1. Introduction
Nickel (Ni)-based alloys have become widely accepted materials for the manufacture of critical parts owing to their exceptional characteristics such as high creep, good rupture strength, and resistance to corrosion and oxidation [
1]. Due to excellent fatigue strength and possession of yield strength at high temperature and pressure (600 °C, 1000 MPa), Ni alloys are used in the manufacturing of aero-engines, turbine blades, nuclear reactors, and in chemical industries, where there is a requirement for use of cyclic loads and high temperatures. Thakur and Gangopadhyay have examined an aero-engine consisting of 50% Ni alloy in weight, due its high thermal stability in severe environments [
2]. In addition, Ni alloys are ductile materials under cryogenic temperature because of their face-centered cubic (FCC) structure, which is why they are used in cryogenic tanks, as superconducting materials, and in rocket motor casings [
3]. Nowadays, Ni-based alloys have several grades, such as Inconel-718, FGH-95, ME-16, IN-100, Inconel-800, and Inconel-825. Among numerous Inconel grades, Inconel-800 is a Fe–Ni–Cr alloy that offers adequate resistance to oxidation, and carburization even at elevated temperatures with moderate strength [
4]. It is highly desirable for the manufacturing of high temperature equipment which is resistant to chloride stress corrosion cracking and shows high creep and stress rupture characteristics in the temperature range of 594–983 °C.
Despite all its advantages and applications, machining of such difficult-to-cut materials is also a great challenge due to their poor thermal conductivity, hot hardness, and chemical reaction with tool materials [
5]. Such limitations have compelled the manufacturing industries to revise tool failure criteria for turning (ISO-3685) to attain adequate surface quality and tool life. Therefore, considerable attention has been dedicated to researching the manufacture aerospace components without compromising surface quality, in addition to tool edge damage. In the turning process, shearing and friction due to rubbing of chip at the tool rake face produces an elevated temperature in primary and secondary machining zones. This generated heat strongly effects the tool wear and surface quality because, above a certain temperature, tool binding may start losing its strength and accelerate wear.
In order to reduce the temperature and acceleration of tool wear and to improve the surface quality, several lubri-cooling techniques have been practiced in industry. These coolants and lubricants remove chips and reduce temperature and friction due to the rubbing of chip and tool. Water-soluble oils and minerals oils are frequently applied in industry. However, due to their adverse effects on ecology, operator heath, and some restrictions from the EPA (Environmental Protection Agency), advanced industries have started accepting some sustainable cooling/lubrication techniques [
6], such as minimum quantity lubrication (MQL) machining [
7], cryogenic machining [
8], and nanofluid-assisted MQL machining [
9] in order to enhance the machinability of Inconel-800 alloy. In MQL machining, small quantities (microlubrication) of pure oil (vegetable oil) are mixed with compressed air to impinge a fine mist (10~100 mL) to attain the advantage of effective cooling and lubrication at the tool–chip interface. Most of research studies have shown better surface quality and tool life under MQL machining compared with dry or flood cooling [
10,
11]. Similarly, Gurraj et al. have investigated the machining of difficult-to-cut material under MQL to enhance machinability. Turning tests under the MQL lubri-cooling technique were carried out to improve the machinability in terms of surface quality, tool wear, and cutting forces. Findings have depicted a 15% improvement in all the responses under the MQL cooling technique [
12]. Also, Joshi et al. [
13] have investigated the turning of Incoloy-800 under dry, flood (600 L/h) and MQL (150 mL/h, 230 mL/h) cutting conditions from the perspective of surface quality and flank wear. The findings have depicted less wear and better surface quality under MQL conditions. However, MQL (230 mL/h) provided favorable results compared to MQL (150 mL/h) under all conditions. Maruda et al. [
14,
15] also studied MQL conditions. They claimed that MQL performs very well during the machining of different materials. From the above findings, it can be understood that although lower flow rates of MQL achieved better performance, they were nevertheless not suitable for machining due to the material being difficult to cut. The key reason behind this problem is due to the lower oil flow rate which fails to limit heat generation at primary and secondary cutting zones and evaporates immediately in the machining of difficult-to-cut materials.
In order to enhance the machinability performance of MQL, specifically for difficult-to-cut materials, several advancements in MQL have been applied in research, i.e., nanofluid-assisted MQL [
16,
17], hybrid nanofluid MQL [
18], Ranque–Hilsch vortex tube [
12], ionic liquid-assisted MQL (IL-MQL) [
19], electrostatic MQL [
20], vegetable oil-based solid lubricant MQL [
21], and time-controlled MQL pulse [
22]. Among these advancements of the MQL system, nanofluid-assisted machining of difficult-to-cut materials is a widely accepted alternative. In order to enhance the thermal characteristics of heat transfer in machining, different types nanoparticles are used with vegetable base oil, such as alumina (Al
2O
3), graphite, aluminum nitride (AlN), and molybdenum disulfide. The mentioned nanoparticles provide superior heat transfer, thermal conductivity, surface area, and Brownian motion. Considering the sustainable machining of difficult-to-cut materials, Khan et al. [
23] carried out machining under conventional MQL and Al
2O
3 nanofluid-assisted MQL (NFMQL) from the viewpoint of temperature, surface roughness, and energy consumption. Findings have depicted the superiority of NFMQL with a 16%.2~34.5% reduction in temperature and 11.3%~12% reduction in surface roughness for all cutting conditions. It is mentioned that nanoadditives (size < 100 nm) have a biodegradable base oil-enhanced tribological behavior, owing to an amending effect, polishing, tribo-film formation, and ball bearing effect. The existence of nanoadditives in nanofluids enhance thermal conductivity, the heat transfer rate, and the nanoparticles deposited on the machining region behave as small bearings and fins, leading to heat dissipation and lubrication. This was proposed for industrial applications, where nanofluids have provided stability at the tool–chip interface for better surface quality due to a ball bearing effect. Padmni et al. [
24] have applied molybdenum disulfide (MoS
2) nanoparticle-based vegetable oil in conventional machining in order to improve the machinability from the perspective of surface roughness and tool wear. Results have underscored a maximum of a 37% reduction in tool wear and 44% reduction in surface roughness with 0.5 vol% nanoparticles in comparison with dry turning. Khan et al. [
25] applied copper nano-additives (Cu-np)-based MQL in the conventional machining to improve the surface quality and machinability. Findings have depicted superior surface quality under nanofluid-assisted machining. They reported that the application of Cu-nps in biodegradable oil extended tribological film formation as well as thermal properties. Hence, Cu-np-assisted machining has minimized surface roughness and lowered the environmental impact.
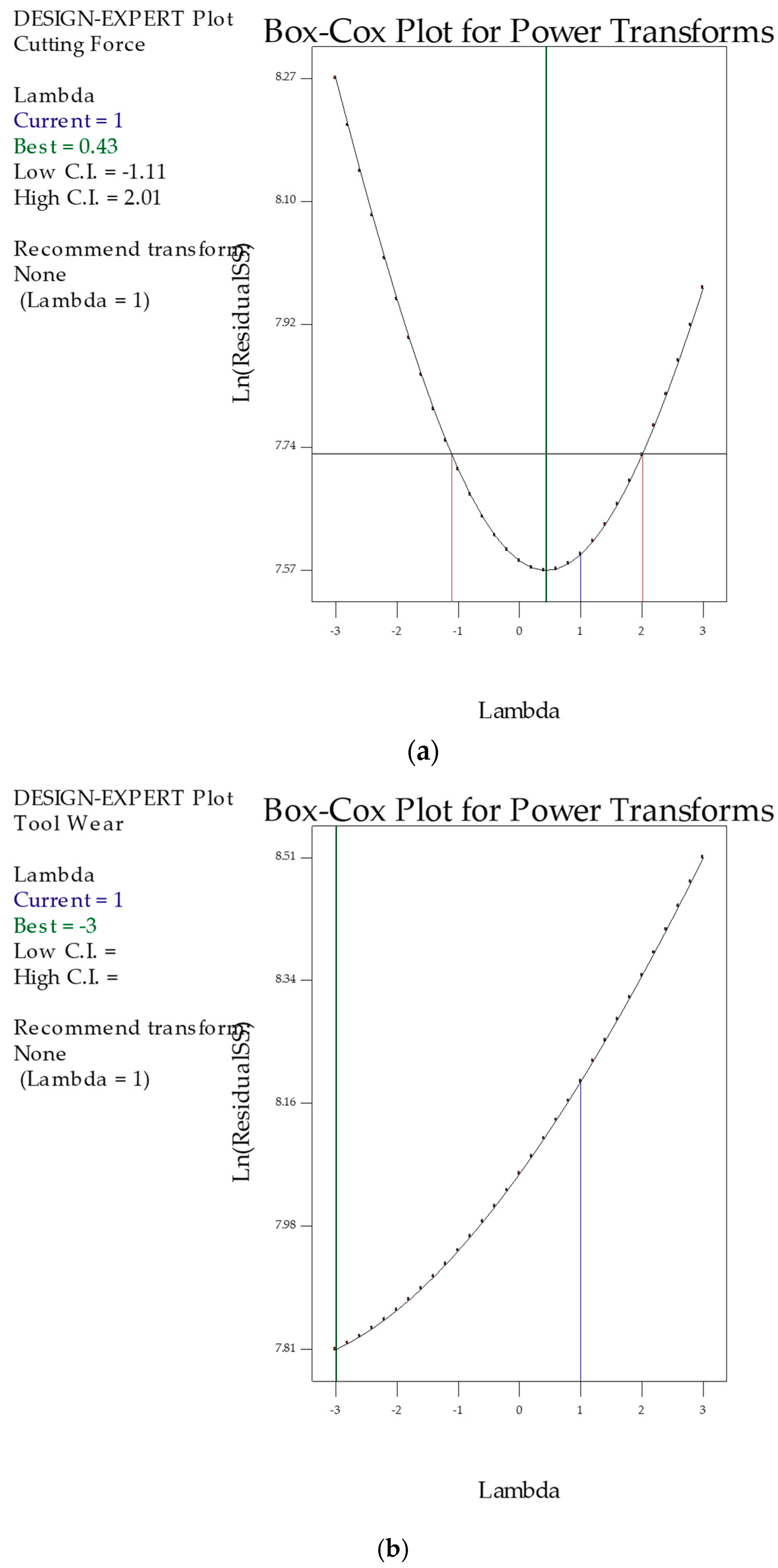
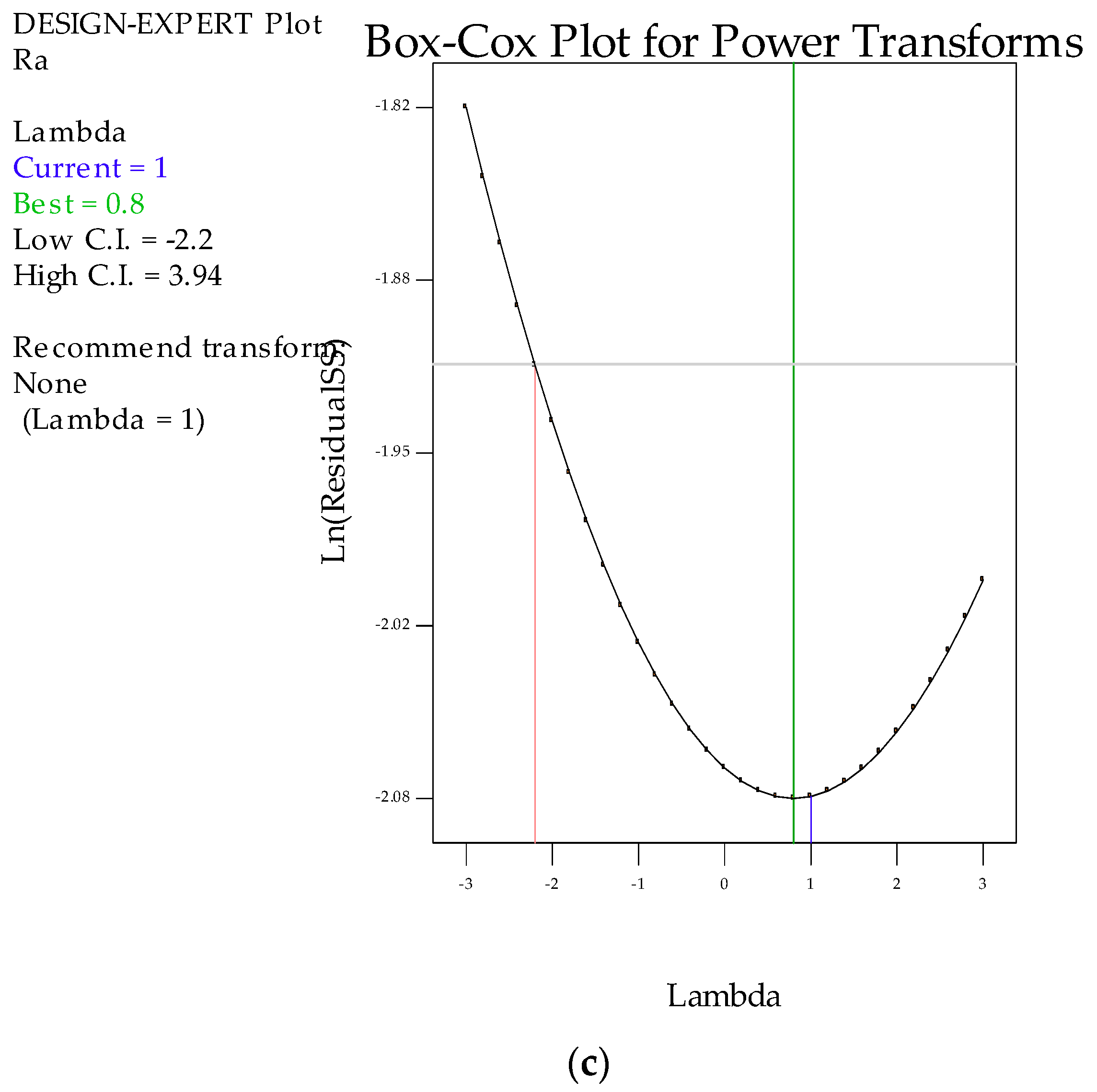
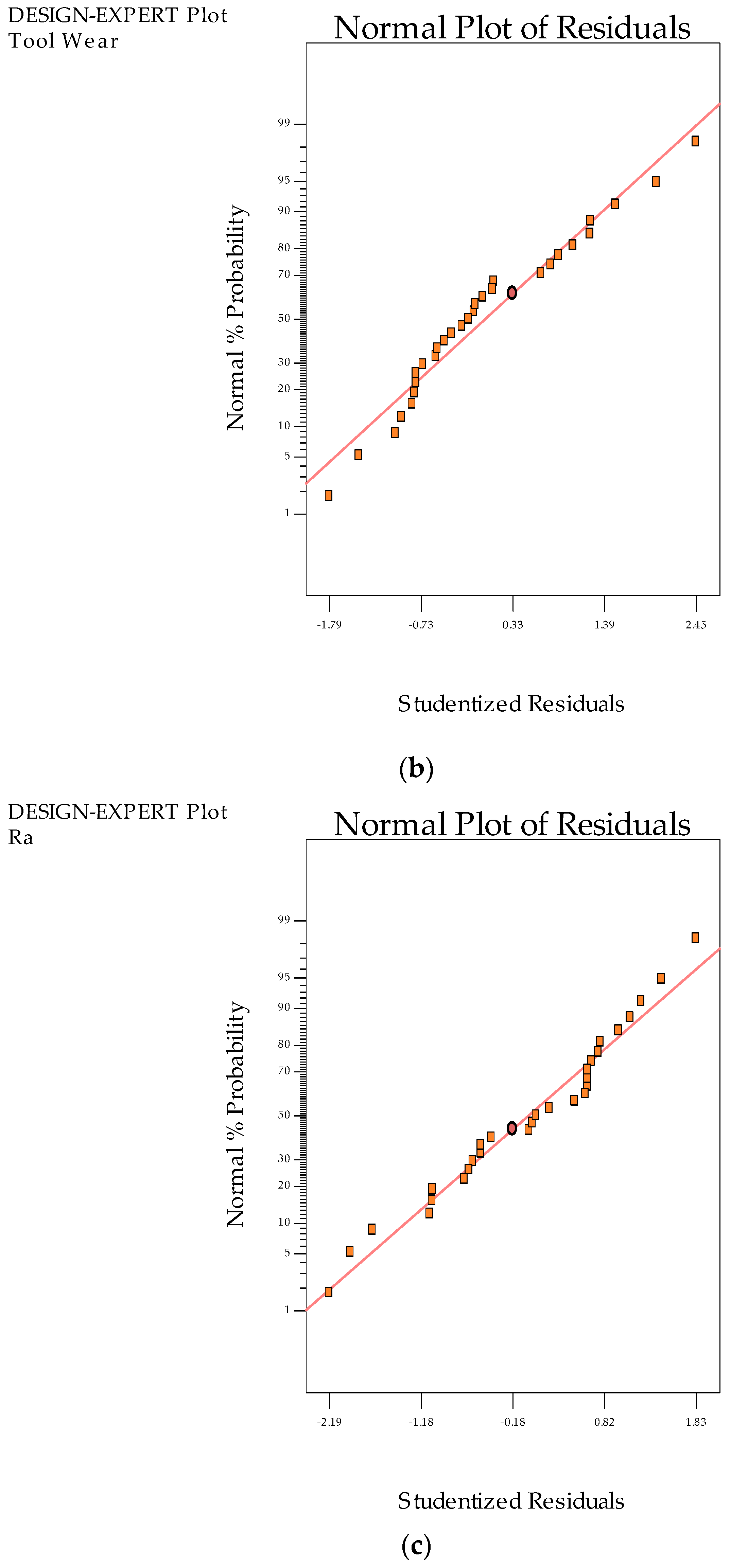
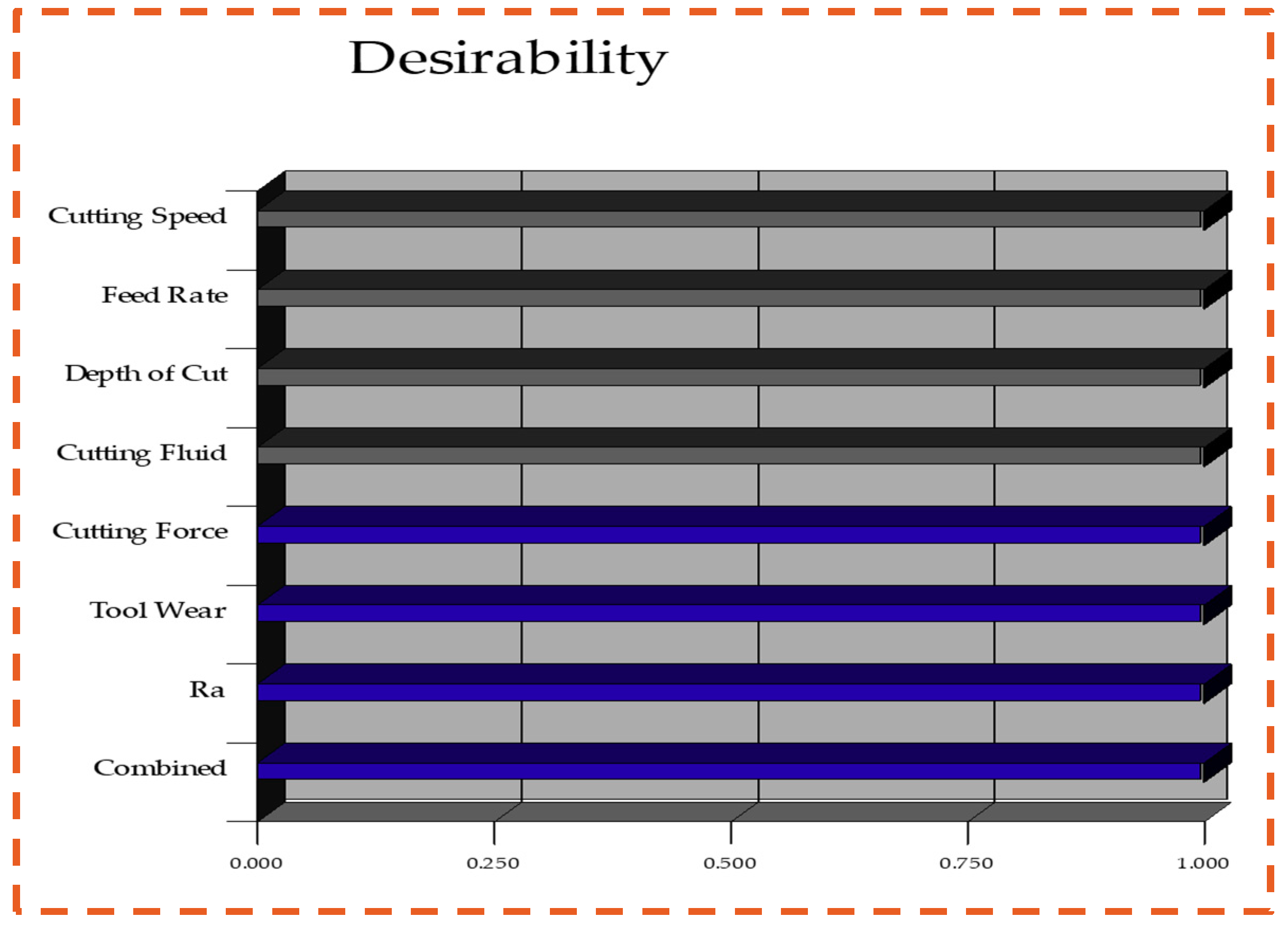
According to the aforementioned state-of-art review, it is worth mentioning that the MQL system along with the nanofluid cooling conditions have been considered as a good alternative and help to significantly improve the machining performance in terms of lower cutting forces, surface roughness, tool wear, etc. Therefore, with this aim, the three type of nanofluids i.e., aluminum oxide (Al2O3), molybdenum disulfide (MoS2), and graphite with MQL system have been firstly implemented in the turning of new Inconel-800 alloy and various important characteristics such as cutting force, tool wear, and surface roughness were evaluated. Further, the process parameters were tested for their statistical significance levels using Box Cox transformation, normally distributed plots, and analysis of variance (ANOVA) methods, respectively. In the end, the optimized parameters were obtained using composite desirability approach (CDA). The paper is organized into the following sections (1) Introduction and Literature Review followed by (2) Materials and Methods, (3) results are presented in the Results and Discussion section and (4) the findings of complete paper are presented here.
2. Materials and Methods
This section discusses the experimental setup used for machining of Inconel-800 alloy under nanofluid-enriched MQL conditions. The complete details of workpiece materials, mechanical properties, tool materials, and equipment used for machinability study are discussed below:
2.1. Workpiece, Cutting tool, and Machine Tool Details
In this work, the turning experiments were performed on new nickel-based alloy, i.e., Inconel-800. This alloy is mainly used in the aerospace, nuclear, and marine sectors. This alloy is used under heat-treated conditions. The chemical composition and heat treatment conditions of Inconel-800 alloy are presented in
Table 1 and
Table 2. The diameter and length of subjected material used was 50 mm × 120 mm, respectively. Further, the cutting tool used for machining the Inconel-800 alloy is cubic boron nitride (CBN) having model no. CCGW 09T304-2 tips and with rhombic shape. The insert was rigidly fixed on the tool holder of lathe tool dynamometer. The details of dynamometer are given in the following sections. Note that no separate tool holder is used for experimentation. This insert contains 50% of CBN content having a grain size of 2 µm, titanium carbide binder, and titanium nitride coating. Moreover, it is highly recommended to use interrupted cutting and heavy operations on high-strength temperature-resistant alloys, i.e., Inconel-800. The complete specifications of cutting tool are presented in
Table 3. Further, the CNC lathe is used for performing the turning experiments on Inconel-800 alloy. This machine tool consists of two concurrently controlled axes, namely, Z axis (movement of carriage parallel to spindle axis (longitudinal)), and X-axis (movement of turret slide at right angle to spindle axis (cross)), and equipped with a Siemens control system.
2.2. Cooling-Lubrication Conditions
Environmentally friendly cooling conditions, i.e., the minimum quantity lubrication system, have been implemented in this work. The MQL system used in this work was “NOGA mini cool system’. The main parts of this system are two pipes, nozzles, control valve, syphon line, and powerful on/off Popeye magnet system. The coolant flow rate, air flow rate and air pressure used in this work were 30 mL/h, 6 L/min, and 5 bar, respectively.
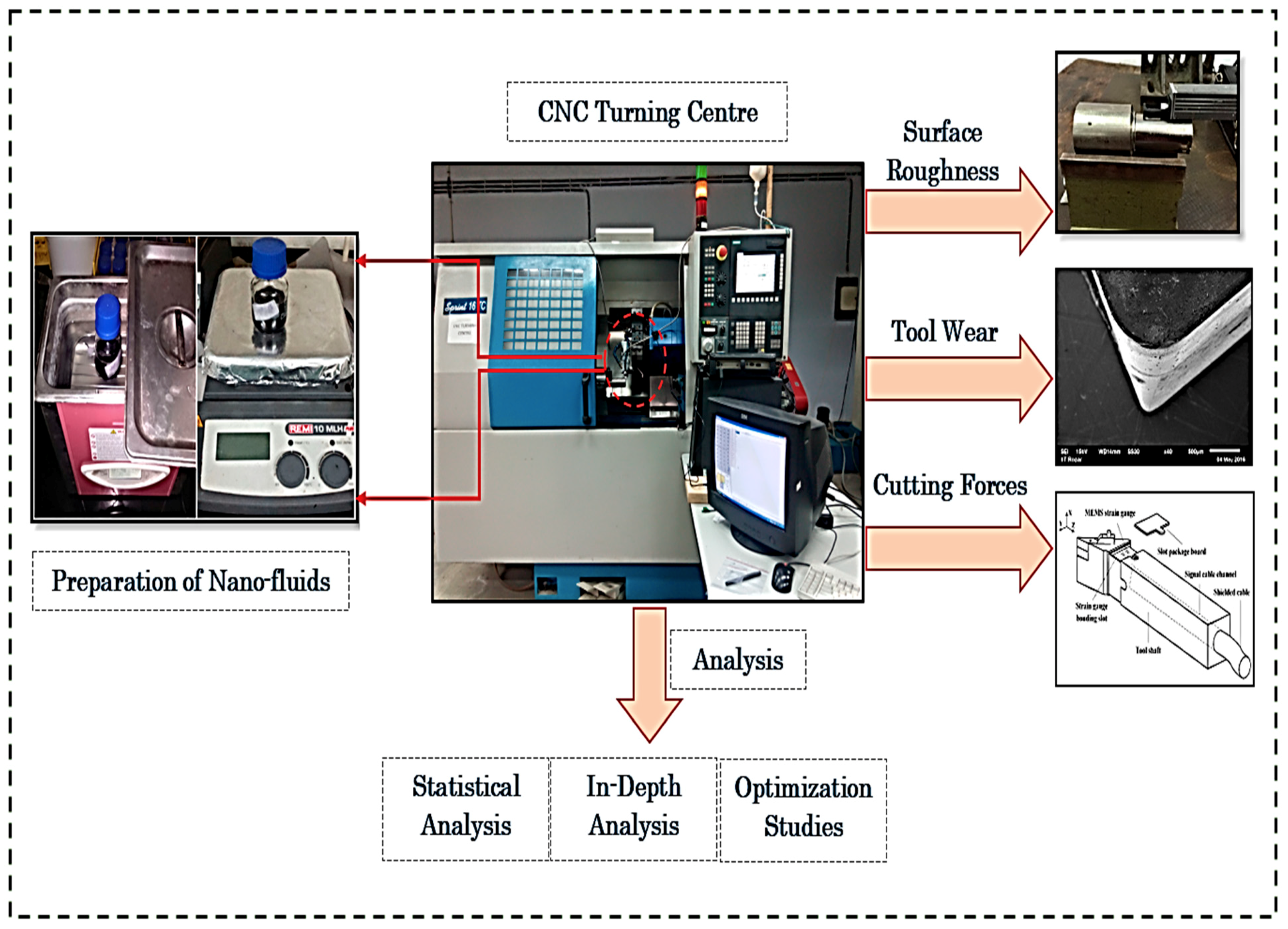
2.3. Preparation of Nanofluids
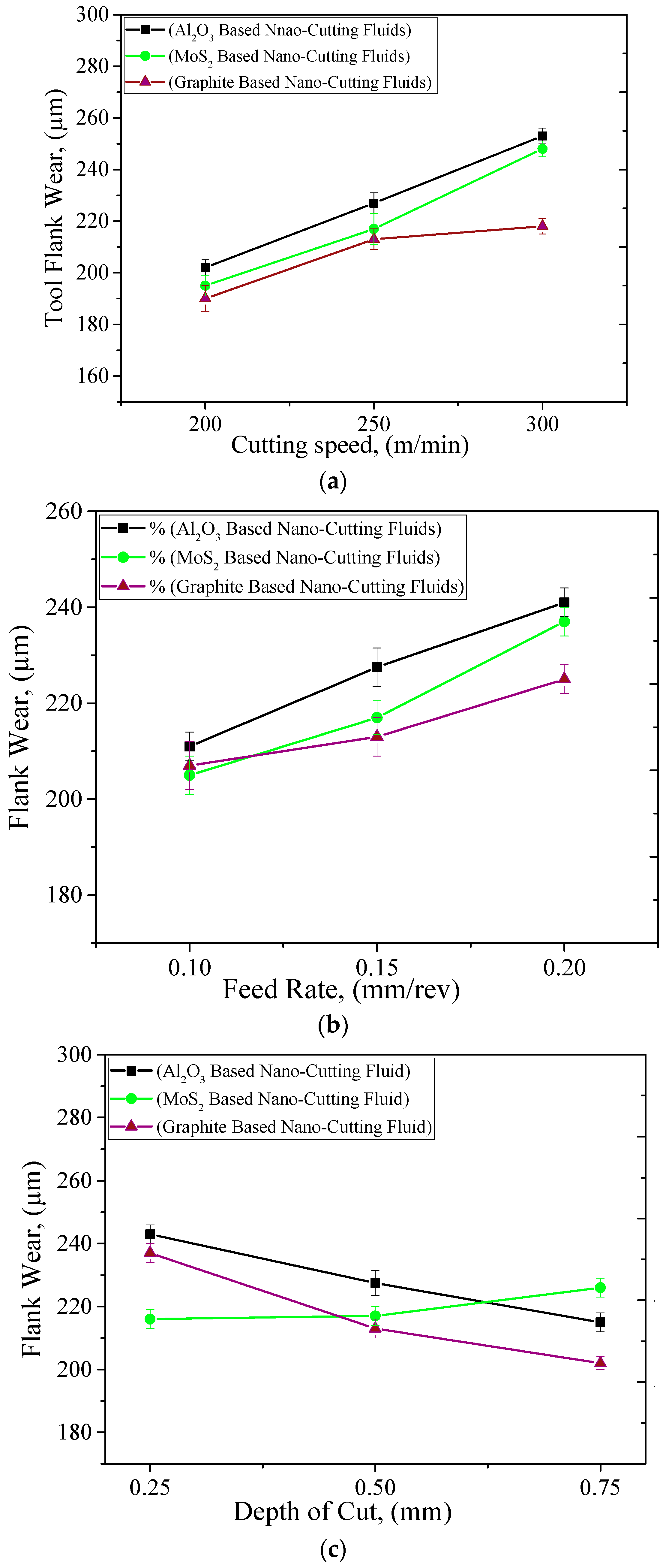
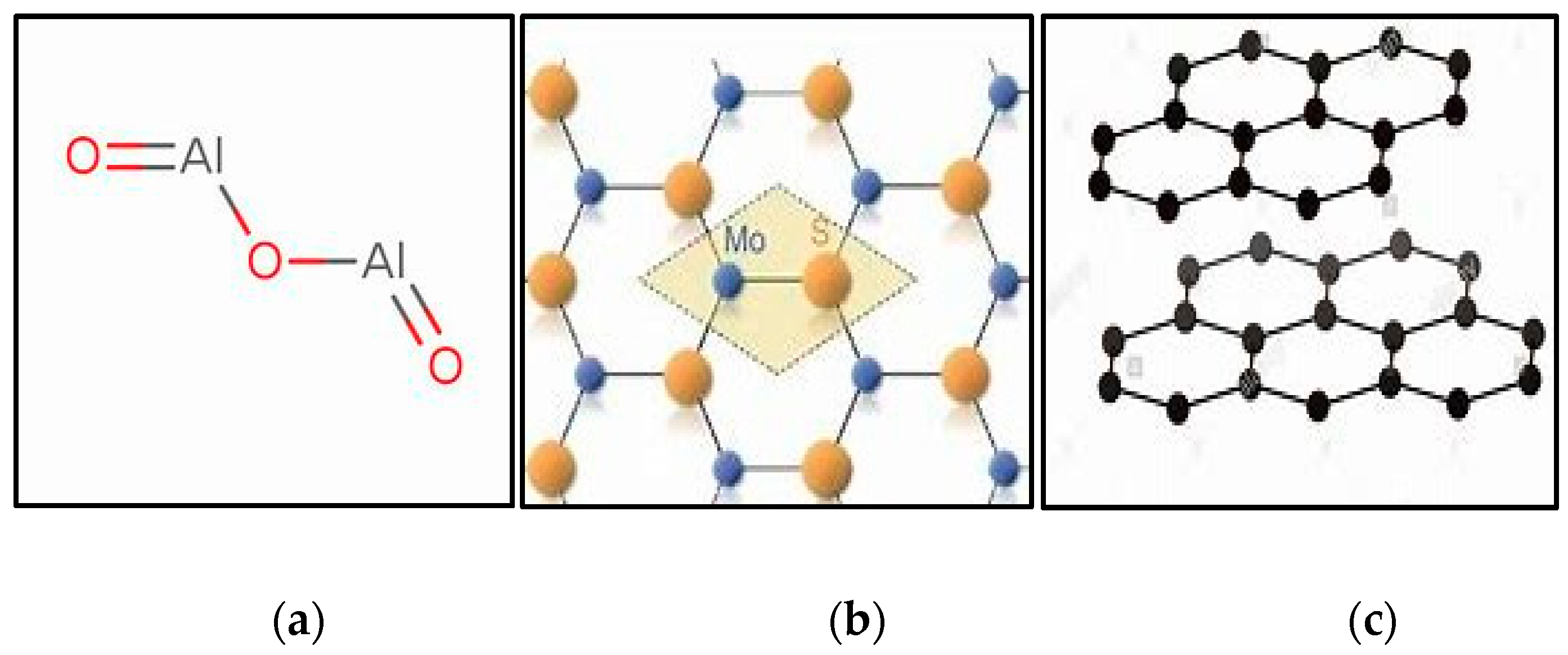
The current work involves the application of three types of commercially available nanoparticles having an average size of 40 nm. These nanoparticles are aluminum oxide (Al
2O
3), molybdenum disulfide (MoS
2), and graphite respectively. The 3 wt. % nanoparticles were mixed in vegetable base oil as additives, i.e., in sunflower oil having the following physical properties: kinematic viscosity 40 1C (cSt): 40.05; viscosity index: 206; flashpoint (0 °C): 252; and pour point (0 °C): –12.00. For proper mixing of nanoparticles with base oil, the two-step method was adopted. In this method, sonication was carried out with the help of an ultra-sonication bath for about one hour followed by hot magnetic stirring of half an hour. In order to enhance the dispersion, reduce surface tension, and improve wettability and oxidation resistance, sodium lauryl sulfate and the natural antioxidant tocopherol (vitamin E) were used as surfactant at a ratio of 1:10. The properties of different nanofluids are shown in
Table 4.
2.4. Machining Characteristic Measurements
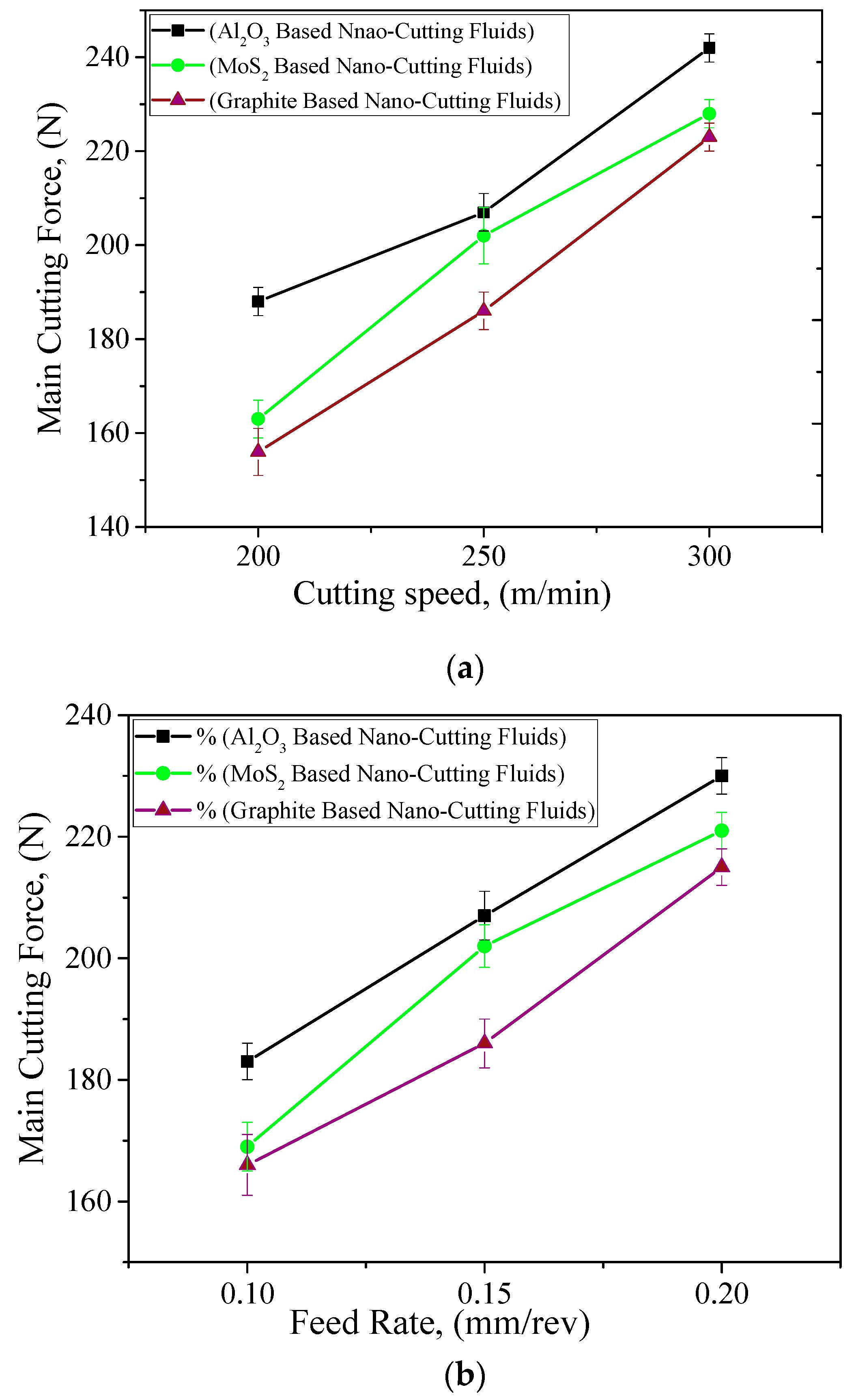
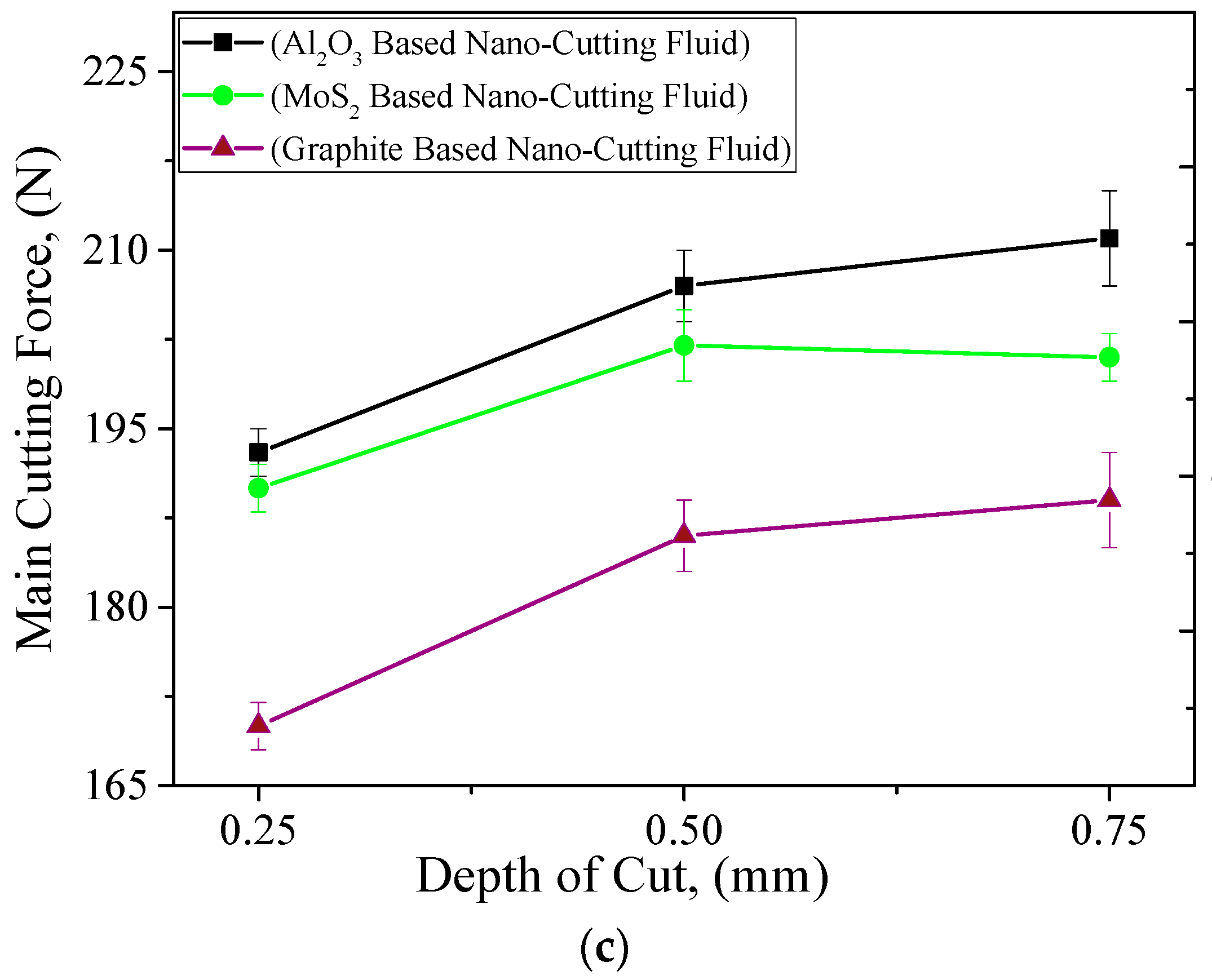
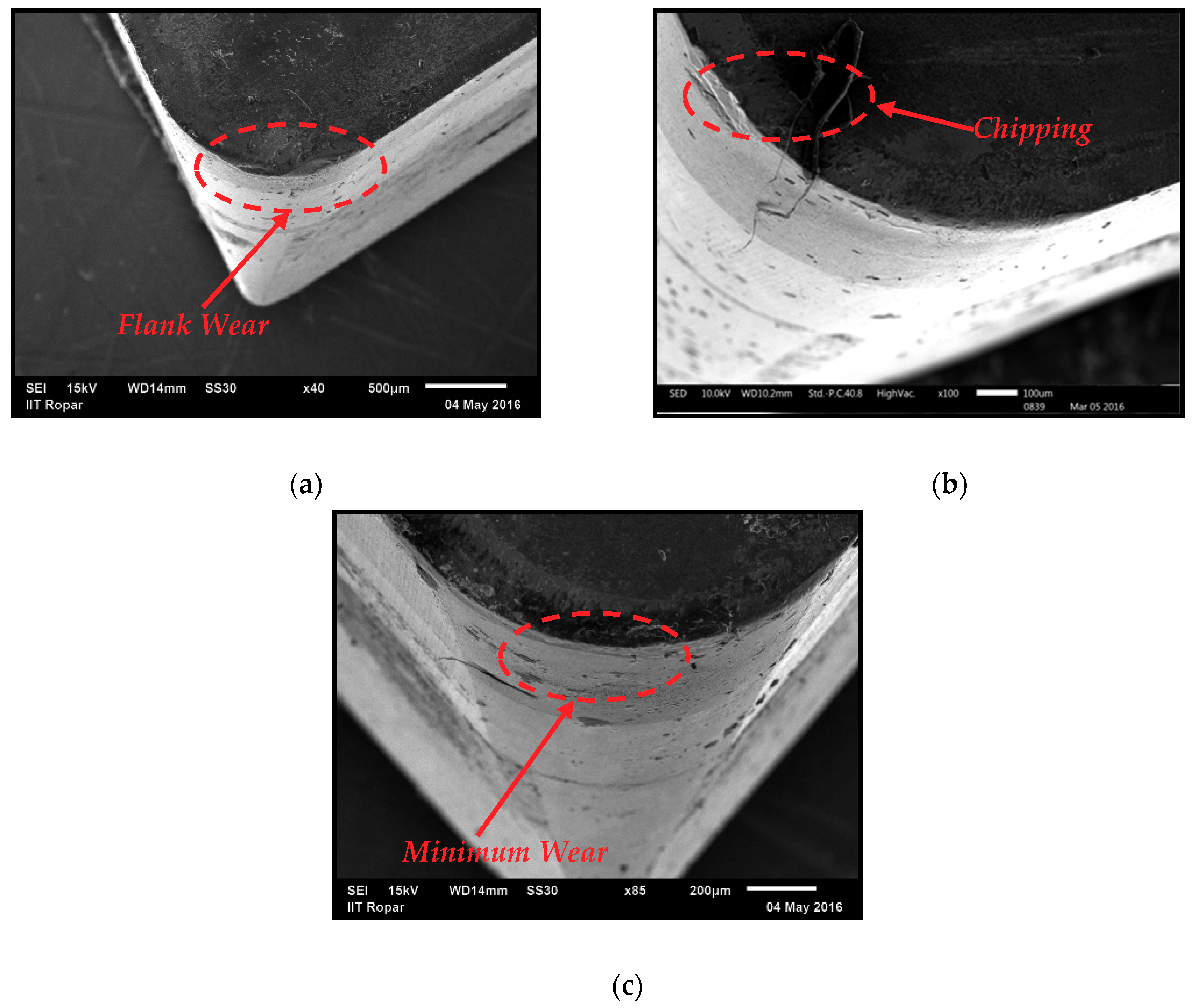
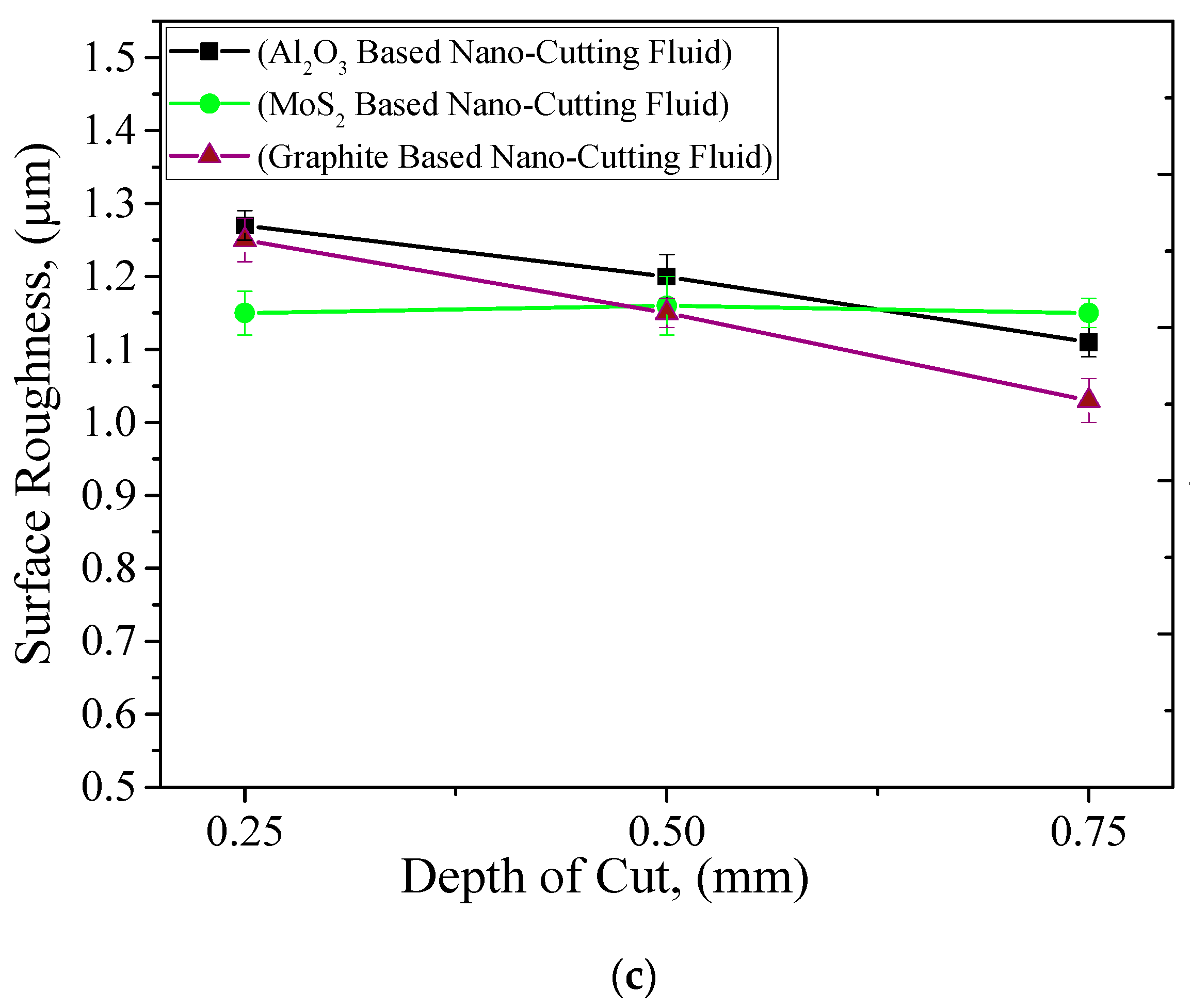
In this work, three prominent machining indices, namely main cutting forces (Fc), tool wear (VBmax), and surface roughness values (Ra) were evaluated under three different nanofluid cutting conditions. The main cutting forces were measured using online mode and the tool wear as well as surface roughness measured using offline mode. For the measurement of cutting forces, the TeLC made lathe tool dynamometer associated with XKM 2000 software was used. In same context, the tool flank wear measurements for the finish turning operation were recorded using a standard Mitutoyo’s make toolmaker’s microscope (i.e., VBmax ≥ 0.60 mm, as per the ISO 3685 standard). Similarly, the arithmetic roughness values have been measured with the Mitutoyo make SJ301 surface roughness tester. Moreover, these conditions were considered for evaluation of surface roughness values, i.e., standard ISO 1999 profile R cut off length of 0.8 mm, range—auto, and speed of 0.25 mm/s. In the end, the tool wear was analyzed with the help of scanning electron microscopy (SEM).
2.5. Process Parameters and Design Methodology
The three types of machining parameters with three different levels, namely cutting speed, feed rate, and depth of cut have been used in this work. The complete details of parameters and their used levels are detailed in
Table 5. The selection of these parameters was based purely on pilot experiments, literature review, and tool manufacturer recommendations. The machining time of 1 min was fixed in all set of turning experiments. Moreover, these experiments were performed by following the Box-Behnken response surface methodology (RSM) design. In this, the machining parameters are considered as a continuous factor and different cooling conditions are termed as a categorical factor. Note that the total 29 experiments was suggested by RSM and for each set of experiments, a fresh cutting edge of CBN tool has been used to accurately study the effect of process parameters on machining responses. In the end, the given parameters were optimized by composite desirability approach (CDA). The main aim of the implementation of CDA is to achieve the most accurate predictions and results in the minimum possible time. The complete methodology of this scientific work is shown in
Figure 1.

 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}