1. Introduction
The food industry plays a fundamental role in national manufacturing industries and in the economy, worldwide. However, in order to remain competitive, it should focus on openness and extroversion, product quality, and the promotion of national brands, which can be achieved by investing in specialized human resources, new technologies, and innovation [
1]. Currently, white biotechnology (industrial applications of biotechnology with enzymes and micro-organisms as key tools) is the cornerstone of the future industrial economy, paving the way for energy and environmentally sustainable processes, transforming raw materials into nutritious, valuable products with minimized waste generation [
2]. However, many of these efforts are not applied because of drawbacks related to productivity, ease of application and production cost. However, low-cost renewable resources still have a high potential to develop innovative and efficient biological conversion systems.
Raisins are dried grapes produced by sun, shade, or mechanical drying. In Greece, the famous Corinthian currant variety (small black Vitis vinifera L. raisins) is an old, historic product that played an important role in the development of the Greek State as an important exporting commodity (currently accounting for about 80% of the total global production). The Greek market absorbs less than 2% of the total production. The Corinthian currant is a dual-use variety of grapes that can be used as snack raisins or to produce wine. The current area used for the cultivation of raisins in Greece is about 10,000 ha. They are cultivated in non-irrigated, sloped mountainous areas of 300–1200 m in altitude. These areas have been reduced by about 5000 ha in the last 15 years because of the high cultivation and processing costs, as well as because of the lack of governmental subsidies. Their production and quality are also highly affected by occasional and long-term climate changes (global climate change).
There are three main sub-varieties of the product: the
Gulf, the
Provincial, and the
Vostitsa currants.
Vostitsa is the top quality, produced exclusively in the area of Aeghion (Latitude 38°14’54’’N; Longitude 22°04’54’’E), where soil-climatic conditions, with the effects of sea breeze and sunshine, are ideal. It is the highest quality type of Corinthian currant, standing out for its unique flavor, and is exported to almost all the countries in the world, but mainly England.
Vostitsa is a product of designated origin (PDO) (Ministerial Decree No. 442597, 1993; Commission Regulation No. 1549/98, 1998) [
3,
4].
In recent years, companies working with this product have made a lot of progress and innovation, including engagement in intense research activities to determine the nutritional value of the product. The published research shows that the
Vostitsa currants are an excellent source of antioxidant polyphenols and retain their antioxidant activity during processing [
5,
6,
7]. They are also rich in fiber with potential prebiotic properties, they present high bioavailability of micronutrients [
8], they have anticancer properties [
9], and have a moderate Glycemic Index, albeit their sweetness, therefore they can be consumed by patients with diabetes [
10].
A company that processes currants generates a large amount of a lower quality side-stream (~5% of total production), with ~70% invert sugar content. In Greece, this side-stream is mainly used for vinegar production and to a lesser extent for raisin syrup production. This nutritional side-stream has a huge potential for biotechnological exploitation as substrate to produce a variety of added-value products (fermented foods, single cell proteins, and valuable microbial metabolites). The solid residues can also be valorized in a biorefinery manner through the recovery of functional food formulations (antioxidant polyphenols, prebiotic fiber, etc.).
Bacterial cellulose (BC) is a nano-fibrous material used as an emulsifier and gel forming agent in foods, textiles, and cosmetics, as well as for medical purposes (wound dressings, burn treatments, and medical devices), and advanced material applications (biosensing materials, etc.) [
11]. Its structural, physicochemical, and mechanical properties are superior to those of plant cellulose—it has high purity, increased water holding ability, strength, and better moldability. BC is produced by various species, such as certain algae and bacteria (
Acetobacter,
Rhizobium,
Agrobacterium,
Salmonella,
Escherichia,
Sarcina, etc.) [
11]. Despite its high application potential, the BC production cost in synthetic media is prohibitive. Efforts using low cost agri-food waste substrates have shown that optimized production for industrial applications requires small-scale fermentation, selection of effective producing strains, and optimized conditions (temperature, pH level, dissolved oxygen, medium composition, agitation speed) [
11]. BC can also form nanomaterials [
12] and composites with other polymers (chitosan, collagen, polyaniline, silk-sericin), and nanoparticles (Ag, ZnO, TiO
2, C-nanotubes) that have many practical applications [
11].
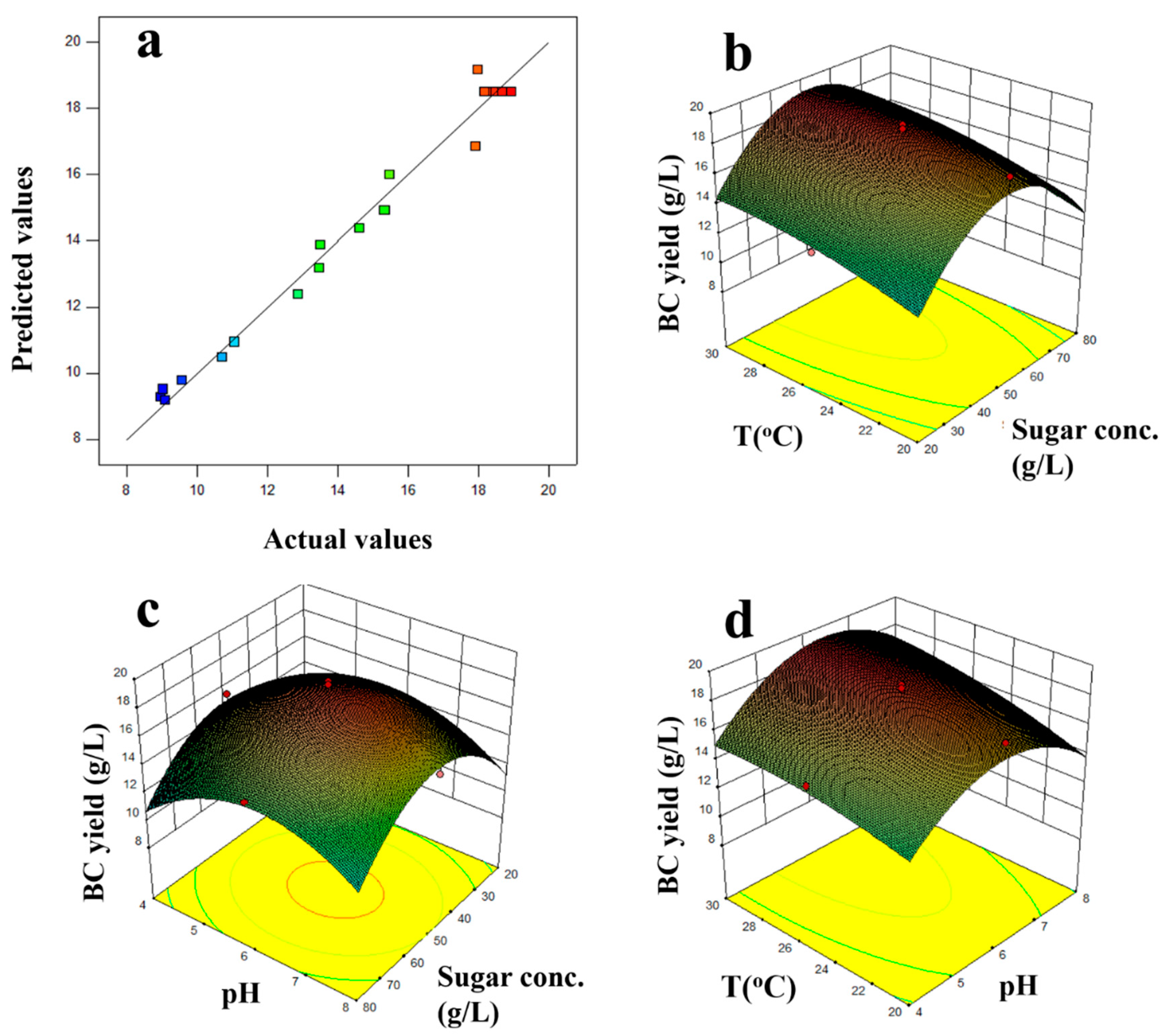
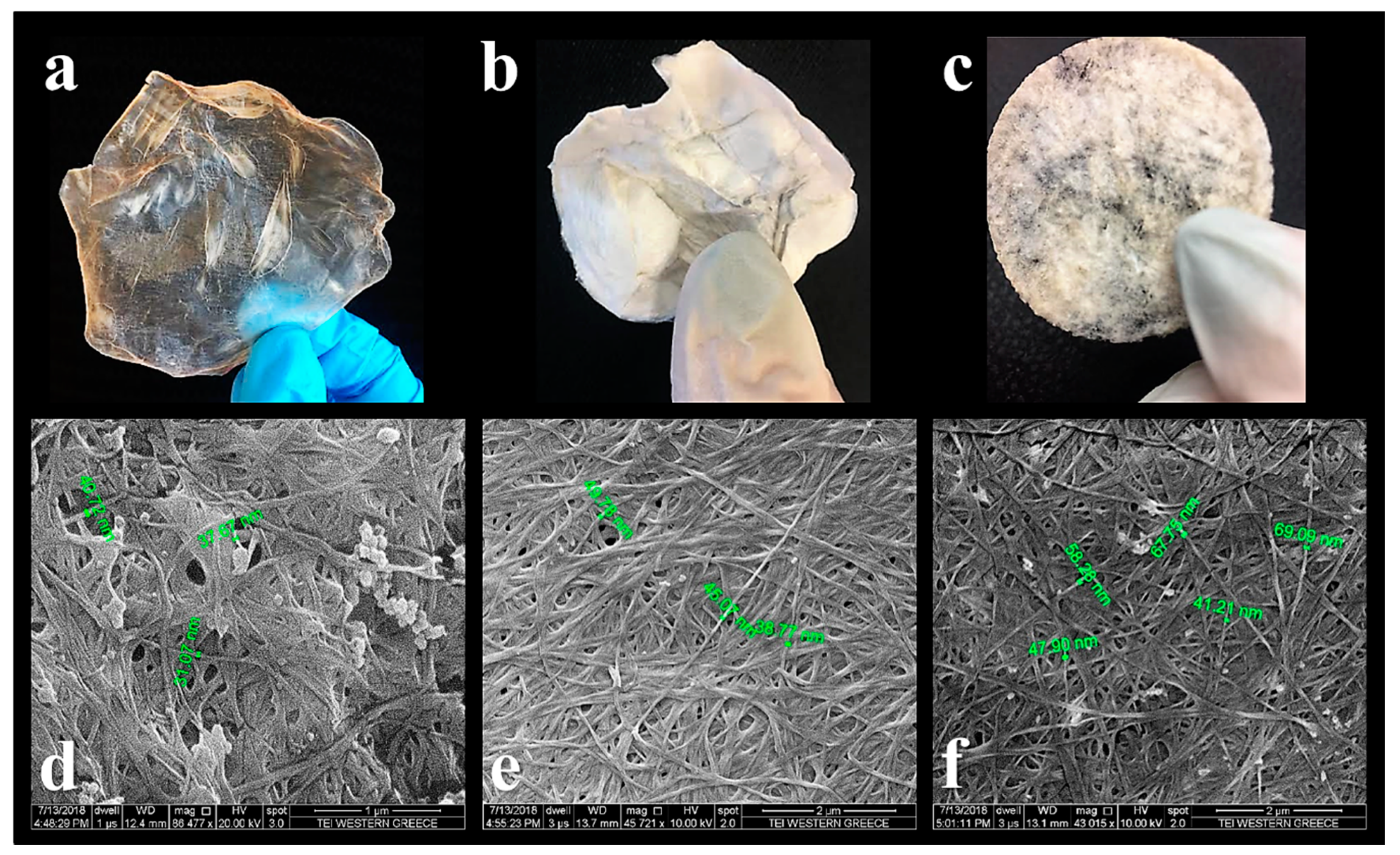
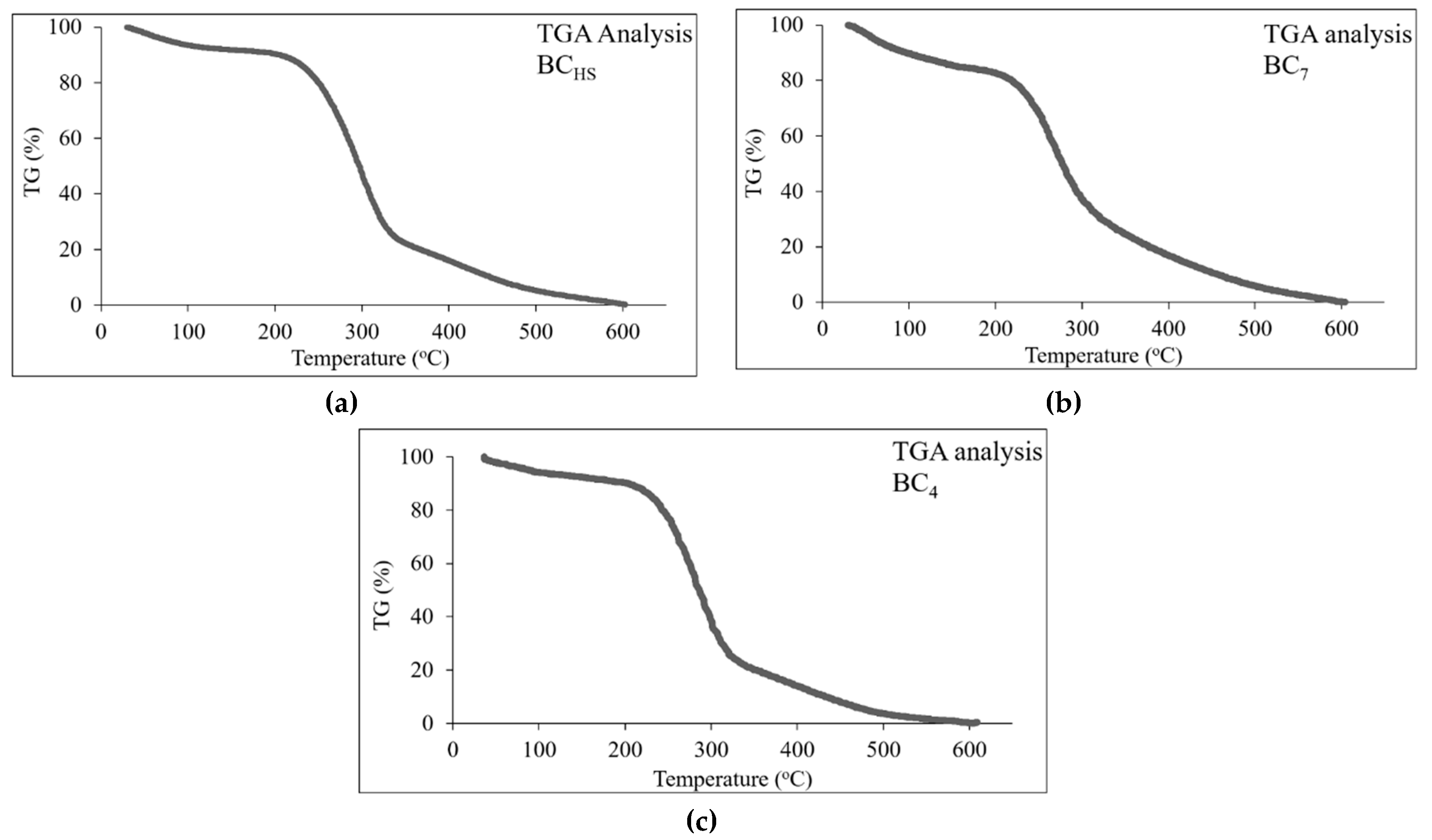
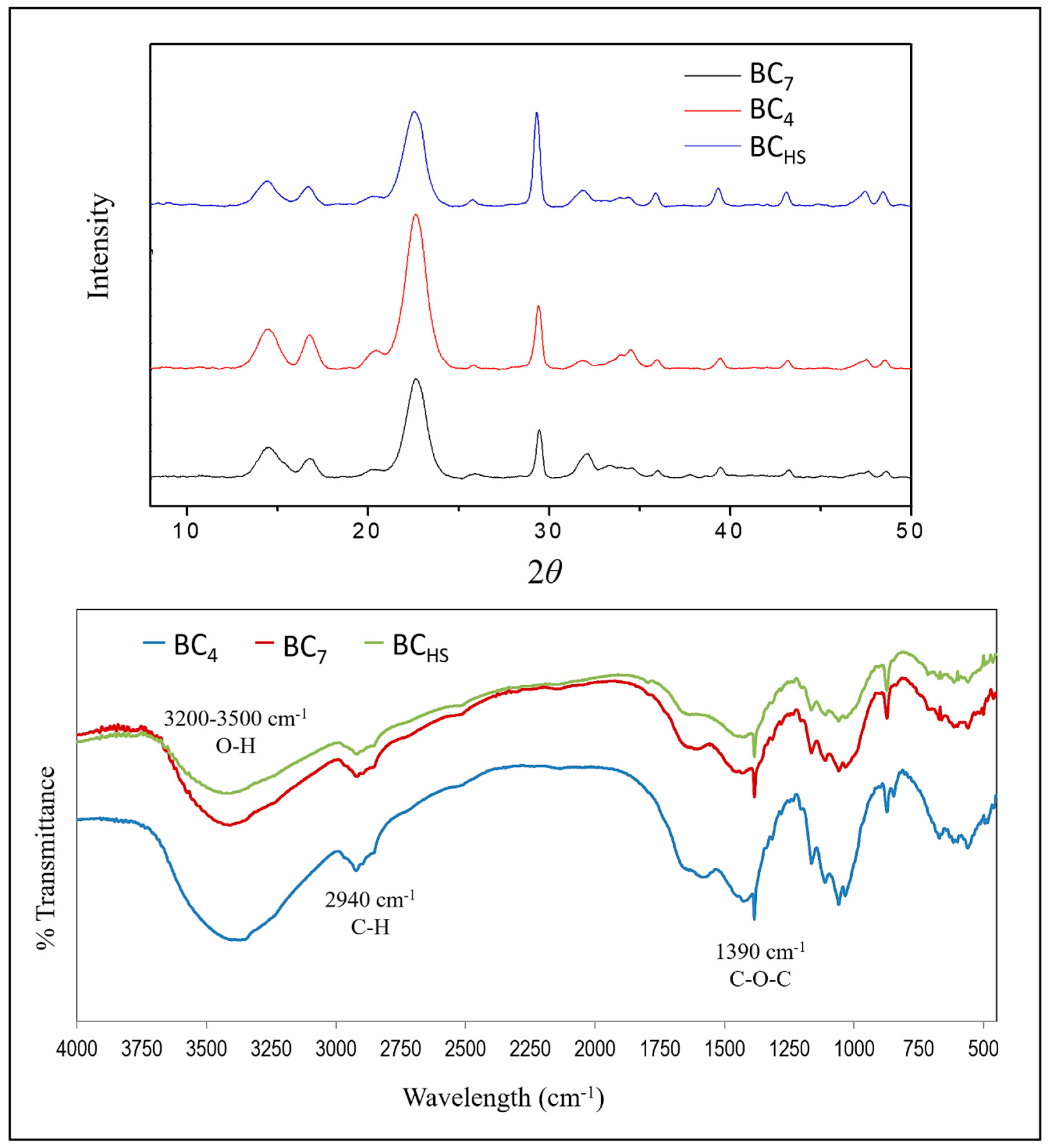
The aim of this study was the development of a novel bioprocess for the production of BC utilizing the Corinthian currant finishing side-streams (CFS) as raw material, including optimization of the BC production conditions (sugar concentration of the CFS extracts, pH level, temperature, and addition of nitrogen (N)-source or cheese whey), drying of the produced BC with various techniques, and its surface and physicochemical characterization by scanning electron microscopy (SEM), X-ray diffractometry (XRD), Fourier transform-infrared spectroscopy (FT-IR), N2 adsorption/desorption porosimetry analysis, and thermogravimetric/differential thermal analysis (TGA/DTA).
4. Conclusions and Future Work
CFS is a material of low cost but with a similar chemical composition and nutritional value as the originating product (Corinthian currants). This work showed that CFS can be used as substrate for the production of added-value (bio)products. To fully exploit this highly nutritional side-stream, the contained sugar was converted to BC with a good yield during a 7-day process. In a parallel study, the CFS extract was used for the production of good quality white wine using immobilized yeast, while the solid residue was extracted using different solvents to recover antioxidant phenolics in a biorefinery manner, showing that hydroalcoholic extraction or ethanol/methanol combinations are the best treatments for this purpose [
25].
The BC produced in this work and all substrates were food grade. Therefore, this methodology can be used to produce foods with prebiotic properties, for example similar to the traditional Asian food nata-de-coco, using the highly nutritious and delicious CFS and the abundant cheese whey effluent as raw materials. Whey can also be evaluated after various proteolytic pretreatments as a sole N-source, which is the aim of ongoing studies.
The findings of the textural analysis carried out in this work are also useful in the case that BC will be used for other food or non-food purposes (e.g., fabrication of BC-based biocomposites for antibacterial films [
26], thermoplastic polymers, and other materials [
27]).
Finally, the exploitation of CFS in a biorefinery manner for food products (prebiotic/antioxidant foods), biobased materials (BC), and food additives (antioxidant phenolics), will maximize the profits of the raisin processing companies, that will also be able to subsidize the grape farmers who gradually abandon the cultivation of raisins because of intolerable production costs and lack of governmental subsidies. An environmental impact is also expected because of waste minimization.







{kind=link}
{kind=link}
{kind=link}
{kind=link}