Quasi-Isotropic and Pseudo-Ductile Highly Aligned Discontinuous Fibre Composites Manufactured with the HiPerDiF (High Performance Discontinuous Fibre) Technology

 , , ,
, , , 
Abstract
:1. Introduction
- the issues associated with implementing a sustainable material lifecycle, e.g., the integration of production and end-of-life recycled waste in a circular economy model, through the remanufacturing of discontinuous reclaimed fibres into high-performance recycled composite materials [13,14,15,16,17,18,19].
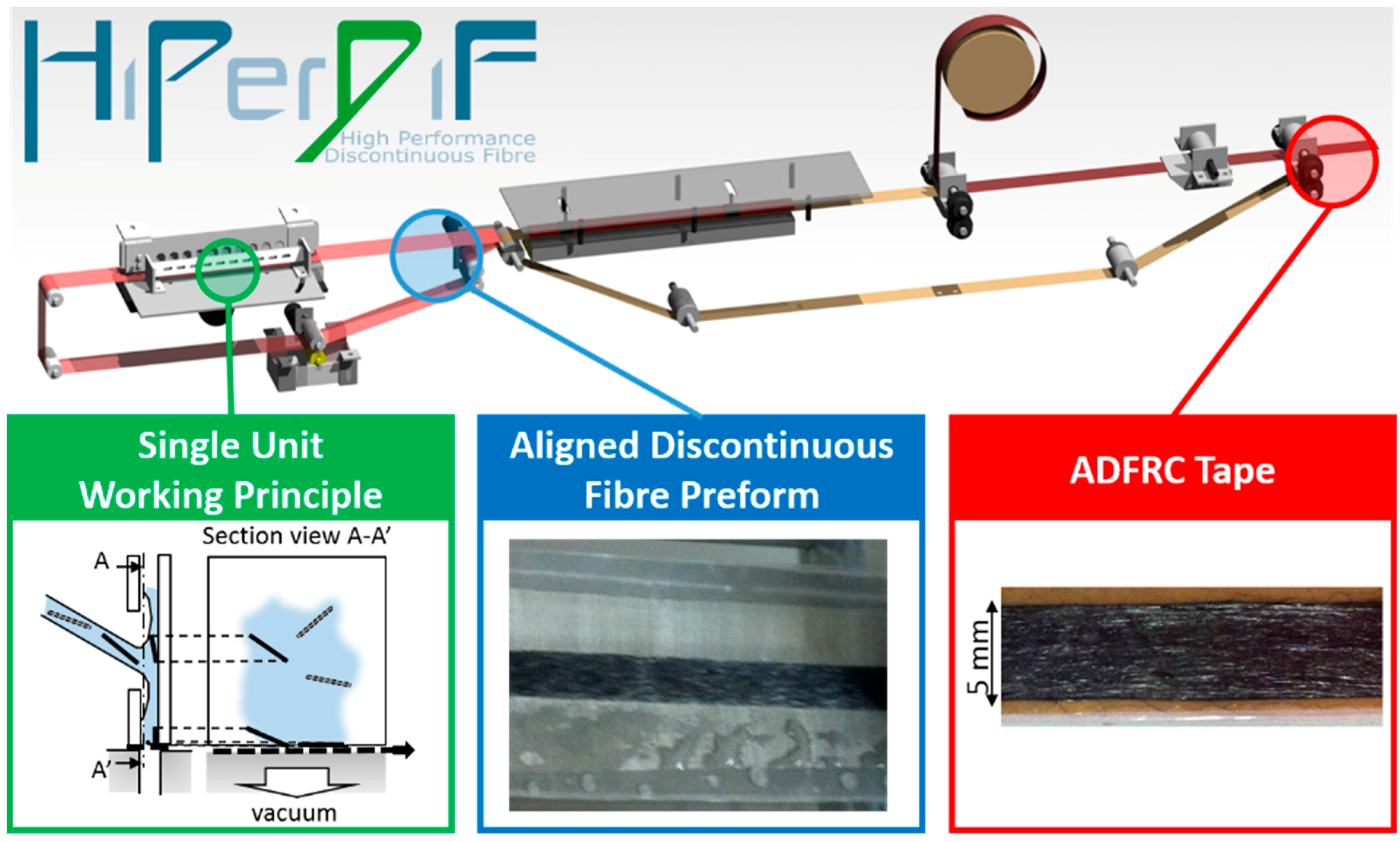
2. Materials & Manufacturing
2.1. Materials
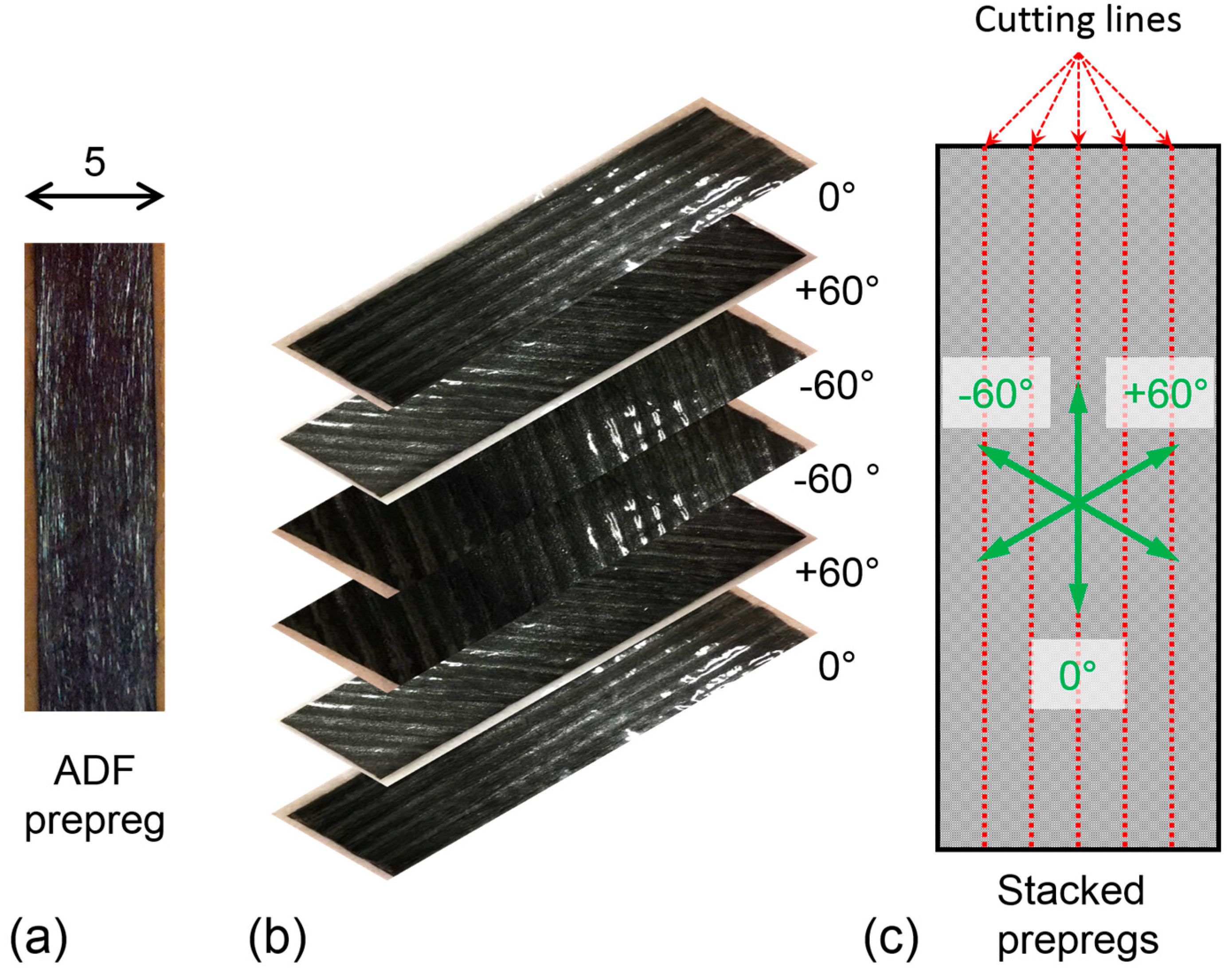
2.2. Specimen Manufacturing
3. Testing Methodology
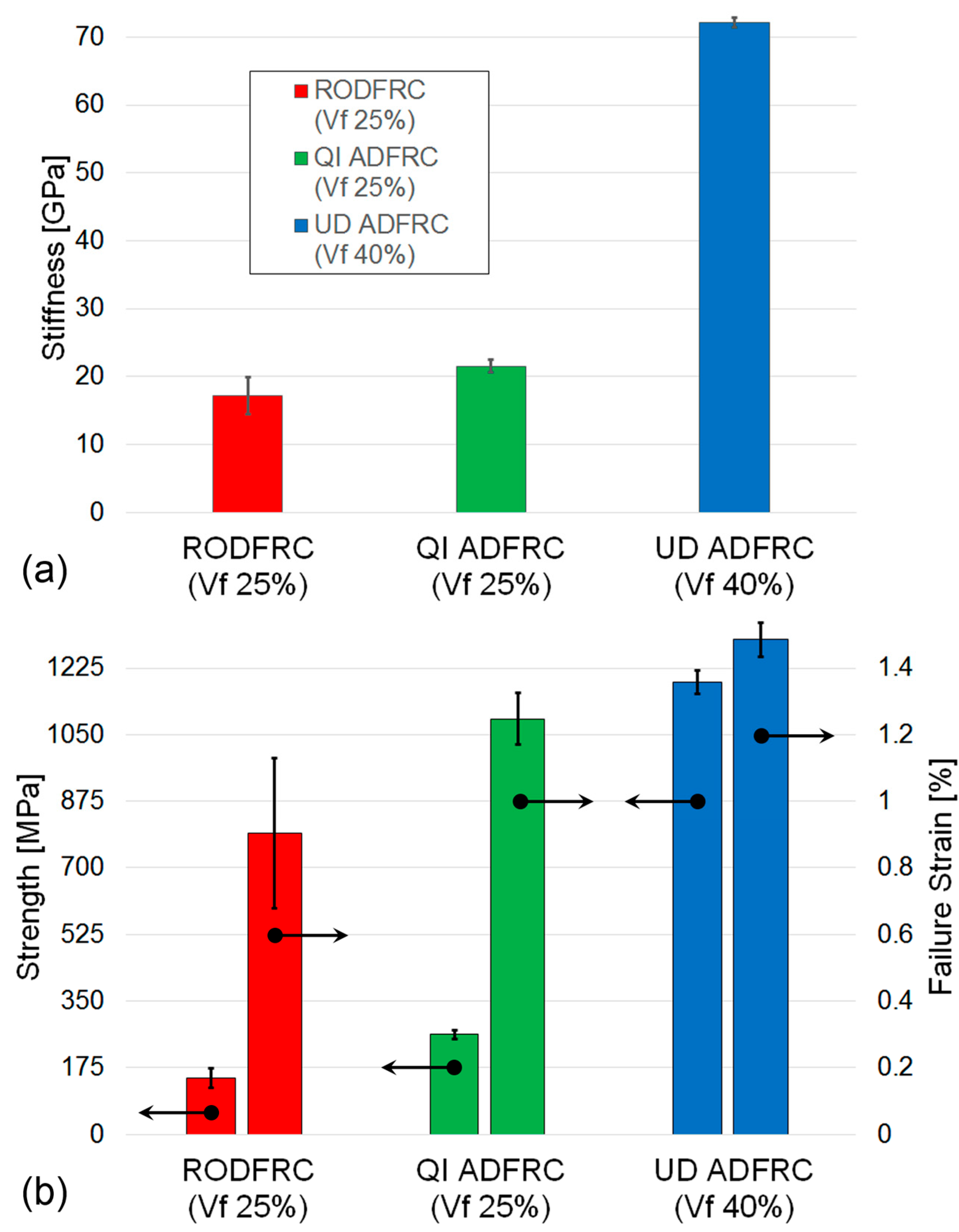
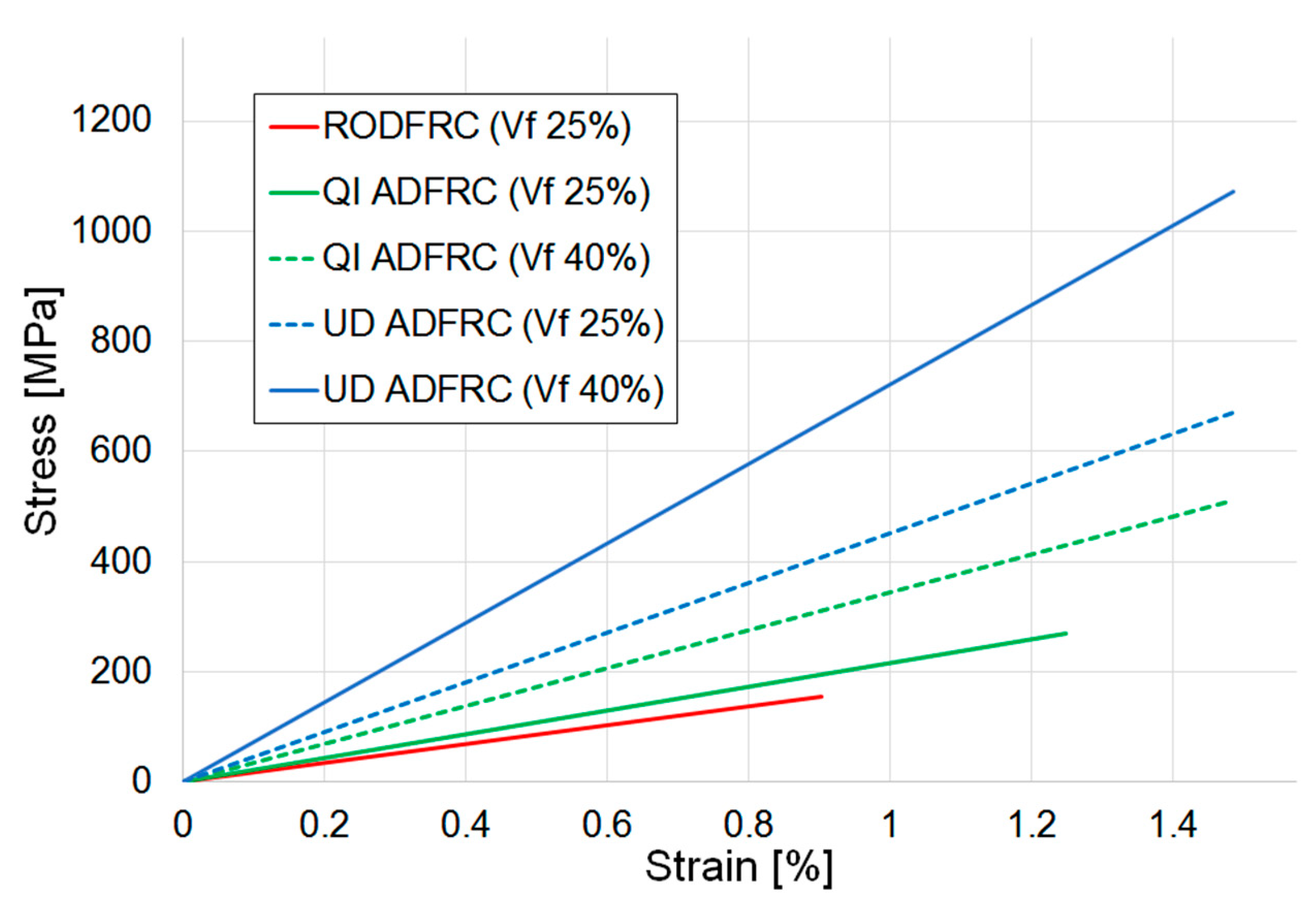
4. Experimental Results & Discussion
4.1. 100%. HSC Fibre Specimens
4.2. Pseudo-Ductile ADFRCs
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Pilato, L.A.; Michno, M.J. Advanced Composite Materials; Springer: Berlin/Heidelberg, Germany, 1994. [Google Scholar]
- Oromiehie, E.; Prusty, B.G.; Compston, P.; Rajan, G. Characterization of process-induced defects in automated fiber placement manufacturing of composites using fiber Bragg grating sensors. Struct. Health Monit. 2017, 17, 108–117. [Google Scholar] [CrossRef]
- Yu, H.; Potter, K.D.; Wisnom, M.R. A novel manufacturing method for aligned discontinuous fibre composites (High Performance-Discontinuous Fibre method). Compos. Part A Appl. Sci. Manuf. 2014, 65, 175–185. [Google Scholar] [CrossRef]
- Yu, H.N.; Longana, M.L.; Jalalvand, M.; Wisnom, M.R.; Potter, K.D. Pseudo-ductility in intermingled carbon/glass hybrid composites with highly aligned discontinuous fibres. Compos. Part A Appl. Sci. Manuf. 2015, 73, 35–44. [Google Scholar] [CrossRef] [Green Version]
- Finley, J.M.; Yu, H.; Longana, M.L.; Pimenta, S.; Shaffer, M.S.P.; Potter, K.D. Exploring the pseudo-ductility of aligned hybrid discontinuous composites using controlled fibre-type arrangements. Compos. Part A Appl. Sci. Manuf. 2018, 107, 592–606. [Google Scholar] [CrossRef]
- Yu, H.; Longana, M.L.; Jalalvand, M.; Wisnom, M.R.; Potter, K.D. Hierarchical pseudo-ductile hybrid composites combining continuous and highly aligned discontinuous fibres. Compos. Part A Appl. Sci. Manuf. 2018, 105, 40–56. [Google Scholar] [CrossRef] [Green Version]
- Czel, G.; Pimenta, S.; Wisnom, M.R.; Robinson, P. Demonstration of pseudo-ductility in unidirectional discontinuous carbon fibre/epoxy prepreg composites. Compos. Sci. Technol. 2015, 106, 110–119. [Google Scholar] [CrossRef]
- Czel, G.; Jalalvand, M.; Wisnom, M.R. Demonstration of pseudo-ductility in unidirectional hybrid composites made of discontinuous carbon/epoxy and continuous glass/epoxy plies. Compos. Part A Appl. Sci. Manuf. 2015, 72, 75–84. [Google Scholar] [CrossRef] [Green Version]
- Henry, J.; Pimenta, S. Virtual testing framework for hybrid aligned discontinuous composites. Compos. Sci. Technol. 2018, 159, 259–272. [Google Scholar] [CrossRef]
- Such, M.; Ward, C. Aligned Discontinuous Fibre Composites: A Short History. J. Multifunct. Compos. 2016, 2, 155–168. [Google Scholar] [CrossRef]
- Visweswaraiah, S.B.; Selezneva, M.; Lessard, L.; Hubert, P. Mechanical characterisation and modelling of randomly oriented strand architecture and their hybrids—A general review. J. Reinf. Plast. Compos. 2018, 37, 548–580. [Google Scholar] [CrossRef]
- Dangora, L.; Sherwood, J.; Petrov, A.; Gorczyca, J.; Mitchell, C. Forming of Composites using Discontinuous Non-Crimp Fabrics. In Proceedings of the American Society for Composites, State College, PA, USA, 9–11 September 2013. [Google Scholar]
- Longana, M.L.; Yu, H.N.; Jalavand, M.; Wisnom, M.R.; Potter, K.D. Aligned discontinuous intermingled reclaimed/virgin carbon fibre composites for high performance and pseudo-ductile behaviour in interlaminated carbon-glass hybrids. Compos. Sci. Technol. 2017, 143, 13–21. [Google Scholar] [CrossRef] [Green Version]
- Longana, M.L.; Ong, N.; Yu, H.N.; Potter, K.D. Multiple closed loop recycling of carbon fibre composites with the HiPerDiF (High Performance Discontinuous Fibre) method. Compos. Struct. 2016, 153, 271–277. [Google Scholar] [CrossRef] [Green Version]
- Tapper, R.J.; Longana, M.L.; Yu, H.A.; Hamerton, I.; Potter, K.D. Development of a closed-loop recycling process for discontinuous carbon fibre polypropylene composites. Compos. Part B-Eng. 2018, 146, 222–231. [Google Scholar] [CrossRef] [Green Version]
- Longana, M.L.; Yu, H.; Hamerton, I.; Potter, K.D. Development and application of a quality control and property assurance methodology for reclaimed carbon fibers based on the HiPerDiF (High Performance Discontinuous Fibre) method and interlaminated hybrid specimens. Adv. Manuf.-Polym. Compos. 2018, 4, 48–55. [Google Scholar] [CrossRef] [Green Version]
- Longana, M.L.; Ondra, V.; Yu, H.; Potter, D.K.; Hamerton, I. Reclaimed Carbon and Flax Fibre Composites: Manufacturing and Mechanical Properties. Recycling 2018, 3, 52. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [Green Version]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef] [Green Version]
- Sunny, T.; Pickering, K.L.; Lim, S.H. Alignment of Short Fibres: An Overview. In Proceedings of the Processing and Fabrication of Advanced Materials, Auckland, New Zealand, 22–25 January 2017; pp. 616–625. [Google Scholar]
- Wong, K.H.; Turner, T.A.; Pickering, S.J.; Warrior, N.A. The Potential for Fibre Alignment in the Manufacture of Polymer Composites from Recycled Carbon Fibre. SAE Int. J. Aerosp. 2009, 2, 225–231. [Google Scholar] [CrossRef]
- Jalalvand, M.; Czél, G.; Wisnom, M.R. Numerical modelling of the damage modes in UD thin carbon/glass hybrid laminates. Compos. Sci. Technol. 2014, 94, 39–47. [Google Scholar] [CrossRef] [Green Version]
- Jalalvand, M.; Czél, G.; Wisnom, M.R. Parametric study of failure mechanisms and optimal configurations of pseudo-ductile thin-ply UD hybrid composites. Compos. Part A Appl. Sci. Manuf. 2015, 74, 123–131. [Google Scholar] [CrossRef] [Green Version]
- Czél, G.; Rev, T.; Jalalvand, M.; Fotouhi, M.; Longana, M.L.; Nixon-Pearson, O.J.; Wisnom, M.R. Pseudo-ductility and reduced notch sensitivity in multi-directional all-carbon/epoxy thin-ply hybrid composites. Compos. Part A Appl. Sci. Manuf. 2018, 104, 151–164. [Google Scholar] [CrossRef] [Green Version]
- Yu, H.; Longana, M.L.; Potter, K.D. Quasi-Isotropic Aligned Discontinuous Fibre Composites with the HiPerDiF Method. In Proceedings of the ICCM21, 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2017. [Google Scholar]
- Longana, M.L.; Yu, H.; Potter, K.D.; Wisnom, M.R. The HiPerDiF Technology for the Manufacturing of Pseudo-Ductile Quasi-Isotropic Aligned Discontinuous Fibre Composites. In Proceedings of the ECCM18, 18th European Conference on Composite Materials, Athens, Grece, 24–28 June 2018. [Google Scholar]
- ASTM International. D3039/D3039M-17 Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM International. D3171-15 Standard Test Methods for Constituent Content of Composite Materials; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Sun, C.T.; Zhou, S.G. Failure of Quasi-Isotropic Composite Laminates with Free Edges. J. Reinf. Plast. Compos. 1988, 7, 515–557. [Google Scholar] [CrossRef]
- Puch, F.; Hopmann, C. Morphology and tensile properties of unreinforced and short carbon fibre reinforced Nylon 6/multiwalled carbon nanotube-composites. Polymer 2014, 55, 3015–3025. [Google Scholar] [CrossRef]
- Li, J.; Zhang, Y.F. The Tensile Properties of Short Carbon Fiber Reinforced ABS and ABS/PA6 Composites. J. Reinf. Plast. Compos. 2009, 29, 1727–1733. [Google Scholar] [CrossRef]
- Ionita, A.; Weitsman, Y.J. On the mechanical response of randomly reinforced chopped-fibers composites: Data and model. Compos. Sci. Technol. 2006, 66, 2566–2579. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C124, TohoTENAX (HSC) | Granoc XN-90, NGF (HMC) | C100, Vetrotex (EG) | ||
|---|---|---|---|---|
| Material | Polyacrylontrile. based carbon | Pitch based carbon | E-glass | |
| Diameter | [μm] | 7 | 10 | 7 |
| Length | [mm] | 3 | 3 | 3 |
| Density | [g/cm3] | 1.82 | 2.21 | 2.60 |
| Stiffness | [GPa] | 225 | 860 | 73 |
| Strength | [MPa] | 4344 | 3430 | 2400 |
| Failure Strain | [%] | 1.93 | 0.398 | 3.29 |
| RODFRC (Vf 25%) | QI ADFRC (Vf 25%) | UD ADFRC (Vf 40%) | ||
|---|---|---|---|---|
| Stiffness | [GPa] | 17.12 | 21.54 | 72.12 |
| CV | [%] | 16 | 4 | 2 |
| Failure strain | [%] | 0.904 | 1.248 | 1.486 |
| CV | [%] | 25 | 6 | 3 |
| Strength | [MPa] | 148 | 262 | 1188 |
| CV | [%] | 17 | 5 | 4 |
| CC_20-80 | CG_20-80 | CC_50-50 | CG_40-60 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Composition | 20% HMC 80% HSC | 20% HSC 80% EG | 50% HMC 50% HSC | 40% HMC 60% EG | ||||||
| UD | QI | UD | QI | UD | QI | UD | QI | |||
| Stiffness | [GPa] | 85.3 | 28.4 | 53.2 | 17.8 | 118.8 | 40.0 | 77.5 | 26.9 | |
| CV | [%] | 6.1 | 5.2 | 1.3 | 3.3 | 4.2 | 2.8 | 5.1 | 7.0 | |
| Yield strain | [%] | 0.354 | 0.354 | 0.359 | 0.360 | 0.331 | 0.312 | 0.306 | 0.300 | |
| CV | [%] | 2.0 | 1.4 | 0.2 | 1.8 | 5.4 | 1.4 | 2.2 | 4.9 | |
| Failure strain | [%] | 1.420 | 1.323 | 1.870 | 1.646 | 1.248 | 1.086 | 1.496 | 1.206 | |
| CV | [%] | 0.4 | 0.3 | 7.4 | 2.3 | 5.6 | 4.3 | 1.0 | 4.4 | |
| Strength | [MPa] | 820 | 261 | 456 | 138 | 606 | 187 | 358 | 110 | |
| CV | [%] | 7.2 | 5.6 | 2.7 | 3.0 | 2.8 | 2.2 | 2.3 | 7.3 | |
| Pseudo-ductile strain | [%] | 0.456 | 0.404 | 1.013 | 0.868 | 0.738 | 0.618 | 1.034 | 0.797 | |
| CV | [%] | 22.6 | 2.3 | 13.0 | 4.4 | 10.3 | 5.8 | 3.1 | 5.4 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Longana, M.L.; Yu, H.; Lee, J.; Pozegic, T.R.; Huntley, S.; Rendall, T.; Potter, K.D.; Hamerton, I. Quasi-Isotropic and Pseudo-Ductile Highly Aligned Discontinuous Fibre Composites Manufactured with the HiPerDiF (High Performance Discontinuous Fibre) Technology. Materials 2019, 12, 1794. https://doi.org/10.3390/ma12111794
Longana ML, Yu H, Lee J, Pozegic TR, Huntley S, Rendall T, Potter KD, Hamerton I. Quasi-Isotropic and Pseudo-Ductile Highly Aligned Discontinuous Fibre Composites Manufactured with the HiPerDiF (High Performance Discontinuous Fibre) Technology. Materials. 2019; 12(11):1794. https://doi.org/10.3390/ma12111794
Chicago/Turabian StyleLongana, M. L., H. Yu, J. Lee, T. R. Pozegic, S. Huntley, T. Rendall, K. D. Potter, and I. Hamerton. 2019. "Quasi-Isotropic and Pseudo-Ductile Highly Aligned Discontinuous Fibre Composites Manufactured with the HiPerDiF (High Performance Discontinuous Fibre) Technology" Materials 12, no. 11: 1794. https://doi.org/10.3390/ma12111794