
Effect of Rolling Route on Microstructure and Tensile Properties of Twin-Roll Casting AZ31 Mg Alloy Sheets

Abstract
:1. Introduction
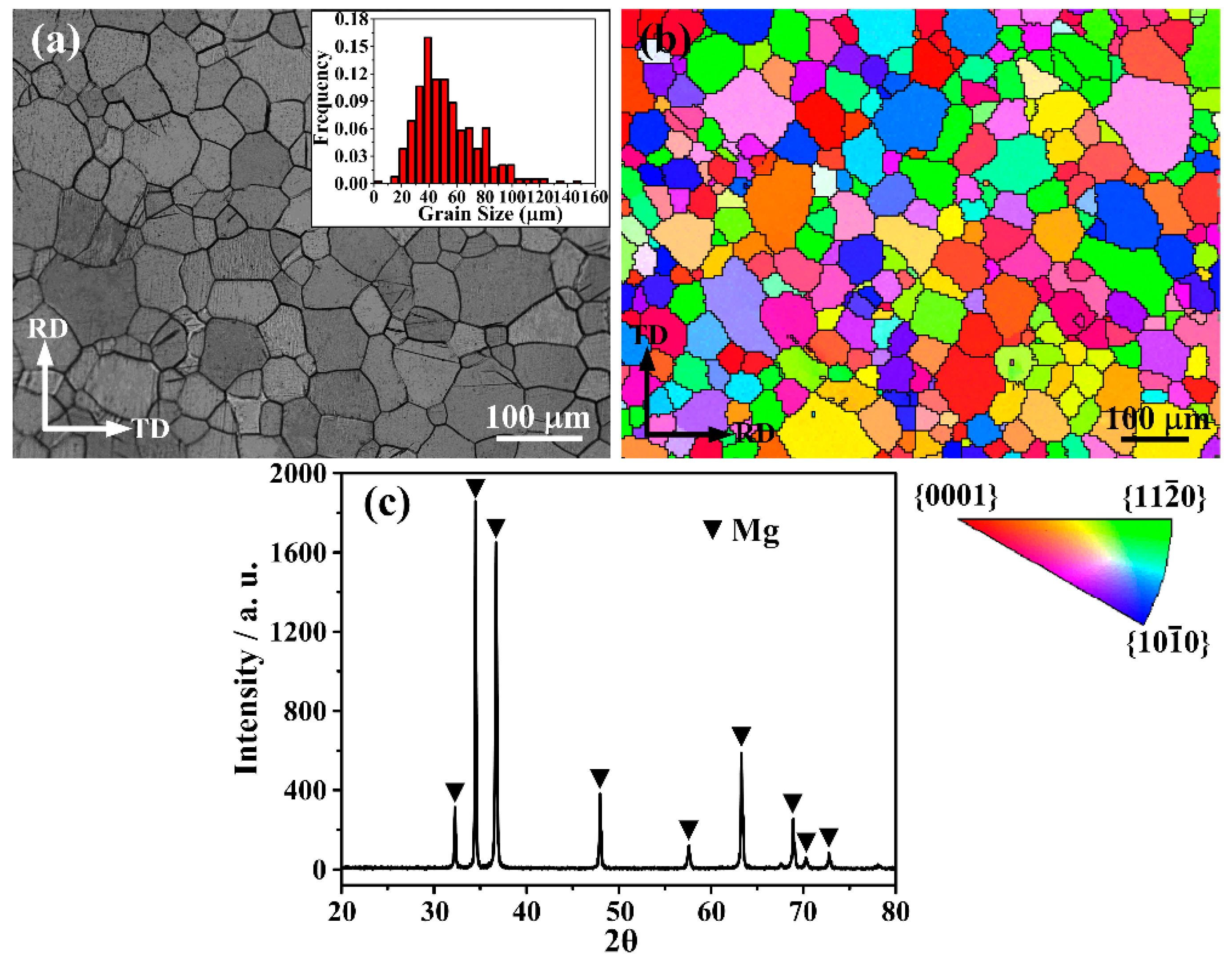
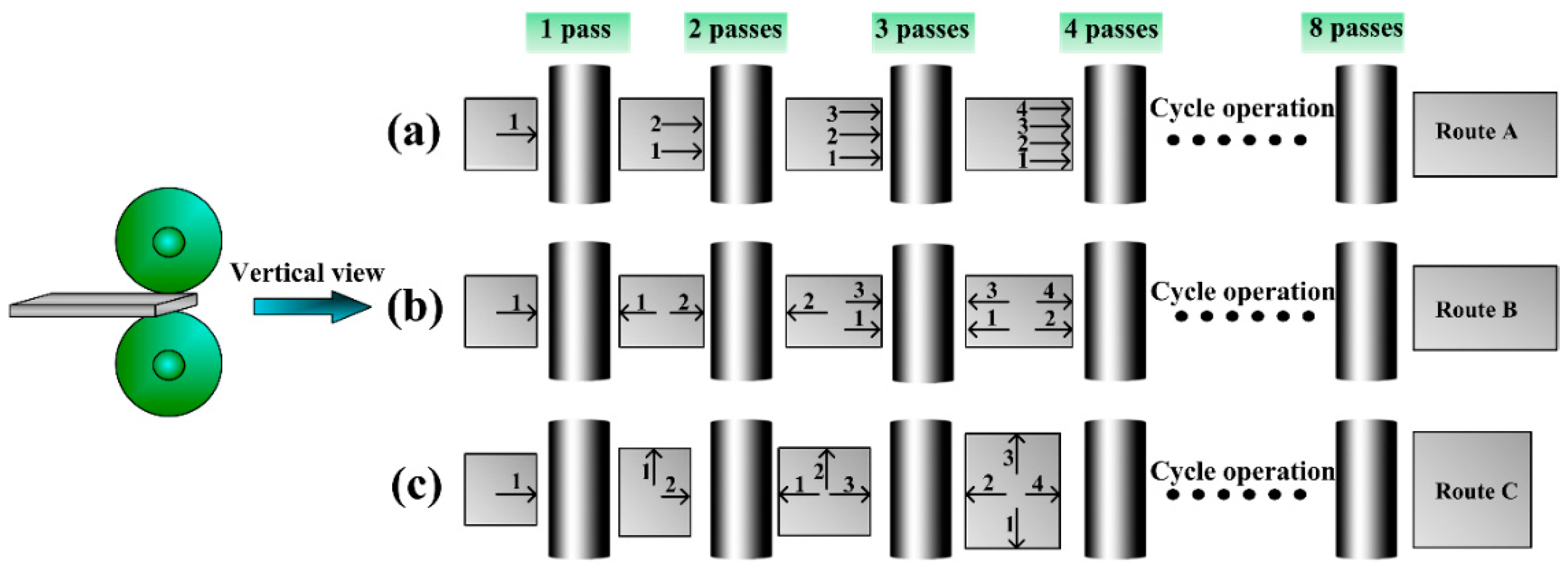
2. Experimental Details
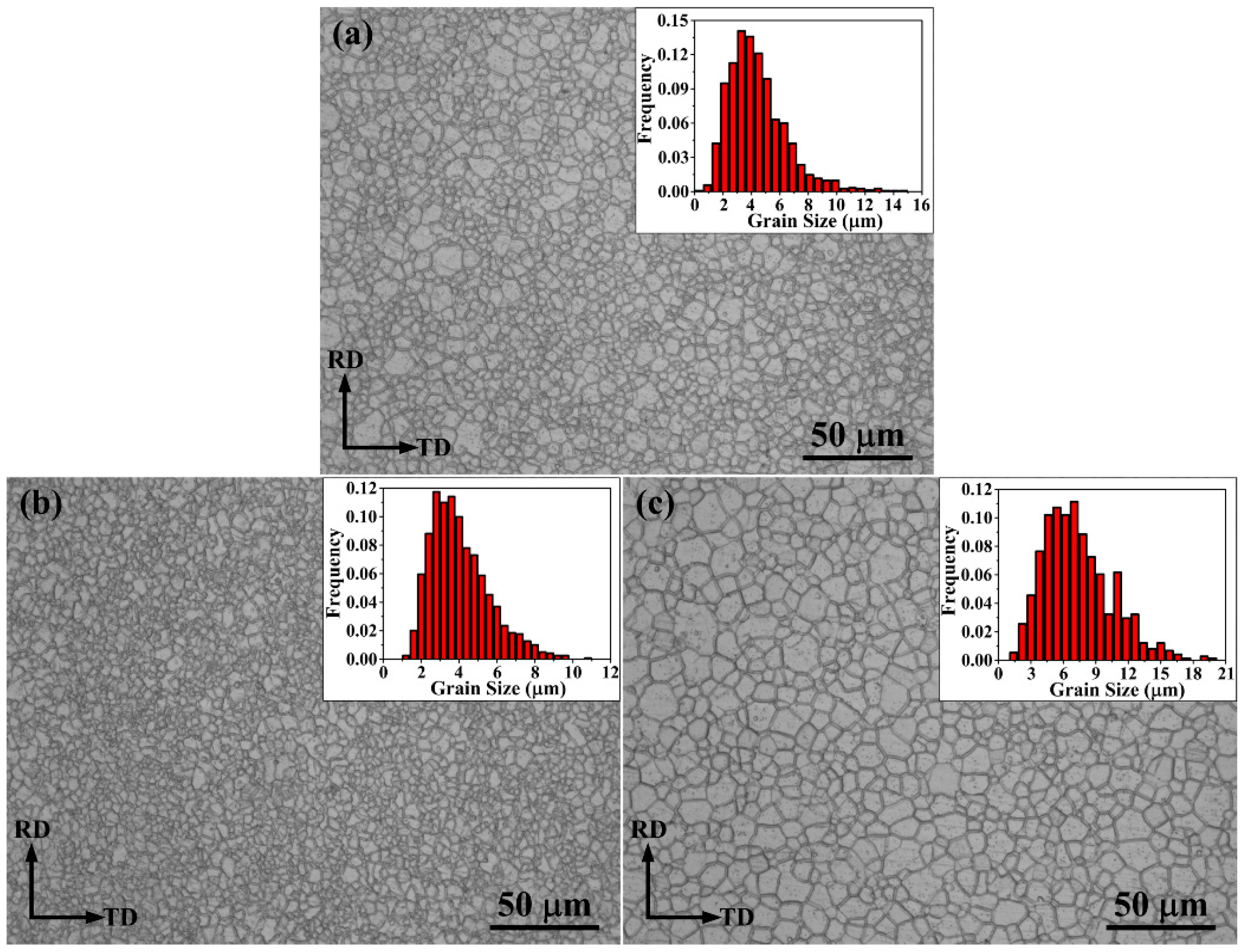
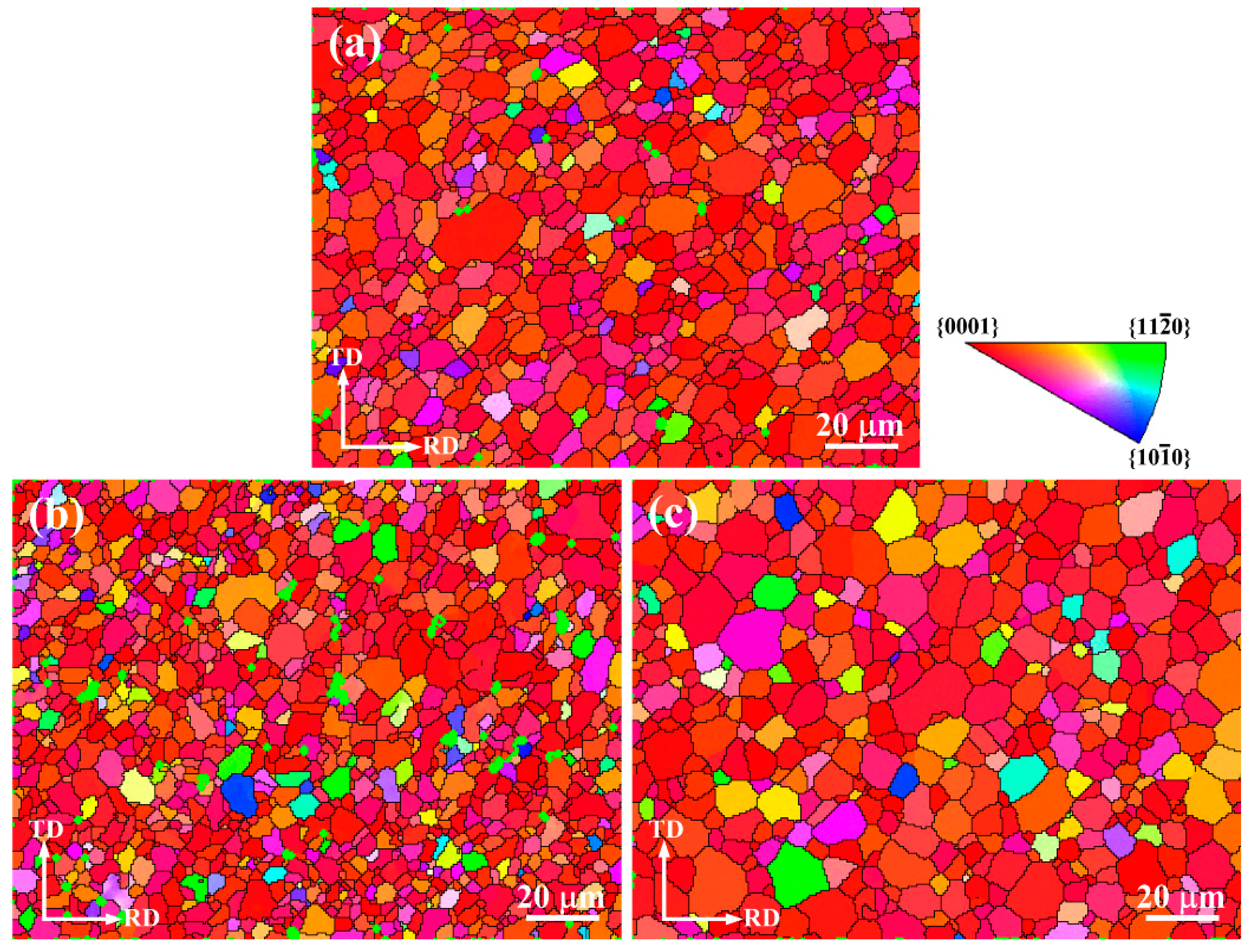
3. Results and Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Geng, J.; Nie, J.F. Unloading yield effect in a twin-roll-cast Mg–3Al–1Zn alloy. Scr. Mater. 2015, 100, 78–81. [Google Scholar] [CrossRef]
- Málek, P.; Poková, M.Š.; Cieslar, M. High Temperature Deformation of Twin-Roll Cast Al-Mn-Based Alloys after Equal Channel Angular Pressing. Materials 2015, 8, 7650–7662. [Google Scholar] [CrossRef]
- Das, S.; Barekar, N.; Fakir, O.E.; Yang, X.; Dear, J.P.; Fan, Z. Influence of intensive melt shearing on subsequent hot rolling and the mechanical properties of twin roll cast AZ31 strips. Mater. Lett. 2015, 144, 54–57. [Google Scholar] [CrossRef]
- Kim, K.H.; Suh, B.C.; Bae, J.H.; Shim, M.S.; Kim, S.; Kim, N.J. Microstructure and texture evolution of Mg alloys during twin-roll casting and subsequent hot rolling. Scr. Mater. 2010, 63, 716–720. [Google Scholar] [CrossRef]
- Chen, H.M.; Zang, Q.H.; Yu, H.; Zhang, J.; Jin, Y.X. Effect of intermediate annealing on the microstructure and mechanical property of ZK60 magnesium alloy produced by twin roll casting and hot rolling. Mater. Charact. 2015, 106, 437–441. [Google Scholar] [CrossRef]
- Al-Samman, T.; Gottstein, G. Influence of strain path change on the rolling behavior of twin roll cast magnesium alloy. Scr. Mater. 2008, 59, 760–763. [Google Scholar] [CrossRef]
- Cepeda-Jiménez, C.M.; Pérez-Prado, M.T. Microplasticity-Based rationalization of the room temperature yield asymmetry in conventional polycrystalline Mg alloys. Acta Mater. 2016, 108, 304–316. [Google Scholar] [CrossRef]
- Sarebanzadeh, M.; Roumina, R.; Mahmudi, R.; Wu, G.H.; Jafari Nodooshan, H.R. Enhancement of superplasticity in a fine-grained Mg–3Gd–1Zn alloy processed by equal-channel angular pressing. Mater. Sci. Eng. A 2015, 646, 249–253. [Google Scholar] [CrossRef]
- Seipp, S.; Wagner, M.F.X.; Hockauf, K.; Schneider, I.; Meyer, L.W.; Hockauf, M. Microstructure, crystallographic texture and mechanical properties of the magnesium alloy AZ31B after different routes of thermo-mechanical processing. Int. J. Plasticity 2012, 35, 155–166. [Google Scholar] [CrossRef]
- Zhang, X.H.; Cheng, Y.S. Tensile anisotropy of AZ91 magnesium alloy by equal channel angular processing. J. Alloys Compd. 2015, 622, 1105–1109. [Google Scholar] [CrossRef]
- Hu, Z.; Chen, Z.Y.; Xiong, J.Y.; Chen, T.; Shao, J.B.; Liu, C.M. Microstructure and mechanical properties of Mg–6.75%Zn–0.57%Zr–0.4%Y–0.18%Gd sheets by unidirectional and cross rolling. Mater. Sci. Eng. A 2016, 662, 519–527. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, G.S.; Roven, H.J.; Wang, L.F.; Pan, F.S. Influence of different rolling routes on the microstructure evolution and properties of AZ31 magnesium alloy sheets. Mater. Des. 2013, 50, 667–673. [Google Scholar] [CrossRef]
- Styczynski, A.; Hartig, Ch.; Bohlen, J.; Letzig, D. Cold rolling textures in AZ31 wrought magnesium alloy. Scr. Mater. 2004, 50, 943–947. [Google Scholar] [CrossRef]
- Zhou, T.; Yang, Z.; Hu, D.; Feng, T.; Yang, M.B.; Zhai, X.B. Effect of the final rolling speeds on the stretch formability of AZ31 alloy sheet rolled at a high temperature. J. Alloys Compd. 2015, 650, 436–443. [Google Scholar] [CrossRef]
- Yan, H.; Chen, R.S.; Han, E.H. Room-Temperature ductility and anisotropy of two rolled Mg–Zn–Gd alloys. Mater. Sci. Eng. A 2010, 527, 3317–3322. [Google Scholar] [CrossRef]
- Chapuis, A.; Driver, J.H. Temperature dependency of slip and twinning in plane strain compressed magnesium single crystals. Acta Mater. 2011, 59, 1986–1994. [Google Scholar] [CrossRef]
- Yoo, M.H. Slip, Twinning, and Fracture in Hexagonal Close-Packed Metals. Metall. Trans. A 1981, 12A, 409–418. [Google Scholar] [CrossRef]
- Máthis, K.; Nyilas, K.; Axt, A.; Dragomir-Cernatescu, I.; Ungár, T.; Lukáč, P. The evolution of non-basal dislocations as a function of deformation temperature in pure magnesium determined by X-ray diffraction. Acta Mater. 2004, 52, 2889–2894. [Google Scholar] [CrossRef]
- Jëger, A.; Lukáč, P.; Gärtnerová, V.; Bohlen, J.; Kainer, K.U. Tensile properties of hot rolled AZ31 Mg alloy sheets at elevated temperatures. J. Alloys Compd. 2004, 378, 184–187. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Bian, M.Z.; Xu, S.W.; Davies, C.H.J.; Birbilis, N.; Nie, J.F. Texture evolution during cold rolling of dilute Mg alloys. Scr. Mater. 2015, 108, 6–10. [Google Scholar] [CrossRef]
- Yi, S.B.; Bohlen, J.; Heinemann, F.; Letzig, D. Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets. Acta Mater. 2010, 58, 592–605. [Google Scholar] [CrossRef]
- Agnew, S.R.; Nie, J.F. Preface to the viewpoint set on: The current state of magnesium alloy science and technology. Scr. Mater. 2010, 63, 671–673. [Google Scholar] [CrossRef]
- Li, X.; Al-Samman, T.; Gottstein, G. Mechanical properties and anisotropy of ME20 magnesium sheet produced by unidirectional and cross rolling. Mater. Des. 2011, 32, 4385–4393. [Google Scholar] [CrossRef]
- Hua, X.; Lv, F.; Wang, Q.; Duan, Q.Q.; Zhang, Z.F. Achieving synchronous improvement of strength and ductility of Mg–3%Al–1%Zn alloy through controlling the rolling orientation. Mater. Sci. Eng. A 2013, 586, 38–44. [Google Scholar] [CrossRef]
- Guo, F.; Zhang, D.F.; Yang, X.S.; Jiang, L.Y.; Pan, F.S. Influence of rolling speed on microstructure and mechanical properties of AZ31 Mg alloy rolled by large strain hot rolling. Mater. Sci. Eng. A 2014, 607, 383–389. [Google Scholar] [CrossRef]
- Huang, X.S.; Chino, Y.; Mabuchi, M.; Matsuda, M. Influences of grain size on mechanical properties and cold formability of Mg–3Al–1Zn alloy sheets with similar weak initial textures. Mater. Sci. Eng. A 2014, 611, 152–161. [Google Scholar] [CrossRef]
- Guo, F.; Zhang, D.F.; Yang, X.S.; Jiang, L.Y.; Chai, S.S.; Pan, F.S. Effect of rolling speed on microstructure and mechanical properties of AZ31 Mg alloys rolled with a wide thickness reduction range. Mater. Sci. Eng. A 2014, 619, 66–72. [Google Scholar] [CrossRef]
- Ma, R.; Wang, L.; Wang, Y.N.; Zhou, D.Z. Microstructure and mechanical properties of the AZ31 magnesium alloy sheets processed by asymmetric reduction rolling. Mater. Sci. Eng. A 2015, 638, 190–196. [Google Scholar] [CrossRef]
- Zhang, H.; Cheng, W.L.; Fan, J.F.; Xu, B.S.; Dong, H.B. Improved mechanical properties of AZ31 magnesium alloy sheets by repeated cold rolling and annealing using a small pass reduction. Mater. Sci. Eng. A 2015, 637, 243–250. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, G.S.; Wang, L.F.; Roven, H.J.; Pan, F.S. Enhanced mechanical properties of AZ31 magnesium alloy sheets processed by three-directional rolling. J. Alloys Compd. 2013, 575, 408–413. [Google Scholar] [CrossRef]
- Zúberová, Z.; Kunz, L.; Lamark, T.T.; Estrin, Y.; Janeček, M. Fatigue and Tensile Behavior of Cast, Hot-Rolled, and Severely Plastically Deformed AZ31 Magnesium Alloy. Metall. Mater. Trans. A 2007, 38A, 1934–1940. [Google Scholar] [CrossRef]
- Miao, Q.; Hu, L.N.; Wang, G.J.; Wang, E.D. Fabrication of excellent mechanical properties AZ31 magnesium alloy sheets by conventional rolling and subsequent annealing. Mater. Sci. Eng. A 2011, 528, 6694–6701. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Route | σ0.2/MPa | σb/MPa | δf/% | δP/% |
|---|---|---|---|---|
| A | ||||
| B | ||||
| C |
| Alloy | Grain Size (μm) | σ0.2/MPa | σb/MPa | δf/% | δP/% |
|---|---|---|---|---|---|
| AZ31 [14] | 10.2 | 161 | 272 | 19.7 | ~ |
| AZ31 [24] | 10 | ~ | 273 | ~ | 8 |
| AZ31 [25] | ~ | 250 | 295 | ~ | 16.2 |
| AZ31B [26] | 7.2 | 167 | 263 | 25.8 | |
| AZ31 [27] | ~ | 254 | 320 | ~ | 13.0 |
| AZ31 [28] | ~ | 180 | 270 | 19% | ~ |
| AZ31 [29] | 7.4 | 158 | 280 | 20.3 | ~ |
| AZ31 [30] | 13 | 147 | 306 | 27.3 | ~ |
| AZ31 [31] | 3~20 | 175 | 277 | ~ | 21 |
| AZ31 [32] | 2.8 | 290 | ~310 | ~ | 23 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, D.; Pan, Y.; Wang, H.-Y.; Zhao, L.-G.; Liu, G.-J.; Liu, Y.; Jiang, Q.-C. Effect of Rolling Route on Microstructure and Tensile Properties of Twin-Roll Casting AZ31 Mg Alloy Sheets. Materials 2016, 9, 433. https://doi.org/10.3390/ma9060433
Luo D, Pan Y, Wang H-Y, Zhao L-G, Liu G-J, Liu Y, Jiang Q-C. Effect of Rolling Route on Microstructure and Tensile Properties of Twin-Roll Casting AZ31 Mg Alloy Sheets. Materials. 2016; 9(6):433. https://doi.org/10.3390/ma9060433
Chicago/Turabian StyleLuo, Dan, Yue Pan, Hui-Yuan Wang, Li-Guo Zhao, Guo-Jun Liu, Yan Liu, and Qi-Chuan Jiang. 2016. "Effect of Rolling Route on Microstructure and Tensile Properties of Twin-Roll Casting AZ31 Mg Alloy Sheets" Materials 9, no. 6: 433. https://doi.org/10.3390/ma9060433