Variations of the Elastic Properties of the CoCrFeMnNi High Entropy Alloy Deformed by Groove Cold Rolling

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
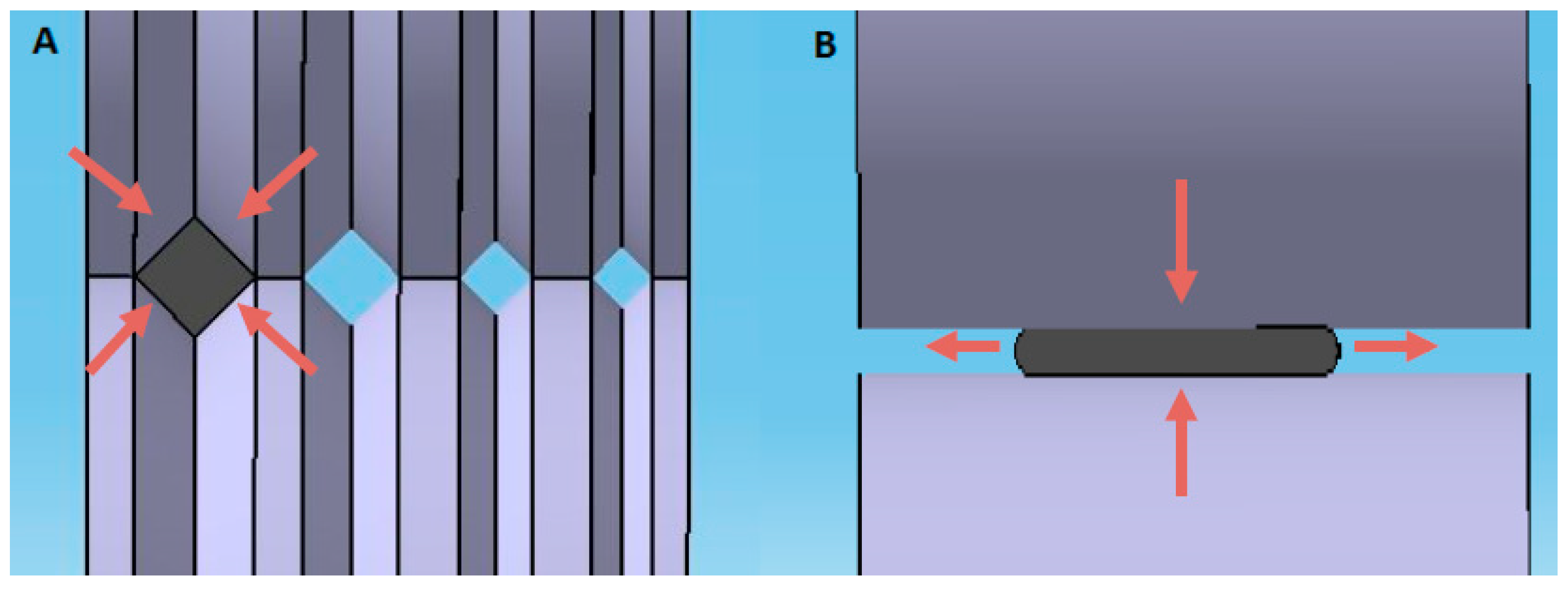
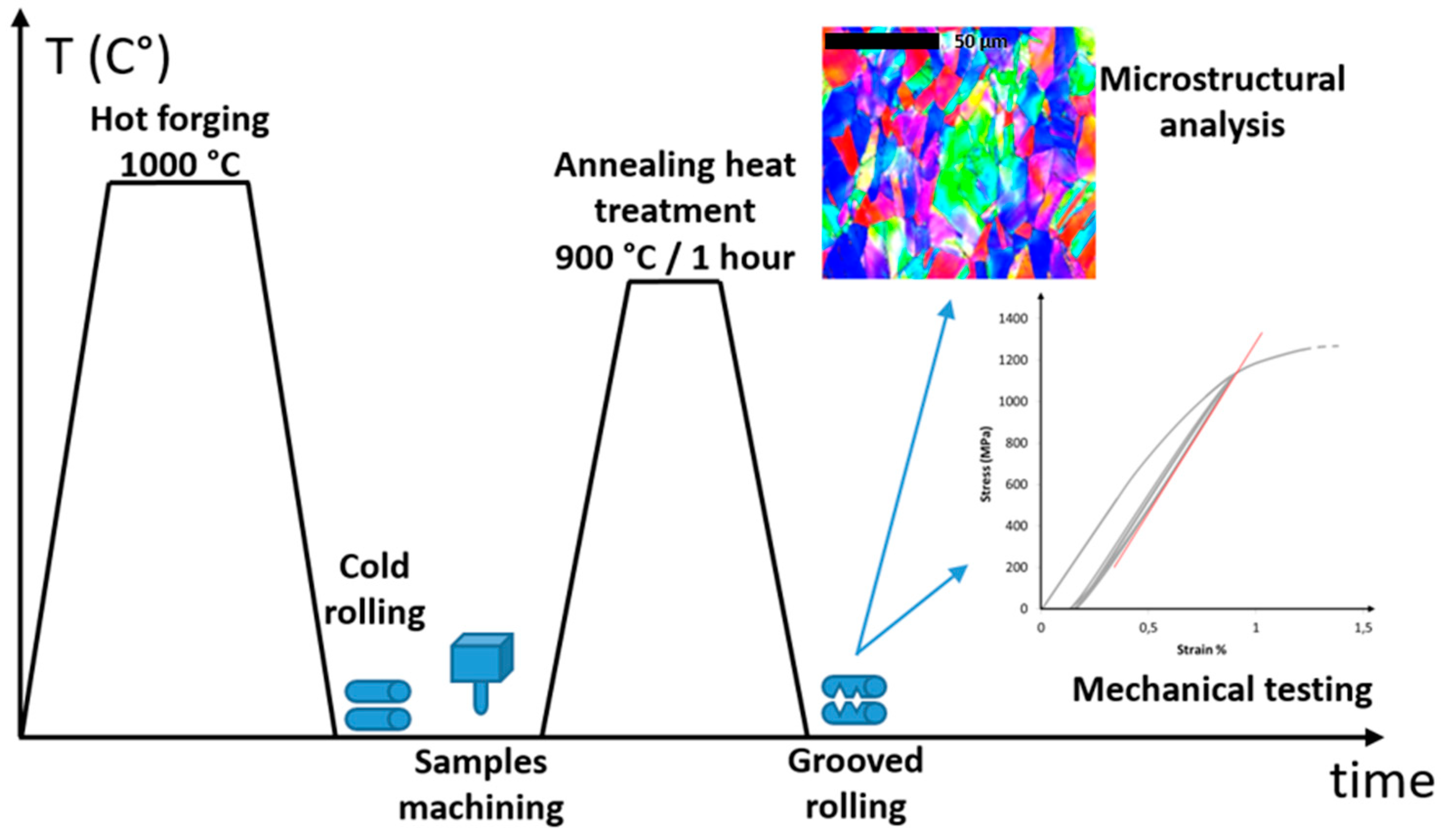
2.1. Samples Production
2.2. Mechanical Testing
2.3. Microstructural Analysis
3. Results
3.1. Microhardness and Tensile Results
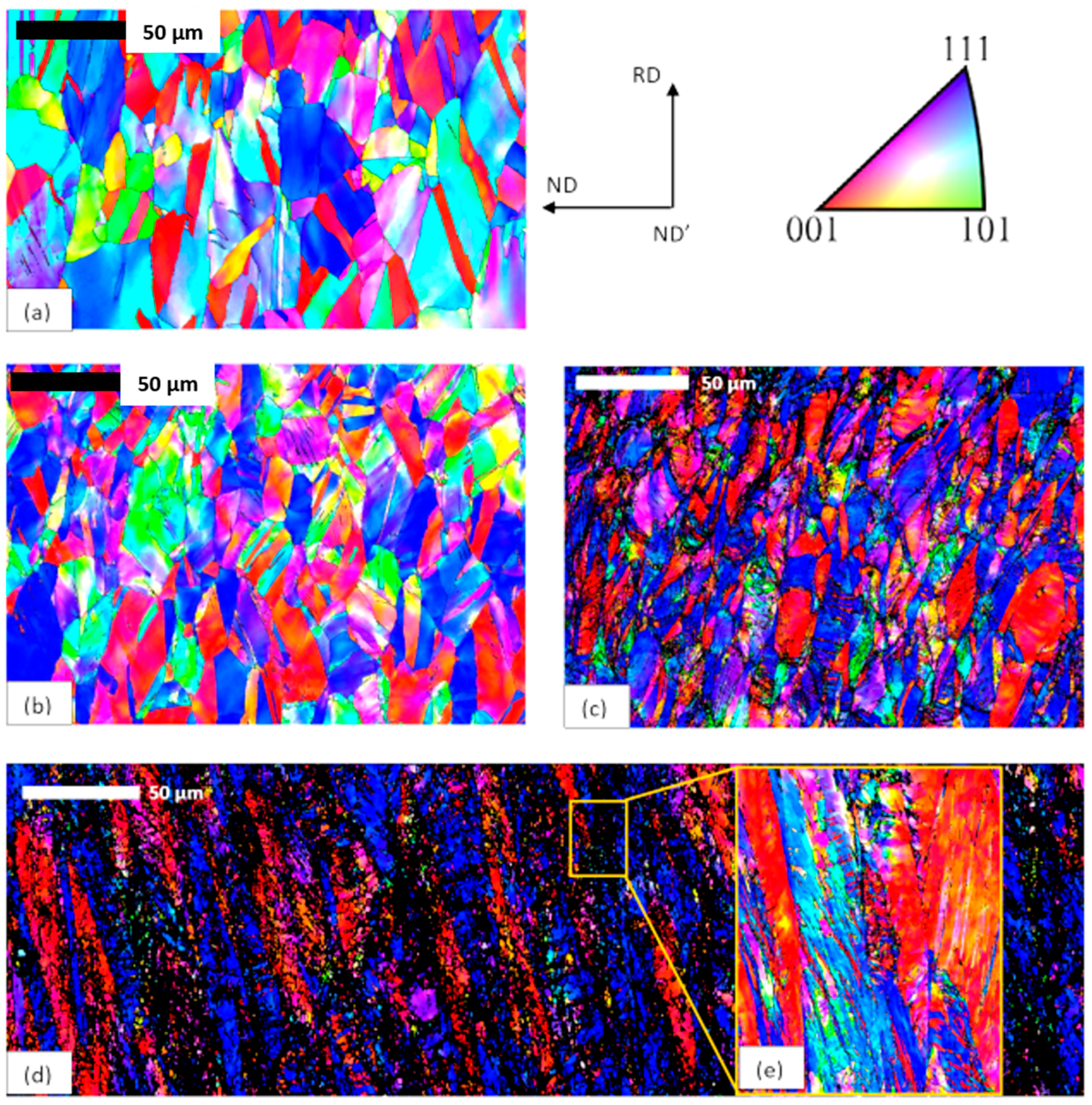
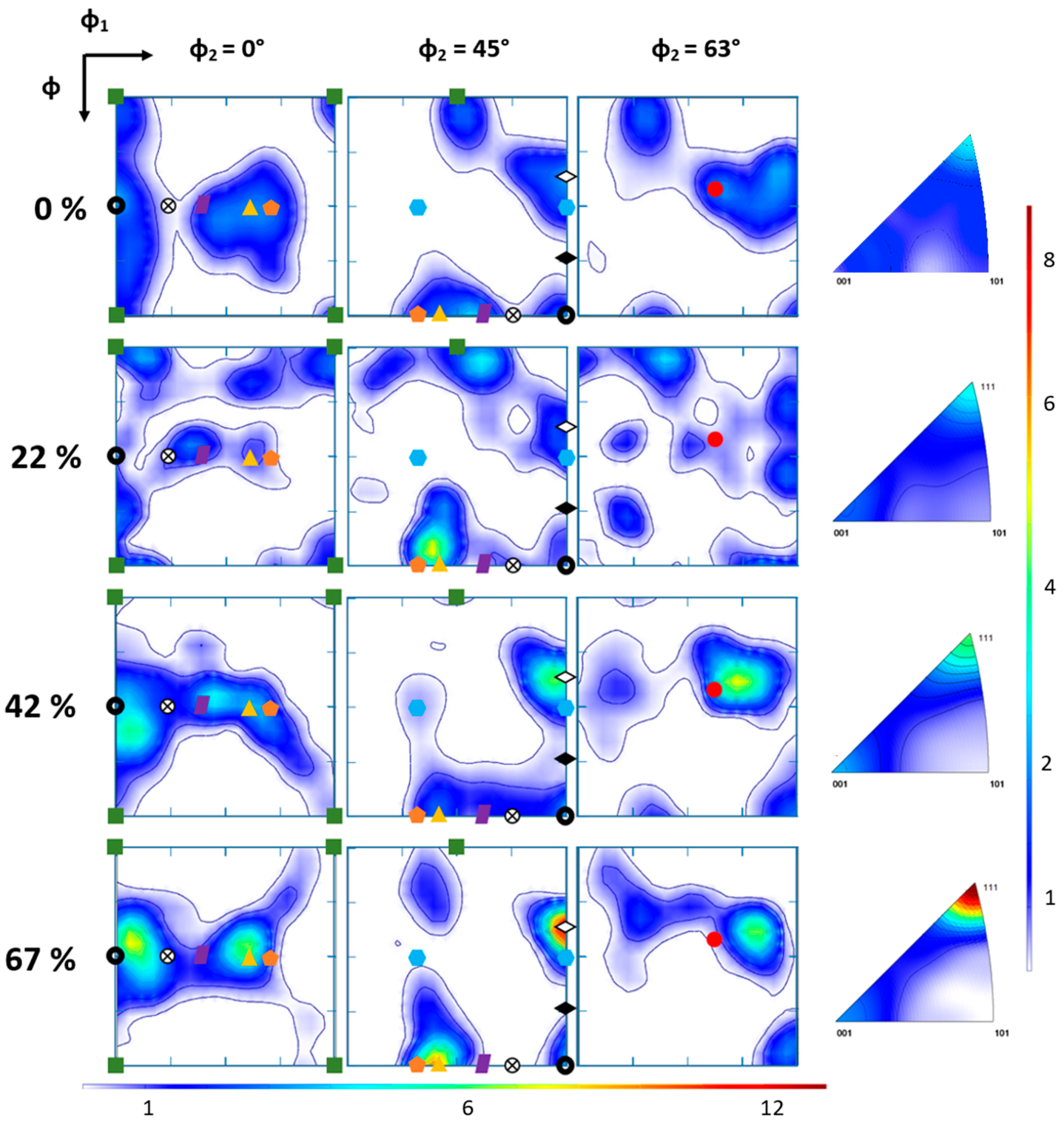
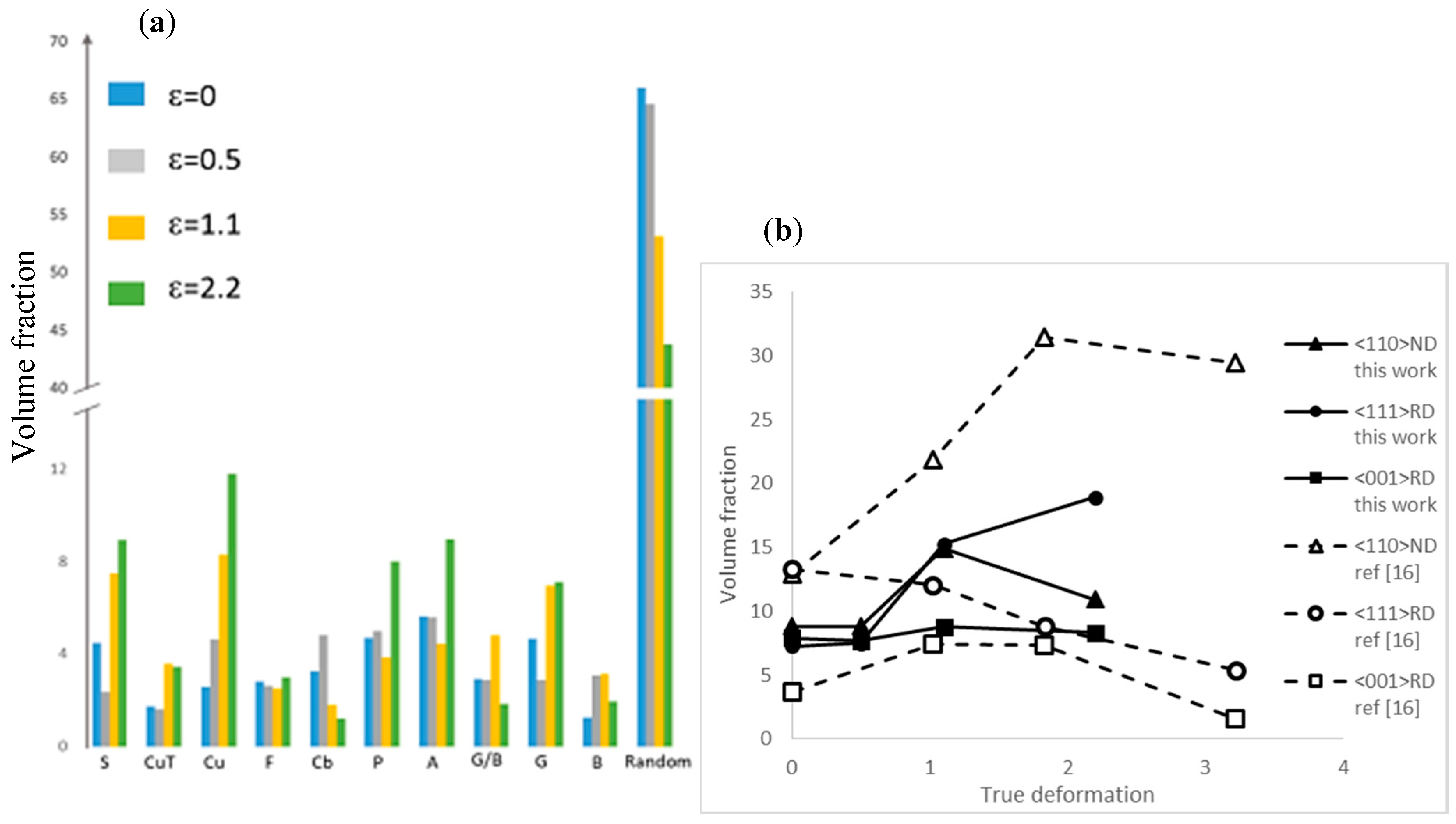
3.2. Texture Analysis
4. Discussion
5. Conclusions
- -
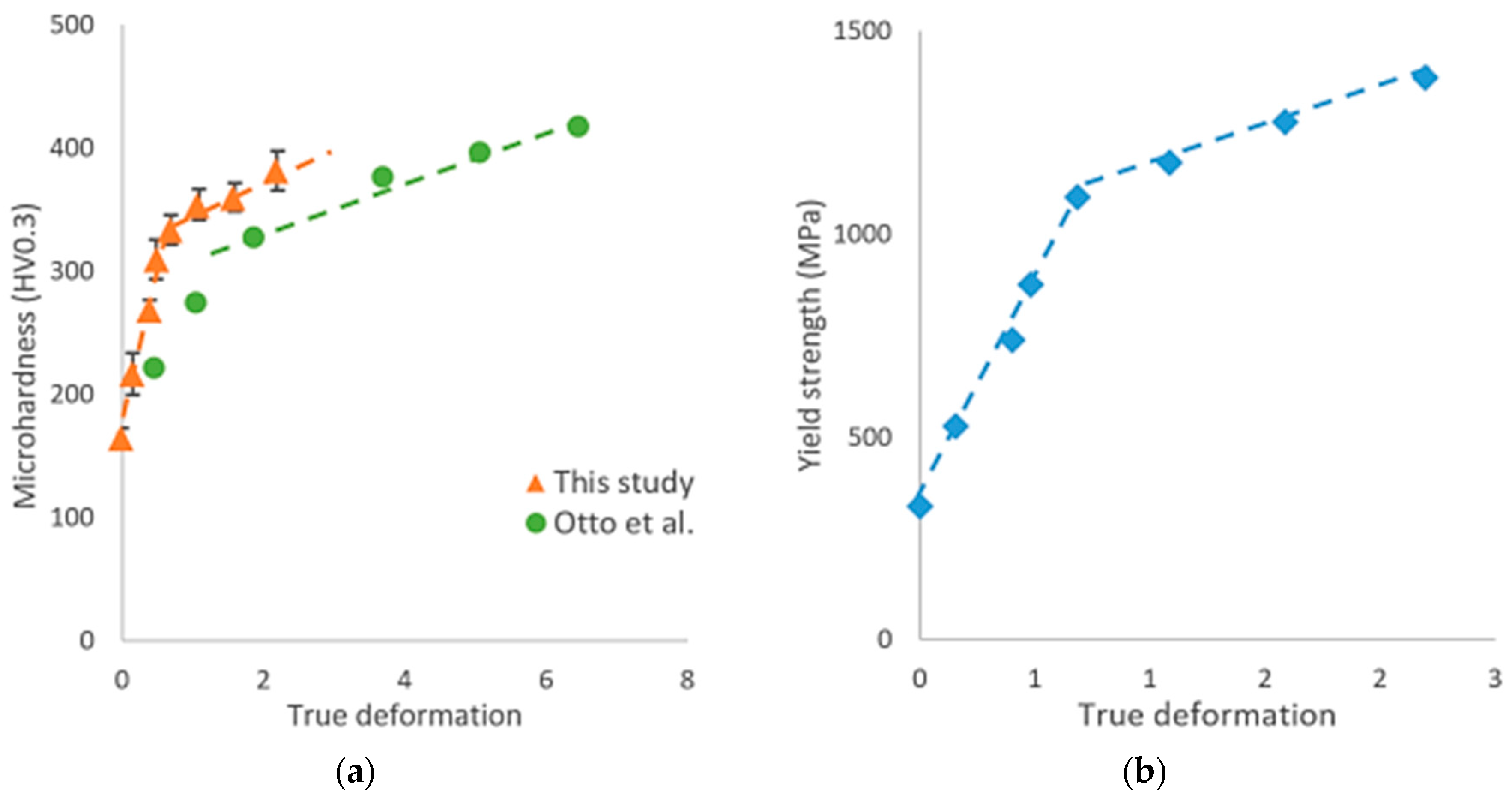
- Both the microhardness and the yield strength exhibited similar evolution as the area reduction ratio applied by groove cold rolling increased. A first marked increase until a groove rolling deformation of about 0.5 was followed by a moderate increase under higher strain level. This two-step behavior has been attributed to change in the activated deformation mechanisms, and characterized by a transition from dislocation mechanism and dislocation + twinning deformation mechanism as reported by Otto et al. [8] and Haase et al. [18]. For the groove rolling process, these breakdowns occurred at lower levels of deformation in comparison to conventional cold rolling.
- -
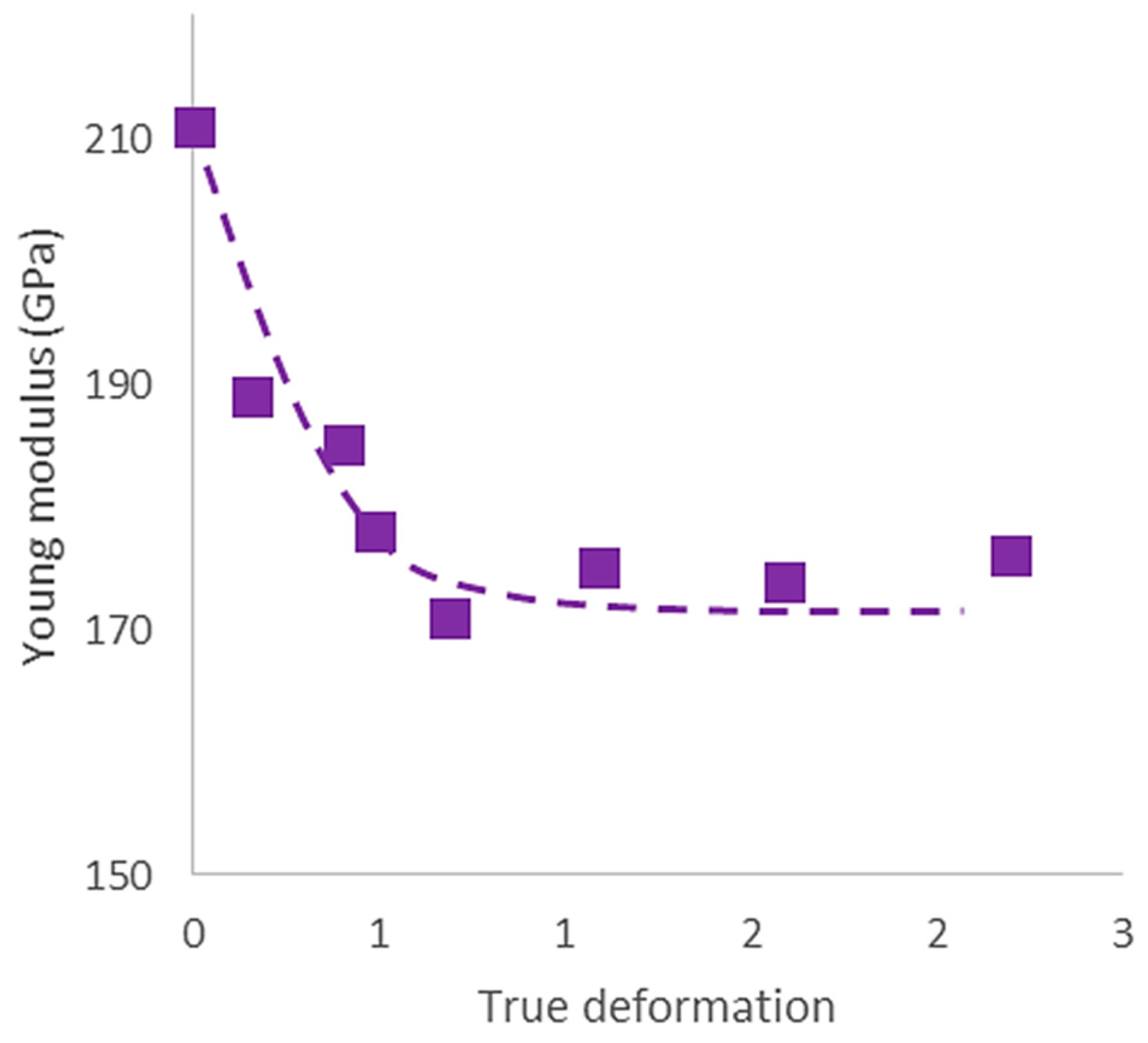
- The Young’s modulus also displayed a two-step variation as the groove cold rolled deformation increased. An approximately 15% decrease from 210 GPa to 175 GPa was observed between annealed HEA samples and those deformed up to about 0.5 by groove rolled process. For higher level of the groove cold rolling deformation, the Young’s modulus value stabilized around 175 GPa. This evolution of the elastic property, which could not be attributed by a modification of the crystallographic texture, has been explained by the transition of operating deformation mechanisms between gliding of non-pinned dislocations within dislocation cell in the first stage, and contribution of twinning for larger values of the groove rolling deformation.
- -
- The texture analysis highlighted a complex crystallographic texture induced by groove cold rolling deformation. This texture has been described as a hybrid texture between the texture developed during conventional rolling and that from swaging or drawing process. This texture was found to consist in a combination of <111> fiber texture along the RD, <110> fiber texture along ND and ND’ and <001> texture along RD. At higher strain level, the <110> fiber texture tended to disappear for the benefit of <111> fiber texture along the RD. This texture was found to be consistent with the bi-axial deformation induced by groove cold rolling but could not account for the decrease in the Young’s modulus.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gao, M.C.; Yeh, J.; Liaw, P.K.; Zhang, Y. High-Entropy Alloys: Fundamentals and Applications; Springer Internationnal Publishing: New York, NY, USA, 2016. [Google Scholar]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-Entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Yeh, J.W. Alloy design strategies and future trends in high-Entropy alloys. JOM 2013, 65, 1759–1771. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, X.; Liaw, P.K. Alloy design and properties optimization of high-Entropy. JOM 2013, 63, 830–838. [Google Scholar] [CrossRef]
- Miracle, D.; Senkov, O. A critical review of high entropy alloys and related. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.; Knight, P.; Vincent, A. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375, 213–218. [Google Scholar] [CrossRef]
- Sun, S.; Tian, Y.; Lin, H.; Dong, X.; Wang, Y.; Zhang, Z.; Zhang, Z. Enhanced strength and ductility of bulk CoCrFeMnNi high entropy alloy having fully recrystallized ultrafine-grained structure. Mater. Des. 2017, 133, 122–127. [Google Scholar] [CrossRef]
- Otto, F.; Dlouhy, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2013, 61, 5743–5755. [Google Scholar] [CrossRef] [Green Version]
- Laplanche, G.; Gadaut, P.; Horst, O.; Otto, F.; Eggeler, G.; George, E.P. Temperature dependencies of the elastic young moduli and thermal expansion coefficient of an equiatomic, single-phase CoCrFeMnNi high-entropy alloy. J. Alloys Compd. 2015, 623, 348–353. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Otto, F.; Pharr, G.; George, E. Recovery, recrystallization, grain growth and phase stability of a family of FCC-Structured multi-Component equiatomic solid solution alloys. Intermetallics 2014, 46, 131–140. [Google Scholar] [CrossRef]
- Bracq, G.; Laurent-Brocq, M.; Perrière, L.; Pirès, R.; Joubert, J. The fcc solid solution stability in the Co-Cr-Fe-Mn-Ni multi-Component high-Entropy alloy. Acta Mater. 2017, 128, 327–336. [Google Scholar] [CrossRef]
- Laurent-Brocq, M.; Akhatova, A.; Perrière, L.; Chebini, S.; Sauvage, X.; Leroy, E.; Champion, Y. Insights into the phase diagram of CrMnFeCoNi high entropy alloy. Acta Mater. 2015, 88, 355–365. [Google Scholar] [CrossRef]
- Bae, J.; Moon, J.; Jang, M.; Yim, D.; Kim, D.; Lee, S.; Kim, H. Trade-off between tensile property and formability by partial recrystallization of CrMnFeCoNi high-Entropy alloy. Mater. Sci. Eng. A 2017, 703, 324–330. [Google Scholar] [CrossRef]
- Pradeep, K.; Tasan, C.; Yao, M.; Deng, Y.; Springer, H.; Raabe, D. Non-Equiatomic high entropy alloys: Approach towards rapid alloy screening and property-Oriented design. Mater. Sci. Eng. A 2015, 648, 183–192. [Google Scholar] [CrossRef]
- Otto, F.; Hanold, N.; George, E. Microstructural evolution after thermomechanical processing in an equiatomic, single-Phase CoCrFeMnNi high-Entropy alloy with special focus on twin boundaries. Intermetallics 2014, 54, 39–48. [Google Scholar] [CrossRef]
- Dan Sathiaraj, G.; Bhattacharjee, P. Effect of cold-rolling strain on the evolution of annealing texture of equiatomic CoCrFeMnNi high entropy alloy. Mater. Charact. 2015, 109, 189–197. [Google Scholar] [CrossRef]
- Dan Sathiaraj, G.; Bhattacharjee, P. Effect of starting grain size on the evolution of microstructure and texture during thermo-mechanical processing of CoCrFeMnNi high entropy alloy. J. Alloys Compd. 2015, 647, 92–96. [Google Scholar] [CrossRef]
- Haase, C.; Barrales-Mora, L. Influence of deformation and annealing twinning on the microstructure and texture evolution of face-centered cubic high-entropy alloy. Acta Mater. 2018, 150, 88–103. [Google Scholar] [CrossRef]
- Laplanche, G.; Horst, O.; Otto, F.; Eggeler, G.; George, E. Microstructural evolution of a CoCrFeMnNi high-Entropy alloy after swaging and annealing. J. Alloys Compd. 2015, 647, 548–557. [Google Scholar] [CrossRef]
- Skrotzki, W.; Pukenas, A.; Joni, B.; Odor, E.; Ungar, T.; Hohenwarter, A.; Pippan, R. Microstructure and texture evolution during severe plastic deformation of CrMnFeCoNi high-entropy alloy. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Sydney, Australia, 2–7 July 2017; Volume 194. [Google Scholar]
- Dan Sathiaraj, G.; Bhattacharjee, P. Analysis of microstructure and microtexture during grain growth in low stacking fault energy equiatomic CoCrFeMnNi high entropy and Ni–60 wt.%Co alloys. J. Alloys Compd. 2015, 637, 267–276. [Google Scholar] [CrossRef]
- Huang, S.; Li, W.; Lu, S.; Tian, F.; Shen, J.; Holmström, E.; Vitos, L. Temperature dependent stacking fault energy of FeCoCrNiMn high entropy alloy. Scr. Mater. 2015, 108, 44. [Google Scholar] [CrossRef]
- Laplanche, G.; Kostka, A.; Horst, O.; Eggeler, G.; George, E. Microstructure evolution and critical stress for twinning in the CrMnFeCoNi high-entropy alloy. Acta Mater. 2016, 118, 152–163. [Google Scholar] [CrossRef]
- Kang, M.; Won, J.; Kwon, J.; Na, Y. Intermediate strain rate deformation behavior of a CoCrFeMnNi high entropy alloy. Mater. Sci. Eng. A 2017, 707, 16–21. [Google Scholar] [CrossRef]
- Mott, N. A theory of work-hardening of metal crystals. Philos. Mag. 1952, 43, 1151–1178. [Google Scholar] [CrossRef]
- Friedel, F. Anomaly in the rigidity modulus of copper alloys for small concentrations. Philos. Mag. 1953, 44, 444–448. [Google Scholar] [CrossRef]
- Benito, J.; Manero, J.; Jorba, J.; Roca, A. Change of Young’s Modulus of Cold-Deformed Pure Iron in a Tensile Test. Metall. Mater. Trans. A 2005, 36, 3317–3324. [Google Scholar] [CrossRef]
- Callister, W.D. Materials Science and Engineering: An Introduction, 8th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Beausir, B.; Fundenberger, J.J. ATEX-Analysis Tools for Electron and X-Ray Diffraction. Available online: http://atex-software.eu/ (accessed on 28 June 2018).
- Ge, H.; Song, H.; Shen, J.; Tian, F. Effect of alloying on the thermal-elastic properties of 3d high-Entropy alloys. Mater. Chem. Phys. 2018, 210, 302–326. [Google Scholar] [CrossRef]
- Ledbetter, H.; Kim, S. Low Temperature Elastic constants of deformed polycrystalline copper. Mater. Sci. Eng. A 1988, 101, 87–92. [Google Scholar]
- Morestin, F.; Boivin, M. On the necessity of taking into account the variation in the young modulus with plastic strain in elastic-Plastic software. Nucl. Eng. Des. 1996, 162, 107–116. [Google Scholar] [CrossRef]
- Elmay, W.; Prima, F.; Gloriant, T.; Bolle, B.; Zhong, Y.; Patoor, E.; Laheurte, P. Effects of thermomechanical process on the microstructure and mechanical properties of a fully martensitic titanium-Based biomedical alloy. J. Mech. Behav. Biomed. Mater. 2013, 18, 47–56. [Google Scholar] [CrossRef] [PubMed]
- Yamaguchi, K.; Adachi, H.; Takakura, N. Effects of plastic strain and strain path on young’s modulus of sheet metals. Met. Mater. 1998, 4, 420–425. [Google Scholar]
- Böcker, W.; Bunge, H.J.; Reinert, T. Anomalies of young modulus in Fe-Cu composites after high degree of deformation. Mater. Sci. Forum 1994, 157, 1551–1558. [Google Scholar] [CrossRef]
- Joo, S.; Kato, H.; Jang, M.; Moon, J.; Tsai, C.; Yeh, J.; Kim, H. Tensile deformation behavior and deformation twinning of an equimolar CoCrFeMnNi high-Entropy alloy. Mater. Sci. Eng. A 2017, 689, 122–133. [Google Scholar] [CrossRef]
- Kireeva, I.; Chumlyakov, Y.; Pobedennaya, Z.; Vyrodova, K.I.; Karaman, I. Orientation dependence of twinning in single crystalline CoCrFeMnNi high-Entropy alloy. Mater. Sci. Eng. A 2017, 705, 176–181. [Google Scholar] [CrossRef]
- Kalua, P.; Brandao, L.; Ortiz, F.; Egungwu, O.; Igeb, F. On the texture evolution in swaged Cu-Based wires. Acta Metall. 1998, 38, 1755–1761. [Google Scholar]
- Kauffman, A.; Freudenberger, J.; Klauss, H.; Klemm, V.; Schillinger, W.; Subramanya-Sarma, V.; Schultz, L. Properties of cryo-Drawn copper with severely twinned microstructure. Mater. Sci. Eng. A 2013, 588, 132–141. [Google Scholar] [CrossRef]
- Bunge, H. Texture Analysis in Materials Science; Mathematical Methods; Butterworth-Heinemann: Oxrord, UK, 1968. [Google Scholar]
- Nye, J. Physical Properties of Crystal: Their Representation by Tensors and Matrices; Oxford Science Publications; Oxford University Press: Oxford, UK, 1957. [Google Scholar]
- Tian, F.Y.; Varga, L.K.; Chen, N.X.; Delczeg, L.; Vitos, L. Ab initio investigation of high-entropy alloys of 3d elements. Phys. Rev. Lett. B. 2013, 87, 075144. [Google Scholar] [CrossRef]





 , G:
, G:  , B:
, B:  , G/B: ⨂, Cu: <>, A:
, G/B: ⨂, Cu: <>, A:  , F:
, F:  , P:
, P:  , CuT: ◆, S:
, CuT: ◆, S:  , as defined in Table 2.
, G: , B: , G/B: ⨂, Cu: <>, A: , F: , P: , CuT: ◆, S: , as defined in Table 2.
, as defined in Table 2.
, G: , B: , G/B: ⨂, Cu: <>, A: , F: , P: , CuT: ◆, S: , as defined in Table 2.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ei (mm) | ef (mm) | Section Reduction (%) | True Deformation |
|---|---|---|---|
| 9.3 | 9.3 | 0.0 | 0.0 |
| - | 8.6 | 14.5 | 0.2 |
| - | 7.6 | 33.2 | 0.4 |
| - | 7.3 | 38.4 | 0.5 |
| - | 6.6 | 49.6 | 0.7 |
| - | 5.4 | 66.3 | 1.1 |
| - | 4.2 | 79.6 | 1.6 |
| - | 3.1 | 88.9 | 2.2 |
| Texture Component | Symbol | Euler Angle φ1, Φ, φ2 | Miller Indices |
|---|---|---|---|
| Cb (Cube) | | 0, 0, 0 | {001}<100> |
| G (Goss) | | 0, 45, 0 | {110}<100> |
| B (Brass) | | 35, 45, 0 | {110}<112> |
| G/B (Goss/Brass) | ⨂ | 74, 90, 45 | {110}<115> |
| Cu (Copper) | <> | 90, 35, 45 | {112}<111> |
| A | | 35, 90, 45 | {110}<111> |
| F | | 30/90, 55, 45 | {111}<112> |
| P | | 30, 90, 45 | {011}<211> |
| CuT | ◆ | 90, 74, 45 | {552}<115> |
| S | | 59, 37, 63 | {123}<634> |
| ε | 0 | 0.5 | 1.1 | 2.2 |
|---|---|---|---|---|
| r | 1.9 ± 0.7 | 2.3 ± 0.7 | 3.4 ± 1.0 | 5.8 ± 2.0 |
| E (GPa) | 262.2 ± 5.8 | 263.0 ± 13.1 | 262.8 ± 13.1 | 279.0 ± 12.3 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lohmuller, P.; Peltier, L.; Hazotte, A.; Zollinger, J.; Laheurte, P.; Fleury, E. Variations of the Elastic Properties of the CoCrFeMnNi High Entropy Alloy Deformed by Groove Cold Rolling. Materials 2018, 11, 1337. https://doi.org/10.3390/ma11081337
Lohmuller P, Peltier L, Hazotte A, Zollinger J, Laheurte P, Fleury E. Variations of the Elastic Properties of the CoCrFeMnNi High Entropy Alloy Deformed by Groove Cold Rolling. Materials. 2018; 11(8):1337. https://doi.org/10.3390/ma11081337
Chicago/Turabian StyleLohmuller, Paul, Laurent Peltier, Alain Hazotte, Julien Zollinger, Pascal Laheurte, and Eric Fleury. 2018. "Variations of the Elastic Properties of the CoCrFeMnNi High Entropy Alloy Deformed by Groove Cold Rolling" Materials 11, no. 8: 1337. https://doi.org/10.3390/ma11081337