Integrated Forming and Surface Engineering of Disc Springs by Inducing Residual Stresses by Incremental Sheet Forming

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Geometry
2.2. Integrated Forming with ISF
2.3. Residual Stress Measurements
2.4. Quasi-Static and Cyclic Testing
2.5. Microstructure and Material Characterization
3. Material Model and Numerical Simulations
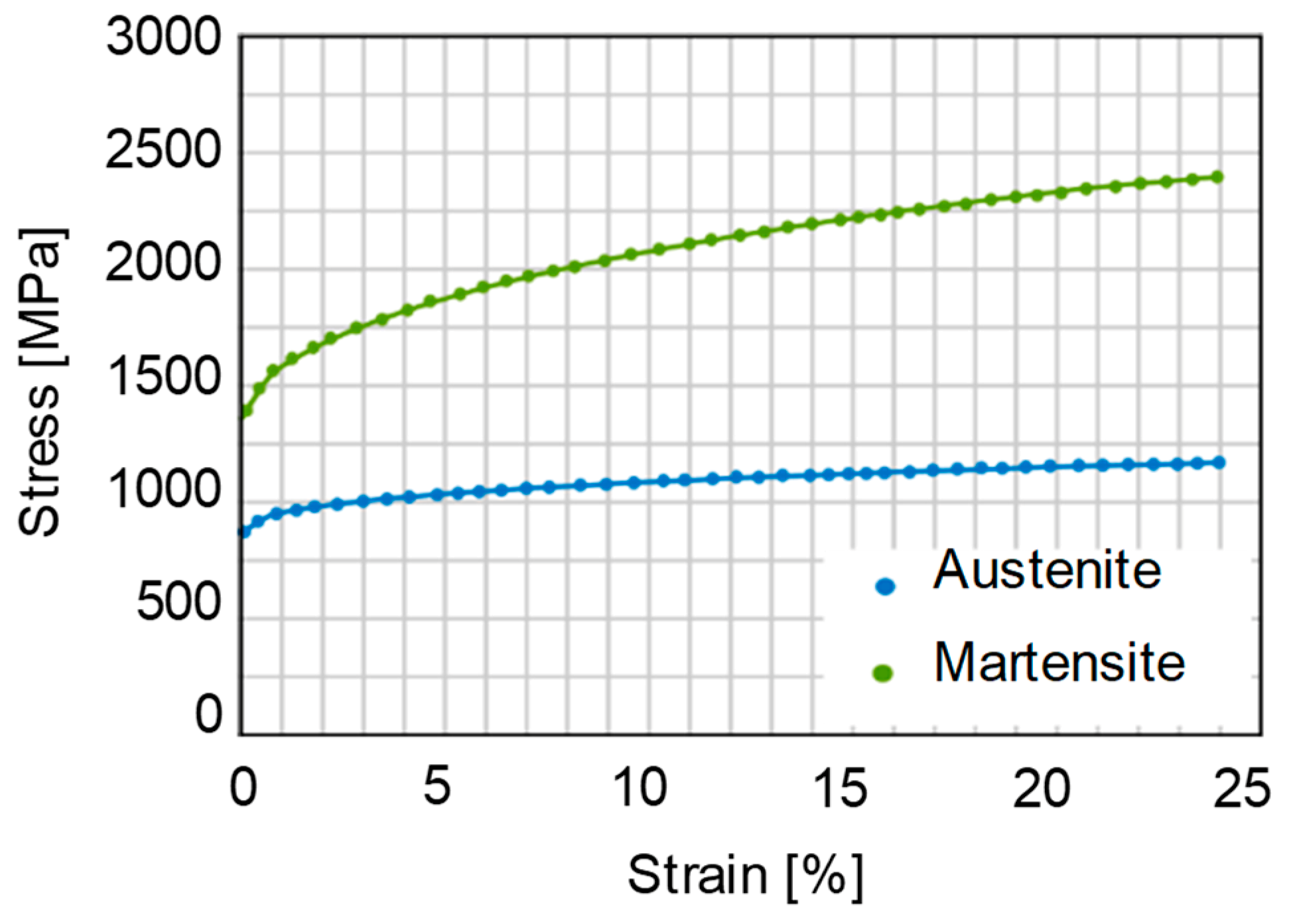
3.1. Kinetics of Martensite Transformation
3.2. Constitutive Law
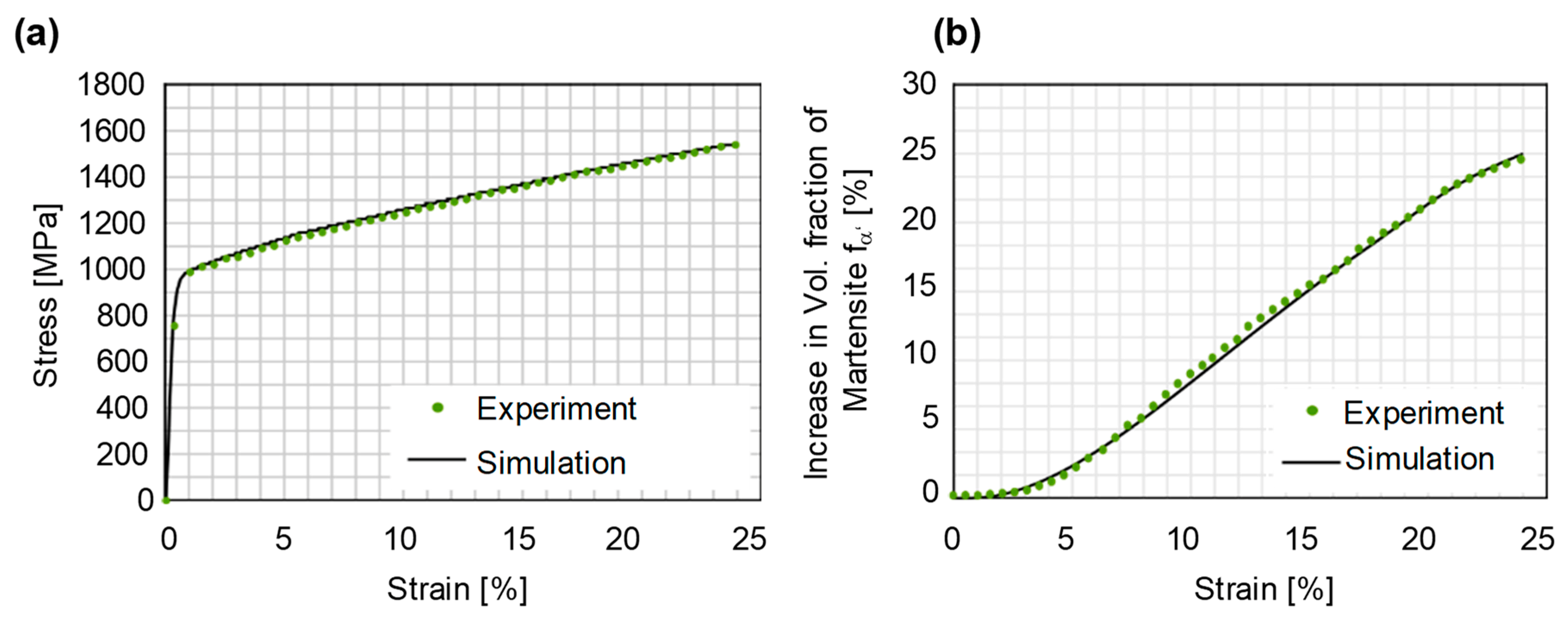
3.3. Identification of Material Parameters
3.4. Model Set-up for Disc Spring Simulations
4. Results
4.1. Residual Stress Measurement
4.2. Quasi-Static and Cyclic Response
4.3. Evolution of the Microstructure
4.4. FEM Model Validation and Spring Properties
5. Discussion
6. Conclusions
- The forming of disc springs with TPIF with a negative die results in higher compressive residual stresses and spring forces as compared to conventionally formed disc springs. Hence, the proposed methodology enables simultaneous integrated forming with surface engineering.
- The spring force increases with decreasing tool diameter and tool step-down for incrementally formed disc springs. Furthermore, based on the process parameters, the control of radial and tangential residual stresses can be achieved, which can help in maximizing the spring force or in designing the spring geometries with tight geometric tolerances.
- With regard to the cyclic testing, a stabilized fatigue and residual stress behavior of the incrementally formed disc springs is achieved. Although conventional and incrementally formed disc springs reach the same number of cycles (2.5 million) without failure, the residual stresses in conventionally formed disc springs vanish after a few cycles in contrast to the incrementally formed disc spring. The residual stresses do not vanish with an increasing number of cycles for incrementally formed disc springs and hence stabilize the force-displacement characteristics of the spring.
- A numerical model considering the kinetics of martensite transformation in combination with an isotropic hardening model is implemented in LS-Dyna. The model can accurately predict the martensite content as a function of plastic strain and is used to study the effect of process parameters on the martensite transformation and resulting spring properties. A good match is found with the experimental results.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Oberg, E.; Jones, F.D.; Horton, H.L.; Ryffel, H.H.; Geronimo, J.H. Machinery’s Handbook, 13th ed.; The Industrial Press: New York, NY, USA, 1946. [Google Scholar]
- Withers, P.J. Residual stress and its role in failure. Rep. Prog. Phys. 2007, 70, 2211–2264. [Google Scholar] [CrossRef]
- Huber, N.; Heerens, J. On the effect of a general residual stress state on indentation and hardness testing. Acta Mater. 2008, 56, 6205–6213. [Google Scholar] [CrossRef]
- Liu, X.; Liu, J.; Zuo, Z.; Zhang, H. Effects of Shot Peening on Fretting Fatigue Crack Initiation Behavior. Materials 2019, 12, 743. [Google Scholar] [CrossRef]
- Al-Obaid, Y.F. A Rudimentary Analysis of Improving Fatigue Life of Metals by Shot-Peening. J. Appl. Mech. 1990, 57, 307–312. [Google Scholar] [CrossRef]
- Olmi, G.; Freddi, A. A new method for modelling the support effect under rotating bending fatigue: application to Ti-6Al-4V alloy, with and without shot peening. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 981–993. [Google Scholar] [CrossRef]
- Fahr, D. Stress- and strain-induced formation of martensite and its effects on strength and ductility of metastable austenitic stainless steels. Metall. Trans. 1971, 2, 1883–1892. [Google Scholar]
- Curtze, S.; Kuokkala, V.-T.; Hokka, M.; Peura, P. Deformation behavior of TRIP and DP steels in tension at different temperatures over a wide range of strain rates. Mater. Sci. Eng. A 2009, 507, 124–131. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. A mechanism for the strain-induced nucleation of martensitic transformations. J. Less Common Met. 1972, 28, 107–118. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]
- Fargas, G.; Roa, J.; Mateo, A. Effect of shot peening on metastable austenitic stainless steels. Mater. Sci. Eng. A 2015, 641, 290–296. [Google Scholar] [CrossRef]
- Kléber, X.; Barroso, S.P. Investigation of shot-peened austenitic stainless steel 304L by means of magnetic Barkhausen noise. Mater. Sci. Eng. A 2010, 527, 6046–6052. [Google Scholar] [CrossRef]
- Peyre, P.; Scherpereel, X.; Berthe, L.; Carboni, C.; Fabbro, R.; Beranger, G.; Lemaître, C. Surface modifications induced in 316L steel by laser peening and shot-peening. Influence on pitting corrosion resistance. Mater. Sci. Eng. A 2000, 280, 294–302. [Google Scholar] [CrossRef]
- Turski, M.; Clitheroe, S.; Evans, A.D.; Rodopoulos, C.; Hughes, D.J.; Withers, P.J. Engineering the residual stress state and microstructure of stainless steel with mechanical surface treatments. Appl. Phys. A 2010, 99, 549–556. [Google Scholar] [CrossRef]
- Fathallah, R. High cycle fatigue behavior prediction of shot-peened parts. Int. J. Fatigue 2004, 26, 1053–1067. [Google Scholar] [CrossRef]
- Martin, U.; Altenberger, I.; Scholtes, B.; Kremmer, K.; Oettel, H. Cyclic deformation and near surface microstructures of normalized shot peened steel SAE 1045. Mater. Sci. Eng. A 1998, 246, 69–80. [Google Scholar] [CrossRef]
- Doman, Y.; Fujii, T.; Okubo, K.; He, H. Influence of residual stress on the load–deflection curve of diaphragm springs for automobile clutches. JSAE Rev. 2003, 24, 197–203. [Google Scholar] [CrossRef]
- Emmens, W.; Boogaard, A.V.D.; Boogaard, T.V.D. An overview of stabilizing deformation mechanisms in incremental sheet forming. J. Mater. Process. Technol. 2009, 209, 3688–3695. [Google Scholar] [CrossRef]
- Allwood, J.M.; Braun, D.; Music, O. The effect of partially cut-out blanks on geometric accuracy in incremental sheet forming. J. Mater. Process. Technol. 2010, 210, 1501–1510. [Google Scholar] [CrossRef]
- Radu, C.; Tampu, C.; Cristea, I.; Chirita, B. The Effect of Residual Stresses on the Accuracy of Parts Processed by SPIF. Mater. Manuf. Process. 2013, 28, 572–576. [Google Scholar] [CrossRef]
- Shi, X.; Hussain, G.; Butt, S.I.; Song, F.; Huang, D.; Liu, Y. The state of residual stresses in the Cu/Steel bonded laminates after ISF deformation: An experimental analysis. J. Manuf. Process. 2017, 30, 14–26. [Google Scholar] [CrossRef]
- Behera, A.K.; Ou, H. Effect of stress relieving heat treatment on surface topography and dimensional accuracy of incrementally formed grade 1 titanium sheet parts. Int. J. Adv. Manuf. Technol. 2016, 87, 3233–3248. [Google Scholar] [CrossRef]
- Maqbool, F.; Bambach, M. A modular tooling set-up for incremental sheet forming (ISF) with subsequent stress-relief annealing under partial constraints. AIP Conf. Proc. 2016, 1896, 080010. [Google Scholar]
- Katajarinne, T.; Louhenkilpi, S.; Kivivuori, S. A novel approach to control the properties of austenitic stainless steels in incremental forming. Mater. Sci. Eng. A 2014, 604, 23–26. [Google Scholar] [CrossRef]
- DIN 2093 Tellerfedern; Berechnung (German Standard). 2013-12 (Belleville springs; Calculation); Beuth verlag: Berlin, Germany, 2013.
- Maqbool, F.; Hajavifard, R.; Walther, F.; Bambach, M. Engineering the residual stress state of the metastable austenitic stainless steel (MASS) disc springs by incremental sheet forming (ISF). Prod. Eng. 2019, 13, 139–148. [Google Scholar] [CrossRef]
- Talonen, J.; Aspegren, P.; Hänninen, H. Comparison of different methods for measuring strain induced α-martensite content in austenitic steels. Mater. Sci. Technol. 2004, 20, 1506–1512. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. Kinetics of strain-induced martensitic nucleation. Met. Mater. Trans. B 1975, 6, 791–795. [Google Scholar] [CrossRef]
- Ahmedabadi, P.M.; Kain, V.; Agrawal, A. Modelling kinetics of strain-induced martensite transformation during plastic deformation of austenitic stainless steel. Mater. Des. 2016, 109, 466–475. [Google Scholar] [CrossRef]
- Hedström, P.; Lindgren, L.-E.; Almer, J.; Lienert, U.; Bernier, J.; Terner, M.; Odén, M. Load Partitioning and Strain-Induced Martensite Formation during Tensile Loading of a Metastable Austenitic Stainless Steel. Met. Mater. Trans. B 2009, 40, 1039–1048. [Google Scholar] [CrossRef]
- Bouquerel, J.; Verbeken, K.; DeCooman, B. Microstructure-based model for the static mechanical behaviour of multiphase steels. Acta Mater. 2006, 54, 1443–1456. [Google Scholar] [CrossRef]
- Rodriguez, R.-M.; Gutierrez, I. Unified Formulation to Predict the Tensile Curves of Steels with Different Microstructures. Mater. Sci. Forum 2003, 426, 4525–4530. [Google Scholar] [CrossRef]
- Zettler, J.; Rezai, H.; Taleb-Araghi, B.; Bambach, M.; Hirt, G. Incremental sheet forming process simulation with LS-Dyna. 2007. Available online: https://www.tib.eu/en/search/id/BLCP%3ACN068096118/Incremental-Sheet-Forming-Process-Simulation-with/ (accessed on 13 March 2019).
- Iida, K.; Takanashi, M. Relaxation of welding residual stresses by reversed and repeated loadings. Weld World 1998, 41, 314–327. [Google Scholar]
- Takanashi, M.; Kamata, K.; Kunihiro, I. Relaxation behavior of welding residual stresses by fatigue loading in smooth longitudinal butt welded joints. Weld World 2000, 44, 28–34. [Google Scholar]
- Maqbool, F.; Bambach, M. Dominant deformation mechanisms in single point incremental forming (SPIF) and their effect on geometrical accuracy. Int. J. Mech. Sci. 2018, 136, 279–292. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | AISI | EN | C | Si | Mn | P | S | Cr | Ni | Mo | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | 301 | 1.4310 | 0.07–0.15 | 1.0 | 2.0 | 0.045 | 0.03 | 17.5–19.5 | 6.5–8.0 | - | 0.1 | Balance |
| B | 316 | 1.4401 | 0.07 | 1.0 | 2.0 | 0.05 | 0.015 | 16.0–19.0 | 6.0–9.5 | 0.8 | 0.1 | Balance |
| Material | Residual Stress Measurement | Quasi-Static Com-Pression Tests | Fatigue Test | Micro-structure | Tensile Test with Feritscope Measurements | FEM Sim. | |
|---|---|---|---|---|---|---|---|
| Hole Drilling Method | X-ray Diffraction | ||||||
| Steel A | 80/36/3 | 80/36/1 | 80/36/1 | 80/36/1 | ✓ | ✓ | ✓ |
| Steel B | - | 112/57/1 | 112/57/1 | 112/57/1 | ✓ | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hajavifard, R.; Maqbool, F.; Schmiedt-Kalenborn, A.; Buhl, J.; Bambach, M.; Walther, F. Integrated Forming and Surface Engineering of Disc Springs by Inducing Residual Stresses by Incremental Sheet Forming. Materials 2019, 12, 1646. https://doi.org/10.3390/ma12101646
Hajavifard R, Maqbool F, Schmiedt-Kalenborn A, Buhl J, Bambach M, Walther F. Integrated Forming and Surface Engineering of Disc Springs by Inducing Residual Stresses by Incremental Sheet Forming. Materials. 2019; 12(10):1646. https://doi.org/10.3390/ma12101646
Chicago/Turabian StyleHajavifard, Ramin, Fawad Maqbool, Anke Schmiedt-Kalenborn, Johannes Buhl, Markus Bambach, and Frank Walther. 2019. "Integrated Forming and Surface Engineering of Disc Springs by Inducing Residual Stresses by Incremental Sheet Forming" Materials 12, no. 10: 1646. https://doi.org/10.3390/ma12101646