Effect of Process Parameters on Tensile Mechanical Properties of 3D Printing Continuous Carbon Fiber-Reinforced PLA Composites


Abstract
:1. Introduction
2. Continuous Carbon Fiber-Reinforced Composites Preparation
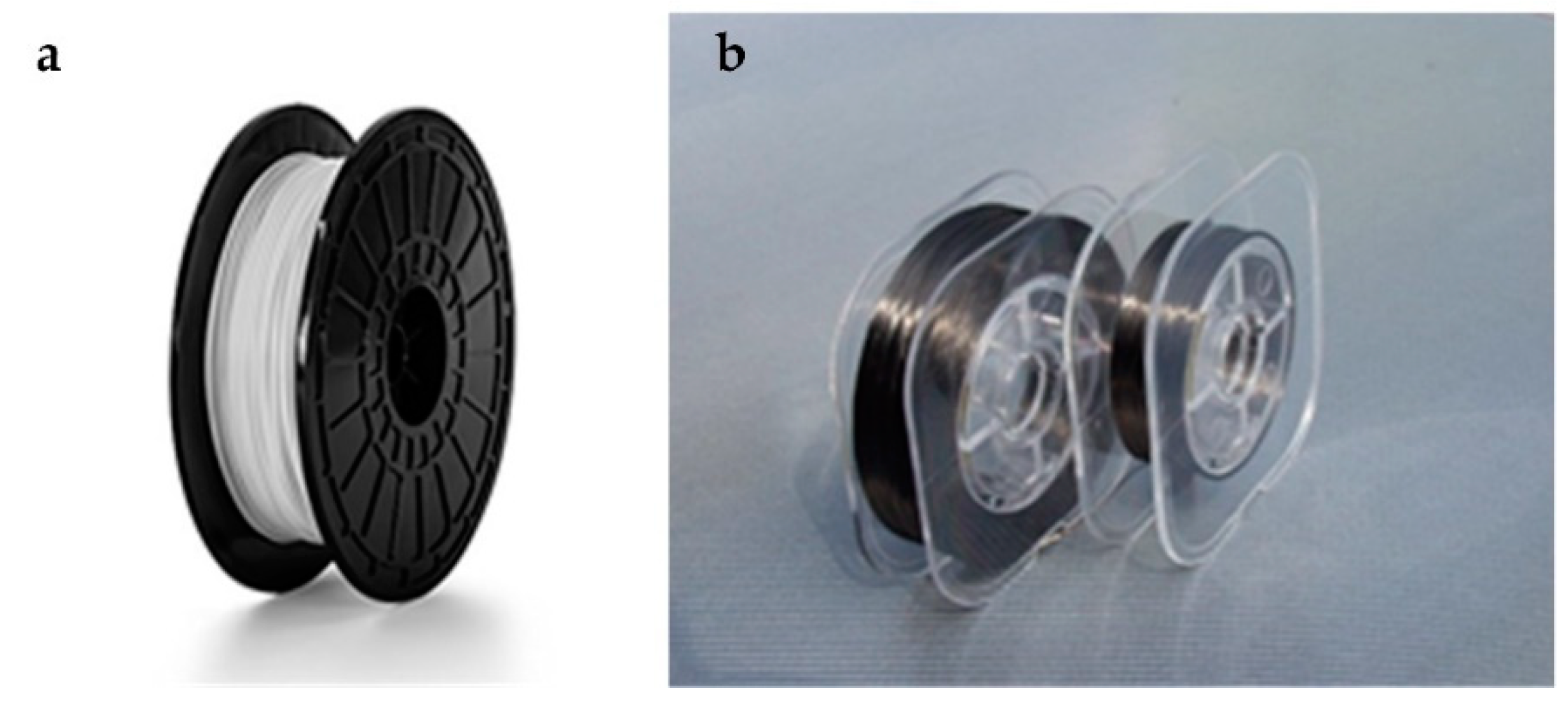
2.1. Experimental Materials: Polylactic Acid (PLA) and Carbon Fiber
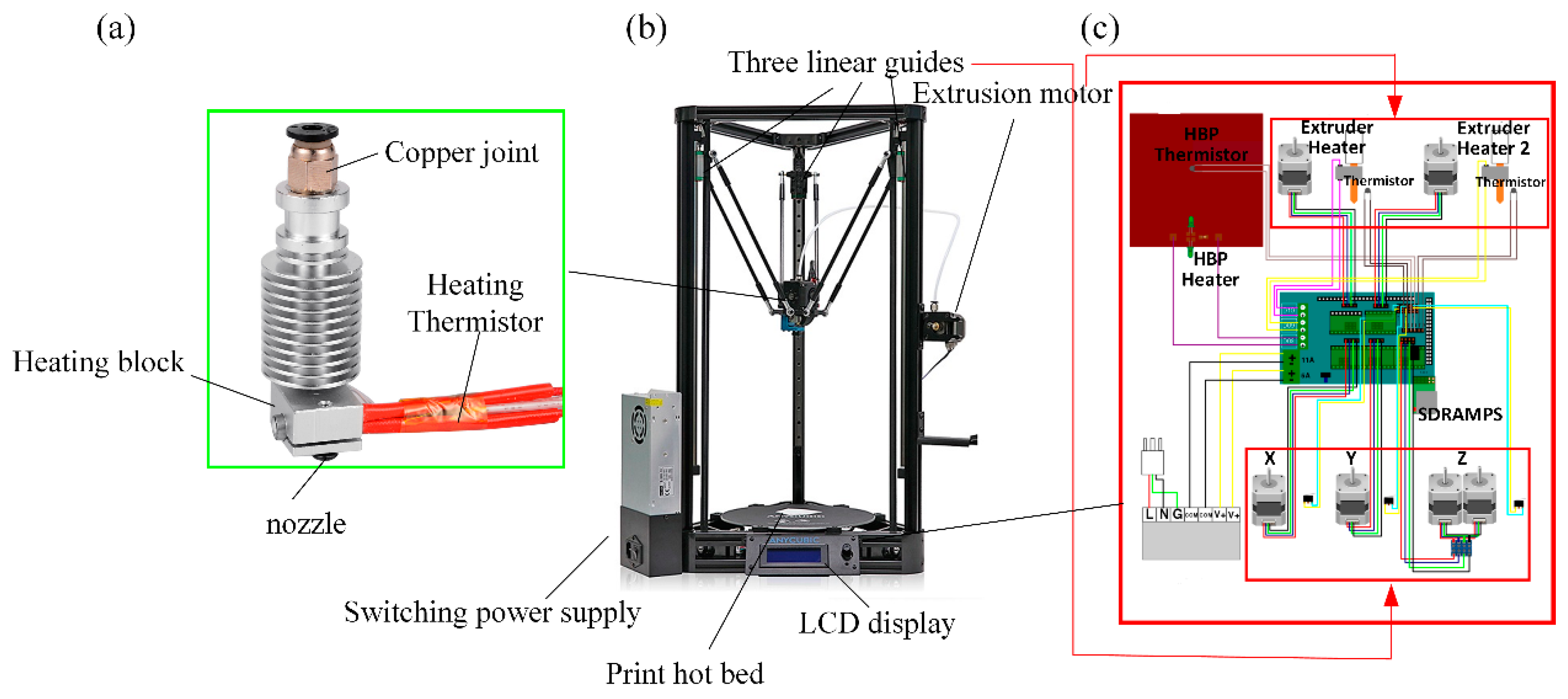
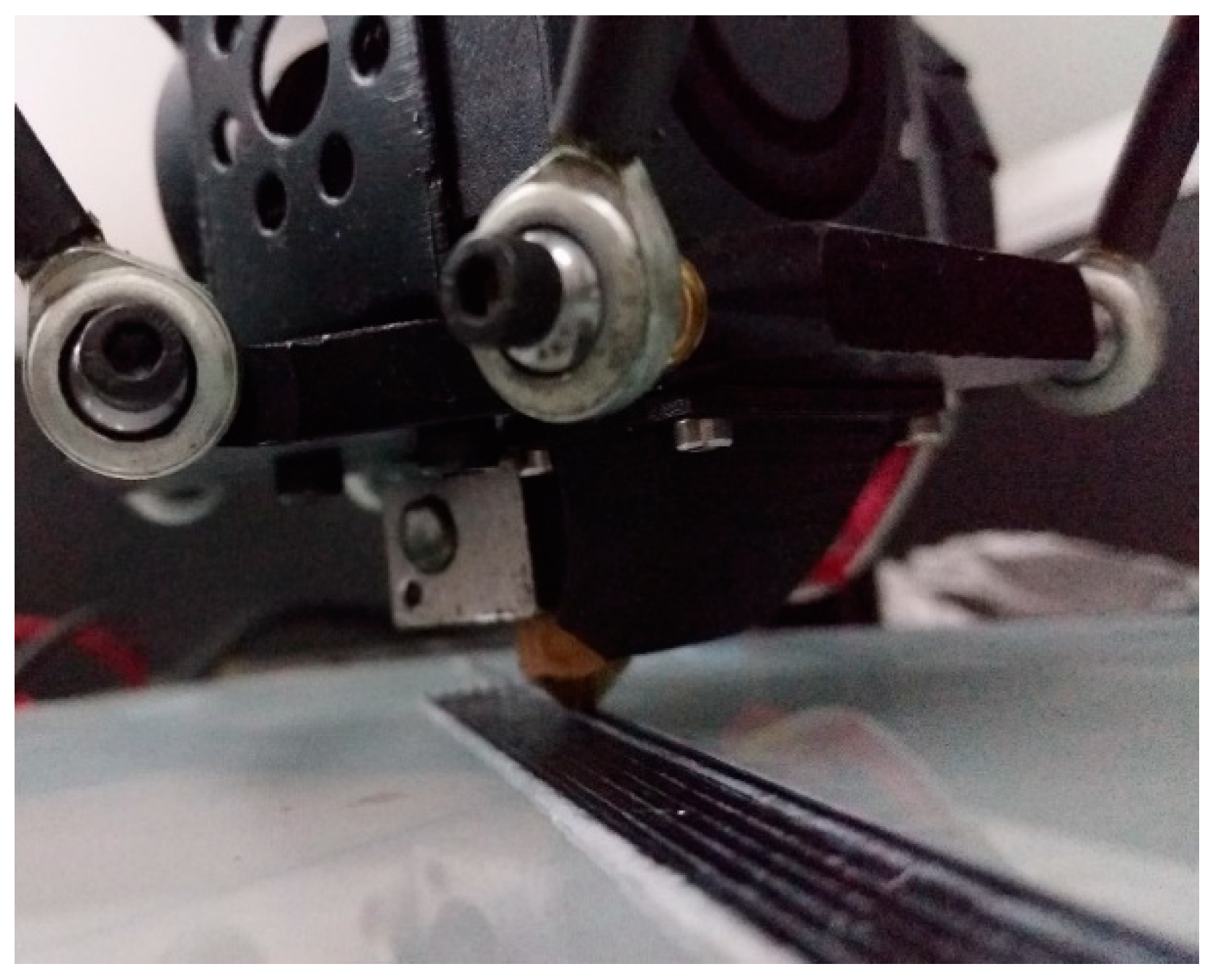
2.2. Continuous Carbon Fiber 3D Printer Modification and Experimental Equipment
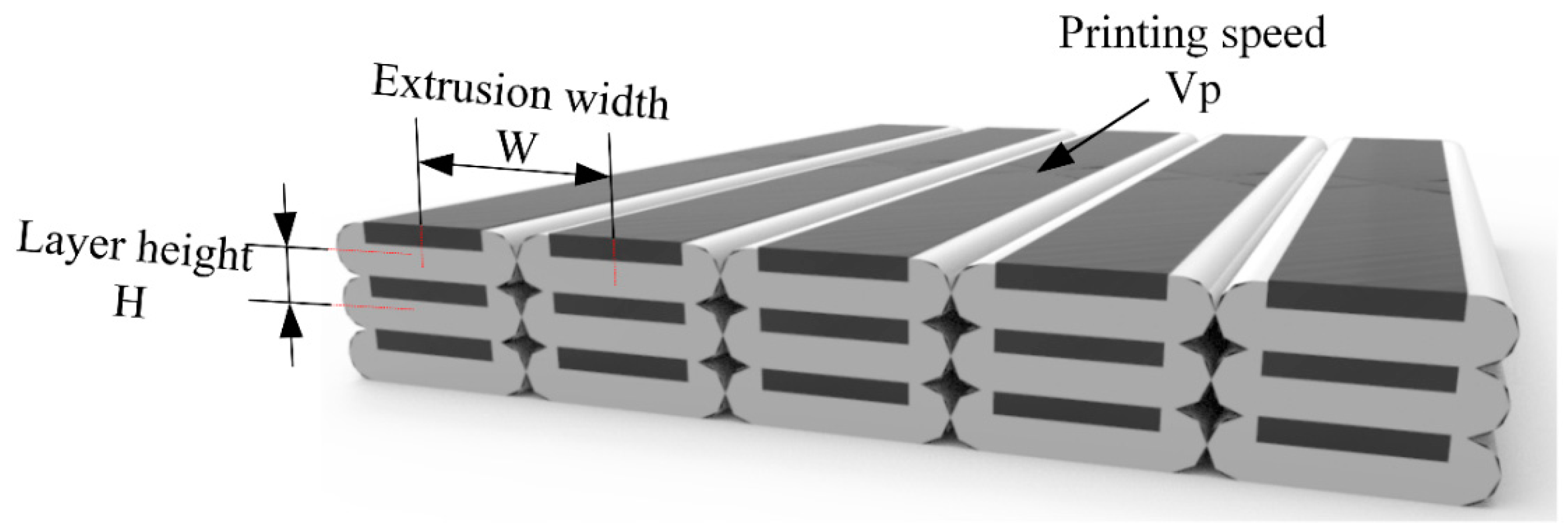
2.3. Experimental Design and Print Parameter Selection
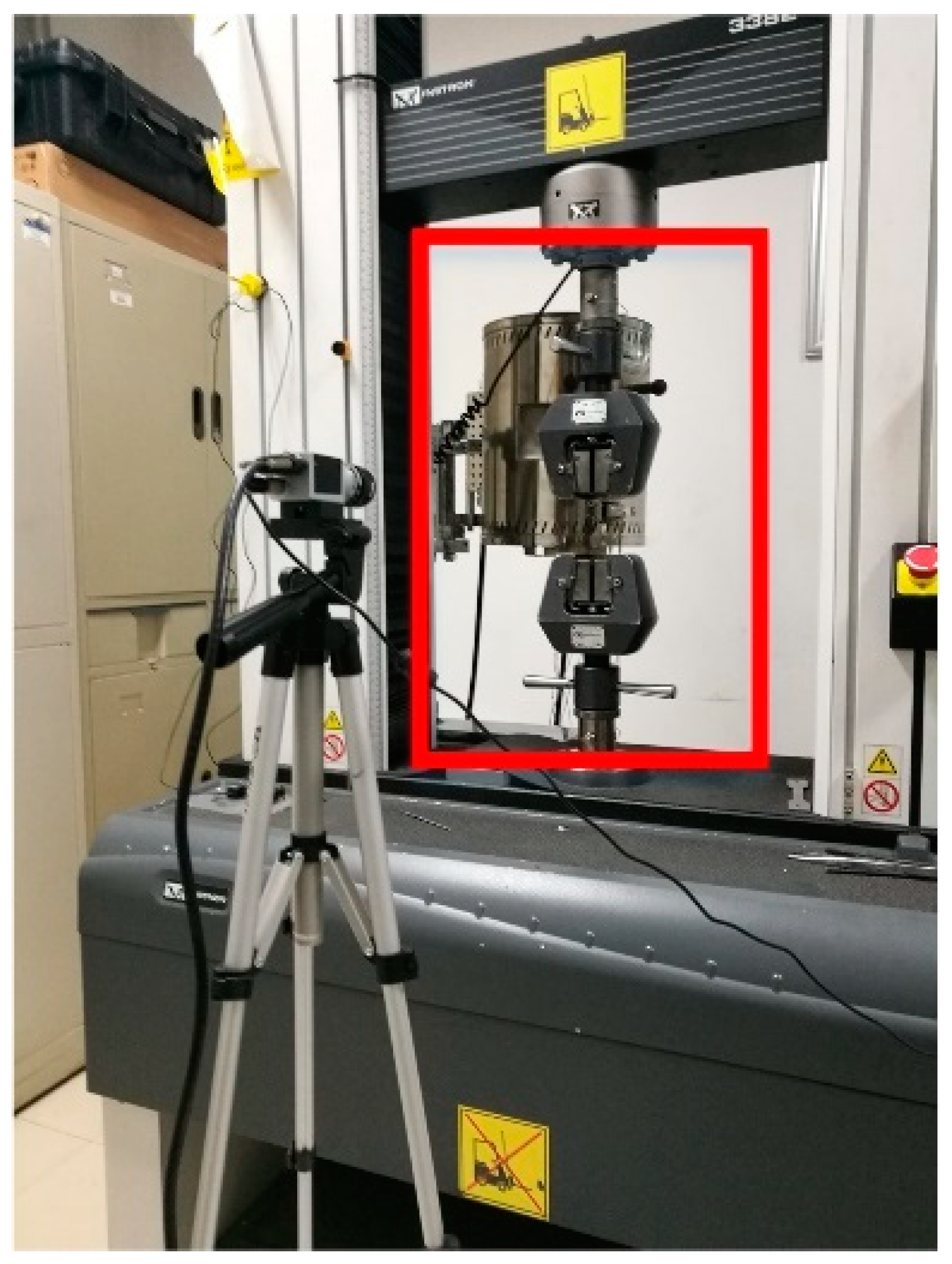
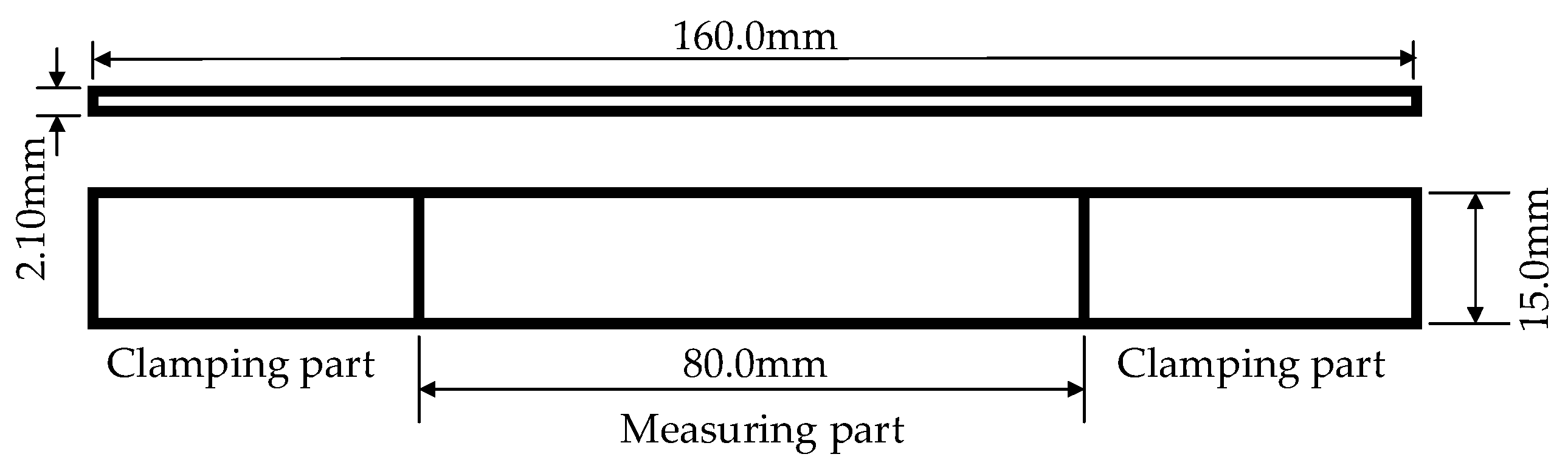
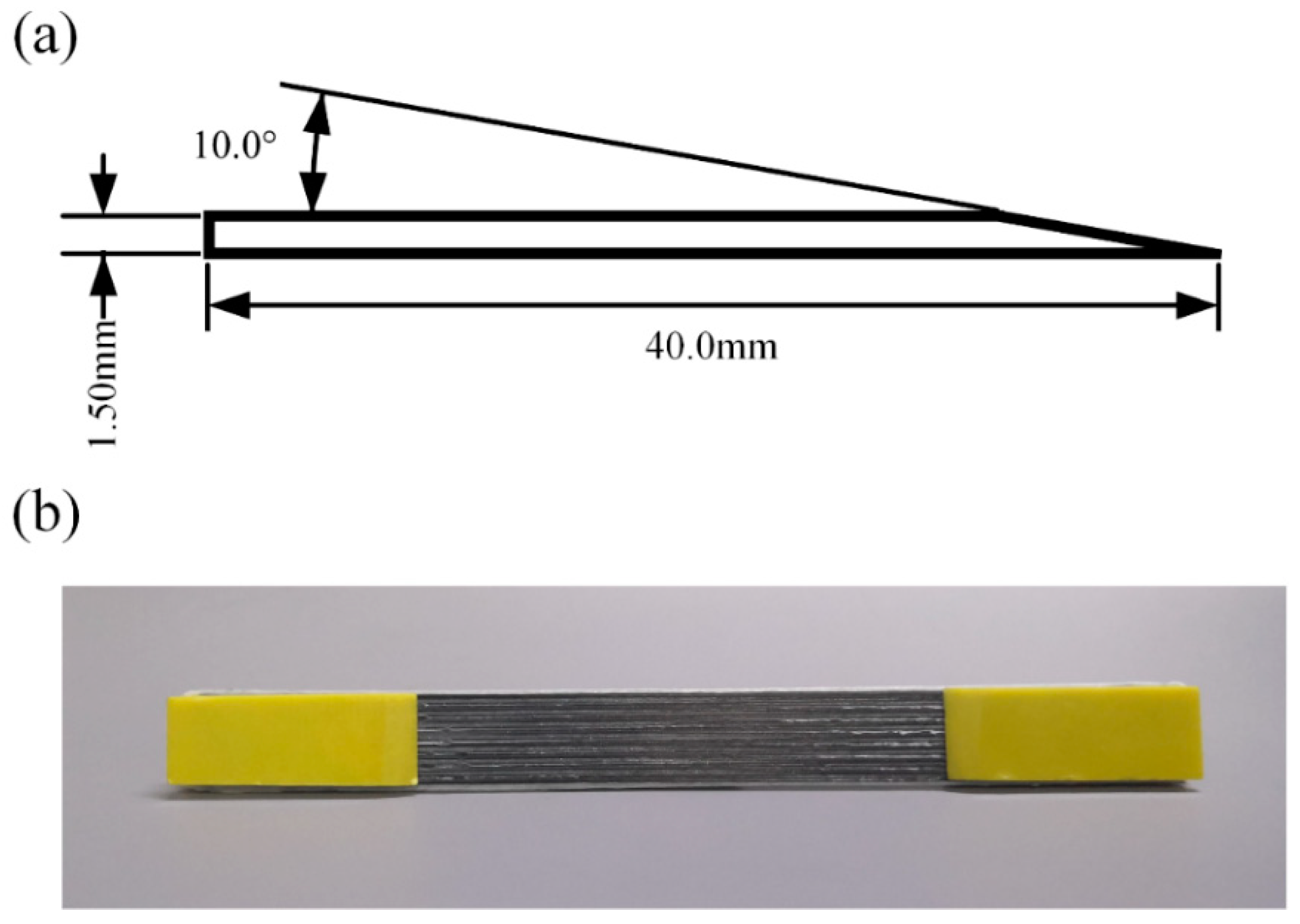
3. Tensile Mechanical Properties Analysis of Continuous Carbon Fiber-Reinforced 3D Printing Standard Parts
3.1. Effect of 3D Printing Parameters on Tensile Mechanical Properties
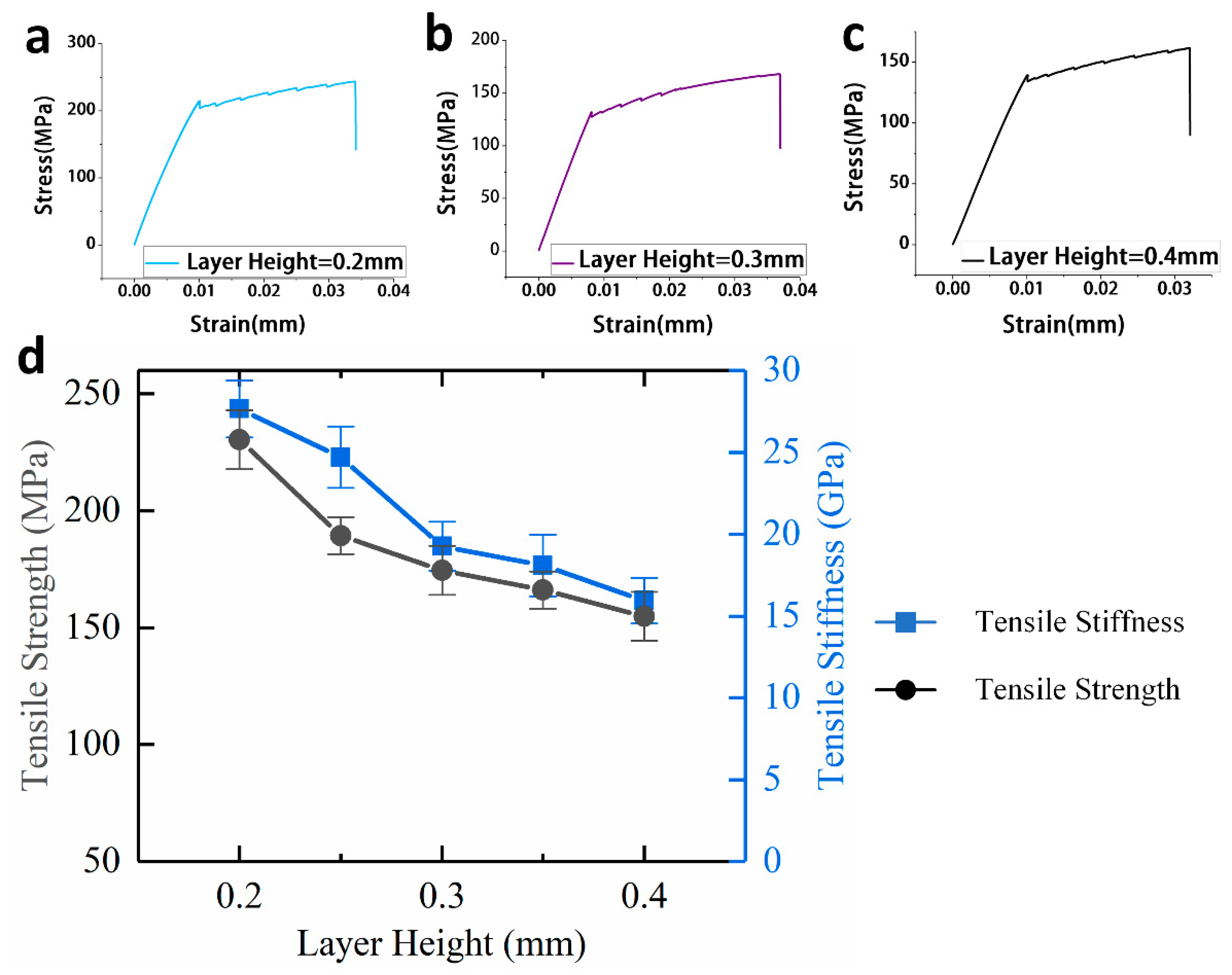
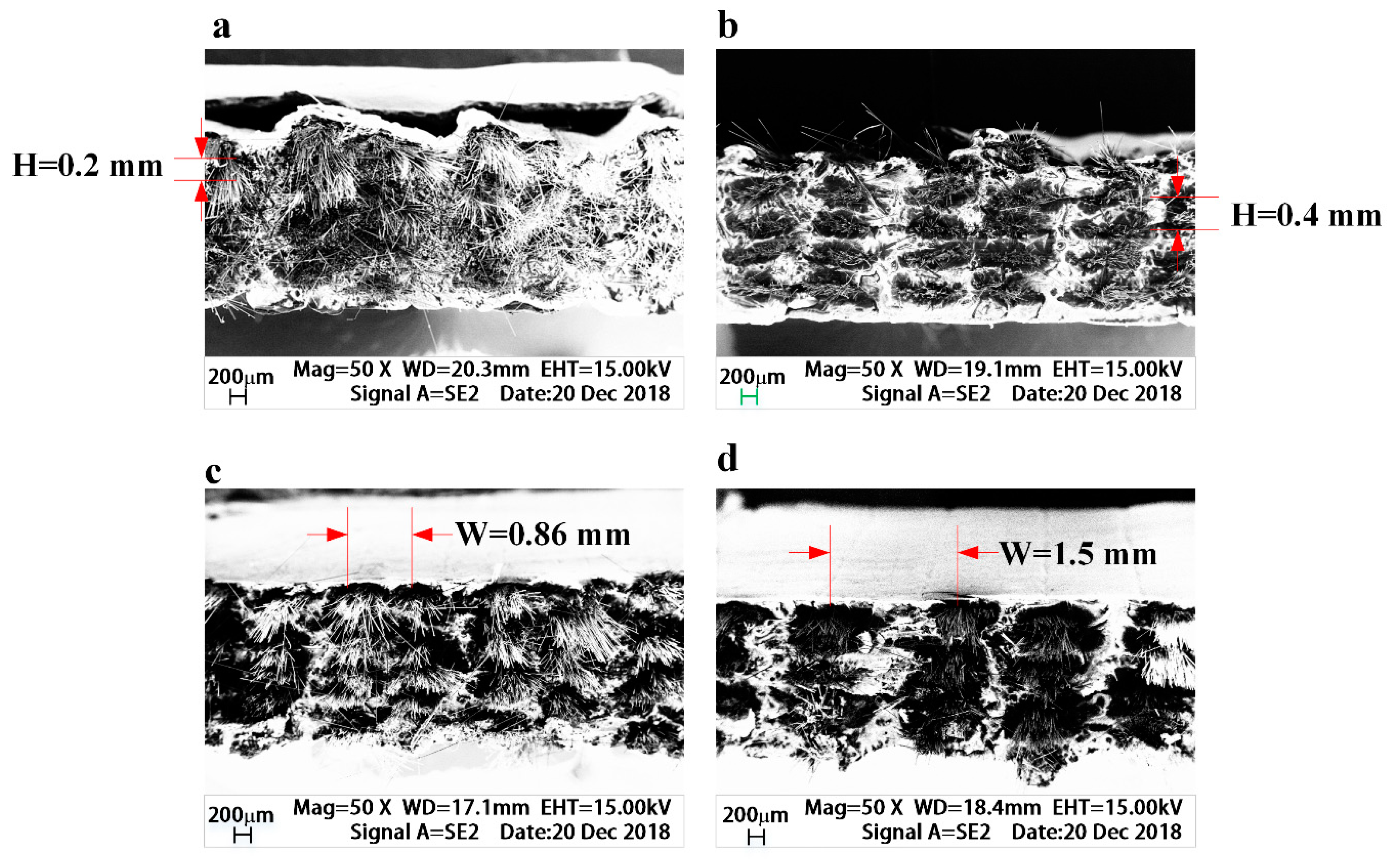
3.1.1. Effect of Printing Layer Height on Tensile Mechanical Properties
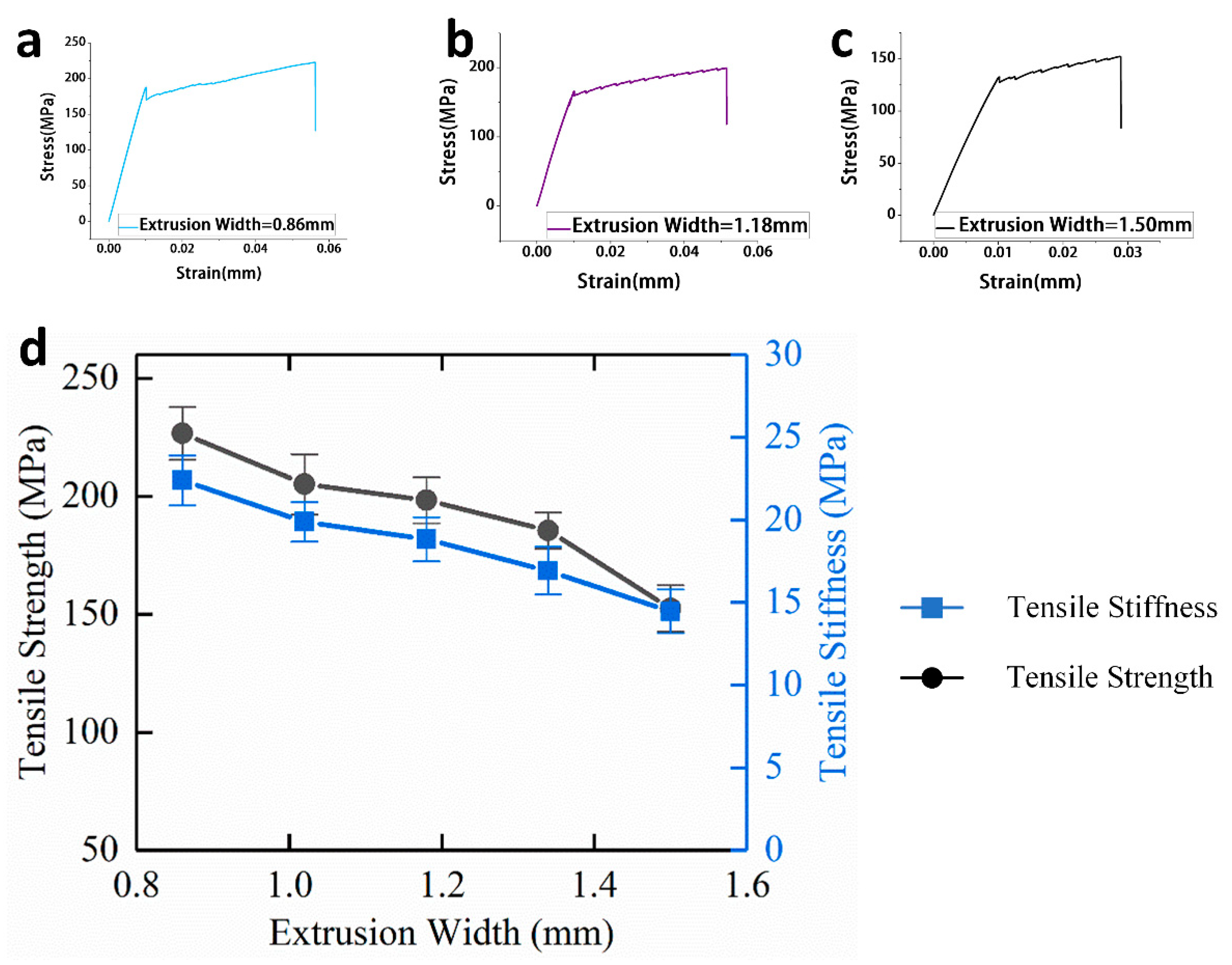
3.1.2. Effect of Extrusion Width on Tensile Mechanical Properties
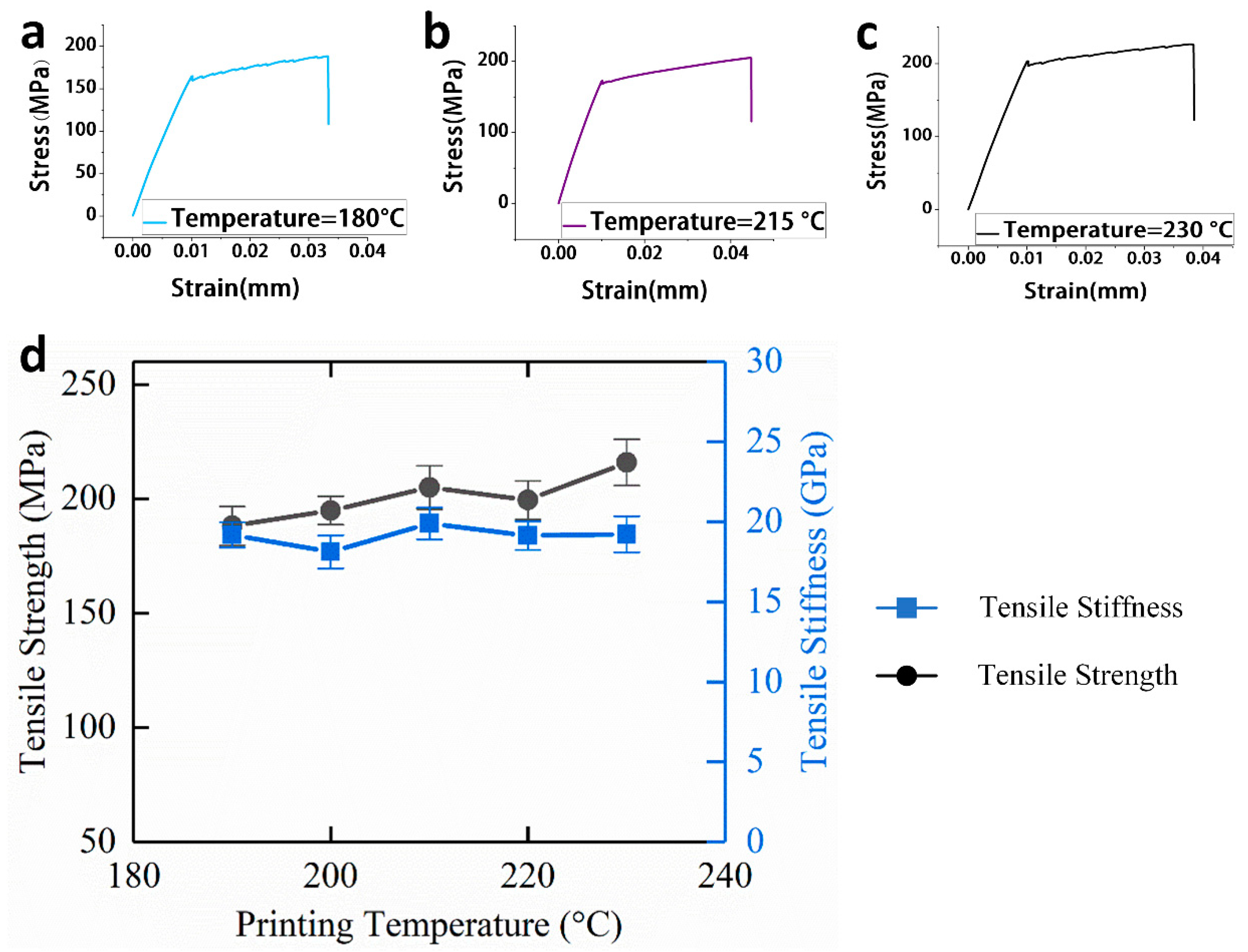
3.1.3. Effect of Printing Temperature on Tensile Mechanical Properties
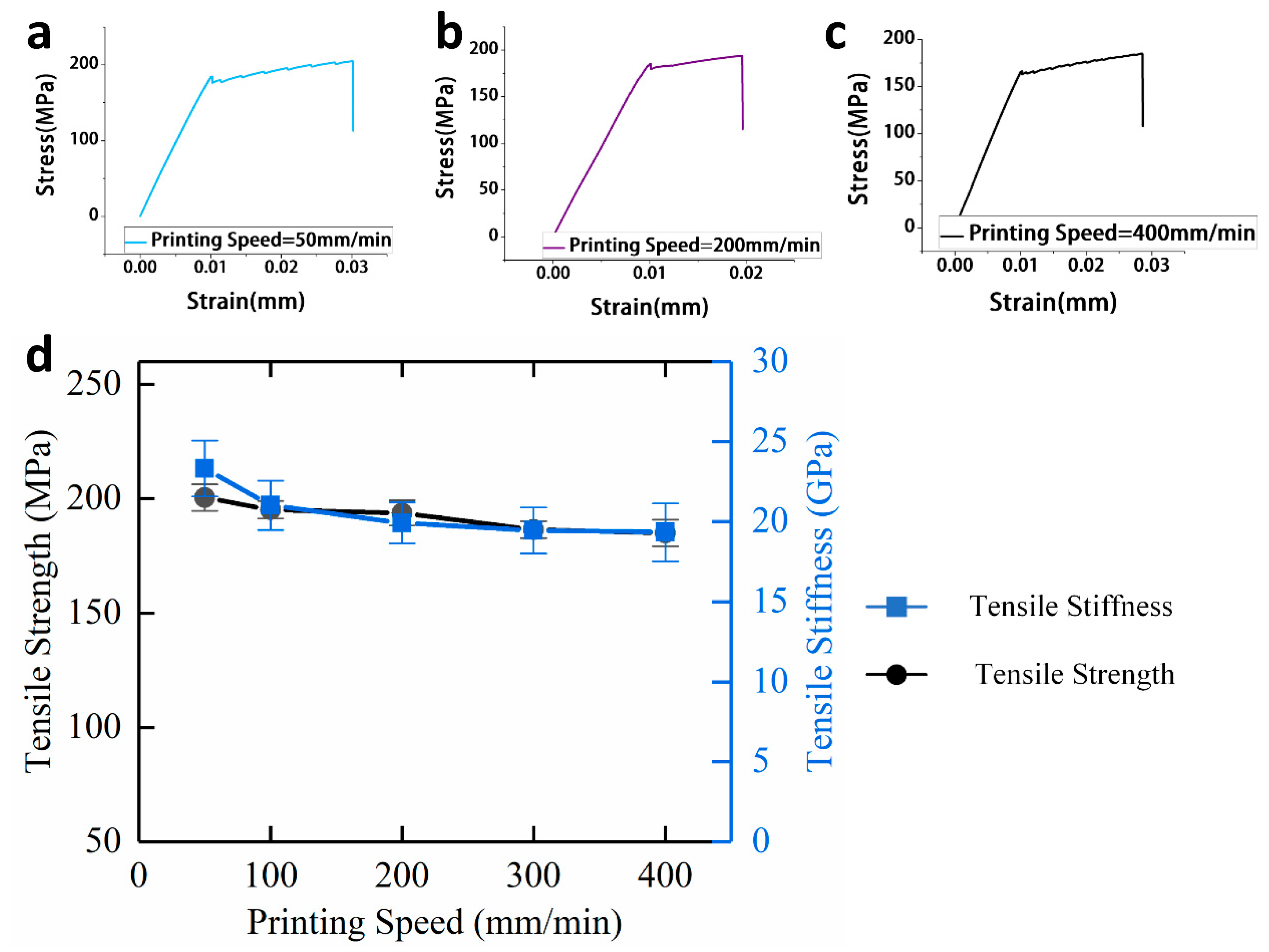
3.1.4. Effect of Printing Speed on Tensile Mechanical Properties
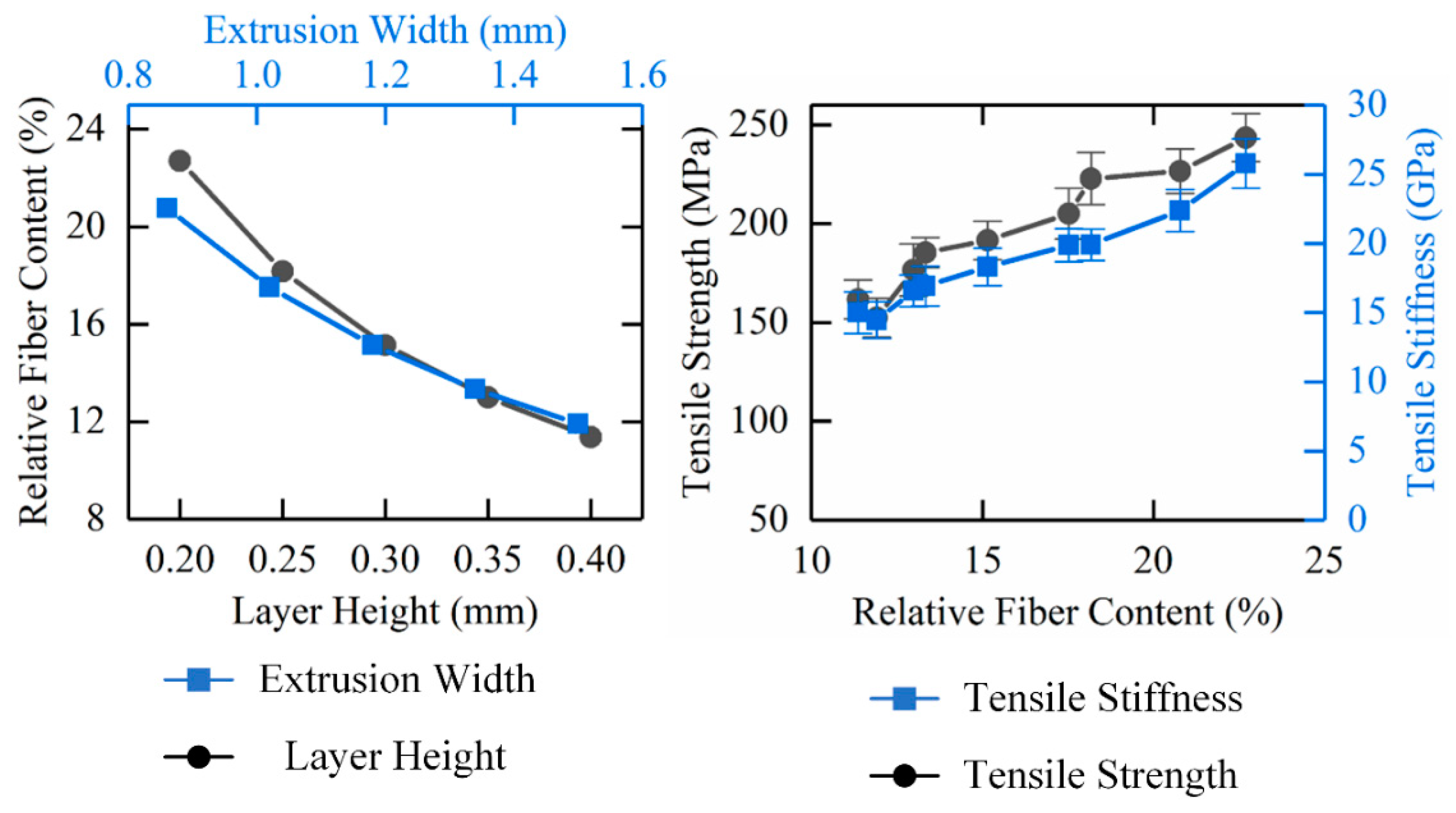
3.1.5. Effect of Relative Fiber Content on Tensile Mechanical Properties
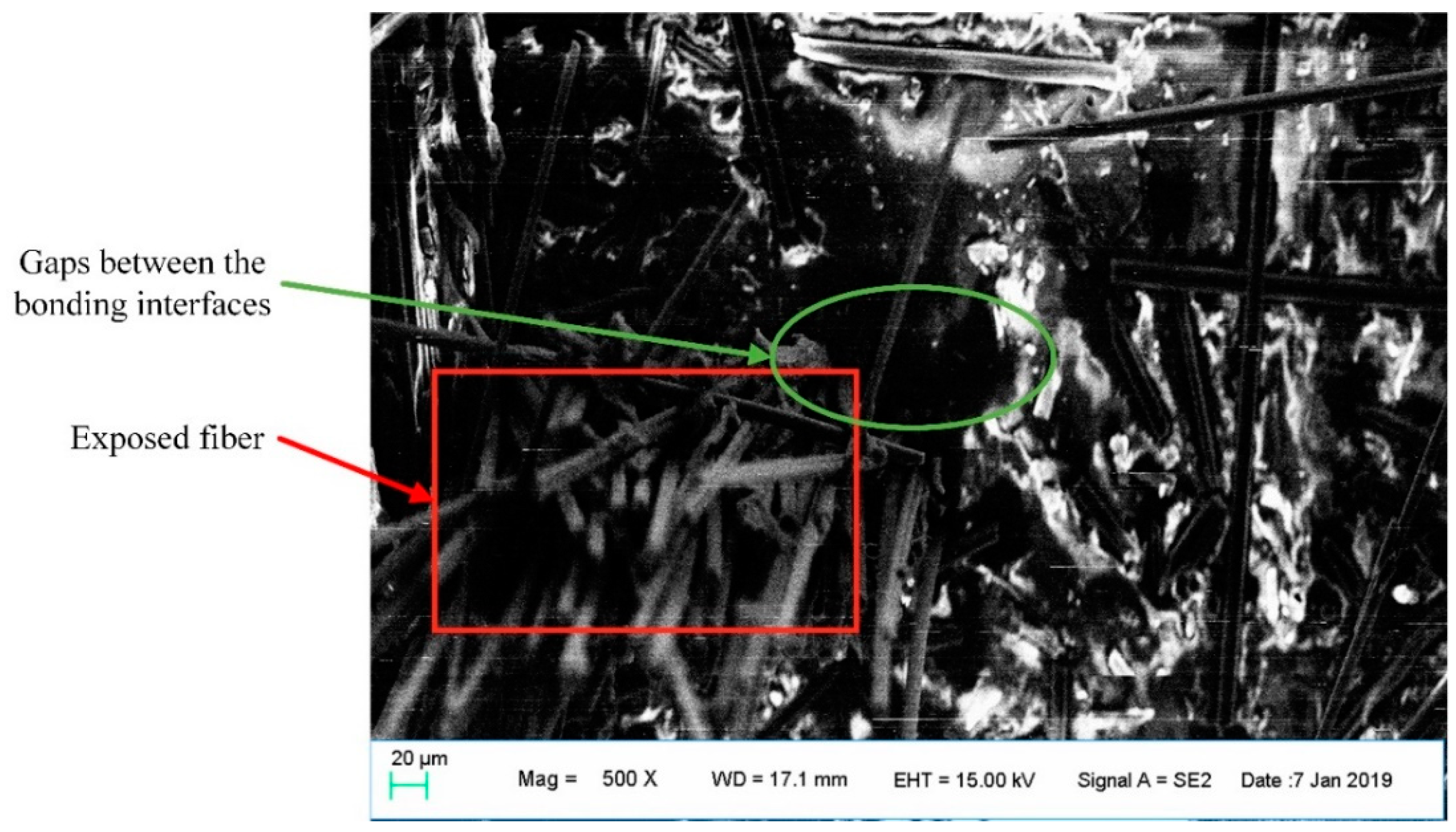
3.2. Enhancement Mechanism and Fracture form Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef]
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T. Effect of processing conditions on the bonding quality of FDM polymer filaments. Rapid Prototyp. J. 2008, 14, 72–80. [Google Scholar] [CrossRef]
- Tran, P.; Ngo, T.D.; Ghazlan, A. Biomaterial 3D printing and numerical analysis of bio-inspired composite structures under in-plane and transverse loadings. Compos. Part B Eng. 2017, 108, 210–223. [Google Scholar] [CrossRef]
- Melnikova, R.; Ehrmann, A.; Finsterbusch, K. 3D printing of textile-based structures by fused deposition modelling (FDM) with different polymer materials. IOP Conf. Ser. Mater. Sci. Eng. 2014, 62, 12018. [Google Scholar] [CrossRef] [Green Version]
- Caulfield, B.; McHugh, P.E.; Lohfeld, S. Dependence of mechanical properties of polyamide components on build parameters in the SLS process. J. Mater. Process. Technol. 2007, 182, 477–488. [Google Scholar] [CrossRef]
- Ivanova, O.; Williams, C.; Campbell, T. Additive manufacturing (AM) and nanotechnology: Promises and challenges. Rapid Prototyp. J. 2013, 19, 353–364. [Google Scholar] [CrossRef] [Green Version]
- Zhong, W.; Li, F.; Zhang, Z.; Song, L.; Li, Z. Short fiber reinforced composites for fused deposition modeling. Mater. Sci. Eng. A 2001, 301, 125–130. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Wang, J.; Xie, H.; Weng, Z.; Senthil, T.; Wu, L. A novel approach to improve mechanical properties of parts fabricated by fused deposition modeling. Mater. Des. 2016, 105, 152–159. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Hu, Z.; Huang, K. Additive manufacturing of thermoplastic matrix composites using fused deposition modeling: A comparison of two reinforcements. J. Compos. Mater. 2017, 51, 3733–3742. [Google Scholar] [CrossRef]
- Love, L.J.; Kunc, V.L.; Rios, O.; Duty, C.E.; Elliott, A.M.; Post, B.K.; Smith, R.J.; Blue, C.A. The importance of carbon fiber to polymer additive manufacturing. J. Mater. Res. 2014, 29, 1893–1898. [Google Scholar] [CrossRef] [Green Version]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef] [Green Version]
- Dul, S.; Fambri, L.; Pegoretti, A. Fused deposition modeling with abs-graphene nanocomposites. Compos. Part A Appl. Sci. Manuf. 2016, 85, 181–191. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Liu, S. Rapid prototyping of continuous carbon fiber reinforced polylactic acid composites by 3D printing. J. Mater. Process. Technol. 2016, 238, 218–225. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3d printed continuous carbon fiber reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3D printing for continuous fiber reinforced thermoplastic composites: Mechanism and performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Mori, K.I.; Maeno, T. 3D printing of carbon fibre-reinforced plastic parts. Int. J. Adv. Manuf. Technol. 2017, 91, 2811–2817. [Google Scholar] [CrossRef]
- Mori, K.I.; Maeno, T.; Nakagawa, Y. Dieless forming of carbon fibre reinforced plastic parts using 3D printer. Procedia Eng. 2014, 81, 1595–1600. [Google Scholar] [CrossRef] [Green Version]
- Klift, F.V.D.; Koga, Y.; Todoroki, A. 3D printing of continuous carbon fibre reinforced thermo-plastic (cfrtp) tensile test specimens. Open J. Compos. Mater. 2016, 6, 18–27. [Google Scholar] [CrossRef] [Green Version]
- Melenka, G.W.; Cheung, B.K.O.; Schofield, J.S. Evaluation and prediction of the tensile properties of continuous fiber-reinforced 3D printed structures. Compos. Struct. 2016, 153, 866–875. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Sanei, S.H.R.; Popescu, D. 3D-Printed Carbon Fiber Reinforced Polymer Composites: A Systematic Review. J. Compos. Sci. 2020, 4, 98. [Google Scholar] [CrossRef]
- Van de Werken, N.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively manufactured carbon fiber-reinforced composites: State of the art and perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- Kossel—Reprap. Available online: https://reprap.org/wiki/kossel (accessed on 30 October 2018).
- Jcrocholl/kossel: Mini Kossel Portable Delta Robot 3D Printer. Available online: https://github.com/jcrocholl/kossel (accessed on 30 October 2018).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Tensile Strength | Tensile Modulus | Breaking Elongation Rate | Density |
|---|---|---|---|---|
| HTA 40 | 4100 MPa | 240 GPa | 1.7% | |
| PLA filament | 62.63 MPa | 3.2 GPa | 4.43% |
| Printing Parameters | Parameter Range | Other Fixed Parameters |
|---|---|---|
| Printing layer height (H/mm) | 0.20, 0.25, 0.30, 0.35, 0.40 | W 1.18 T 210 V 100 |
| Extrusion width (W/mm) | 0.86, 1.02, 1.18, 1.34, 1.50 | H 0.3 T 210 V 100 |
| Printing temperature (T/°C;) | 190, 200, 210, 220, 230 | H 0.3 W 1.18 V 100 |
| printing speed (V/) | 50, 100, 200, 300, 400 | H 0.3 W 1.18 T 210 |
| Infill Density | Pattern | Bed Temperature | Floor & Roof | Shell | Brim |
|---|---|---|---|---|---|
| 100% | Zigzag | 50 °C | No | No | 1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dou, H.; Cheng, Y.; Ye, W.; Zhang, D.; Li, J.; Miao, Z.; Rudykh, S. Effect of Process Parameters on Tensile Mechanical Properties of 3D Printing Continuous Carbon Fiber-Reinforced PLA Composites. Materials 2020, 13, 3850. https://doi.org/10.3390/ma13173850
Dou H, Cheng Y, Ye W, Zhang D, Li J, Miao Z, Rudykh S. Effect of Process Parameters on Tensile Mechanical Properties of 3D Printing Continuous Carbon Fiber-Reinforced PLA Composites. Materials. 2020; 13(17):3850. https://doi.org/10.3390/ma13173850
Chicago/Turabian StyleDou, Hao, Yunyong Cheng, Wenguang Ye, Dinghua Zhang, Junjie Li, Zhoujun Miao, and Stephan Rudykh. 2020. "Effect of Process Parameters on Tensile Mechanical Properties of 3D Printing Continuous Carbon Fiber-Reinforced PLA Composites" Materials 13, no. 17: 3850. https://doi.org/10.3390/ma13173850