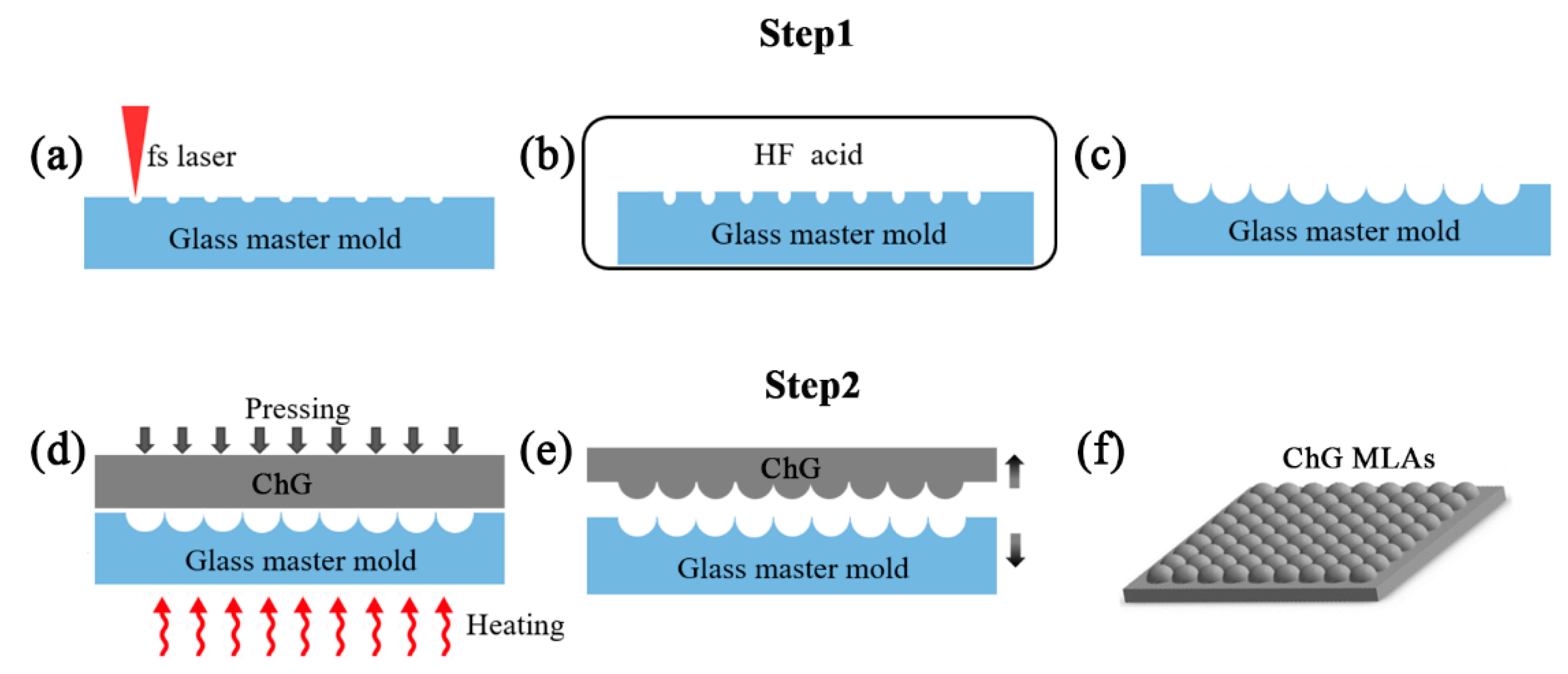
Fabrication of Chalcogenide Glass Based Hexagonal Gapless Microlens Arrays via Combining Femtosecond Laser Assist Chemical Etching and Precision Glass Molding Processes



Abstract
:1. Introduction
2. Materials and Methods
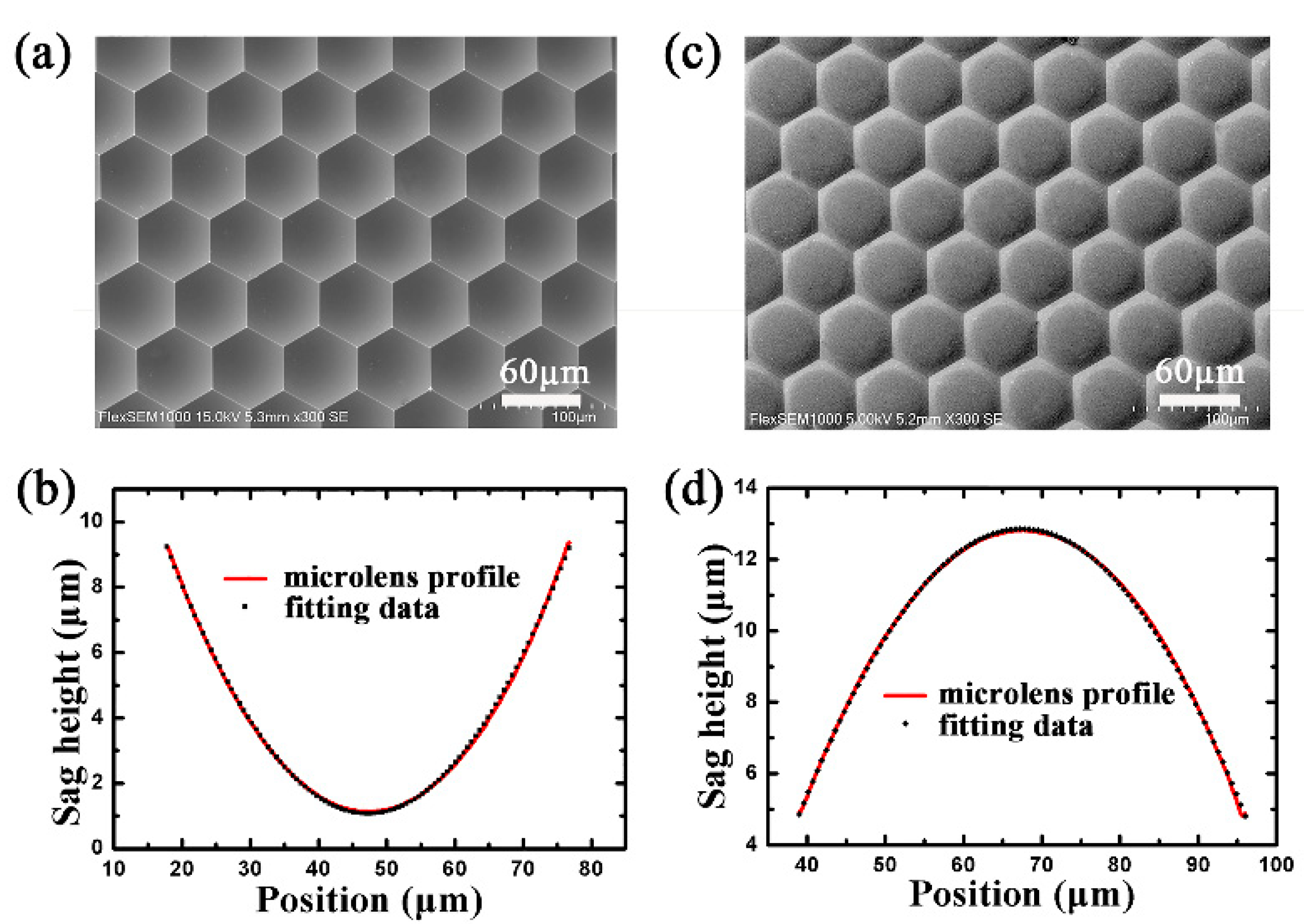
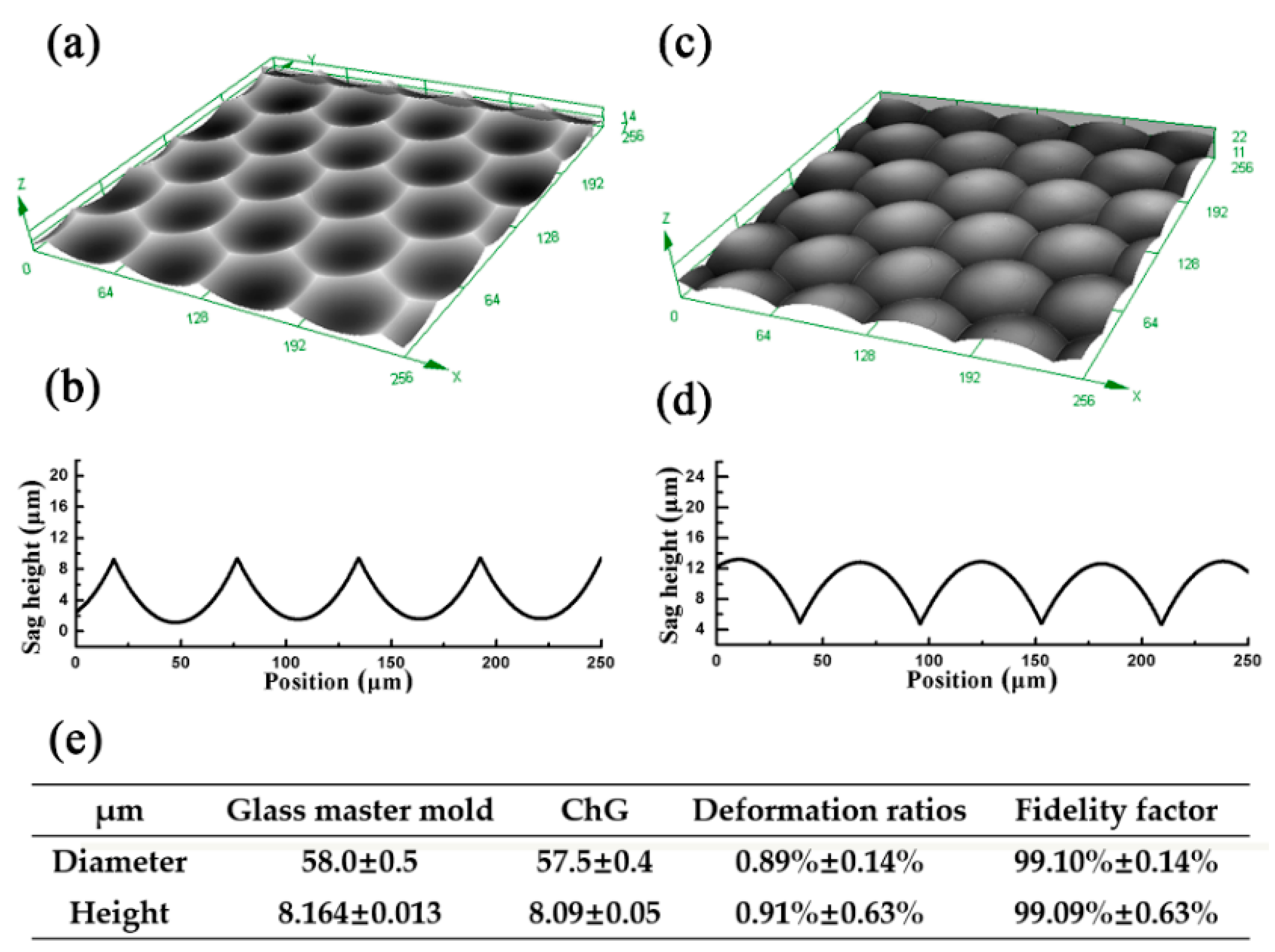
3. Results
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lee, W.; Ha, S.; Lee, H.; Bae, J.; Jang, B.; Kwon, H.-J.; Yun, Y.; Lee, S.; Jang, J. High-Detectivity Flexible Near-Infrared Photodetector Based on Chalcogenide Ag2Se Nanoparticles. Adv. Opt. Mater. 2019, 7, 1900812. [Google Scholar] [CrossRef]
- Kenry, K.; Duan, Y.; Liu, B. Recent Advances of Optical Imaging in the Second Near-Infrared Window. Adv. Mater. 2018, 30, 1802394. [Google Scholar] [CrossRef]
- Xie, H.; Zhao, M.; Wang, Y.; Chen, H.; Yang, T.; Yang, L. Switchable FoV infrared imaging system using micro-lens arrays. OSA Contin. 2019, 2, 1925–1937. [Google Scholar] [CrossRef]
- Liu, M.; Fan, Q.; Yu, L.; Xu, T. Polarization-independent infrared micro-lens array based on all-silicon metasurfaces. Opt. Express 2019, 27, 10738–10744. [Google Scholar] [CrossRef]
- Qi, J.; Qiao, W.; Wang, Z.Y. Advances in Organic Near-Infrared Materials and Emerging Applications. Chem. Rec. 2016, 16, 1531–1548. [Google Scholar] [CrossRef]
- Lee, T.H.; Elliott, S.R. Chemical Bonding in Chalcogenides: The Concept of Multicenter Hyperbonding. Adv. Mater. 2020, 32, 2000340. [Google Scholar] [CrossRef]
- Srinivasan, B.; Boussard-Pledel, C.; Dorcet, V.; Samanta, M.; Biswas, K.; Lefèvre, R.; Gascoin, F.; Cheviré, F.; Tricot, S.; Reece, M.; et al. Thermoelectric Properties of Highly-Crystallized Ge-Te-Se Glasses Doped with Cu/Bi. Materials 2017, 10, 328. [Google Scholar] [CrossRef]
- Gan, X. Stucture, Properties and Applications of Chalcohalide Galsses: A Review. J. Non-cryst. Solids 1992, 140, 184–193. [Google Scholar] [CrossRef]
- Ju, H.; Kim, M.; Yang, J.; Kim, J. Te Nanoneedles Induced Entanglement and Thermoelectric Improvement of SnSe. Materials 2020, 13, 2523. [Google Scholar] [CrossRef]
- Zhou, T.; Zhu, Z.; Liu, X.; Liang, Z.; Wang, X. A Review of the Precision Glass Molding of Chalcogenide Glass (ChG) for Infrared Optics. Micromachines 2018, 9, 337. [Google Scholar] [CrossRef] [Green Version]
- Nam, M.; Washer, J.; Oh, J. Breaking the Mold: Overcoming Manufacturing Challenges of Chalcogenide Glass Optics. Photonics Spectra 2015, 49, 52–57. [Google Scholar]
- Feng, X.; Ren, H.; Xu, F.; Shi, J.; Qi, S.; Hu, Y.; Tang, J.; Han, F.; Shen, D.; Yang, Z. Few-Moded Ultralarge Mode Area Chalcogenide Photonic Crystal Fiber for Mid-Infrared High Power Applications. Opt. Express 2020, 28, 16658–16672. [Google Scholar] [CrossRef] [PubMed]
- Song, B.; Zhang, Y.; Wang, Q.; Dai, S.; Xu, T.; Nie, Q.; Wang, X.; Shen, X.; Wu, L.; Lin, C. Optical properties measurement of infrared chalcogenide glasses and analysis on its influencing factors. Infrared Laser Eng. 2012, 41, 1442–1447. [Google Scholar]
- Gai, X.; Han, T.; Prasad, A.; Madden, S.; Choi, D.-Y.; Wang, R.; Bulla, D.; Luther-Davies, B. Progress in optical waveguides fabricated from chalcogenide glasses. Opt. Express 2010, 18, 26635–26646. [Google Scholar] [CrossRef] [PubMed]
- Cha, D.H.; Kim, H.-J.; Hwang, Y.; Jeong, J.C.; Kim, J.-H. Fabrication of molded chalcogenide-glass lens for thermal imaging applications. Appl. Opt. 2012, 51, 5649–5656. [Google Scholar] [CrossRef]
- Lee, W.H.; Yi, J.H.; Park, B.J.; Choi, J.H.; Kim, H.J. Thermal Expansion Behaviour of Ge-Sb-Se Glasses in a Compositional Range for Molded Infrared Lens Applications. Int. J. Appl. Glas. Sci. 2016, 8, 226–232. [Google Scholar] [CrossRef]
- Bechgaard, T.K.; Gulbiten, O.; Mauro, J.C.; Yue, Y.; Bauchy, M.; Smedskjaer, M.M. Liquid Fragility Determination of Oxide Glass-Formers Using Temperature-Modulated DSC. Int. J. Appl. Glas. Sci. 2019, 10, 321–329. [Google Scholar] [CrossRef]
- Hilton, A. Chalcogenide Glasses for Infrared Optics, 1st ed.; McGraw-Hill, Inc.: New York, NY, USA, 2010. [Google Scholar]
- Zhang, L.; Zhou, W.; Yi, A.Y. Investigation of Thermoforming Mechanism and Optical Properties’ Change of Chalcogenide Glass in Precision Glass Molding. Appl. Opt. 2018, 57, 6358–6368. [Google Scholar] [CrossRef]
- Lucas, P.; Coleman, G.J.; Jiang, S.; Luo, T.; Yang, Z. Chalcogenide Glass Fibers: Optical Window Tailoring and Suitability for Bio-Chemical Sensing. Opt. Mater. 2015, 47, 530–536. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Lin, H.; Huang, Y.; Shiue, R.-J.; Yadav, A.; Li, J.; Michon, J.; Englund, D.R.; Richardson, K.; Gu, T.; et al. High-performance flexible waveguide-integrated photodetectors. Optica 2018, 5, 44–51. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Zhang, Y.; Gao, Y.; Luo, P.; Su, J.; Han, W.; Liu, K.; Li, H.; Zhai, T. 2D Metal Chalcogenides for IR Photodetection. Small 2019, 15, 1901347. [Google Scholar] [CrossRef]
- Chen, Z.; Wan, L.; Song, J.; Pan, J.; Zhu, Y.; Yang, Z.; Liu, W.; Li, J.; Gao, S.; Lin, Y.-S.; et al. Optical, Mechanical and Thermal Characterizations of Suspended Chalcogenide Glass Microdisk Membrane. Opt. Express 2019, 27, 15918–15925. [Google Scholar] [CrossRef] [PubMed]
- Nagato, K.; Yajima, Y.; Nakao, M. Laser-Assisted Thermal Imprinting of Microlens Arrays—Effects of Pressing Pressure and Pattern Size. Materials 2019, 12, 675. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, L.; Zhou, W.; Naples, N.J.; Yi, A.Y. Fabrication of an Infrared Shack-Hartmann Sensor by Combining High-Speed Single-Point Diamond Milling and Precision Compression Molding Processes. Appl. Opt. 2018, 57, 3598–3605. [Google Scholar] [CrossRef]
- Sun, Z.; To, S.; Yu, K.M. One-Step Generation of Hybrid Micro-Optics with High-Frequency Diffractive Structures on Infrared Materials by Ultra-Precision Side Milling. Opt. Express 2018, 26, 28161–28177. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Zhou, T.; Zhang, L.; Zhou, W.; Yu, J.; Lee, L.J.; Yi, A. Fabrication of spherical microlens array by combining lapping on silicon wafer and rapid surface molding. J. Micromech. Microeng. 2018, 28, 075008. [Google Scholar] [CrossRef]
- Li, Y.; Xing, Y.; Fang, C.; Chen, Q.; Qiu, X. An Experiment-Based Method for Focused Ion Beam Milling Profile Calculation and Process Design. Sensors Actuat. A Phys. Eng. 2019, 286, 78–90. [Google Scholar] [CrossRef]
- Kadan, V.; Blonskyi, I.; Shynkarenko, Y.; Rybak, A.; Calvez, L.; Mytsyk, B.; Spotyuk, O. Single-Pulse Femtosecond Laser Fabrication of Concave Microlens- and Micromirror Arrays in Chalcohalide Glass. Opt. Laser Technol. 2017, 96, 283–289. [Google Scholar] [CrossRef]
- Ostrovsky, N.; Yehuda, D.; Tzadka, S.; Kassis, E.; Joseph, S.; Schvartzman, M. Direct Imprint of Optical Functionalities on Free-From Chalcogenide Glasses. Adv. Opt. Mater. 2019, 7, 1900652. [Google Scholar] [CrossRef]
- Zhang, L.; Zhou, W.; Yi, A.Y. Rapid Localized Heating of Graphene Coating on a Silicon Mold by Induction for Precision Molding of Polymer Optics. Opt. Lett. 2017, 42, 1369–1372. [Google Scholar] [CrossRef]
- Sun, Y.; Dai, S.; Zhang, P.; Wang, X.; Xu, Y.; Liu, Z.; Chen, F.; Wu, Y.; Zhang, Y.; Wang, R.; et al. Fabrication and Characterization of Multimaterial Chalcogenide Glass Fiber Tapers with High Numerical Apertures. Opt. Express 2015, 23, 23472–23483. [Google Scholar] [CrossRef] [PubMed]
- Zhou, T.; Zhou, Q.; Xie, J.; Liu, X.; Wang, X.; Ruan, H. Surface Defect Analysis on Formed Chalcogenide Glass Ge22Se58As20 Lenses after the Molding Process. Appl. Opt. 2017, 56, 8394–8402. [Google Scholar] [CrossRef] [PubMed]
- Ravagli, A.; Craig, C.; Lincoln, J.; Hewak, D.W. Ga-La-S-Se Glass for Visible and Thermal Imaging. Adv. Opt. Technol. 2017, 6, 131–136. [Google Scholar] [CrossRef]
- Kim, Y.K.; Haq, M.R.; Kim, S.M. Glass Molding of All Glass Fresnel Lens with Vitreous Carbon Micromold. Opt. Express 2019, 27, 1553–1562. [Google Scholar] [CrossRef]
- Hao, B.; Liu, H.; Chen, F.; Yang, Q.; Qu, P.; Du, G.; Si, J.; Wang, X.; Hou, X. Versatile Route to Gapless Microlens Arrays Using Laser-Tunable Wet-Etched Curved Surfaces. Opt. Express 2012, 20, 12939–12948. [Google Scholar] [CrossRef]
- Deng, Z.; Chen, F.; Yang, Q.; Bian, H.; Du, G.; Yong, J.; Shan, C.; Hou, X. Dragonfly-Eye-Inspired Artificial Compound Eyes with Sophisticated Imaging. Adv. Funct. Mater. 2016, 26, 1995–2001. [Google Scholar] [CrossRef]
- Ma, H.; Zhang, X.; Lucas, J. Infrared Transmitting Chalcogenide Glass Ceramics. J. Non-Crystalline Solids 2003, 317, 270–274. [Google Scholar] [CrossRef]
- Lotz, M.R.; Needham, J.; Jakobsen, M.H.; Taboryski, R.J. Nanoimprinting Reflow Modified Moth-Eye Structures in Chalcogenide Glass for Enhanced Broadband Antireflection in the Mid-Infrared. Opt. Lett. 2019, 44, 4383–4386. [Google Scholar] [CrossRef] [PubMed]
- Graham, A.G.; Leblanc, R.A.; Hilton, S.R.A. Low-Cost Infrared Glass for IR Imaging Applications. In Window and Dome Technologies VIII, Proceedings of SPIE AeroSense 2003, Orlando, FL, USA, 21–25 April 2003; SPIE: Washington, DC, USA, 2003; Volume 5078, pp. 216–225. [Google Scholar]
- Ningbo University. Chalcogenide Glasses. Available online: http://www.ir-glass.com/index.php/pruducts.html (accessed on 25 June 2020).
- Bai, X.; Yang, Q.; Fang, Y.; Zhang, J.; Yong, J.; Hou, X.; Chen, F. Superhydrophobicity-Memory Surfaces Prepared by a Femtosecond Laser. Chem. Eng. J. 2020, 383, 123143. [Google Scholar] [CrossRef]
- Yong, J.; Zhang, C.; Bai, X.; Zhang, J.; Yang, Q.; Hou, X.; Chen, F. Designing “Supermetalphobic” Surfaces that Greatly Repel Liquid Metal by Femtosecond Laser Processing: Does the Surface Chemistry or Microstructure Play a Crucial Role? Adv. Mater. Interfaces 2020, 7, 1901931. [Google Scholar] [CrossRef]
- Yong, J.; Chen, F.; Yang, Q.; Zhang, D.; Du, G.; Si, J.; Yun, F.; Hou, X. Femtosecond Laser Weaving Superhydrophobic Patterned PDMS Surfaces with Tunable Adhesion. J. Phys. Chem. C 2013, 117, 24907–24912. [Google Scholar] [CrossRef]
- Bian, H.; Wei, Y.; Yang, Q.; Chen, F.; Zhang, F.; Du, G.; Yong, J.; Hou, X. Direct Fabrication of Compound-Eye Microlens Array on Curved Surfaces by a Facile Femtosecond Laser Enhanced Wet Etching Process. Appl. Phys. Lett. 2016, 109, 221109. [Google Scholar] [CrossRef] [Green Version]
- Qi, J.; Wang, Z.; Xu, J.; Lin, Z.; Li, X.; Chu, W.; Cheng, Y. Femtosecond Laser Induced Selective Etching in Fused Silica: Optimization of the Inscription Conditions With a High-Repetition-Rate Laser Source. Opt. Express 2018, 26, 29669–29678. [Google Scholar] [CrossRef] [PubMed]
- Cha, D.H.; Kim, H.-J.; Park, H.S.; Hwang, Y.; Kim, J.-H.; Hong, J.-H.; Lee, K.-S. Effect of Temperature on the Molding of Chalcogenide Glass Lenses for Infrared Imaging Applications. Appl. Opt. 2010, 49, 1607–1613. [Google Scholar] [CrossRef]
- Cao, X.-W.; Lu, Y.-M.; Fan, H.; Xia, H.; Zhang, L.; Zhang, W. Wet-Etching-Assisted Femtosecond Laser Holographic Processing of a Sapphire Concave Microlens Array. Appl. Opt. 2018, 57, 9604–9608. [Google Scholar] [CrossRef]
- Yang, Q.; Tong, S.; Chen, F.; Deng, Z.; Bian, H.; Du, G.; Yong, J.; Hou, X. Lens-on-Lens Microstructures. Opt. Lett. 2015, 40, 5359–5362. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties | Value |
|---|---|
| Thermal conductivity (Wm−1K−1) | 0.23 |
| Thermal expansion coefficient (K−1) | 1.41 × 10−5 |
| Transition temperature (Tg) (K) | 558.15 |
| Softening point (Ts) (K) | 578.15 |
| Refractive index at 10 μm | 2.58609 (298.15 K), 2.58928 (301.15 K) |
| Thermo-optic coefficient at 10 μm (K−1) | 5.8 × 10−5 |
| Young’s modulus (GPa) | 19.11 |
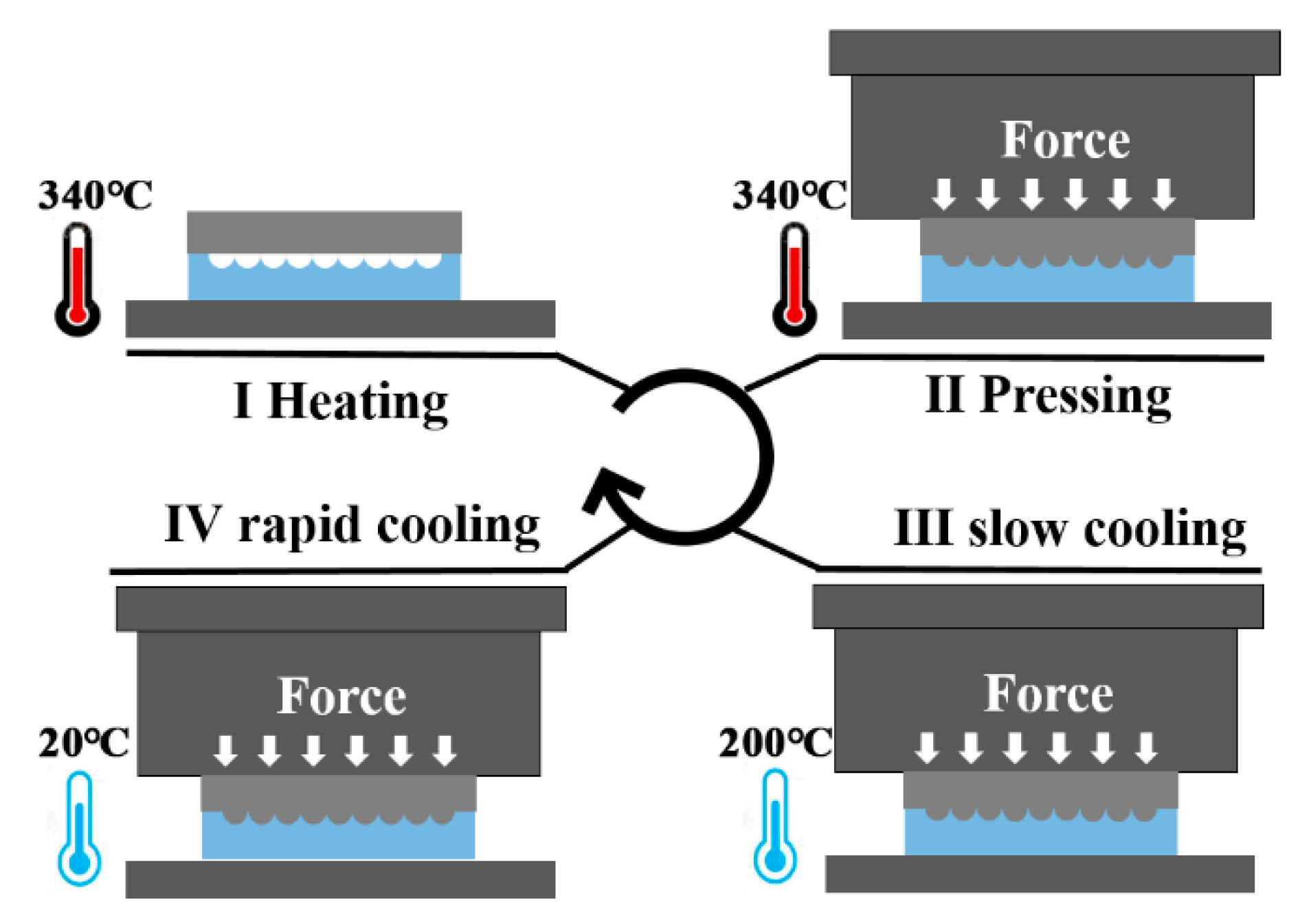
| Stage | Heating | Pressing | Slow Cooling | Rapid Cooling |
|---|---|---|---|---|
| Temperature (°C) | 340 | 340 | 200 | 20 |
| Pressing force (kPa) | 0 | 500 | 500 | 500 |
| Process time (min) | 40 | 10 | 70 | 18 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, F.; Yang, Q.; Bian, H.; Li, M.; Hou, X.; Chen, F. Fabrication of Chalcogenide Glass Based Hexagonal Gapless Microlens Arrays via Combining Femtosecond Laser Assist Chemical Etching and Precision Glass Molding Processes. Materials 2020, 13, 3490. https://doi.org/10.3390/ma13163490
Zhang F, Yang Q, Bian H, Li M, Hou X, Chen F. Fabrication of Chalcogenide Glass Based Hexagonal Gapless Microlens Arrays via Combining Femtosecond Laser Assist Chemical Etching and Precision Glass Molding Processes. Materials. 2020; 13(16):3490. https://doi.org/10.3390/ma13163490
Chicago/Turabian StyleZhang, Fan, Qing Yang, Hao Bian, Minjing Li, Xun Hou, and Feng Chen. 2020. "Fabrication of Chalcogenide Glass Based Hexagonal Gapless Microlens Arrays via Combining Femtosecond Laser Assist Chemical Etching and Precision Glass Molding Processes" Materials 13, no. 16: 3490. https://doi.org/10.3390/ma13163490