Effect of Mg Content on Microstructure and Properties of Al–Mg Alloy Produced by the Wire Arc Additive Manufacturing Method

Abstract
:1. Introduction
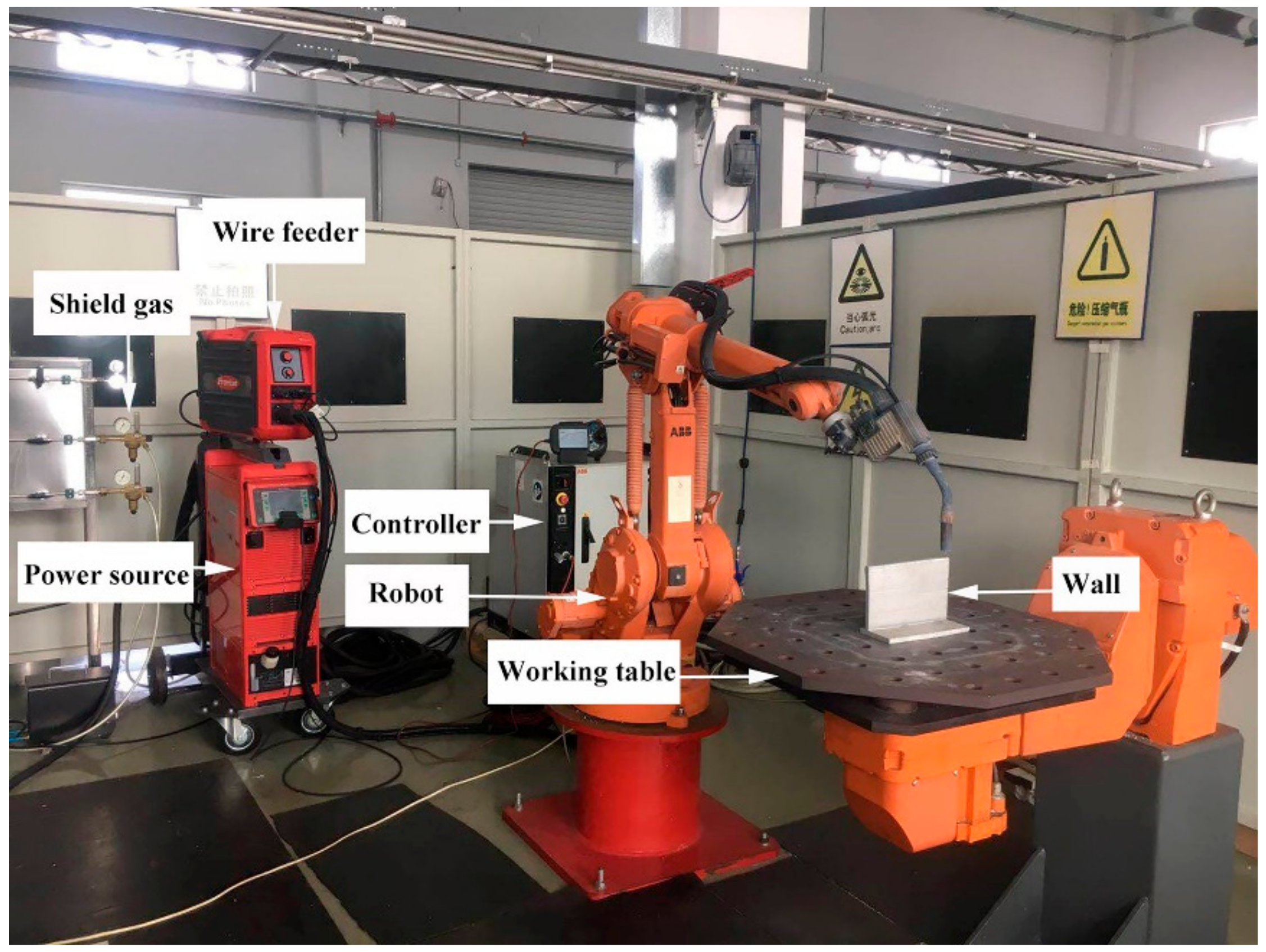
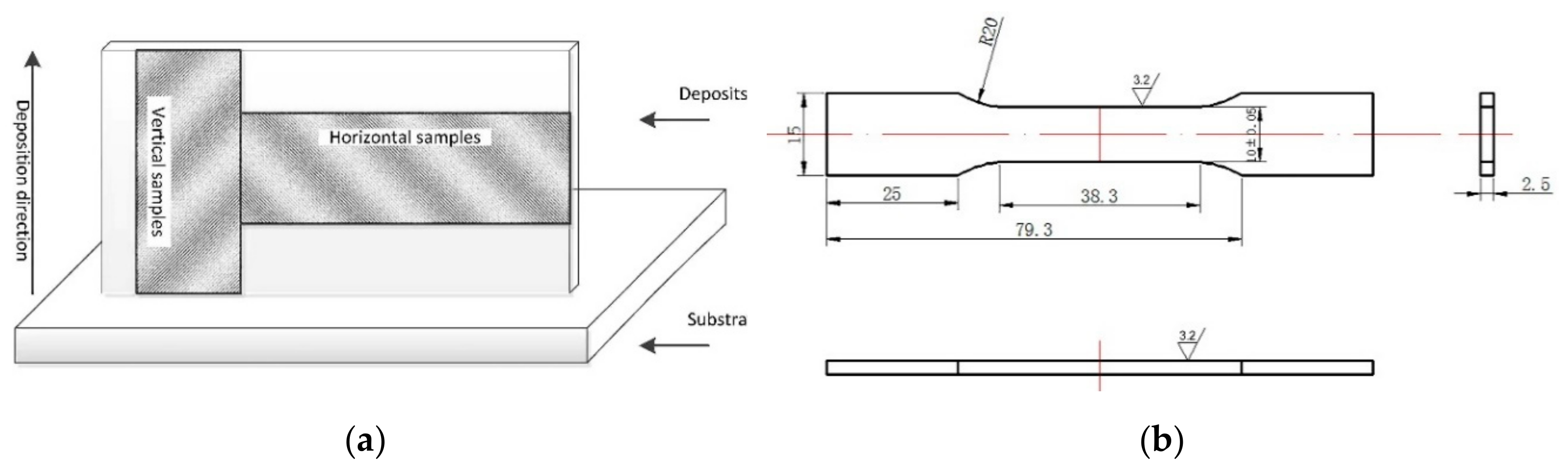
2. Experimental Method
3. Results and Discussion
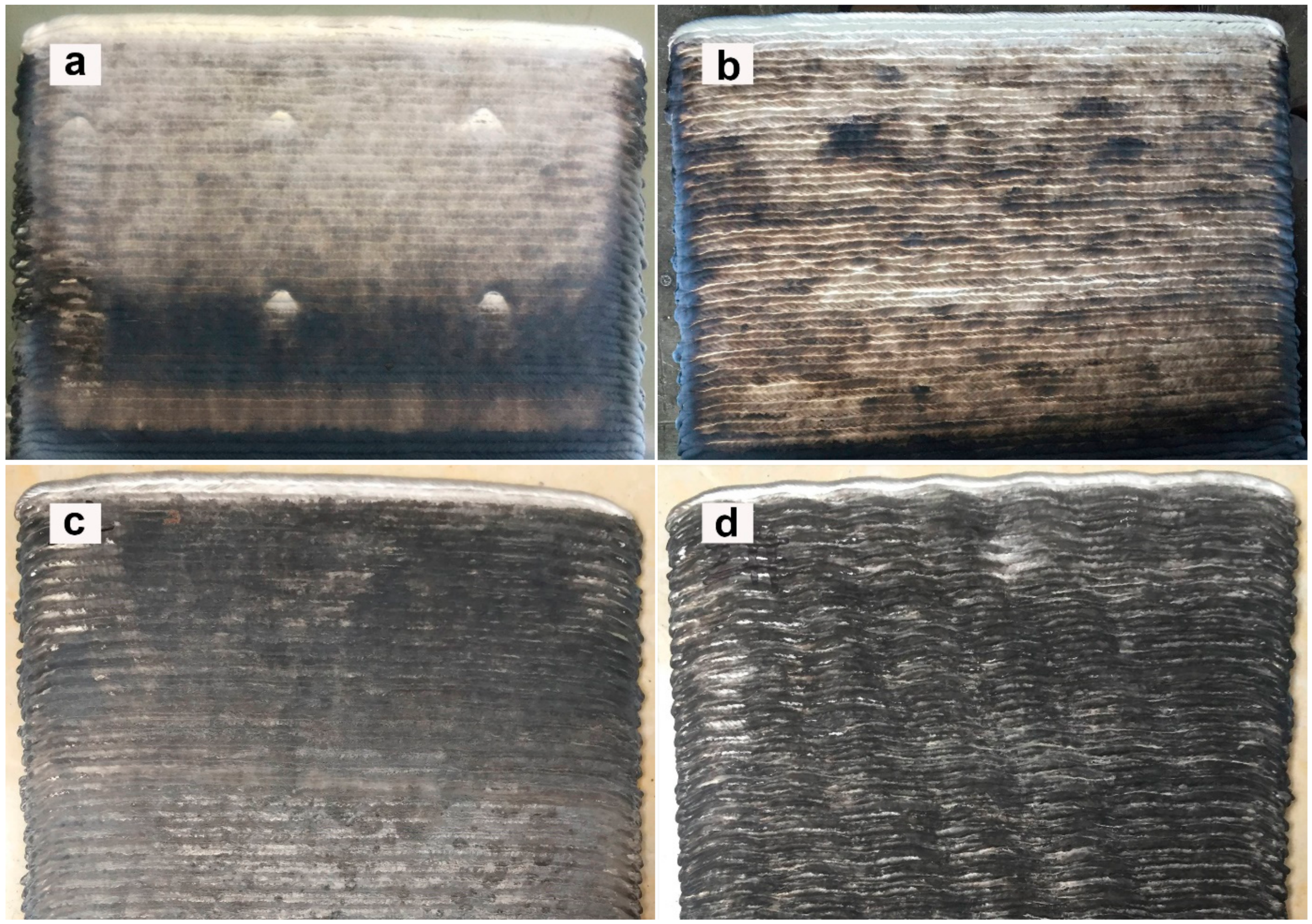
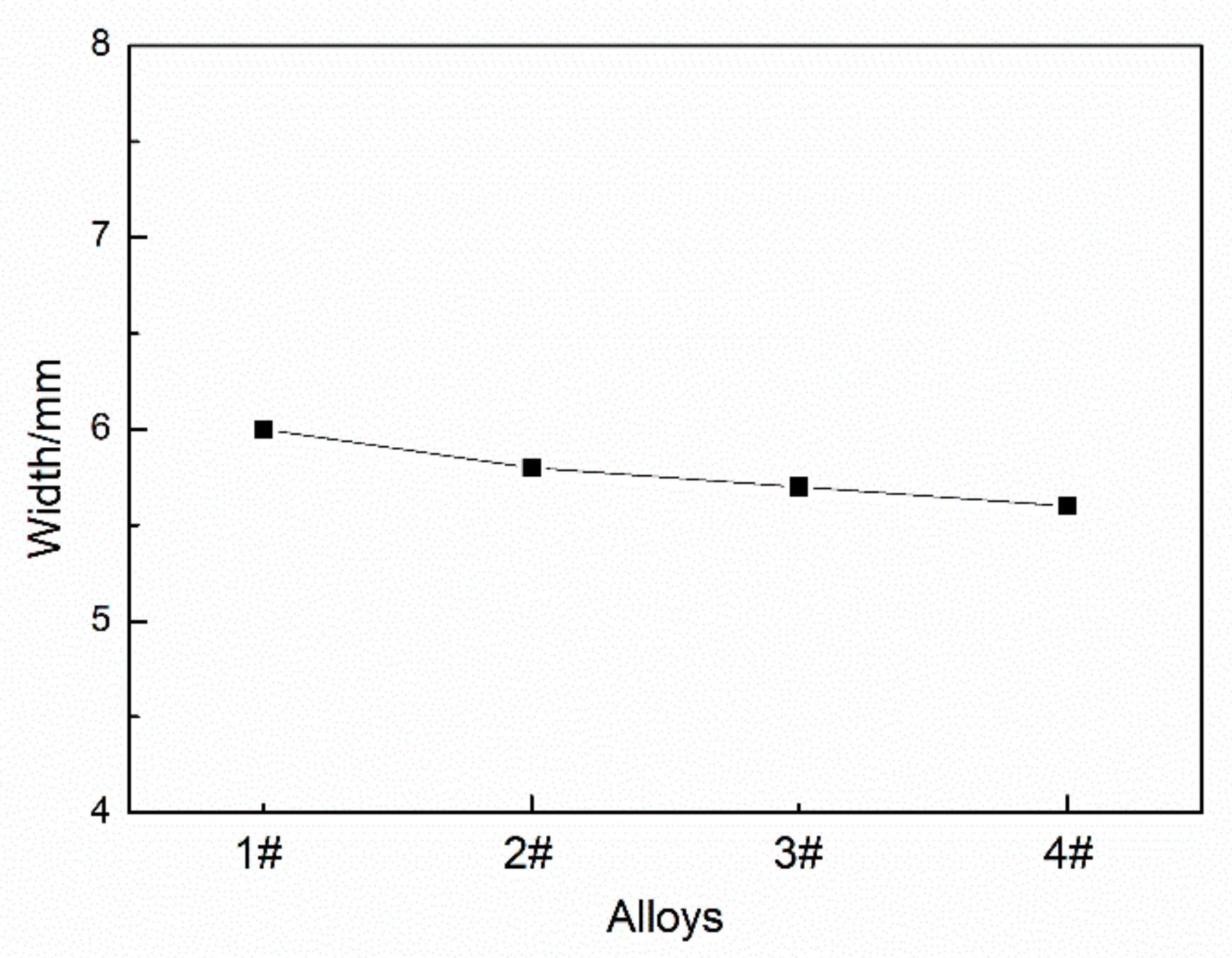
3.1. Surface Oxidation and Deposition Geometry
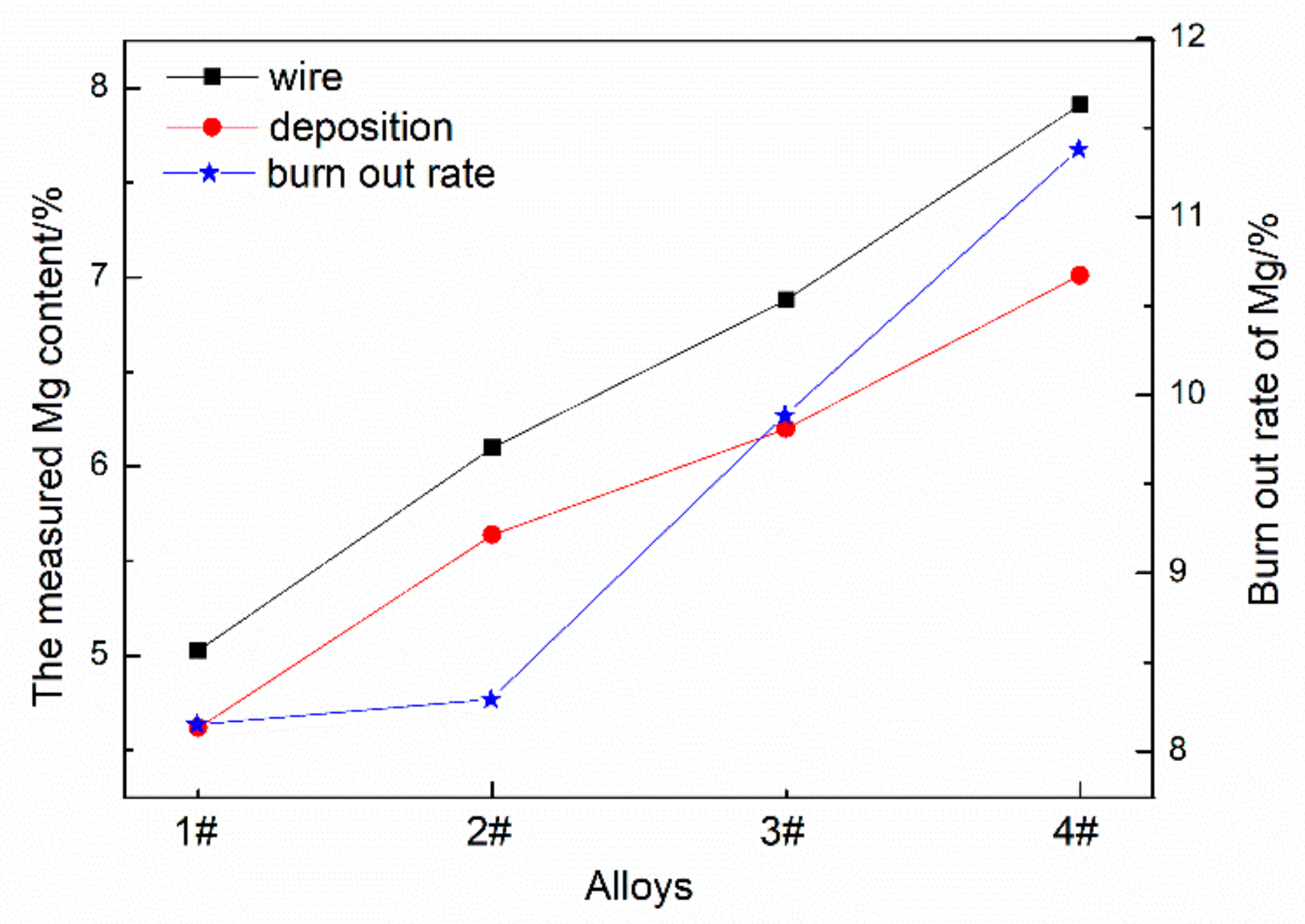
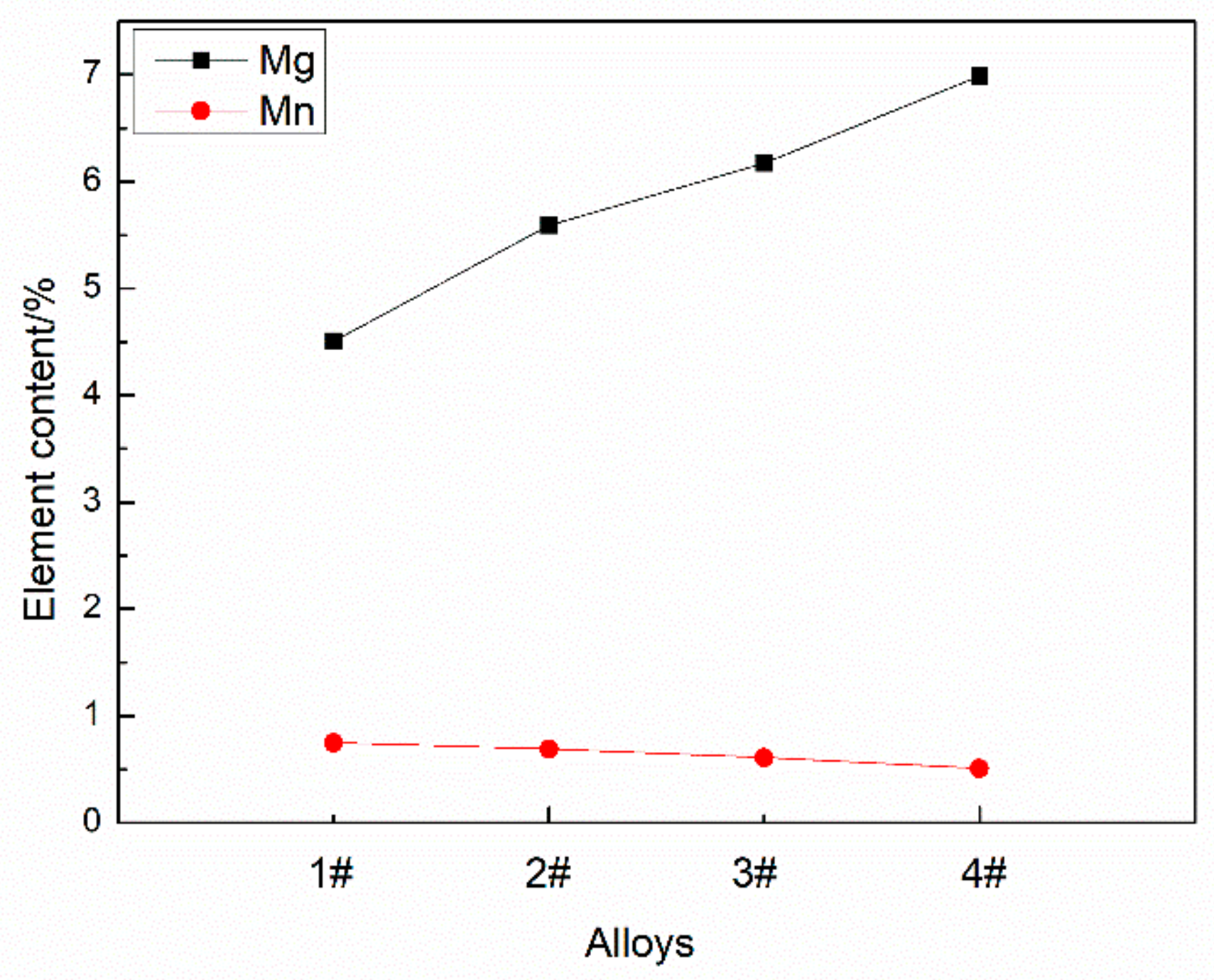
3.2. Burn Loss Rate of Mg Elements
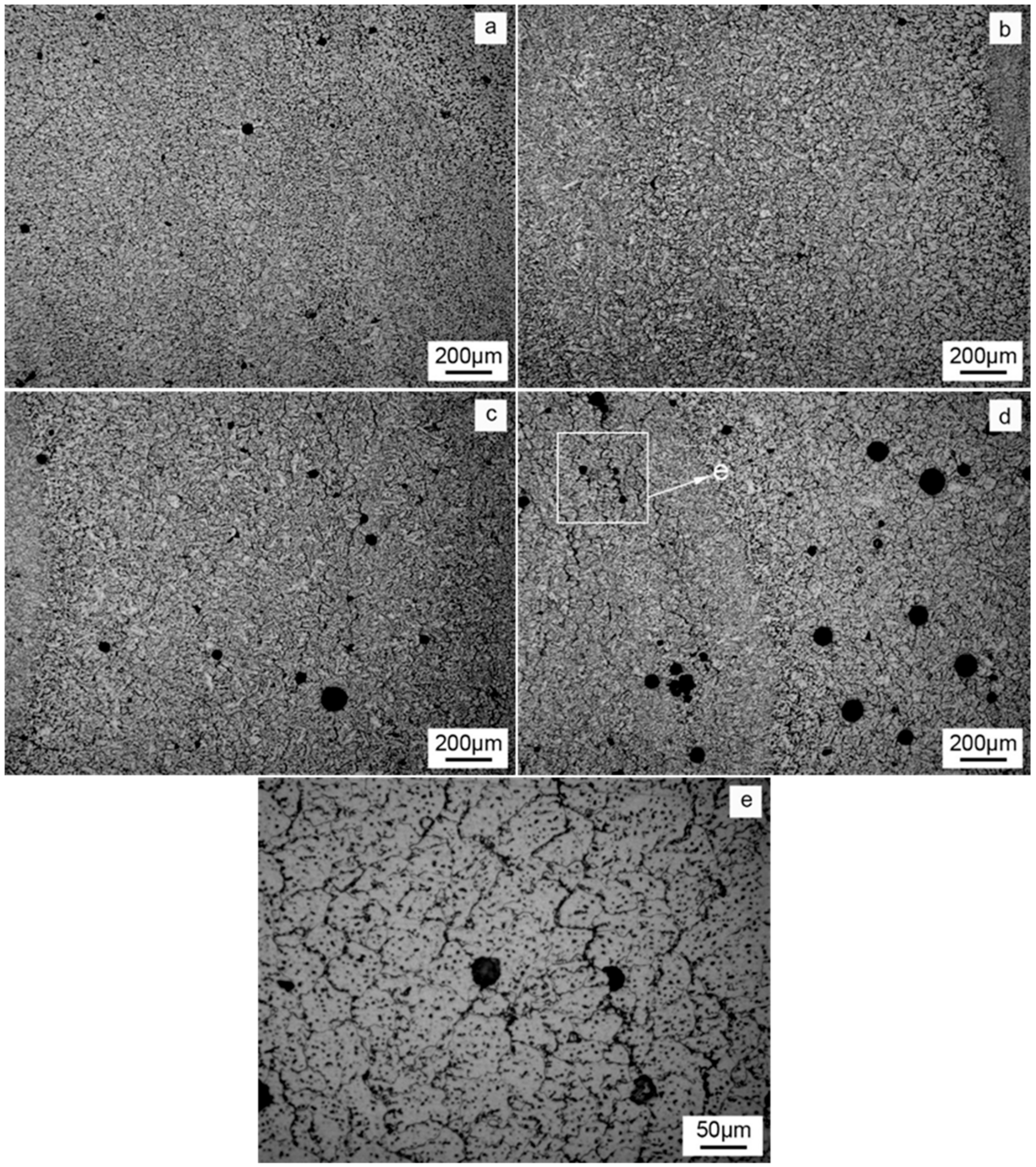
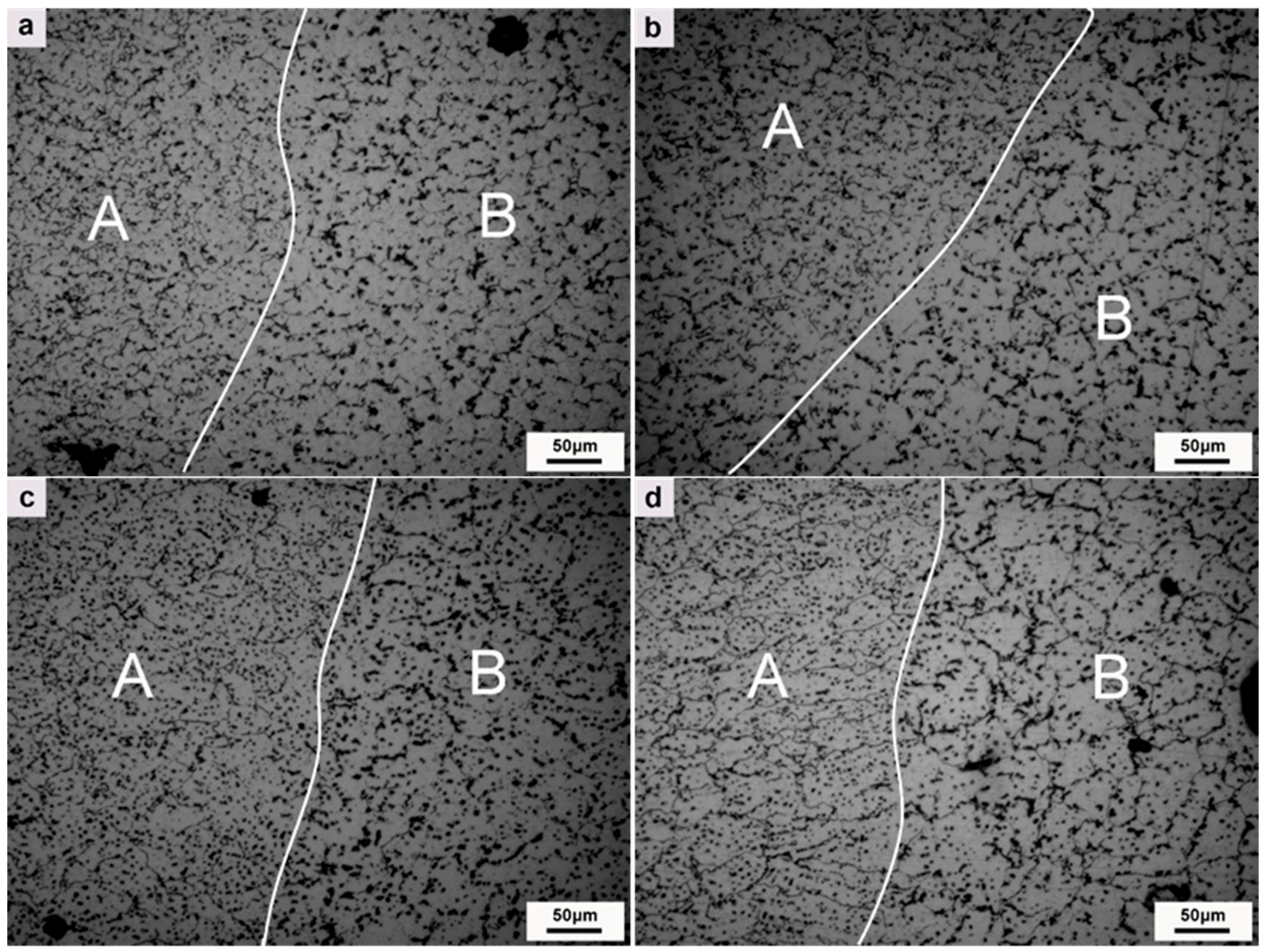
3.3. Microstructure
3.4. Mechanical Properties
3.5. Fracture Behaviour
4. Conclusions and Future Prospects
- (1)
- The content of Mg affects the surface oxidation degree and geometric size of WAAM Al–Mg alloy deposits. The surface oxidation degree increased with the increase of Mg content. When the Mg content reached 8%, a “wave”-shaped deposition layer appeared.
- (2)
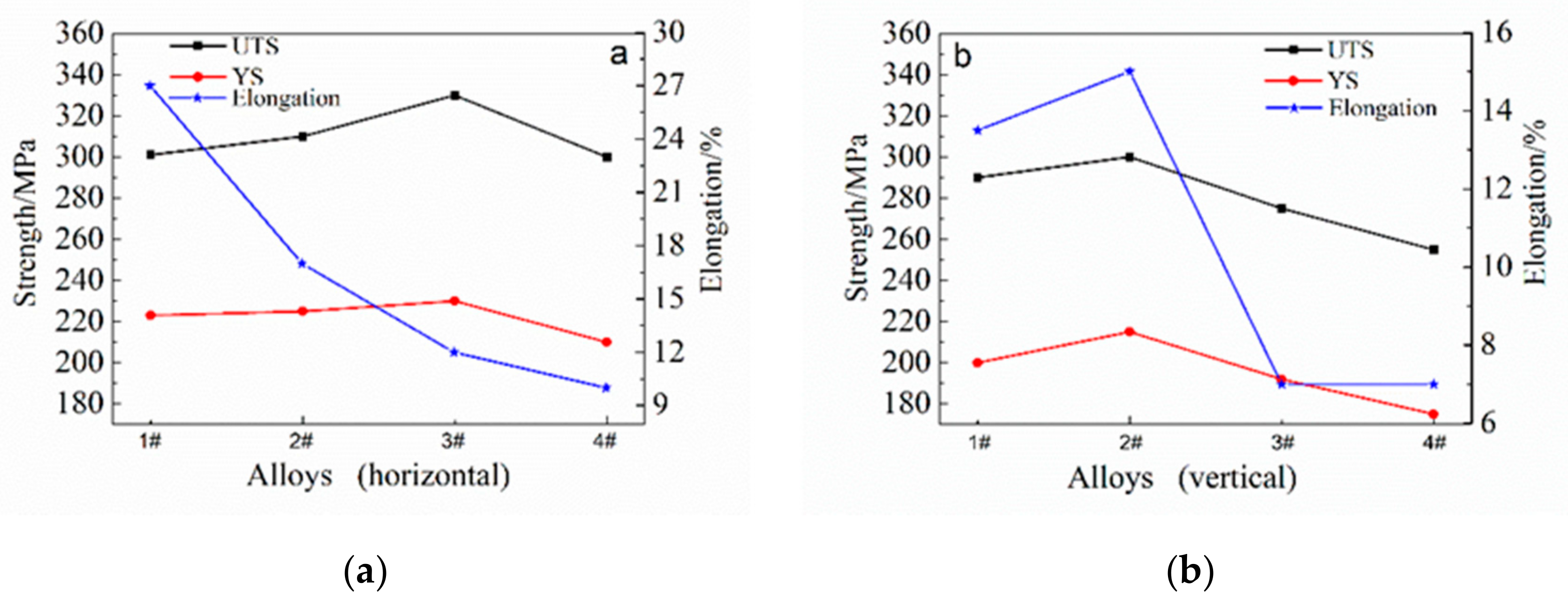
- The effect of Mg content on the mechanical properties of the WAAM Al–Mg alloy is significant. The mechanical properties were excellent when the Mg content was controlled at 5–6%. When the Mg content is 6%, the comprehensive mechanical properties were optimized, with the horizontal tensile strength, yield strength and elongation being 310 MPa, 225 MPa and 17% respectively, and the vertical tensile strength, yield strength and elongation being 300 MPa, 215 MPa and 15%, respectively.
- (3)
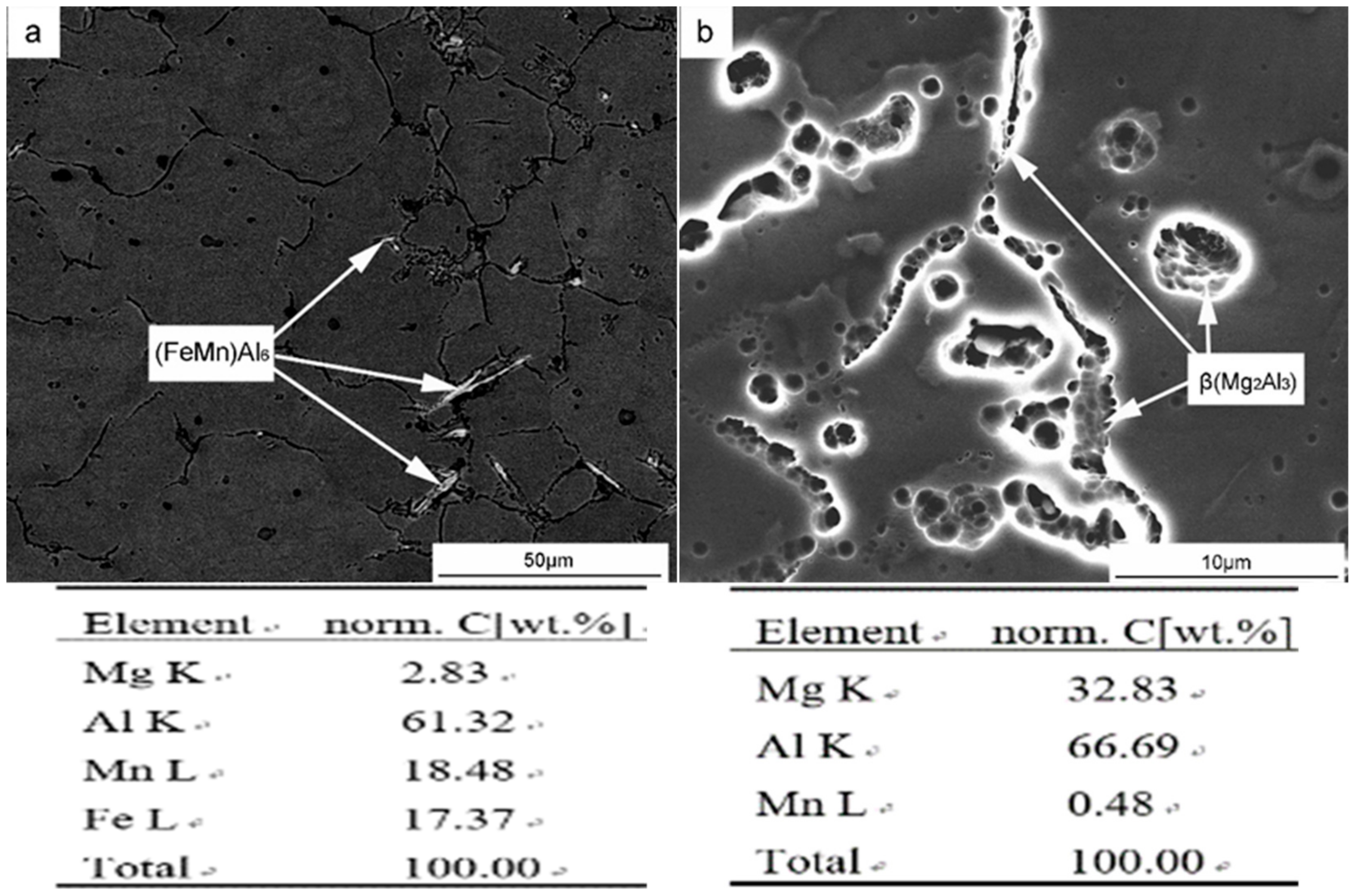
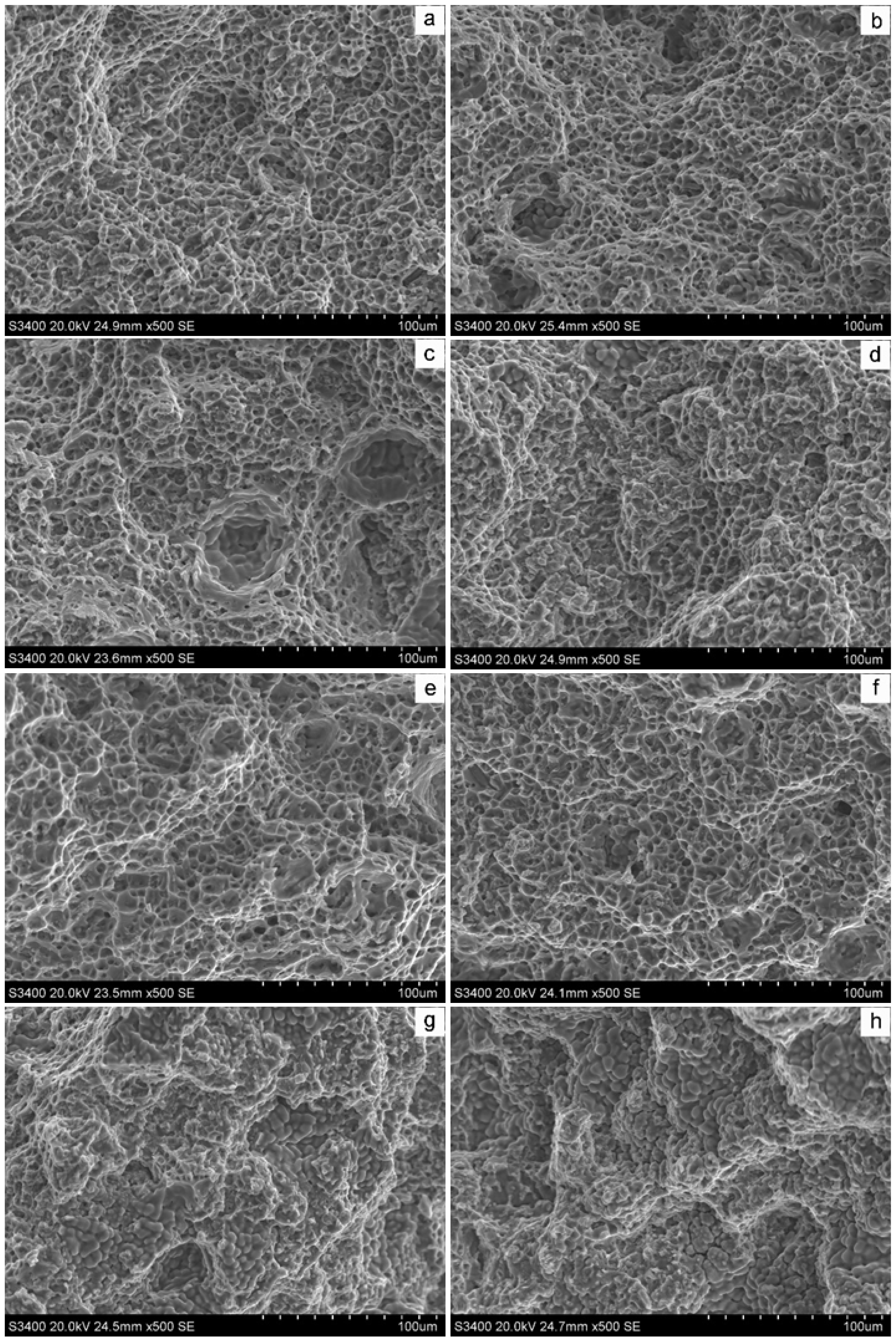
- The effect of Mg contents on the properties of WAAM Al–Mg alloy deposits is mainly attributed to three points: first, with the increase of Mg content, the number of pores first decreases, then increases, and the size first decreases, then increases. When the Mg content is 6%, the number of pores is the least and the size is the smallest. Secondly, when the Mg content reaches 7% or above, a serious shrinkage will appear due to the poor fluidity of the molten pool, which will lead to crystallization heat cracking. Third, with the increase of Mg content, the precipitated phase (FeMn)Al6 and β(Mg2Al3) increased, and the grain size increased, and larger columnar crystals appeared in the layer when the Mg content was 8%.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Derekar, K.S. A review of wire arc additive manufacturing an advances in wire arc additive manufacturing of aluminium. Mater. Sci. Technol. 2018, 34, 859–916. [Google Scholar] [CrossRef]
- Gu, J.L.; Ding, J.L.; Cong, B.Q.; Bai, J.; Gu, H.M.; Williams, S.W.; Zhai, Y.C. The influence of wire properties on the quality and performance of wire+arc additive manufactured aluminium part. Adv. Mater. Res. 2014, 1081, 210–214. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Jialuo, D.; Goncalo, P.; Paul, A.C. Wire+ arc additive manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Shuai, W.; Gu, H.; Wei, W.; Li, C.; Ren, L.; Wang, Z.; Zhai, Y.; Ma, P. Microstructure and Mechanical Properties of Aluminum Alloy (ZL205A) Wall Produced by Wire Arc Additive Manufacturing Method. Available online: http://www.rmme.ac.cn/rmme/ch/reader/create_pdf.aspx?file_no=20181225&flag=1&journal_id=rmme&year_id=2019 (accessed on 1 October 2019).
- Li, C.; Gu, H.; Wang, W.; Zhai, Y.; Ming, Z.; Wang, S.; Ren, L.; Wang, Z. Investigation on Microstructure and Properties of Aluminum Alloy (ZL114A) by Wire Arc Additive Manufacturing (WAAM). Available online: http://www.rmme.ac.cn/rmme/ch/reader/create_pdf.aspx?file_no=20181148&flag=1&journal_id=rmme&year_id=2019 (accessed on 1 October 2019).
- Cong, B.; Qi, Z.; Qi, B.; Sun, H.; Zhao, G.; Ding, J. A Comparative Study of Additively Manufactured Thin Wall and Block Structure with Al–6.3%Cu Alloy Using Cold Metal Transfer Process. Appl. Sci. 2017, 7, 275. [Google Scholar] [CrossRef]
- Jone, R.H.; Baer, D.R.; Danielson, M.J.; Vetrano, J.S. Role of Mg in the stress corrosion cracking of an Al-Mg alloy. Metall. Mater. Trans. A 2001, 32A, 1699–1711. [Google Scholar] [CrossRef]
- Gu, J.; Wang, X.; Bai, J.; Ding, J.; Williams, S.; Zhai, Y.; Liu, K. Deformation microstructures and strengthening mechanisms for the wire+ arc additively manufactured Al-Mg4.5Mn alloy with inter-layer rolling. Mater. Sci. Eng. A 2017, 712, 292–301. [Google Scholar] [CrossRef]
- Jiang, Y. Study on Rapid Forming Technology and Process of Aluminum Alloy Based on Cold Metal Transition Technology; Harbin Institute of Technology: Harbin, China, 2013. [Google Scholar]
- Horgar, A.; Fostervoll, H.; Nyhus, B.; Ren, X.; Eriksson, M.; Akselsen, O.M. Additive manufacturing using WAAM with AA5183 wire. Mater. Process. Technol. 2018, 259, 68–74. [Google Scholar] [CrossRef]
- Geng, H.; Li, J.; Xiong, J.; Lin, X.; Zhang, F. Geometric limitation and tensile properties of wire and arc additive manufacturing 5A06 aluminum alloy parts. Mater. Eng. Perform. 2017, 26, 621–629. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Sun, Q.; Jiang, Y.; Wu, L.; Sang, H.; Feng, J. Rapid prototyping process based on cold metal transfer arc welding technology. Trans. China Weld. Inst. 2014, 35, 1–5. [Google Scholar]
- Li, C.; Liu, H.; He, W.; Hao, Z.; Zhao, T.; Zheng, L. Viscosity and Effect Factors of Aluminium Alloy Melt. Light Alloy Fabr. Technol. 2005, 33, 22–25. [Google Scholar] [CrossRef]
- Zhang, W. Metal Fusion Welding Principle and Technology; Machinery Industry Press: Beijing, China, 1983; pp. 160–169. (In Chinese) [Google Scholar]
- Li, X. Microstructure and Metallographic Atlas of Aluminum Alloy Materials; Metallurgical Industry Press: Beijing, China, 2010; pp. 257–261. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Zn | Zr | |
|---|---|---|---|---|---|---|---|
| 1# | 0.046 | 0.107 | 0.0034 | 0.84 | 5.03 | 0.0083 | 0.098 |
| 2# | 0.049 | 0.102 | 0.002 | 0.85 | 6.10 | 0.0073 | 0.092 |
| 3# | 0.041 | 0.120 | 0.0019 | 0.85 | 6.88 | 0.0074 | 0.087 |
| 4# | 0.042 | 0.137 | 0.0063 | 0.84 | 7.91 | 0.0098 | 0.087 |
| Position | Si | Fe | Cu | Mn | Mg | Zn | Zr | |
|---|---|---|---|---|---|---|---|---|
| 1# | Upper | 0.047 | 0.114 | 0.0040 | 0.83 | 4.67 | 0.0093 | 0.087 |
| Middle | 0.055 | 0.113 | 0.0044 | 0.79 | 4.58 | 0.0096 | 0.090 | |
| Lower | 0.048 | 0.109 | 0.0045 | 0.78 | 4.61 | 0.0087 | 0.087 | |
| Average | 0.050 | 0.112 | 0.0043 | 0.80 | 4.62 | 0.0092 | 0.088 | |
| 2# | Upper | 0.052 | 0.105 | 0.0030 | 0.81 | 5.68 | 0.0083 | 0.086 |
| Middle | 0.057 | 0.109 | 0.0029 | 0.85 | 5.65 | 0.0087 | 0.088 | |
| Lower | 0.050 | 0.113 | 0.0025 | 0.80 | 5.59 | 0.0082 | 0.078 | |
| Average | 0.053 | 0.109 | 0.0028 | 0.82 | 5.64 | 0.0084 | 0.084 | |
| 3# | Upper | 0.042 | 0.131 | 0.0028 | 0.74 | 6.18 | 0.0074 | 0.079 |
| Middle | 0.043 | 0.124 | 0.0023 | 0.82 | 6.23 | 0.0079 | 0.080 | |
| Lower | 0.047 | 0.126 | 0.0027 | 0.81 | 6.19 | 0.0078 | 0.084 | |
| Average | 0.044 | 0.127 | 0.0026 | 0.79 | 6.20 | 0.0077 | 0.081 | |
| 4# | Upper | 0.050 | 0.141 | 0.0062 | 0.78 | 7.00 | 0.0094 | 0.077 |
| Middle | 0.045 | 0.138 | 0.0063 | 0.85 | 6.97 | 0.0099 | 0.082 | |
| Lower | 0.043 | 0.145 | 0.0070 | 0.80 | 7.06 | 0.0086 | 0.078 | |
| Average | 0.046 | 0.141 | 0.0065 | 0.81 | 7.01 | 0.0093 | 0.079 |
| Process Parameters | |
|---|---|
| Current | 90 A |
| Arc voltage | 10 V |
| Travel speed | 8 mm/s |
| Wire feed speed | 5.5 mm/min |
| Interlayer wait time | 90 s |
| 99.999% argon flow rate | 25 L/min |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, L.; Gu, H.; Wang, W.; Wang, S.; Li, C.; Wang, Z.; Zhai, Y.; Ma, P. Effect of Mg Content on Microstructure and Properties of Al–Mg Alloy Produced by the Wire Arc Additive Manufacturing Method. Materials 2019, 12, 4160. https://doi.org/10.3390/ma12244160
Ren L, Gu H, Wang W, Wang S, Li C, Wang Z, Zhai Y, Ma P. Effect of Mg Content on Microstructure and Properties of Al–Mg Alloy Produced by the Wire Arc Additive Manufacturing Method. Materials. 2019; 12(24):4160. https://doi.org/10.3390/ma12244160
Chicago/Turabian StyleRen, Lingling, Huimin Gu, Wei Wang, Shuai Wang, Chengde Li, Zhenbiao Wang, Yuchun Zhai, and Peihua Ma. 2019. "Effect of Mg Content on Microstructure and Properties of Al–Mg Alloy Produced by the Wire Arc Additive Manufacturing Method" Materials 12, no. 24: 4160. https://doi.org/10.3390/ma12244160