for anaerobic digestion. Bioresour. Technol. 2017, 245, 394–400. [Google Scholar] [CrossRef]
- Taherdanak, M.; Zilouei, H.; Karimi, K. The influence of dilute sulfuric acid pretreatment on biogas production form wheat plant. Int. J. Green Energy 2016, 13, 1129–1134. [Google Scholar] [CrossRef]
- Gonzales, R.R.; Kim, J.S.; Kim, S.H. Optimization of dilute acid and enzymatic hydrolysis for dark fermentative hydrogen production from the empty fruit bunch of oil palm. Int. J. Hydrog. Energy. 2018, 44, 2191–2202. [Google Scholar] [CrossRef]
- Dong, L.; Cao, G.; Zhao, L.; Liu, B.; Ren, N. Alkali/Urea pretreatment of rice straw at low temperature for enhanced biological hydrogen production. Bioresour. Technol. 2018, 267, 71–76. [Google Scholar] [CrossRef] [PubMed]
- Guan, W.; Xu, G.; Duan, J.; Shi, S. Acetone–Butanol–Ethanol production from fermentation of hot-water-extracted hemicellulose hydrolysate of pulping woods. Ind. Eng. Chem. Res. 2018, 57, 775–783. [Google Scholar] [CrossRef]
- Guan, W.; Shi, S.; Blersch, D. Effects of Tween 80 on fermentative butanol production from alkali-pretreated switchgrass. Biochem. Eng. J. 2018, 135, 61–70. [Google Scholar] [CrossRef]
- Kuglarz, M.; Alvarado-Morales, M.; Dąbkowska, K.; Angelidaki, I. Integrated production of cellulosic bioethanol and succinic acid from rapeseed straw after dilute-acid pretreatment. Bioresour. Technol. 2018, 265, 191–199. [Google Scholar] [CrossRef]
- Bizzi, C.A.; Santos, D.; Sieben, T.C.; Motta, G.V.; Mello, P.A.; Flores, E.M. Furfural production from lignocellulosic biomass by ultrasound-assisted acid hydrolysis. Ultrason. Sonochem. 2019, 51, 332–339. [Google Scholar] [CrossRef]
- Matsakas, L.; Hrůzová, K.; Rova, U.; Christakopoulos, P. Biological production of 3-hydroxypropionic acid: An update on the current status. Fermentation 2018, 4, 13. [Google Scholar] [CrossRef]
- Loow, Y.L.; Wu, T.Y.; Jahim, J.M.; Mohammad, A.W.; Teoh, W.H. Typical conversion of lignocellulosic biomass into reducing sugars using dilute acid hydrolysis and alkaline pretreatment. Cellulose 2016, 23, 1491–1520. [Google Scholar] [CrossRef]
- Chen, H.; Liu, J.; Chang, X.; Chen, D.; Xue, Y.; Liu, P.; Li, H.; Han, S. A review on the pretreatment of lignocellulose for high-value chemicals. Fuel Process. Technol. 2017, 160, 196–206. [Google Scholar] [CrossRef]
- Solarte-Toro, J.C.; Romero-García, J.M.; Martínez-Patiño, J.C.; Ruiz-Ramos, E.; Castro-Galiano, E.; Cardona-Alzate, C.A. Acid pretreatment of lignocellulosic biomass for energy vectors production: A review focused on operational conditions and techno-economic assessment for bioethanol production. Renew. Sust. Energy Rev. 2019, 107, 587–601. [Google Scholar] [CrossRef]
- Xu, Z.; Fang, H. Pretreatment methods for bioethanol production. Appl. Biochem. Biotechnol. 2014, 174, 43–62. [Google Scholar] [CrossRef]
- Chiranjeevi, T.; Mattam, A.J.; Vishwakarma, K.K.; Uma, A.; Peddy, V.R.; Gandham, S.; Ravindra Velankar, H. Assisted single-step acid pretreatment process for enhanced delignification of rice straw for bioethanol production. ACS Sustain. Chem. Eng. 2018, 6, 8762–8774. [Google Scholar] [CrossRef]
- Bensah, E.C.; Mensah, M. Chemical pretreatment methods for the production of cellulosic ethanol: Technologies and innovations. Int. J. Chem. Eng. 2013, 719607. [Google Scholar] [CrossRef]
- Jönsson, L.J.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Li, P.; Cai, D.; Zhang, C.; Li, S.; Qin, P.; Chen, C.; Wang, Y.; Wang, Z. Comparison of two-stage acid-alkali and alkali-acid pretreatments on enzymatic saccharification ability of the sweet sorghum fiber and their physicochemical characterizations. Bioresour. Technol. 2016, 221, 636–644. [Google Scholar] [CrossRef]
- Kim, S.; Park, J.M.; Seo, J.W.; Kim, C.H. Sequential acid-/alkali-pretreatment of empty palm fruit bunch fiber. Bioresour. Technol. 2012, 109, 229–233. [Google Scholar] [CrossRef]
- Guilherme, A.A.; Dantas, P.V.F.; Santos, E.S.; Fernandes, F.A.N.; Macedo, G.R. Evaluation of composition, characterization and enzymatic hydrolysis of pretreated sugar cane bagasse. Braz. J. Chem. Eng. 2015, 32, 23–33. [Google Scholar] [CrossRef]
- Yuan, W.; Gong, Z.; Wang, G.; Zhou, W.; Liu, Y.; Wang, X.; Zhao, M. Alkaline organosolv pretreatment of corn stover for enhancing the enzymatic digestibility. Bioresour. Technol. 2018, 265, 464–470. [Google Scholar] [CrossRef]
- Kärcher, M.A.; Iqbal, Y.; Lewandowski, I.; Senn, T. Efficiency of single stage-and two stage pretreatment in biomass with different lignin content. Bioresour. Technol. 2016, 211, 787–791. [Google Scholar] [CrossRef]
- Lemões, J.S.; e Silva, C.F.L.; Avila, S.P.F.; Montero, C.R.S.; e Silva, S.D.D.A.; Samios, D.; Peralba, M.D.C.R. Chemical pretreatment of Arundo Donax L. for second-generation ethanol production. Electron. J. Biotechnol. 2018, 31, 67–74. [Google Scholar] [CrossRef]
- Butt, M.S.; Tahir-Nadeem, M.; Khan, M.K.I.; Shabir, R.; Butt, M.S. Oat: Unique among the cereals. Eur. J. Nutr. 2008, 47, 68–79. [Google Scholar] [CrossRef]
- Eurostat: Agriculture, Forestry and Fishery Statistics. 2017. Available online: http://ec.europa.eu/eurostat/statistics-explained/index.php/Agricultural_production_-_animals#Livestock_population (accessed on 11 April 2019).
- Kahr, H.; Wimberger, J.; Schürz, D.; Jäger, A. Evaluation of the biomass potential for the production of lignocellulosic bioethanol from various agricultural residues in Austria and Worldwide. Energy Procedia 2013, 40, 146–155. [Google Scholar] [CrossRef]
- Finch, S.; Samuel, A.; Lane, G.P. Lockhart and Wiseman’s Crop Husbandry Including Grassland, 9th ed.; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Masłowski, M.; Miedzianowska, J.; Strąkowska, A.; Strzelec, K.; Szynkowska, M.I. The use of rye, oat and triticale straw as fillers of natural rubber composites. Polym. Bull. 2018, 75, 4607–4626. [Google Scholar] [CrossRef] [Green Version]
- Johansson, E.; Prade, T.; Angelidaki, I.; Svensson, S.-E.; Newson, W.R.; Gunnarsson, I.B.; Hovmalm, H.P. Economically viable components from Jerusalem artichoke (Helianthus tuberosus L.) in a biorefinery concept. Int. J. Mol. Sci. 2015, 16, 8997–9016. [Google Scholar] [CrossRef]
- Long, X.H.; Shao, H.B.; Liu, L.; Liu, L.P.; Liu, Z.P. Jerusalem artichoke: A sustainable biomass feedstock for biorefinery. Renew. Sustain. Energy Rev. 2016, 54, 1382–1388. [Google Scholar] [CrossRef] [Green Version]
- Yang, L.; He, Q.S.; Corscadden, K.; Udenigwe, C.C. The prospects of Jerusalem artichoke in functional food ingredients and bioenergy production. Biotechnol. Rep. 2015, 5, 77–88. [Google Scholar] [CrossRef]
- Wang, Y.Z.; Zou, S.M.; He, M.L.; Wang, C.H. Bioethanol production from the dry powder of Jerusalem artichoke tubers by recombinant Saccharomyces cerevisiae in simultaneous saccharification and fermentation. J. Ind. Microbiol. Biotechnol. 2015, 42, 543–551. [Google Scholar] [CrossRef] [PubMed]
- Sarchami, T.; Rehmann, L. Optimizing enzymatic hydrolysis of inulin from Jerusalem artichoke tubers for fermentative butanol production. Biomass Bioenergy 2014, 69, 175–182. [Google Scholar] [CrossRef]
- Khatun, M.M.; Li, Y.H.; Liu, C.G.; Zhao, X.Q.; Bai, F.W. Fed-batch saccharification and ethanol fermentation of Jerusalem artichoke stalks by an inulinase producing Saccharomyces cerevisiae MK01. RSC Adv. 2015, 5, 107112–107118. [Google Scholar] [CrossRef]
- Song, Y.; Wi, S.G.; Kim, H.M.; Bae, H.-J. Cellulosic bioethanol production from Jerusalem artichoke (Helianthus tuberosus L.) using hydrogen peroxide-acetic acid (HPAC) pretreatment. Bioresour. Technol. 2016, 214, 30–36. [Google Scholar] [CrossRef]
- Li, K.; Qin, J.C.; Liu, C.G.; Bai, F.W. Optimization of pretreatment, enzymatic hydrolysis and fermentation for more efficient ethanol production by Jerusalem artichoke stalk. Bioresour. Technol. 2016, 221, 188–194. [Google Scholar] [CrossRef]
- Dziekońska-Kubczak, U.; Berłowska, J.; Dziugan, P.; Patelski, P.; Pielech-Przybylska, K.; Balcerek, M. Nitric acid pretreatment of Jerusalem artichoke stalks for enzymatic saccharification and bioethanol production. Energies 2018, 11, 2153. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; Technical Report No. NREL/TP-510-42618; NREL: Golden, CO, USA, 2012.
- Negro, M.J.; Ballesteros, I.; Manzanares, P.; Oliva, J.M.; Sáez, F.; Ballesteros, M. Inulin containing biomass for ethanol production: Carbohydrate extraction and ethanol fermentation. Appl. Biochem. Biotechnol. 2006, 132, 922–932. [Google Scholar] [CrossRef]
- Zhao, Y.; Sun, F.; Yu, J.; Cai, Y.; Luo, X.; Cui, Z.; Hu, Y.; Wang, X. Co-digestion of oat straw and cow manure during anaerobic digestion: Stimulative and inhibitory effects on fermentation. Bioresour. Technol. 2018, 269, 143–152. [Google Scholar] [CrossRef]
- Romaní, A.; Tomaz, P.D.; Garrote, G.; Teixeira, J.A.; Domingues, L. Combined alkali and hydrothermal pretreatments for oat straw valorization within a biorefinery concept. Bioresour. Technol. 2016, 220, 323–332. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.; Park, J.M.; Kim, C.H. Ethanol production using whole plant biomass of Jerusalem artichoke by Kluyveromyces marxianus CBS1555. Appl. Biochem. Biotechnol. 2013, 169, 1531–1545. [Google Scholar] [CrossRef] [PubMed]
- Jönsson, L.J.; Björn, A.; Nilvebrant, N.O. Bioconversion of lignocellulose: Inhibitors and detoxification. Biotechnol. Biofuels 2013, 6, 16. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.S.; Gao, H.L.; Li, B.; Mu, X.D. Acid-alkaline two-stage pretreatments of corn stover for enhancing enzymatic saccharification. Adv. Mater. Res. 2013, 724–725, 207–211. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Component (% d.m.) | JAS | OS |
|---|---|---|
| Cellulose | 29.0 ± 1.6 a 1 | 38.3 ± 2.1 b |
| Hemicellulose | 13.6 ± 0.7 a | 22.4 ± 1.2 b |
| AIL | 17.9 ± 1.0 a | 22.3 ± 1.2 b |
| ASL | 8.1 ± 0.4 b | 5.5 ± 0.3 a |
| Pretreatment | Glucose | Cellobiose | Xylose | Arabinose | Formic acid | Acetic acid | Furfural | HMF |
|---|---|---|---|---|---|---|---|---|
| 2% SA | 2.86 ± 0.14 d 1 | 1.43 ± 0.07 e | 13.58 ± 0.66 f | n.d. 2 | 0.25 ± 0.01 ab | 2.37 ± 0.12 d | 0.07 ± 0.00 d | 2.12 ± 0.10 d |
| 2% SA/SH | 0.47 ± 0.02 ab | 0.18 ± 0.01 b | 0.18 ± 0.01 ab | 0.41 ± 0.02 c | 1.39 ± 0.07 g | 1.11 ± 0.05 b | n.d. | n.d. |
| 5% SA | 2.03 ± 0.08 c | 0.93 ± 0.03 d | 6.46 ± 0.24 d | 0.63 ± 0.02 d | 1.09 ± 0.04 ef | 1.78 ± 0.07 c | 0.21 ± 0.01 e | 0.81 ± 0.03 c |
| 5% SA/SH | 0.46 ± 0.02 ab | 0.12 ± 0.00 ab | 0.05 ± 0.00 ab | 0.27 ± 0.01 b | 0.75 ± 0.03 d | 0.35 ± 0.01 a | n.d. | n.d. |
| 2% NA | 2.90 ± 0.16 d | 1.02 ± 0.06 d | 13.22 ± 0.73 f | 0.74 ± 0.04 e | 0.56 ± 0.03 cd | 1.83 ± 0.10 c | 0.01 ± 0.00 a | 0.27 ± 0.01 b |
| 2% NA/SH | 0.56 ± 0.03 ab | 0.18 ± 0.01 b | 0.16 ± 0.01 ab | 0.20 ± 0.01 b | 1.27 ± 0.07 fg | 1.13 ± 0.06 b | n.d. | n.d. |
| 5% NA | 6.28 ± 0.31 f | 2.08 ± 0.10 f | 10.71 ± 0.54 e | 1.31 ± 0.07 f | 0.99 ± 0.05 e | 2.29 ± 0.11 d | 0.03 ± 0.00 b | 0.02 ± 0.00 a |
| 5% NA/SH | 0.17 ± 0.01 a | 0.16 ± 0.01 b | 0.04 ± 0.00 ab | 0.01 ± 0.00 a | 0.56 ± 0.03 cd | 0.33 ± 0.02 a | n.d. | n.d. |
| 2% SH | 2.00 ± 0.10 c | 0.54 ± 0.03 c | n.d. | 0.80 ± 0.04 e | 3.69 ± 0.18 i | 4.08 ± 0.20 e | n.d. | n.d. |
| 2% SH/SA | 0.11 ± 0.00 a | n.d. | 2.60 ± 0.12 c | 0.07 ± 0.00 a | 0.36 ± 0.02 bc | 0.12 ± 0.01 a | n.d. | 0.01 ± 0.00 a |
| 2% SH/NA | 0.10 ± 0.00 a | 0.03 ± 0.00 a | 2.11 ± 0.10 c | 0.03 ± 0.00 a | 0.03 ± 0.00 a | 0.05 ± 0.00 a | 0.01 ± 0.00 a | 0.03 ± 0.00 a |
| 5% SH | 3.70 ± 0.26 e | 0.65 ± 0.05 c | 0.94 ± 0.07 b | 1.25 ± 0.09 f | 2.75 ± 0.20 h | 3.91 ± 0.28 e | n.d. | n.d. |
| 5% SH/SA | 0.34 ± 0.02 ab | 0.12 ± 0.01 ab | 2.10 ± 0.11 c | 0.04 ± 0.00 a | 0.36 ± 0.02 bc | 0.11 ± 0.01 a | n.d. | 0.03 ± 0.00 a |
| 5% SH/NA | 0.26 ± 0.01 ab | 0.02 ± 0.00 a | 1.89 ± 0.10 c | n.d. | 0.03 ± 0.00 a | 0.07 ± 0.00 a | 0.05 ± 0.00 c | 0.04 ± 0.00 a |
| Pretreatment | Glucose | Cellobiose | Xylose | Arabinose | Formic acid | Acetic acid | Furfural | HMF |
|---|---|---|---|---|---|---|---|---|
| 2% SA | 3.43 ± 0.17 d 1 | 0.11 ± 0.01 bcd | 8.60 ± 0.42 d | n.d. 2 | 0.10 ± 0.00 ab | 1.01 ± 0.05 e | 0.11 ± 0.00 d | n.d. |
| 2% SA/SH | 0.06 ± 0.00 a | 0.03 ± 0.00 ab | 0.01 ± 0.00 a | 0.02 ± 0.00 b | 1.01 ± 0.05 i | 0.56 ± 0.03 d | 0.02 ± 0.00 b | n.d. |
| 5% SA | 3.32 ± 0.12 d | 0.09 ± 0.00 bc | 7.34 ± 0.27 d | n.d. | 0.25 ± 0.01 de | 0.05 ± 0.00 ab | 0.27 ± 0.01 e | n.d. |
| 5% SA/SH | 0.11 ± 0.00 a | 0.04 ± 0.00 ab | n.d. | n.d. | 0.69 ± 0.03 h | 0.21 ± 0.01 c | 0.02 ± 0.00 b | n.d. |
| 2% NA | 5.92 ± 0.33 e | 1.97 ± 0.11 e | 18.20 ± 1.00 e | n.d. | 0.69 ± 0.04 h | 1.96 ± 0.11 g | 0.02 ± 0.00 b | 0.13 ± 0.01 c |
| 2% NA/SH | 0.13 ± 0.01 a | 0.09 ± 0.00 bc | 0.04 ± 0.00 a | 0.03 ± 0.00 c | 1.07 ± 0.06 i | 0.66 ± 0.04 a | 0.01 ± 0.00 a | n.d. |
| 5% NA | 11.04 ± 0.55 f | 0.04 ± 0.00 ab | 20.98 ± 1.05 f | n.d. | 1.39 ± 0.07 j | 2.50 ± 0.12 h | 0.01 ± 0.00 a | 0.02 ± 0.00 b |
| 5% NA/SH | 0.13 ± 0.01 a | 0.06 ± 0.00 abc | n.d. | n.d. | 0.67 ± 0.03 g | 0.18 ± 0.01 bc | n.d. | n.d. |
| 2% SH | 0.48 ± 0.02 ab | 0.19 ± 0.01 d | 0.26 ± 0.01 a | 0.12 ± 0.01 d | 0.57 ± 0.03 f | 1.34 ± 0.07 f | n.d. | n.d. |
| 2% SH/SA | 1.15 ± 0.06 c | 0.02 ± 0.00 a | 3.57 ± 0.17 b | n.d. | 0.01 ± 0.00 a | 0.01 ± 0.00 a | 0.02 ± 0.00 b | 0.01 ± 0.00 ab |
| 2% SH/NA | 0.97 ± 0.04 bc | 0.04 ± 0.00 ab | 5.22 ± 0.23 c | n.d. | 0.20 ± 0.01 cd | 0.07 ± 0.00 abc | n.d. | n.d. |
| 5% SH | 0.41 ± 0.02 a | 0.13 ± 0.01 cd | 0.09 ± 0.00 a | 0.01 ± 0.00 a | 0.33 ± 0.02 e | 1.10 ± 0.06 e | n.d. | n.d. |
| 5% SH/SA | 0.97 ± 0.07 bc | n.d. | 2.45 ± 0.17 b | n.d. | 0.02 ± 0.00 a | 0.01 ± 0.00 a | 0.05 ± 0.00 c | 0.01 ± 0.00 ab |
| 5% SH/NA | 1.31 ± 0.07 c | n.d. | 3.12 ± 0.16 b | n.d. | 0.14 ± 0.00 bc | 0.06 ± 0.00 abc | n.d. | n.d. |
| Pretreatment | Glucose | Cellobiose | Xylose | Arabinose | GY (%) |
|---|---|---|---|---|---|
| g/L | |||||
| 2% SA/SH | 18.70 ± 0.89 a 1 | 0.16 ± 0.01 d | 1.35 ± 0.06 b | n.d. 2 | 53.64 ± 1.32 b |
| 5% SA/SH | 22.88 ± 0.91 ab | 0.02 ± 0.00 a | 0.59 ± 0.02 a | n.d. | 46.31 ± 0.67 a |
| 2% NA/SH | 40.03 ± 2.08 d | 0.11 ± 0.01 c | 3.87 ± 0.20 ef | n.d. | 83.86 ± 0.25 d |
| 5% NA/SH | 45.30 ± 2.65 e | 0.35 ± 0.02 e | 1.75 ± 0.10 c | n.d. | 91.55 ± 2.83 e |
| 2% SH/SA | 18.60 ± 0.64 a | 0.11 ± 0.00 c | 3.18 ± 0.11 d | n.d. | 46.40 ± 0.72 a |
| 2% SH/NA | 25.72 ± 1.36 b | 0.07 ± 0.00 b | 4.25 ± 0.23 f | n.d. | 66.69 ± 0.79 c |
| 5% SH/SA | 25.87 ± 1.29 b | 0.10 ± 0.00 bc | 1.35 ± 0.07 b | n.d. | 51.69 ± 1.06 b |
| 5% SH/NA | 44.81 ± 2.25 e | 0.53 ± 0.03 f | 3.68 ± 0.18 e | 0.18 ± 0.01 a | 97.65 ± 1.02 f |
| Pretreatment | Glucose | Cellobiose | Xylose | Arabinose | GY (%) |
|---|---|---|---|---|---|
| g/L | |||||
| 2% SA/SH | 33.09 ± 1.34 a 1 | 0.40 ± 0.02 b | 0.96 ± 0.04 a | n.d.2 | 67.65 ± 1.19 a |
| 5% SA/SH | 41.91 ± 2.08 cde | 0.70 ± 0.03 d | 0.94 ± 0.05 a | n.d. | 86.32 ± 2.12 de |
| 2% NA/SH | 39.31 ± 2.06 bcd | 0.43 ± 0.02 b | 2.06 ± 0.11 b | n.d. | 77.48 ± 0.11 b |
| 5% NA/SH | 44.42 ± 2.76 de | 0.52 ± 0.03 c | 1.36 ± 0.08 a | n.d. | 84.14 ± 2.86 cd |
| 2% SH/SA | 35.73 ± 1.72 ab | 0.32 ± 0.02 a | 6.59 ± 0.32 d | n.d. | 80.07 ± 0.15 bc |
| 2% SH/NA | 40.75 ± 1.82 bcde | 0.44 ± 0.02 b | 7.37 ± 0.33 d | n.d. | 78.54 ± 1.22 b |
| 5% SH/SA | 37.39 ± 2.05 abc | 0.32 ± 0.02 a | 3.26 ± 0.18 c | n.d. | 84.76 ± 0.99 d |
| 5% SH/NA | 45.28 ± 1.69 e | 0.70 ± 0.03 d | 3.78 ± 0.14 c | n.d. | 90.61 ± 2.01 e |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dziekońska-Kubczak, U.; Berłowska, J.; Dziugan, P.; Patelski, P.; Balcerek, M.; Pielech-Przybylska, K.; Robak, K. Two-Stage Pretreatment to Improve Saccharification of Oat Straw and Jerusalem Artichoke Biomass. Energies 2019, 12, 1715. https://doi.org/10.3390/en12091715
Dziekońska-Kubczak U, Berłowska J, Dziugan P, Patelski P, Balcerek M, Pielech-Przybylska K, Robak K. Two-Stage Pretreatment to Improve Saccharification of Oat Straw and Jerusalem Artichoke Biomass. Energies. 2019; 12(9):1715. https://doi.org/10.3390/en12091715
Chicago/Turabian StyleDziekońska-Kubczak, Urszula, Joanna Berłowska, Piotr Dziugan, Piotr Patelski, Maria Balcerek, Katarzyna Pielech-Przybylska, and Katarzyna Robak. 2019. "Two-Stage Pretreatment to Improve Saccharification of Oat Straw and Jerusalem Artichoke Biomass" Energies 12, no. 9: 1715. https://doi.org/10.3390/en12091715