Effects of Substrate Preheating Temperatures on the Microstructure, Properties, and Residual Stress of 12CrNi2 Prepared by Laser Cladding Deposition Technique


Abstract
:1. Introduction
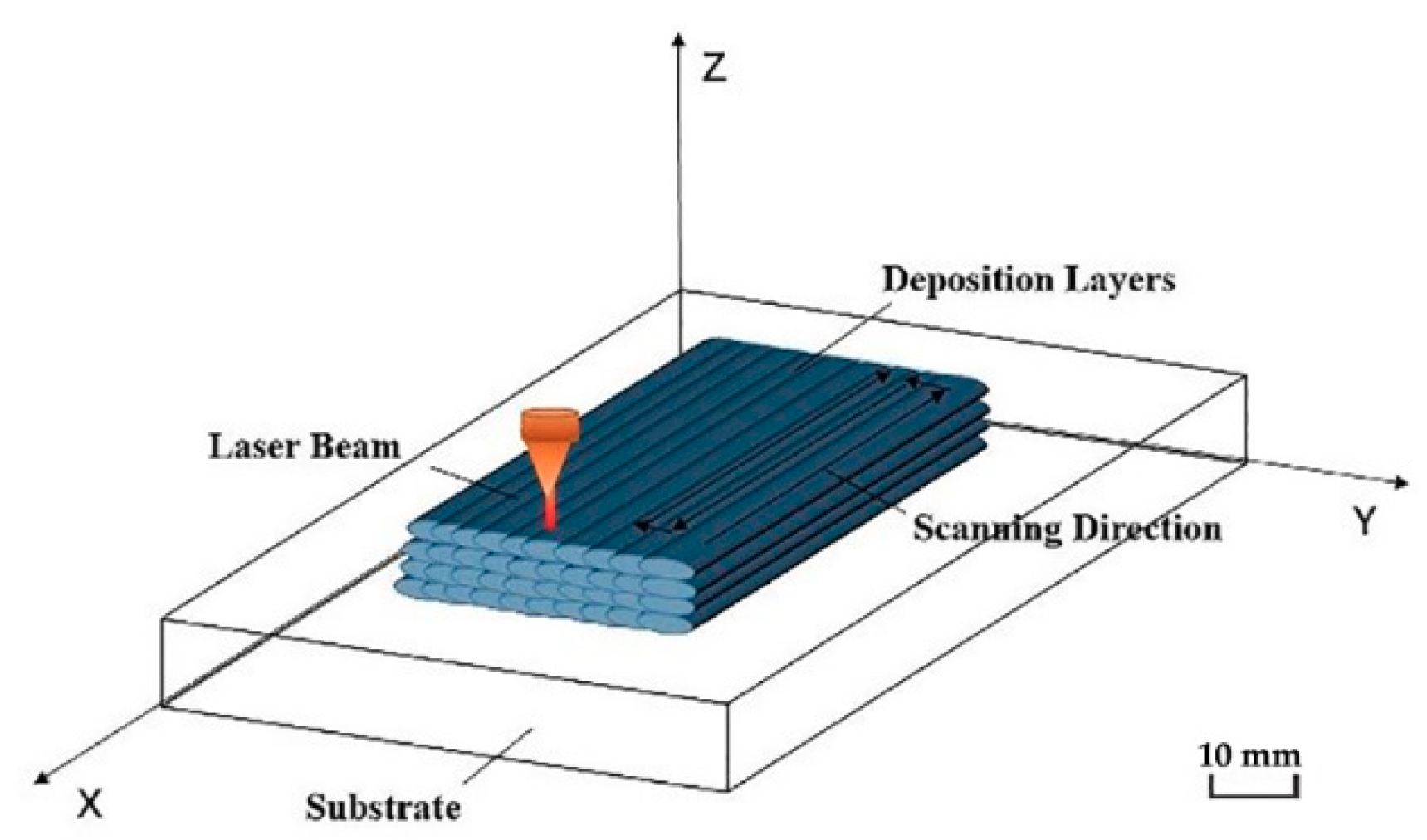
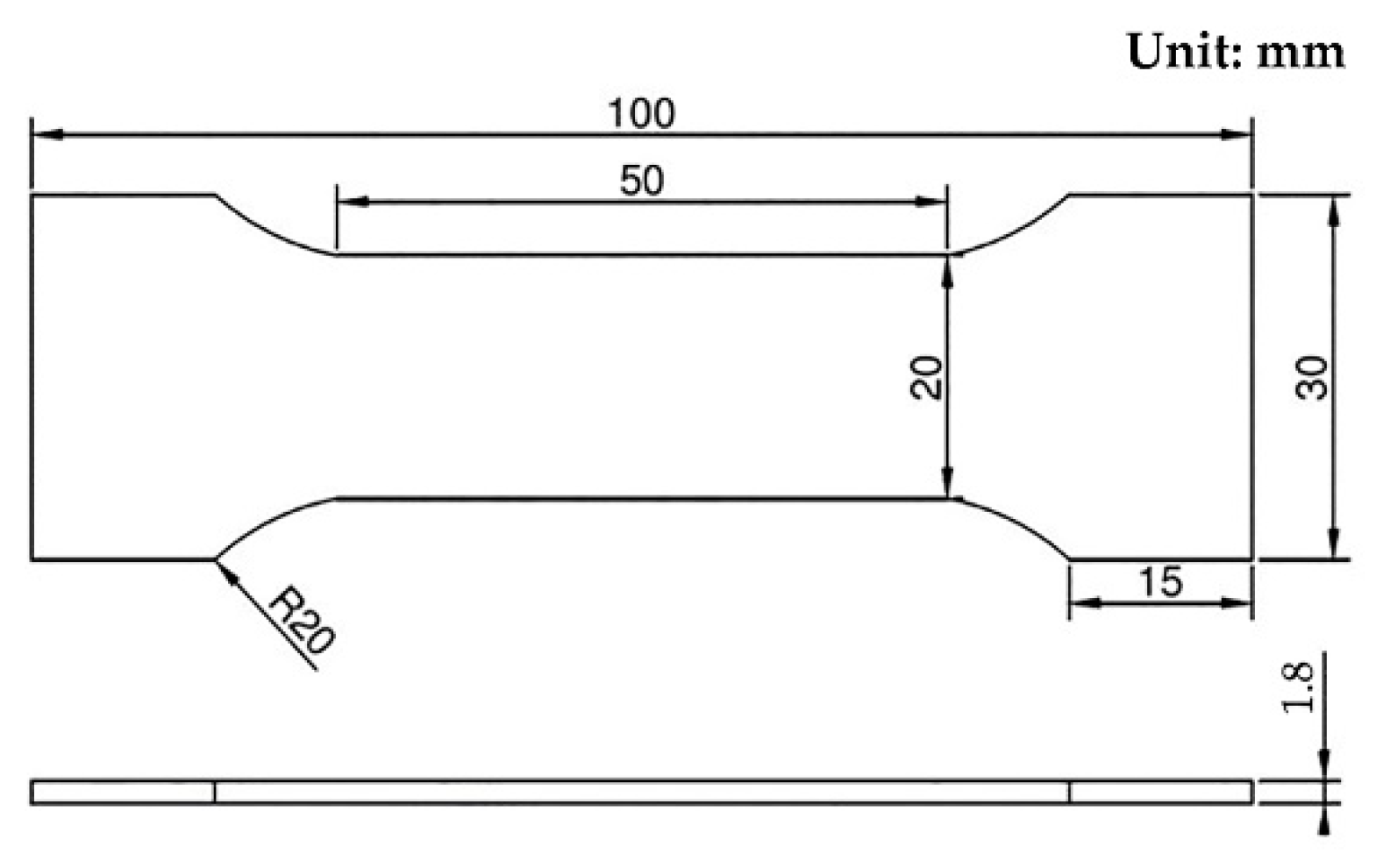
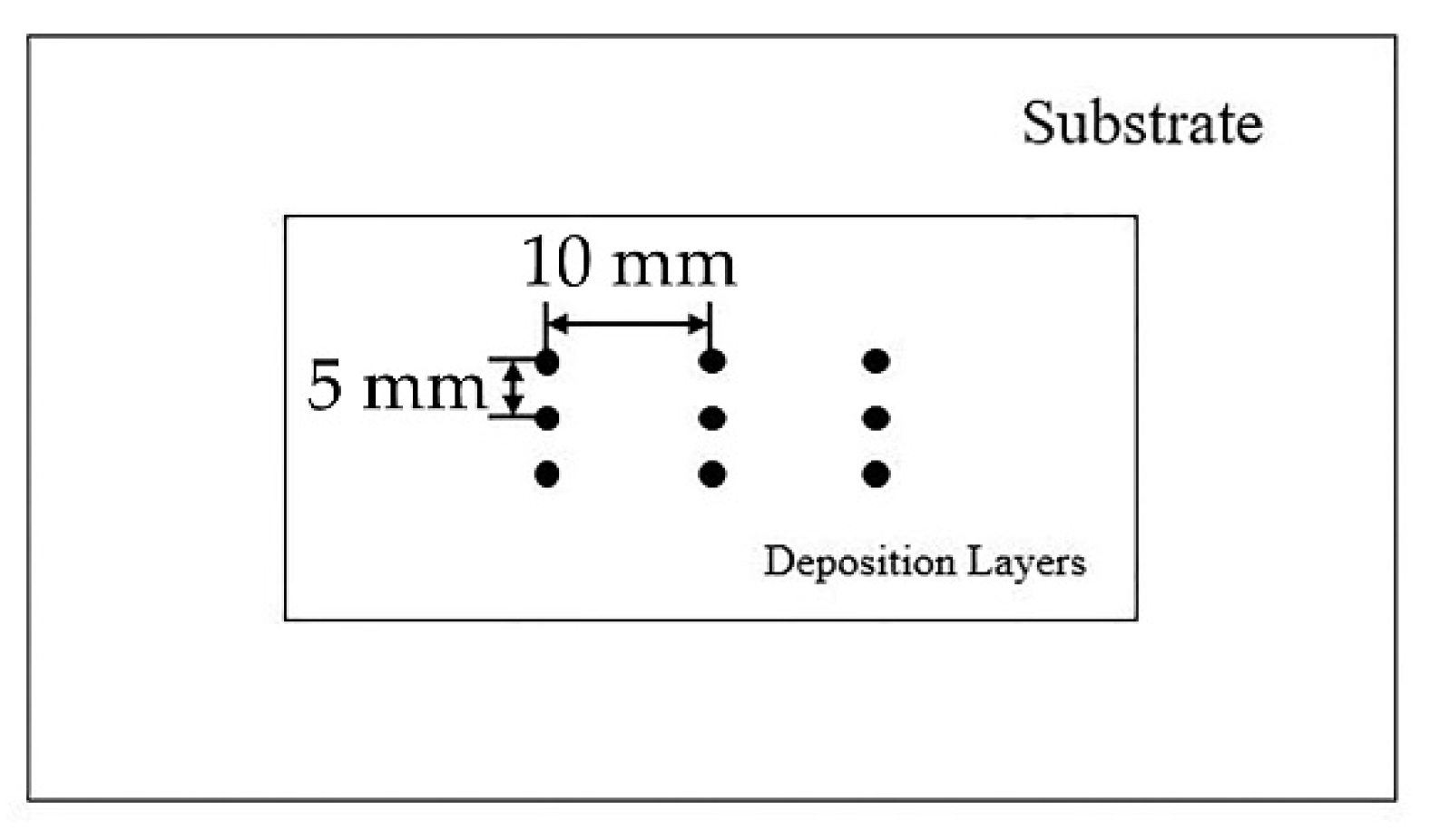
2. Experimental Material and Methods
3. Test Results and Analysis
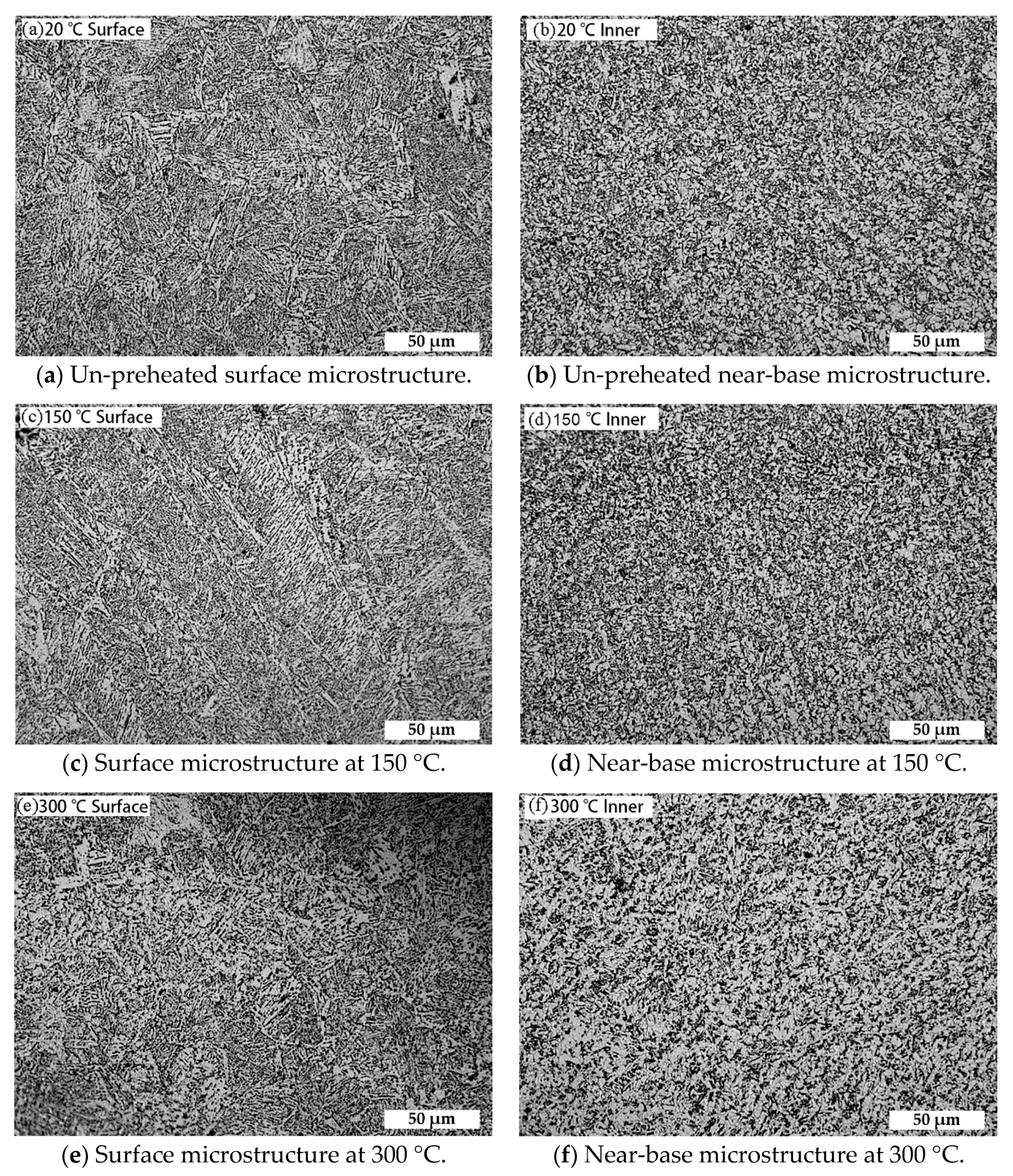
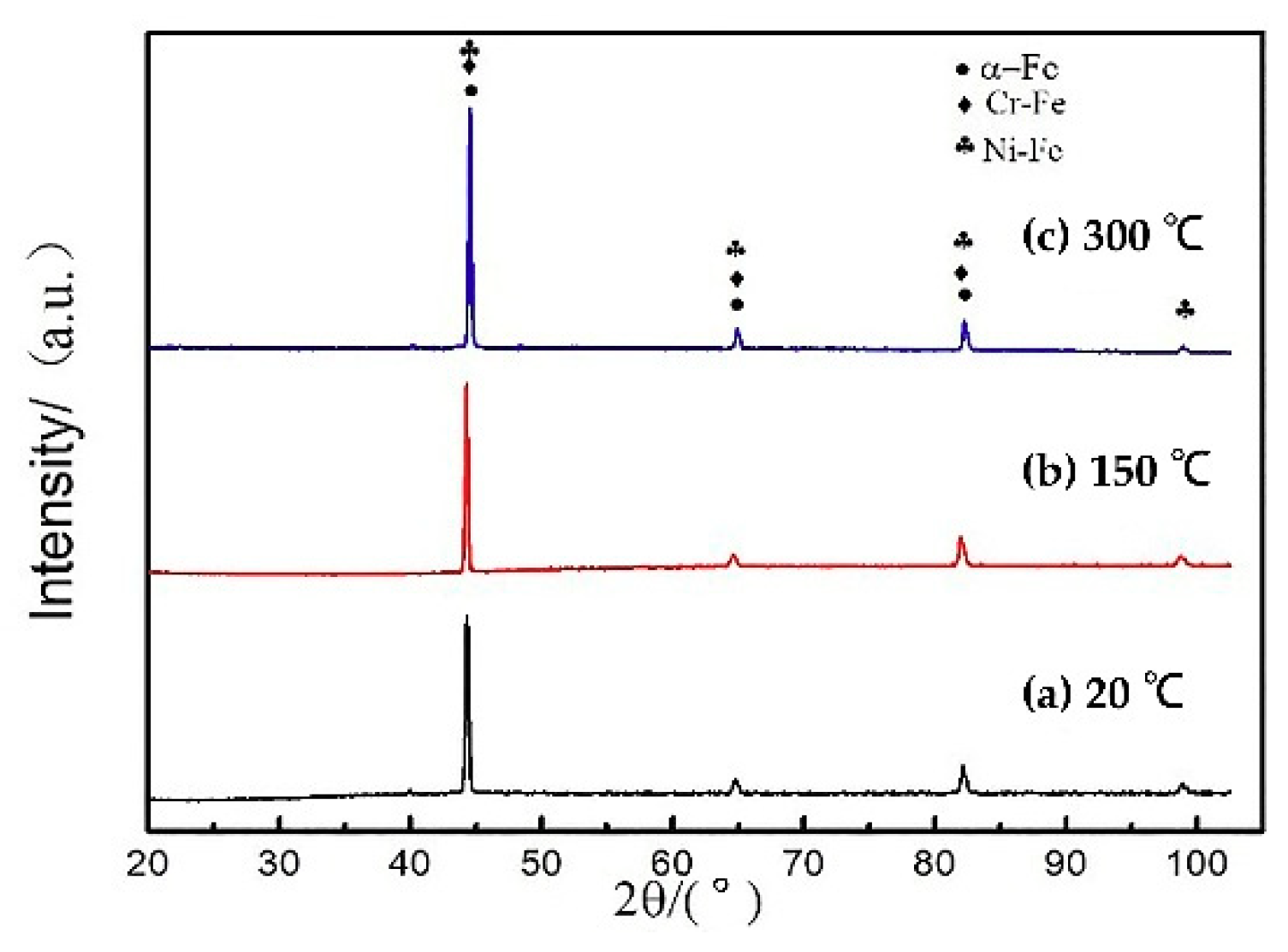
3.1. Microscopic Analysis
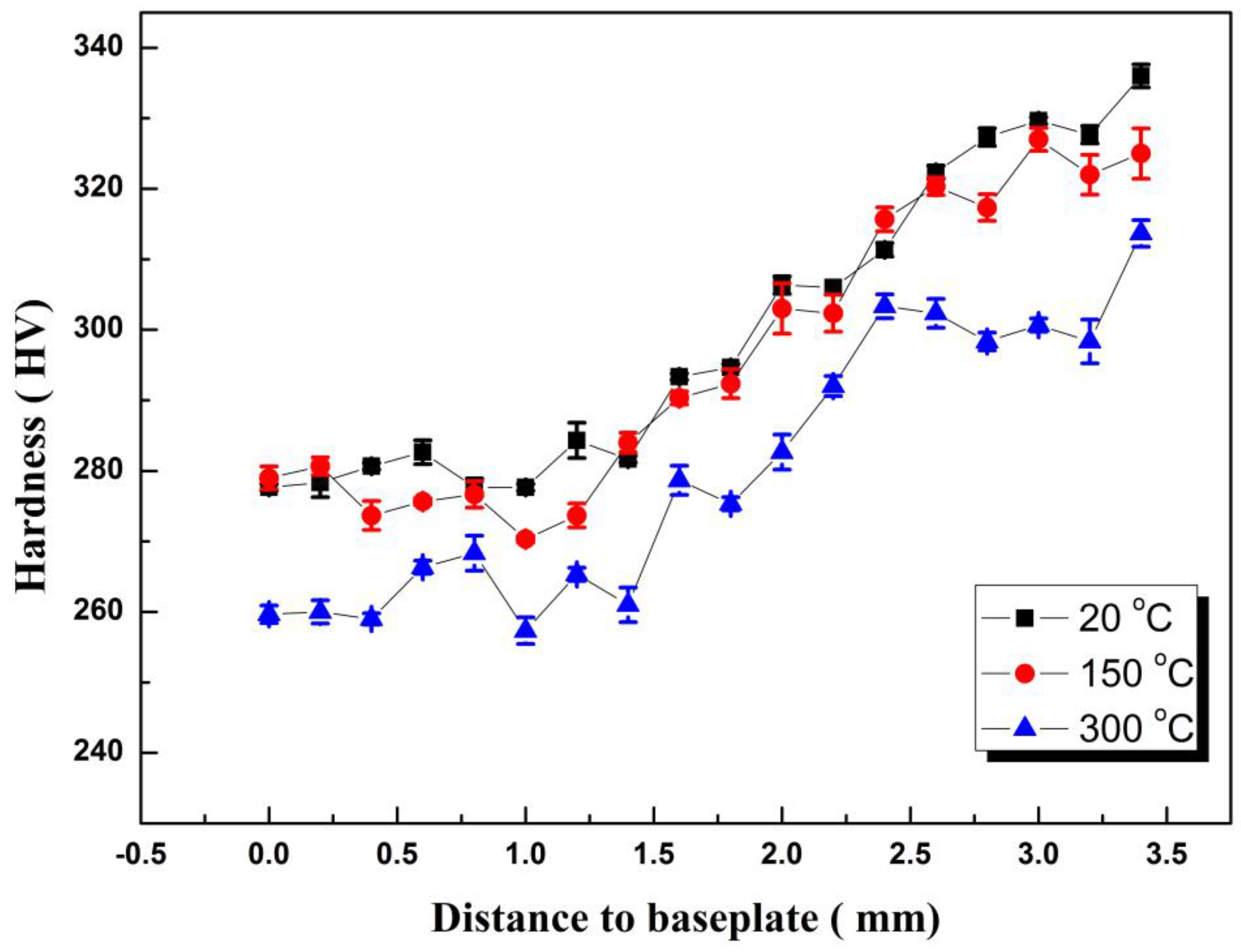
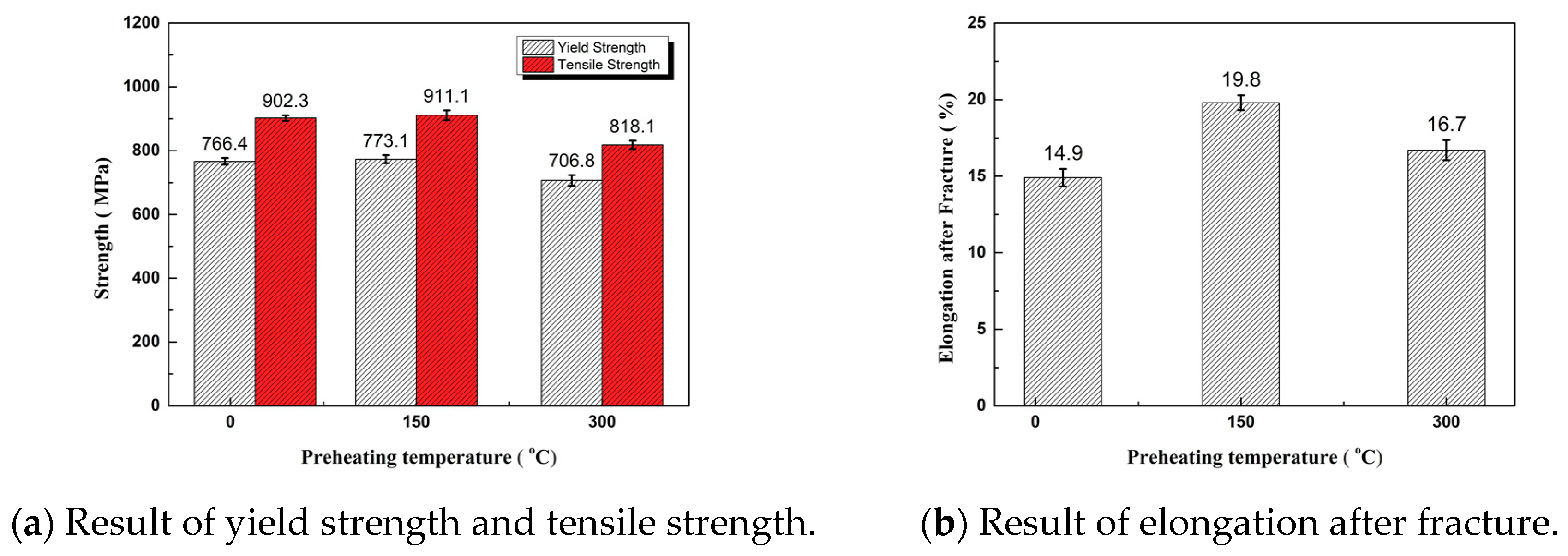
3.2. Mechanical Performance Analysis
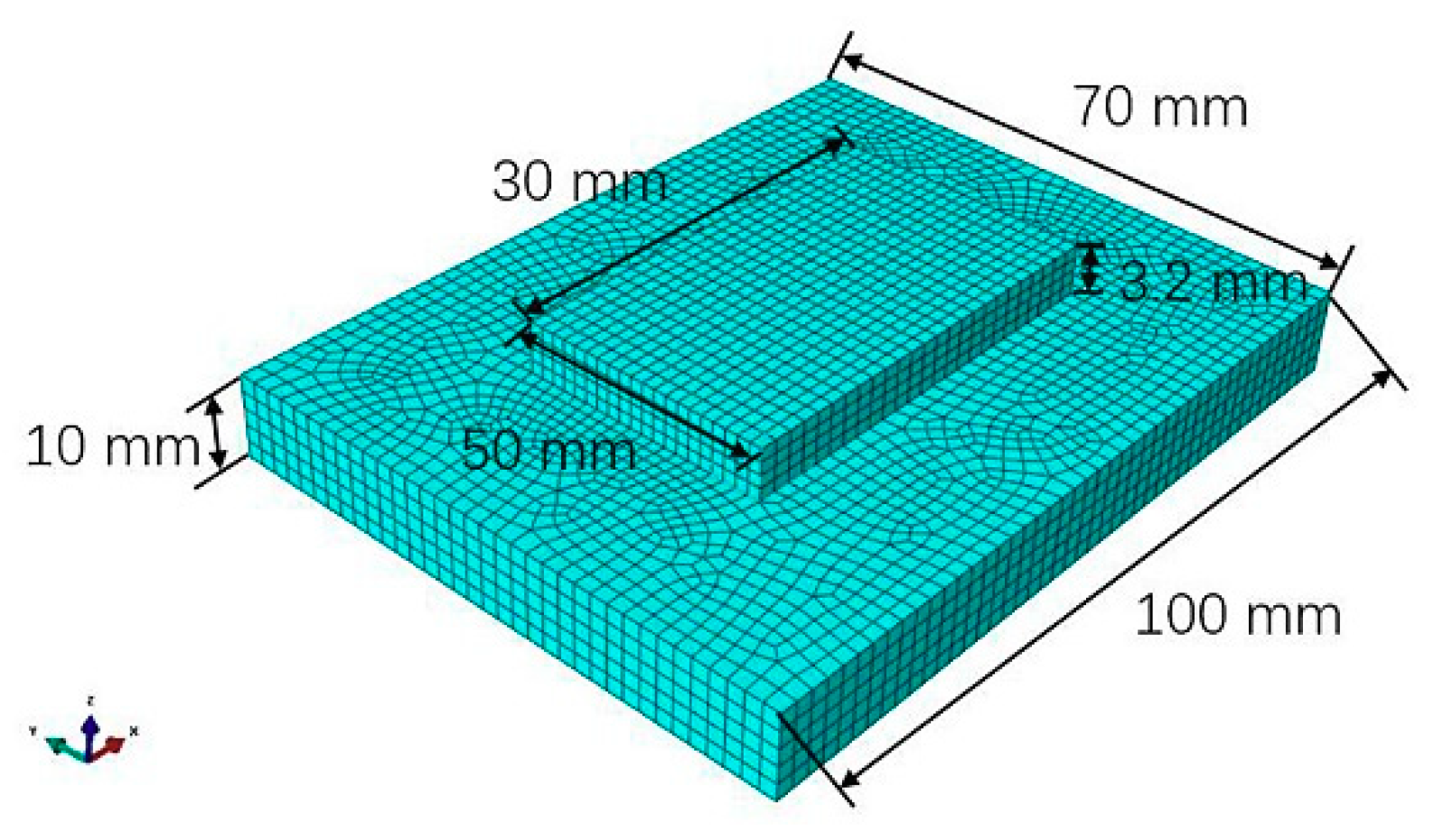
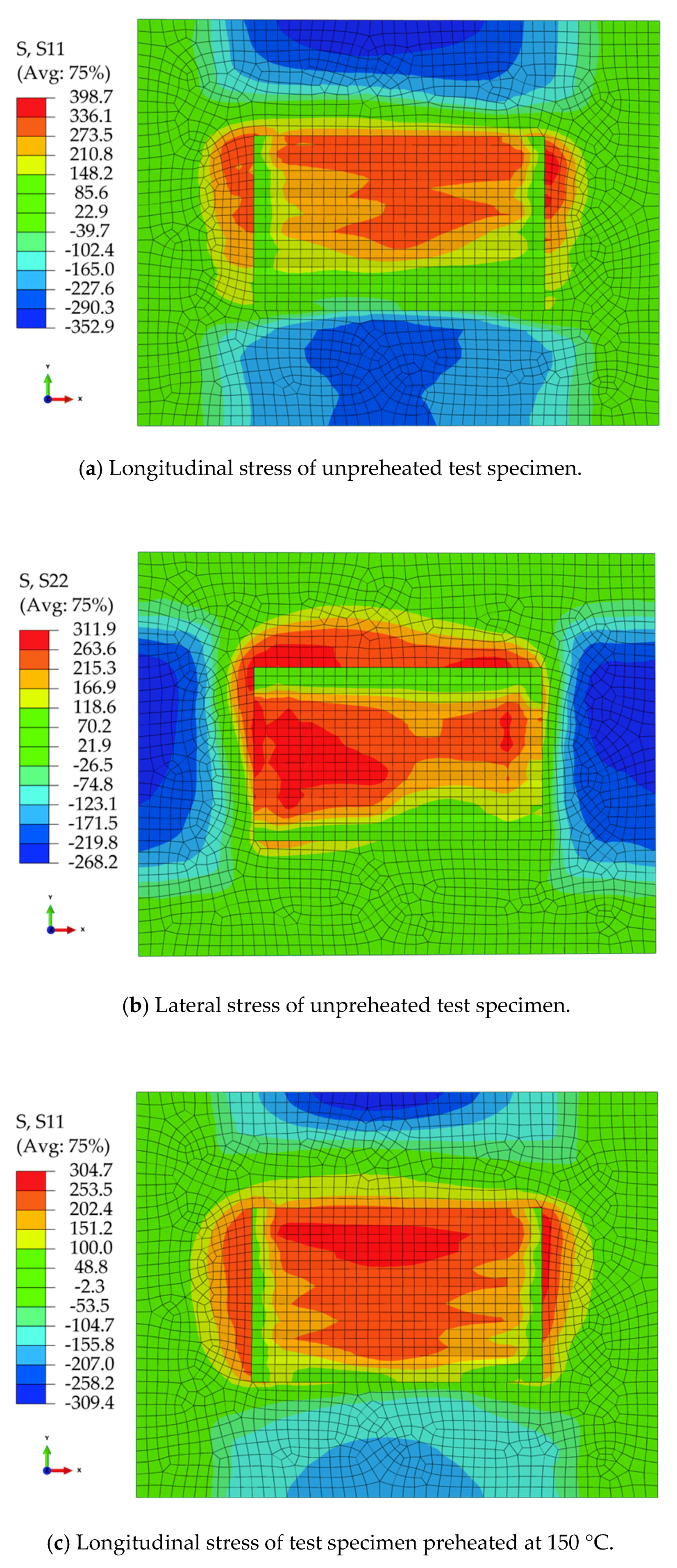
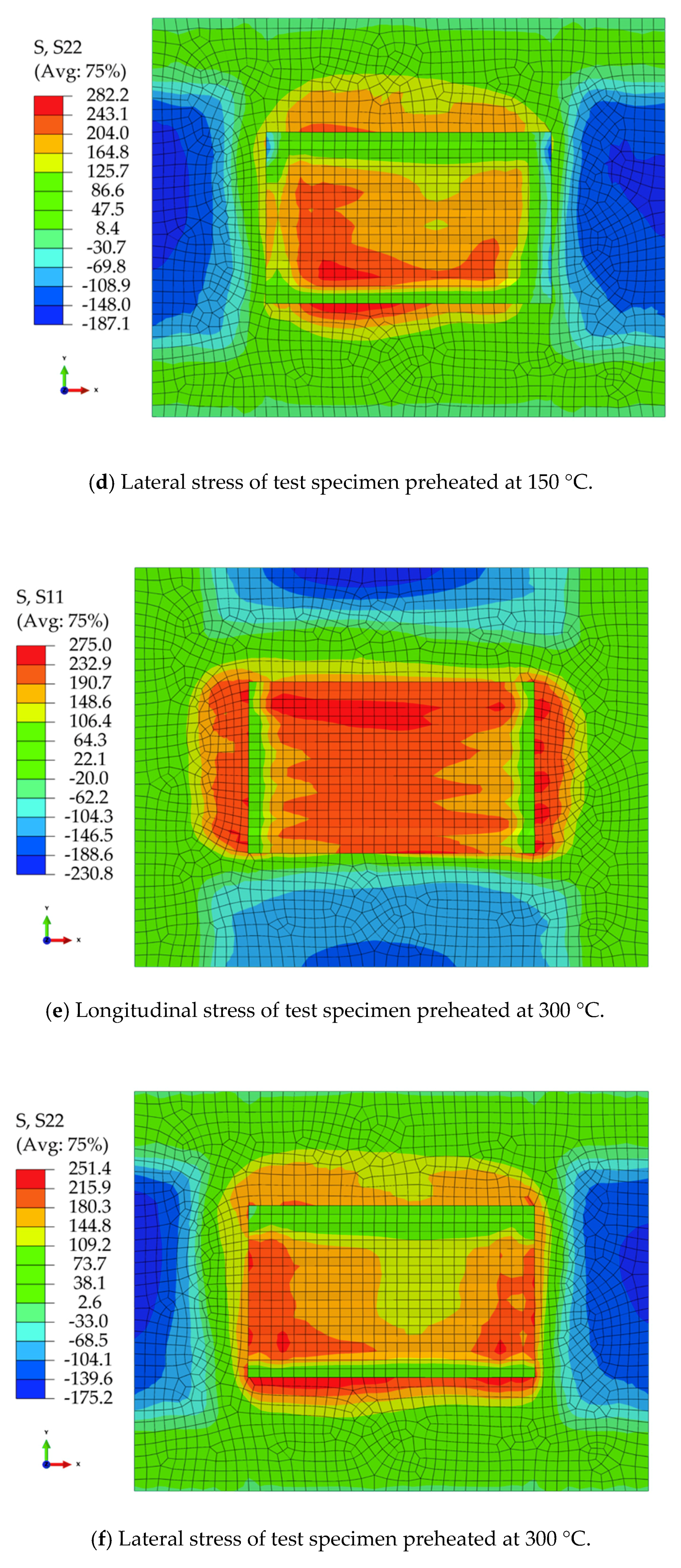
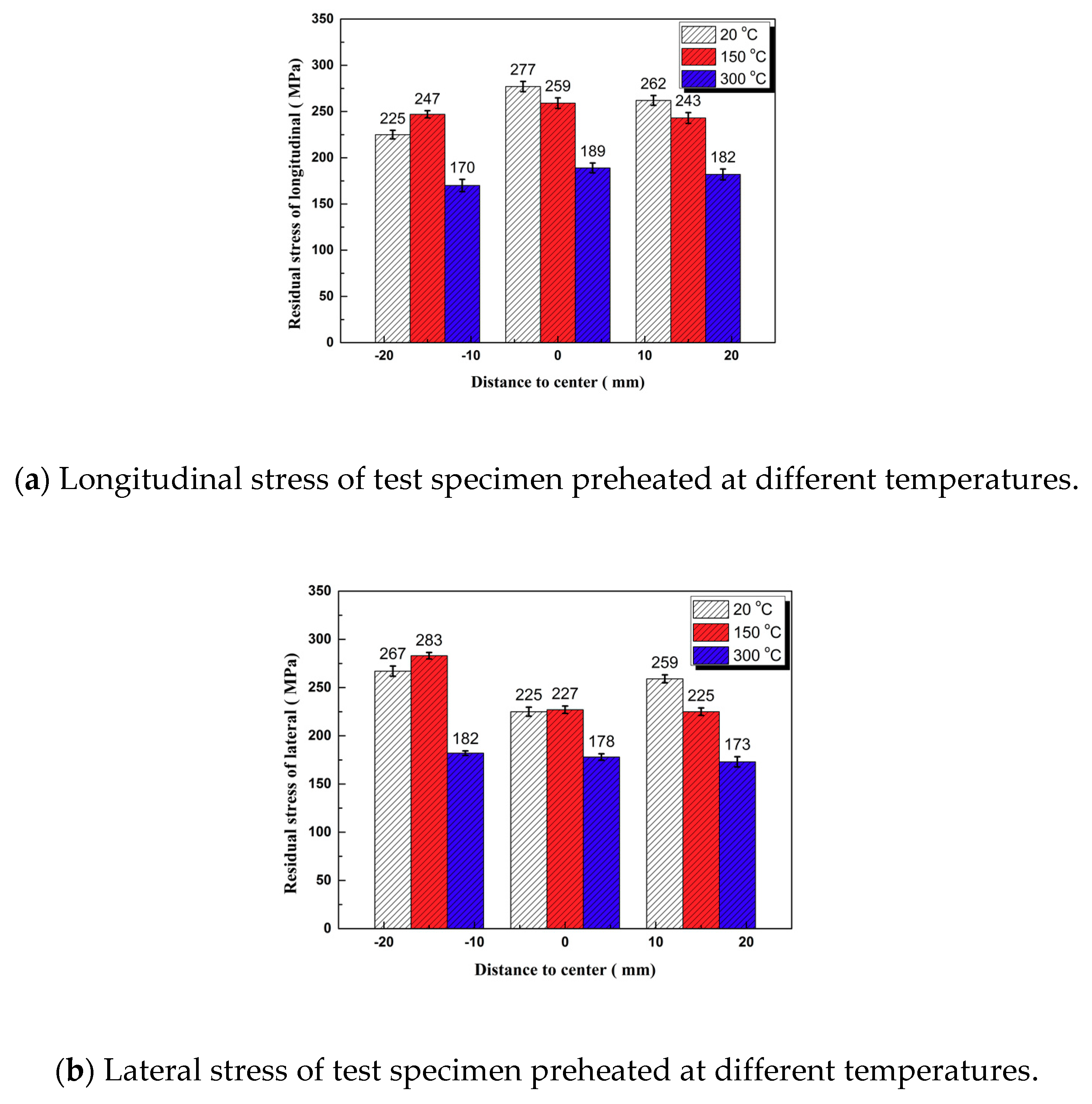
3.3. Residual Stress Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Murr, L.E.; Martinez, E.; Amato, K.N.; Gaytan, S.M.; Hernandez, J.; Ramirez, D.A.; Shindo, P.W.; Medina, F.; Wicker, R.B. Fabrication of metal and alloy components by additive manufacturing: examples of 3D materials science. J. Mater. Res. Technol. 2012, 1, 42–54. [Google Scholar] [CrossRef]
- Qian, T.; Liu, D.; Tian, X.; Liu, C.; Wang, H. Microstructure of TA2/TA15 graded structural material by laser additive manufacturing process. Trans. Nonferr. Met. Soc. China 2014, 24, 2729–2736. [Google Scholar] [CrossRef]
- Keicher, D.M.; Smugeresky, J.E.; Romero, J.A.; Griffith, M.L.; Harwell, L.D. Using the laser engineering net shapping process to produce complex components from a CAD solid model. Int. Soc. Opt. Photonics 1996, 2993, 91–97. [Google Scholar]
- Noecker, F.F.; DuPont, J.N. Microstructural development and solidification cracking susceptibility of Cu deposits on steel. J. Mater. Sci. 2007, 42, 495–509. [Google Scholar] [CrossRef]
- Ge, J.; Zhang, A.; Li, D.; Zhu, G.; Lu, Q.; He, B.; Lu, Z. Process research on DZ125L superalloy parts by laser metal direct forming. Chin. J. Lasers 2011, 38, 119–125. [Google Scholar]
- Guan, Q. A survey of development in welding stress and distortion controlling in aerospace manufacturing in China. Weld. World 1999, 43, 64–74. [Google Scholar]
- Alimardani, M.; Toyserkani, E.; Huissoon, J.P. A 3D dynamic numerical approach for temperaure and thermal stress distributions in multilayer laser solid freeform fabrication process. Opt. Lasers Eng. 2007, 45, 1115–1130. [Google Scholar] [CrossRef]
- Dong, Z.; Kang, H.; Xie, Y.; Chi, C.; Peng, X. Effect of O content on microstructure and mechanical property of 12crni2 alloy steel prepared by laser additive manufacturing. Appl. Laser 2018, 38, 1–6. [Google Scholar]
- Wu, X.; Mei, J. Near net shape manufacutring of components using direct laser fabireation technology. J. Mater. Porcess. Technol. 2003, 135, 266–270. [Google Scholar] [CrossRef]
- Wei, K.; Gao, M.; Wang, Z.; Zeng, X. Effect of energy input on formability, microstructure and mechanical properties of selective laser melted AZ91D magnesium alloy. Mater. Sci. Eng. A 2014, 611, 212–222. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation after Fracture (%) |
|---|---|---|---|
| Q460E | 460 | 540–720 | 17 |
| Grade | Fe | C | Ni | Cr | Mn | Ce |
|---|---|---|---|---|---|---|
| 12CrNi2 | Bal | 0.132 | 1.68 | 0.763 | 0.484 | 0.879 |
| Temperature T (°C) | Thermal Conductivity λ (W·m−1·K−1) | Specific Heat Capacity C (J·kg−1·K−1) | Density ρ (kg/m−3) | Poisson’s Ratio μ | Linear Expansion Coefficient (10−6/m·°C−1) | Elastic Modulus E (GPa) | Maximum Yield (MPa) |
|---|---|---|---|---|---|---|---|
| 20 | 44.5 | 475 | 7850 | 0.28 | 11.3 | 2.05 | 590 |
| 300 | 39 | 550 | 7850 | 0.28 | 11.9 | 1.85 | 490 |
| 500 | 30 | 690 | 7750 | 0.28 | 12.5 | 1.65 | 410 |
| 800 | 22 | 830 | 7700 | 0.28 | 13.4 | 1.42 | 20 |
| 1000 | 22 | 390 | 7500 | 0.28 | 14.8 | 1.13 | 17 |
| 1500 | 21 | 375 | 7350 | 0.28 | 14.9 | 1.13 | 17 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, C.; Cui, X.; Jiao, J.; Zhu, P. Effects of Substrate Preheating Temperatures on the Microstructure, Properties, and Residual Stress of 12CrNi2 Prepared by Laser Cladding Deposition Technique. Materials 2018, 11, 2401. https://doi.org/10.3390/ma11122401
Ding C, Cui X, Jiao J, Zhu P. Effects of Substrate Preheating Temperatures on the Microstructure, Properties, and Residual Stress of 12CrNi2 Prepared by Laser Cladding Deposition Technique. Materials. 2018; 11(12):2401. https://doi.org/10.3390/ma11122401
Chicago/Turabian StyleDing, Chenggang, Xu Cui, Jianqiang Jiao, and Ping Zhu. 2018. "Effects of Substrate Preheating Temperatures on the Microstructure, Properties, and Residual Stress of 12CrNi2 Prepared by Laser Cladding Deposition Technique" Materials 11, no. 12: 2401. https://doi.org/10.3390/ma11122401