
Characterizations of Rapid Sintered Nanosilver Joint for Attaching Power Chips


Abstract
:1. Introduction
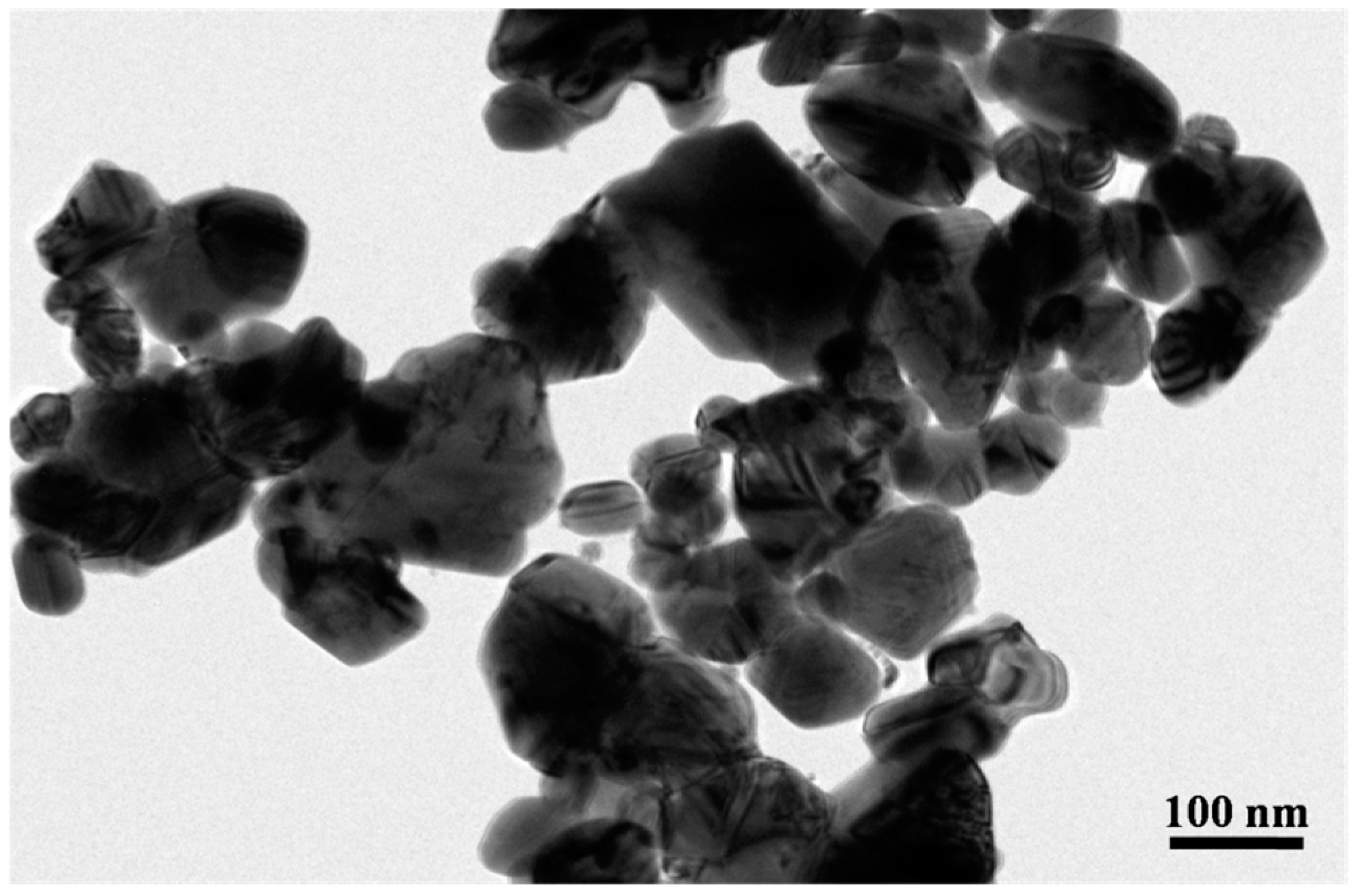
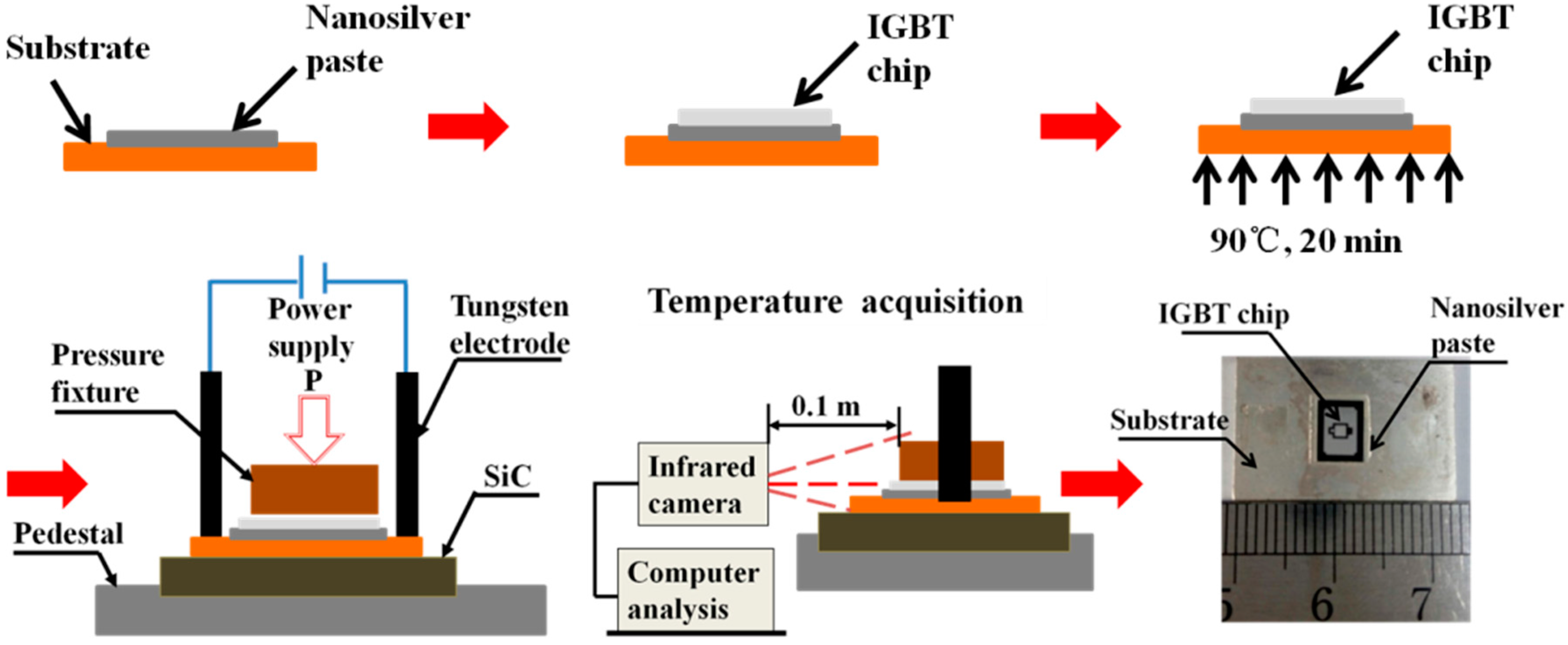
2. Materials and Methods
3. Results
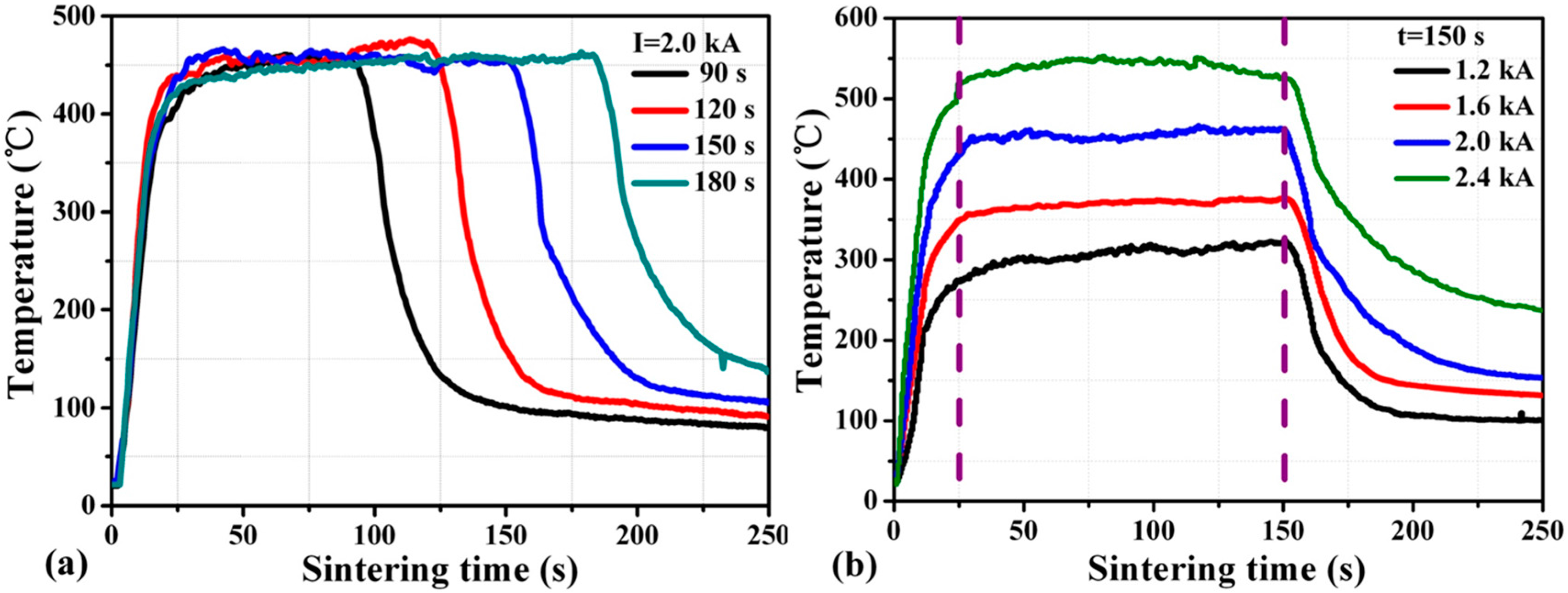
3.1. Temperature Profile
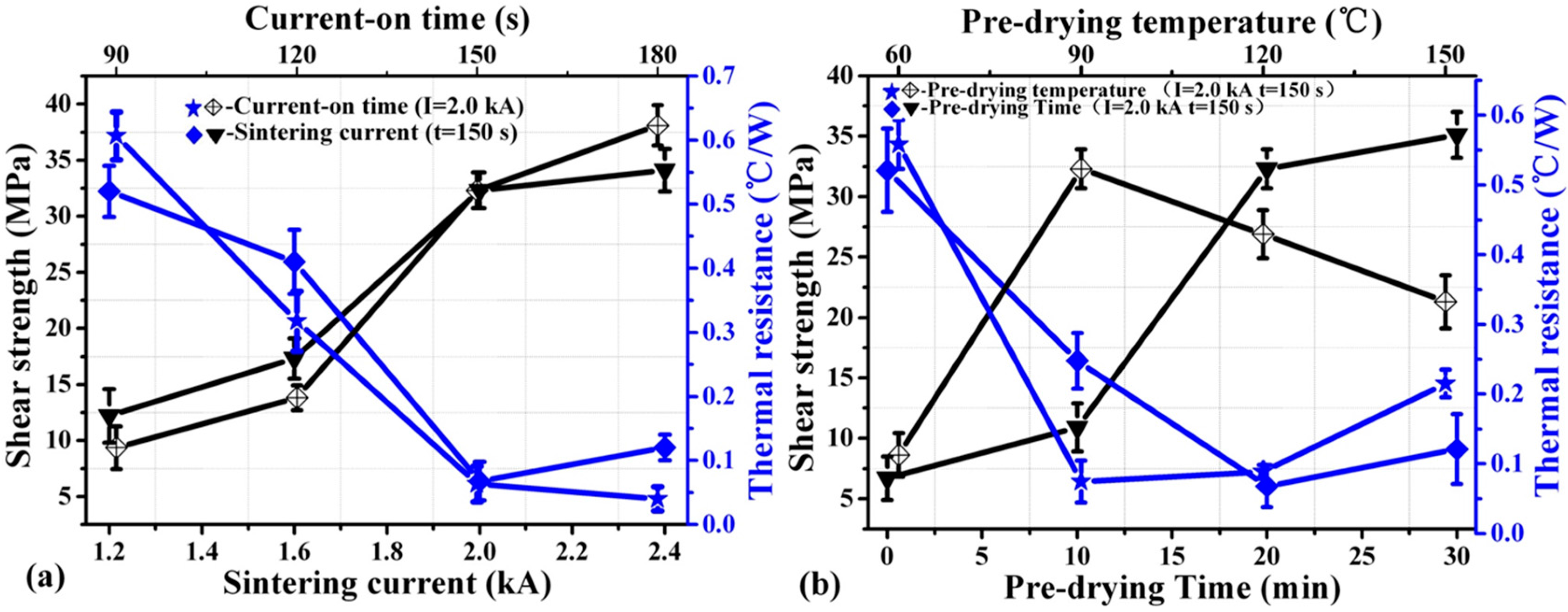
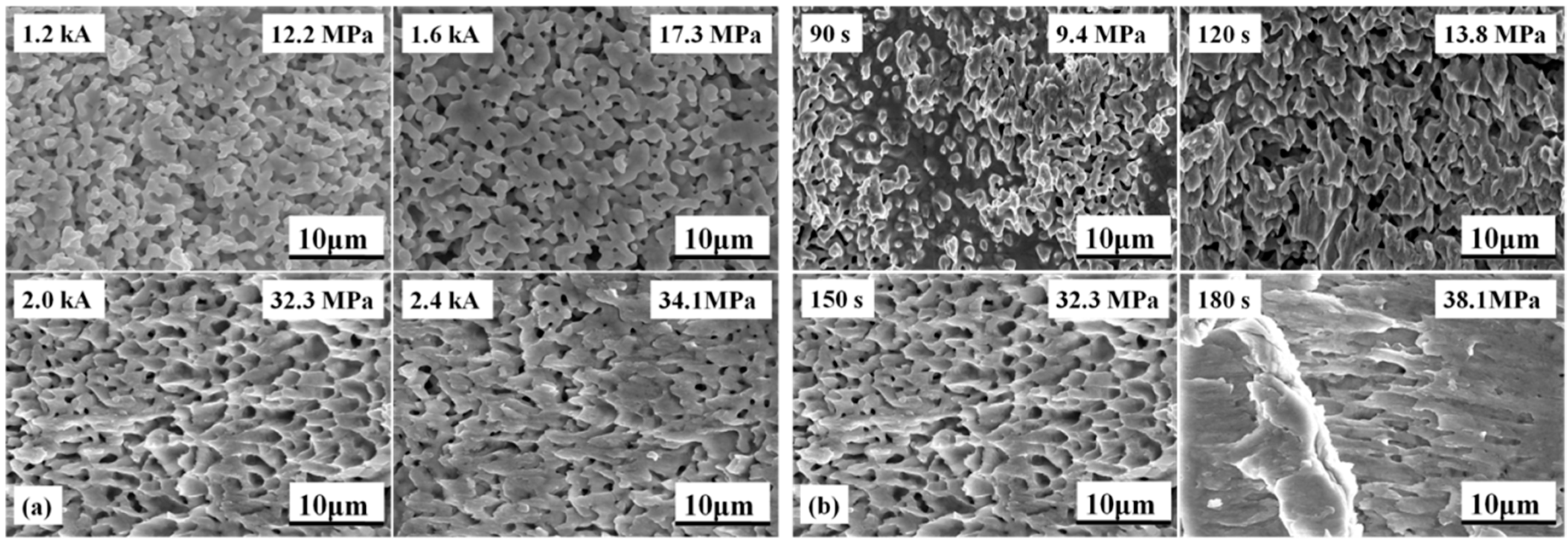
3.2. Die-Shear Strength and Thermal Resistance
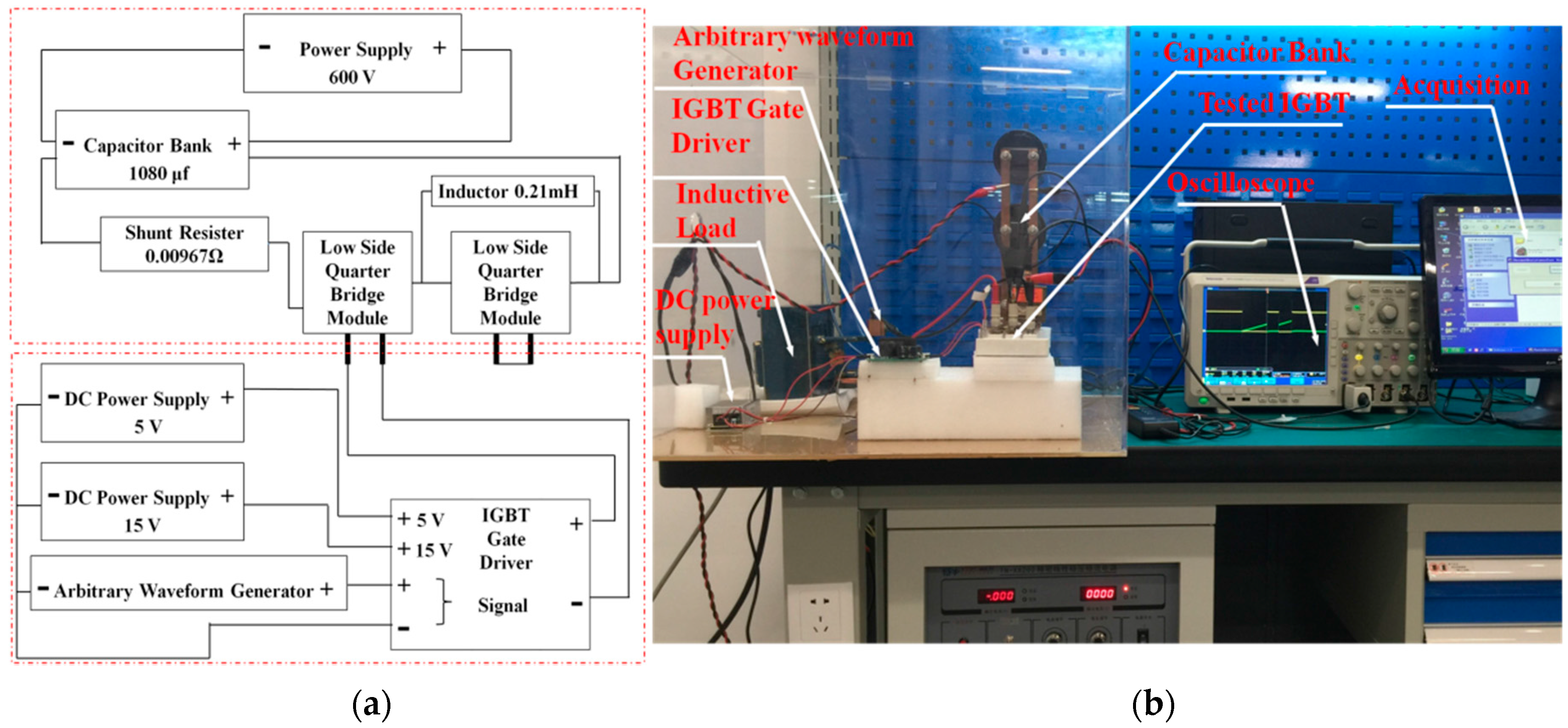
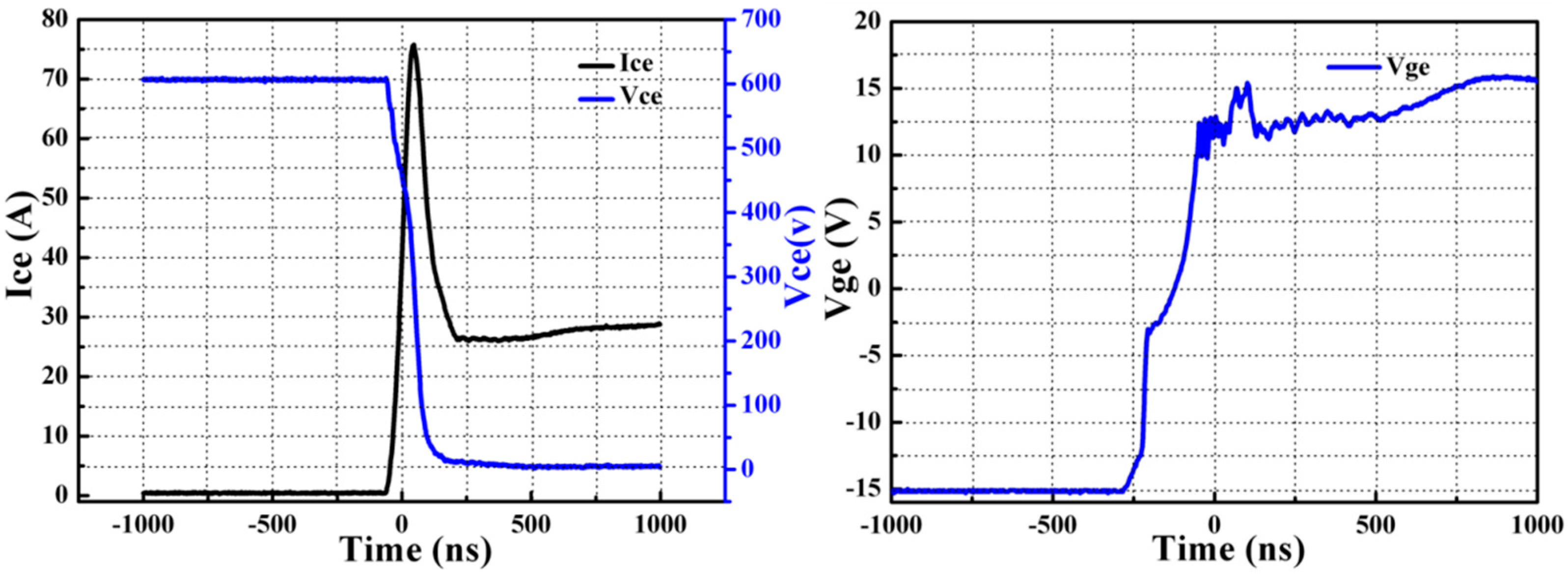
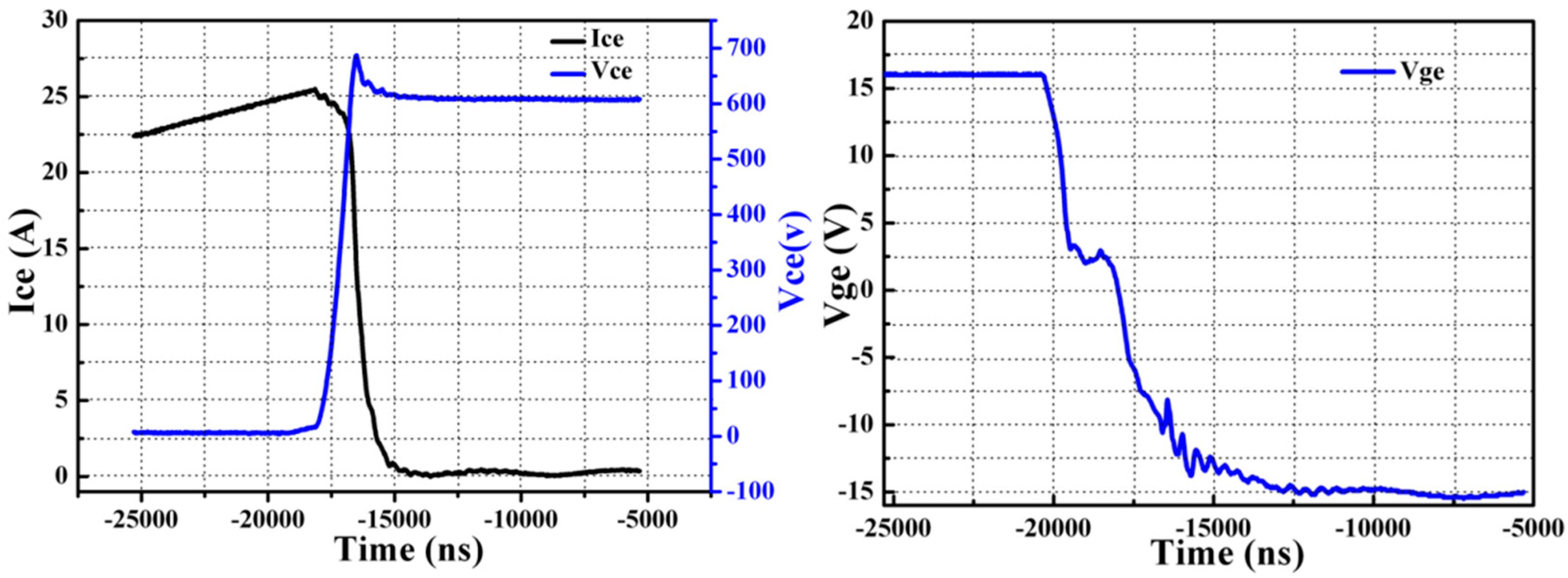
3.3. Electrical Properties
4. Discussion
4.1. Fracture Surface
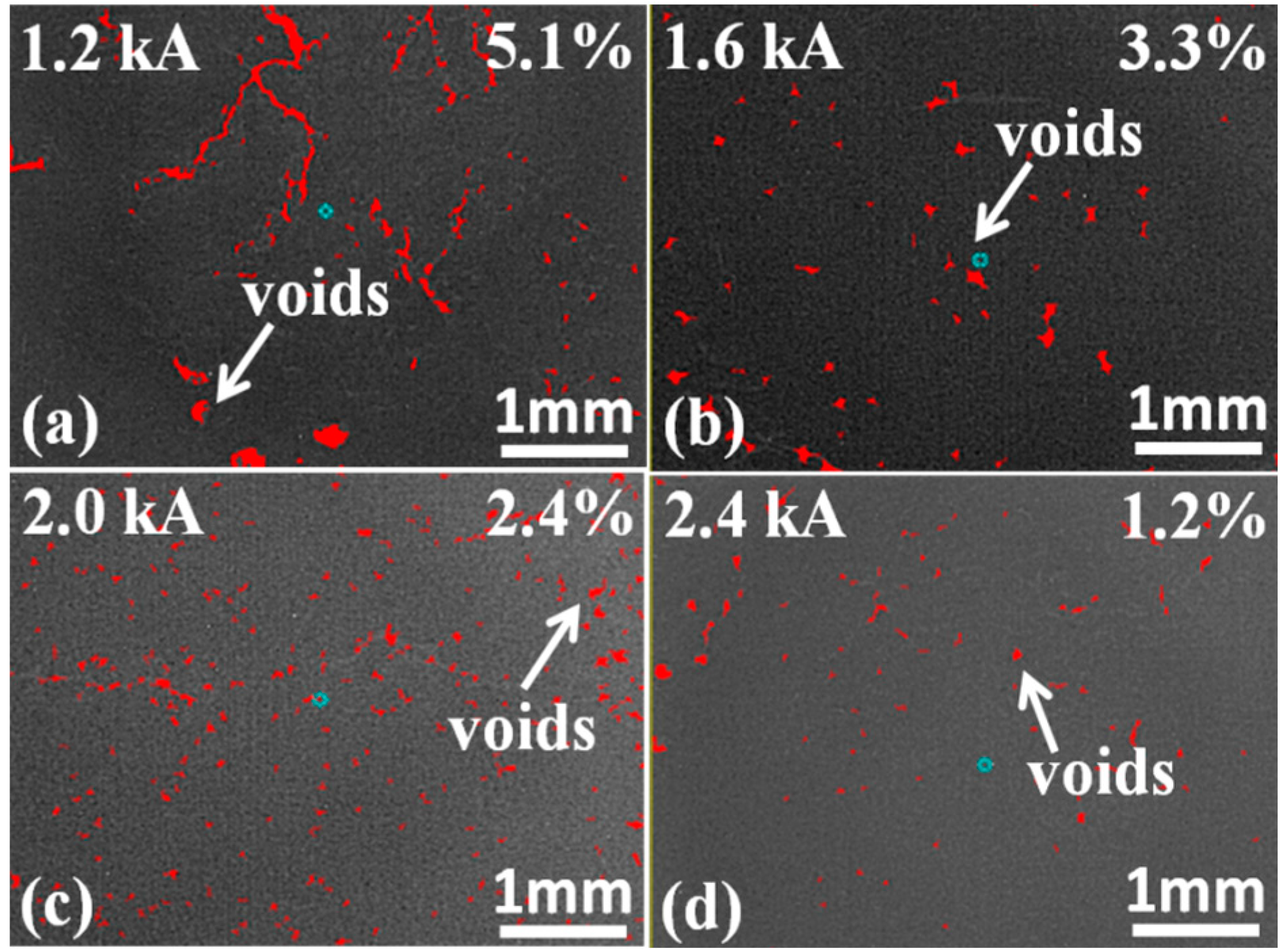
4.2. Void Distribution
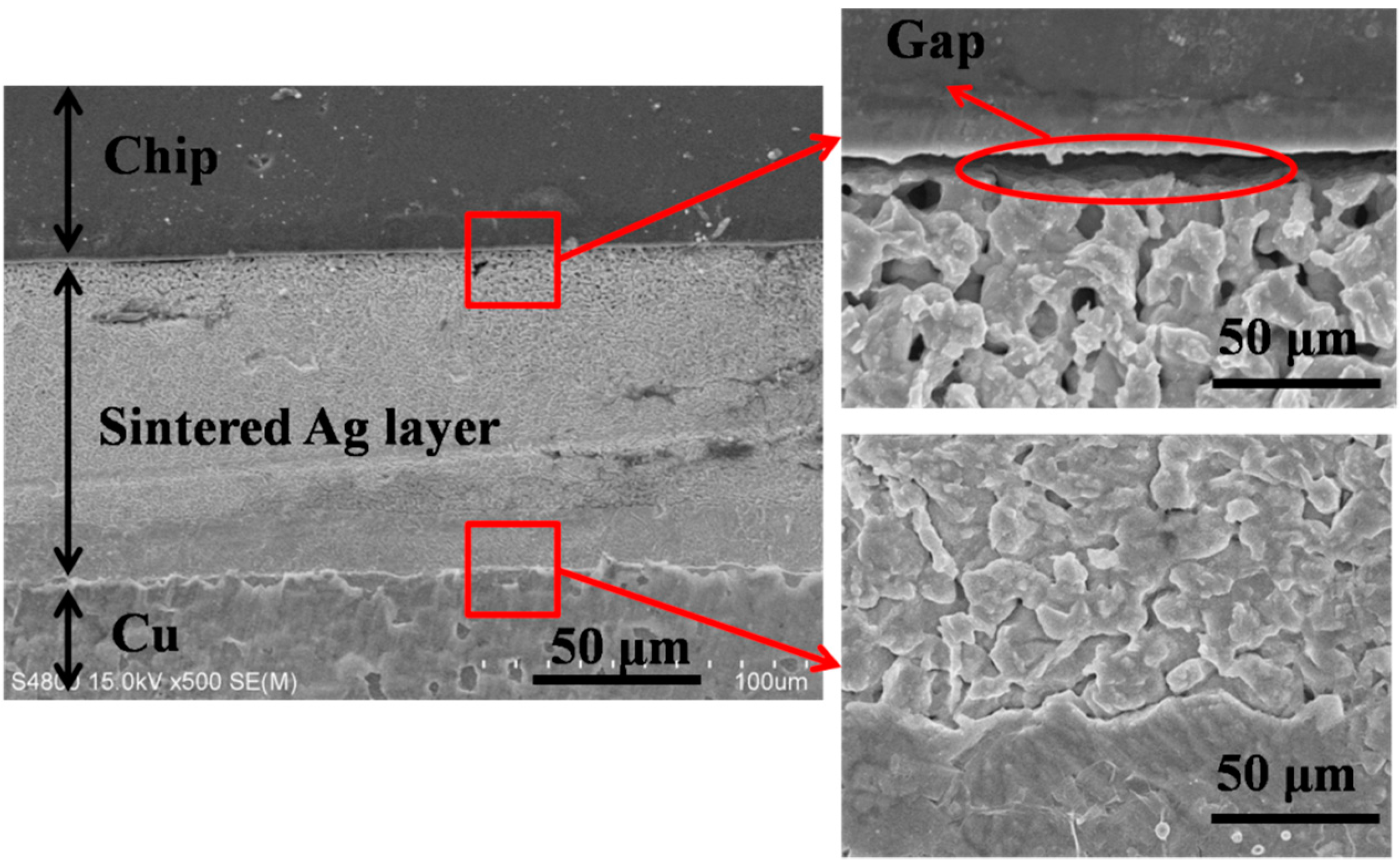
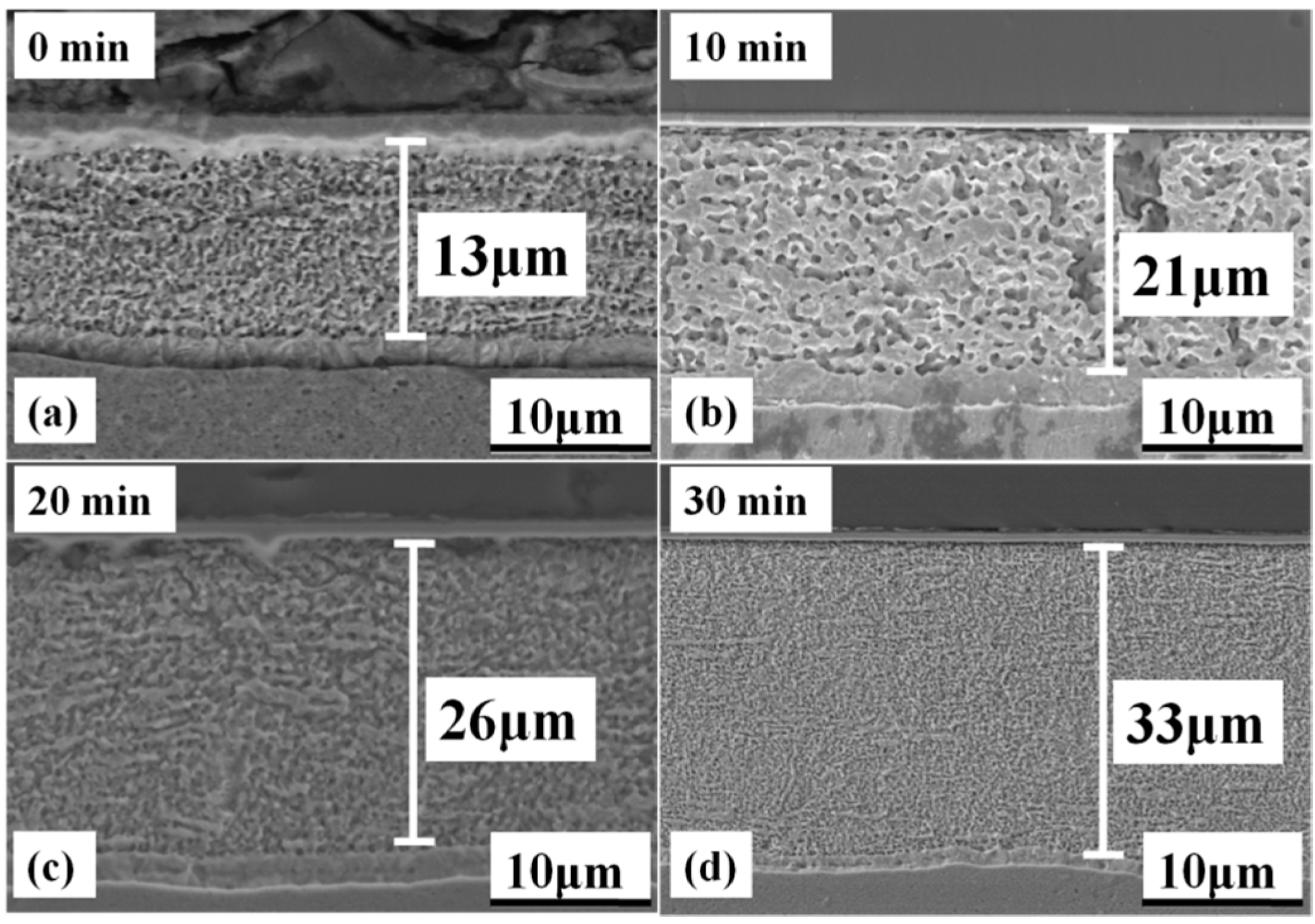
4.3. Cross Sections
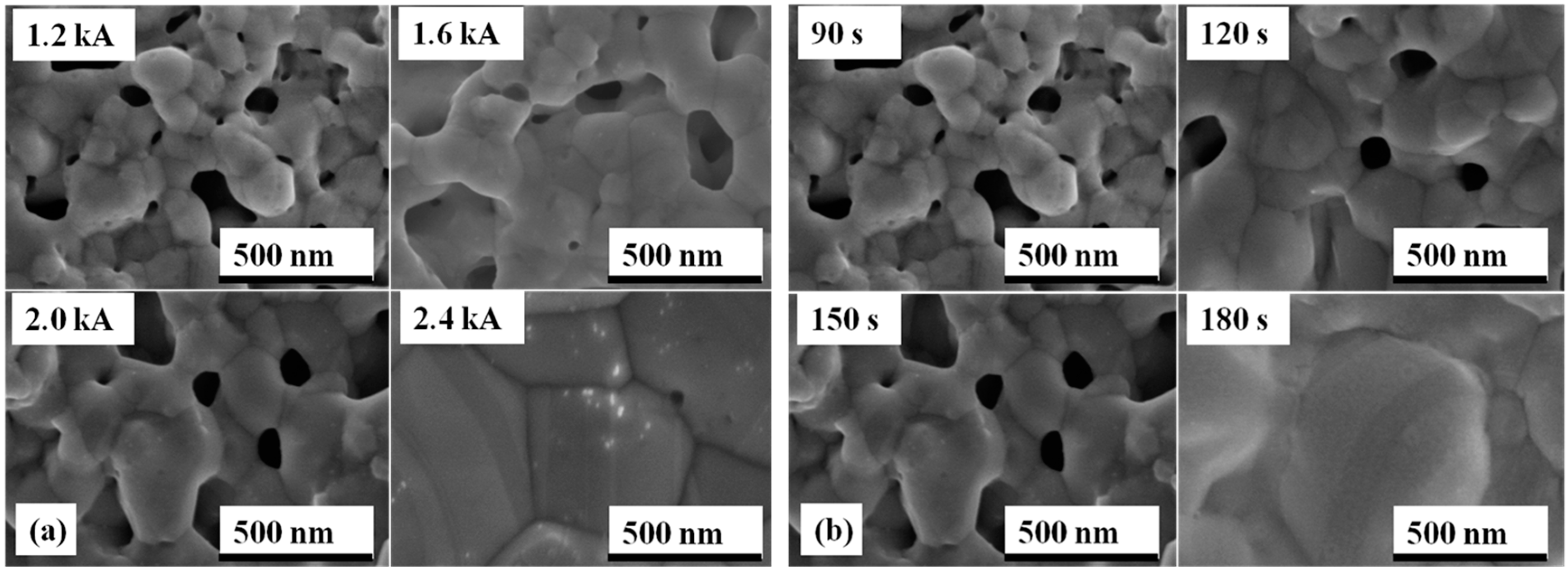
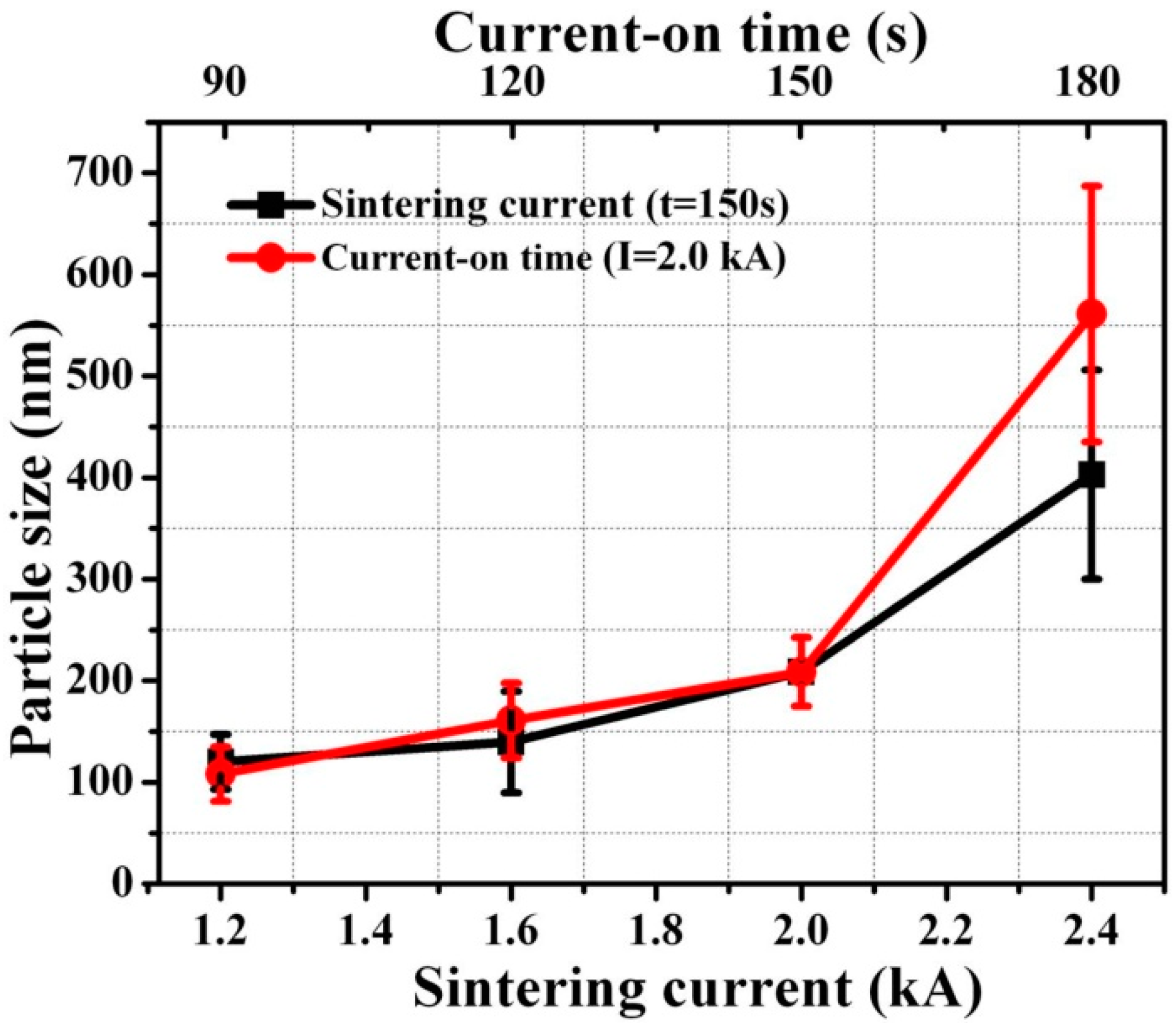
4.4. Evolution of Particle/Grain Size
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Li, K.; Tian, G.Y. State detection of bond wires in IGBT modules using eddy current pulsed thermography. IEEE Trans. Power Electron. 2014, 29, 5000–5009. [Google Scholar] [CrossRef]
- Choi, U.M.; Blaabjerg, F.; Lee, K.B. Study and handling methods of power IGBT module failures in power electronic converter systems. IEEE Trans. Power Electron. 2015, 30, 2517–2533. [Google Scholar] [CrossRef]
- Göbl, C.; Faltenbacher, J. Low temperature sinter technology die attachment for power electronic applications. In Proceedings of the 6th International Conference on Integrated Power Electronics Systems (CIPS), Niagara Falls, ON, Canada, 11–13 October 2010; pp. 1–5.
- Oh, H.; Han, B.; McCluskey, P. Physics-of-failure, condition monitoring, and prognostics of insulated gate bipolar transistor modules: A review. IEEE Trans. Power Electron. 2015, 30, 2413–2426. [Google Scholar] [CrossRef]
- Riedel, G.J.; Schmidt, R.; Liu, C. Reliability of large area solder joints within IGBT modules: Numerical modeling and experimental results. In Proceedings of the 7th International Conference on Integrated Power Electronics Systems (CIPS), Boston, MA, USA, 5–8 March 2012; pp. 1–6.
- Tanimoto, S.; Matsui, K. High Junction Temperature and Low Parasitic Inductance Power Module Technology for Compact Power Conversion Systems. IEEE Trans. Electron Device 2015, 62, 258–269. [Google Scholar] [CrossRef]
- Mei, Y.H.; Cao, Y.J.; Chen, G. Rapid sintering nanosilver joint by pulse current for power electronics packaging. IEEE Trans. Device Mater. Reliab. 2013, 13, 258–265. [Google Scholar] [CrossRef]
- Dupont, L.; Coquery, G.; Kriegel, K. Accelerated active ageing test on SiC JFETs power module with silver joining technology for high temperature application. Microelectron. Reliab. 2009, 49, 1375–1380. [Google Scholar] [CrossRef]
- Scheuermann, U. Reliability challenges of automotive power electronics. Microelectron. Reliab. 2009, 49, 1319–1325. [Google Scholar] [CrossRef]
- Amro, R.; Lutz, J.; Rudzki, J. Double-sided low-temperature joining technique for power cycling capability at high temperature. In Proceedings of the 44th European Conference on Power Electronics and Applications, Seville, Spain, 12–15 December 2005; Volume 10, p. 10.
- Yu, H.; Li, L.; Zhang, Y. Silver nanoparticle-based thermal interface materials with ultra-low thermal resistance for power electronics applications. Scr. Mater. 2012, 66, 931–934. [Google Scholar] [CrossRef]
- Siow, K.S. Mechanical properties of nano-silver joints as die attach materials. J. Alloys Compd. 2012, 514, 6–19. [Google Scholar] [CrossRef]
- Bai, J.G.; Zhang, Z.Z.; Calata, J.N. Low-temperature sintered nanoscale silver as a novel semiconductor device-metallized substrate interconnect material. IEEE Trans. Compon. Packag. Technol. 2006, 29, 589–593. [Google Scholar] [CrossRef]
- Ogura, H.; Maruyama, M.; Matsubayashi, R. Carboxylate-passivated silver nanoparticles and their application to sintered interconnection: A replacement for high temperature lead-rich solders. J. Electron. Mater. 2010, 39, 1233–1240. [Google Scholar] [CrossRef]
- Li, X.; Chen, G.; Wang, L. Creep properties of low-temperature sintered nano-silver lap shear joints. Mater. Sci. Eng. A 2013, 579, 108–113. [Google Scholar] [CrossRef]
- Ide, E.; Angata, S.; Hirose, A. Metal-metal bonding process using Ag metallo-organic nanoparticles. Acta Mater. 2005, 53, 2385–2393. [Google Scholar] [CrossRef]
- Li, X.; Chen, G.; Chen, X. Mechanical property evaluation of nano-silver paste sintered joint using lap-shear test. Solder. Surf. Mt. Technol. 2012, 24, 120–126. [Google Scholar] [CrossRef]
- Albert, A.D.; Becker, M.F.; Keto, J.W. Low temperature, pressure-assisted sintering of nanoparticulate silver films. Acta Mater. 2008, 56, 1820–1829. [Google Scholar] [CrossRef]
- Roy, R.; Agrawal, D.; Cheng, J.; Gedevanishvili, S. Full sintering of powdered-metal bodies in a microwave field. Nature 1999, 399, 668–670. [Google Scholar]
- Agarwala, M.; Bourell, D.; Beaman, J.; Marcus, H.; Barlow, J. Direct selective laser sintering of metals. Rapid Prototyp. J. 1995, 1, 26–36. [Google Scholar] [CrossRef]
- Chaim, R. Liquid Film Capillary Mechanism for Densification of Ceramic Powders during Flash Sintering. Materials 2016, 9, 280–288. [Google Scholar] [CrossRef]
- Wei, X.; Back, C.; Izhvanov, O.; Khasanov, O.L.; Haines, C.D.; Olevsky, E.A. Spark Plasma Sintering of Commercial Zirconium Carbide Powders: Densification Behavior and Mechanical Properties. Materials 2015, 8, 6043–6061. [Google Scholar] [CrossRef]
- Lu, G.Q.; Li, W.L.; Mei, Y.H. Characterizations of Nanosilver Joints by Rapid Sintering at Low Temperature for Power Electronic Packaging. IEEE Trans. Device Mater. Reliab. 2014, 14, 623–629. [Google Scholar]
- Suzuki, Y.; Ogura, T.; Takahashi, M. Low-current resistance spot welding of pure copper using silver oxide paste. Mater. Charact. 2014, 98, 186–192. [Google Scholar] [CrossRef]
- Allen, M.L.; Aronniemi, M.; Mattila, T.; Alastalo, A.; Ojanperä, K.; Suhonen, M. Electrical sintering of nanoparticle structures. Nanotechnology 2008, 19, 175201. [Google Scholar] [CrossRef] [PubMed]
- Lopes, W.A. Nonequilibrium self-assembly of metals on dibloCk copolymer templates. Phys. Rev. E 2002, 65, 031606. [Google Scholar] [CrossRef] [PubMed]
- Bai, J.G.; Lei, T.G.; Calata, J.N. Control of nanosilver sintering attained through organic binder burnout. J. Mater. Res. 2007, 22, 3494. [Google Scholar] [CrossRef]
- Li, Z.L.; Becker, F.; Stoll, M.P. Evaluation of six methods for extracting relative emissivity spectra from thermal infrared images. Remote Sens. Environ. 1999, 69, 197–214. [Google Scholar] [CrossRef]
- Lei, T.G.; Calata, J.N.; Lu, G.Q. Low-temperature sintering of nanoscale silver paste for attaching large-area chips. IEEE Trans. Compon. Packag. Technol. 2010, 33, 98–104. [Google Scholar] [CrossRef]
- Yang, L.Y.; Odendaal, W.G.H. Measurement-based method to characterize parasitic parameters of the integrated power electronics modules. IEEE Trans. Power Electron. 2007, 22, 54–62. [Google Scholar] [CrossRef]
- Wang, M.Y.; Lu, G.Q.; Mei, Y.H. Electrical method to measure the transient thermal impedance of insulated gate bipolar transistor module. IEEE Trans. Power Electron. 2015, 8, 1009–1016. [Google Scholar] [CrossRef]
- Chung, S.Y.; Han, T.S.; Kim, S.Y. Reconstruction and evaluation of the air permeability of a cement paste specimen with a void distribution gradient using CT images and numerical methods. Constr. Build. Mater. 2015, 87, 45–53. [Google Scholar] [CrossRef]
- Xiao, K.; Calata, J.N.; Zheng, H. Simplification of the nanosilver sintering process for large-area semiconductor chip bonding: Reduction of hot-pressing temperature below 200/spl deg/C. IEEE Trans. Compon. Packag. Manuf. Technol. 2013, 3, 1271–1278. [Google Scholar] [CrossRef]
- Yang, S.; Xiang, D.; Bryant, A. Condition monitoring for device reliability in power electronic converters: A review. IEEE Trans. Power Electron. 2010, 25, 2734–2752. [Google Scholar] [CrossRef]
- Navarro, L.A.; Perpina, X.; Godignon, P. Thermomechanical assessment of die-attach materials for wide bandgap semiconductor Device and harsh environment applications. IEEE Trans. Power Electron. 2014, 29, 2261–2271. [Google Scholar] [CrossRef]
- Akada, Y.; Tatsumi, H.; Yamaguchi, T. Interfacial bonding mechanism using silver metallo-organic nanoparticles to bulk metals and observation of sintering behavior. Mater. Trans. 2008, 49, 1537–1545. [Google Scholar] [CrossRef]
- Grouchko, M.; Popov, I.; Uvarov, V. Coalescence of silver nanoparticles at room temperature: Unusual crystal structure transformation and dendrite formation induced by self-assembly. Langmuir 2009, 25, 2501–2503. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Li, M.; Ji, H. Rapid pressureless low-temperature sintering of Ag nanoparticles for high-power density electronic packaging. Scr. Mater. 2013, 69, 789–792. [Google Scholar] [CrossRef]
- SIGC32T120R3E IGBT3 Power Chip, Datasheet; Infineon Semiconductors Ltd.: Munich, Germany, 2014.
- Rabkowski, J.; Tolstoy, G.; Peftitsis, D. Low-loss high-performance base-drive unit for SiC BJTs. IEEE Trans. Power Electron. 2012, 27, 2633–2643. [Google Scholar] [CrossRef]
- Guha, A.; Narayanan, G. An improved dead-time compensation scheme for voltage source inverters considering the devIce switching transition times. In Proceedings of the IEEE 6th India International Conference on Power Electronics (IICPE), Johor Bahru, Malaysia, 13–14 October 2014; pp. 1–6.
- MMG25H120XB6TN, Datasheet, MacMic Co., Ltd. Available online: http://www.macmicst.com/searchlist.asp?id=507&sortid=89 (accessed on 7 May 2016).
- Egelkraut, S.; Frey, L.; Knoerr, M. Evolution of shear strength and microstructure of die bonding technologies for high temperature applications during thermal aging. In Proceedings of the 12th Electronics Packaging Technology Conference (EPTC), Singapore, 8–10 December 2010; pp. 660–667.
- Chen, G.; Cao, Y.J.; Mei, Y.H. Pressure-Assisted Low-Temperature Sintering of Nanosilver Paste for 5 × 5-Chip Attachment. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 2, 1759–1767. [Google Scholar] [CrossRef]
- Katsis, D.C.; Van Wyk, J.D. Void-induced thermal impedance in power semiconductor modules: Some transient temperature effects. IEEE Trans. Ind. Appl. 2003, 39, 1239–1246. [Google Scholar] [CrossRef]
- Zhao, Y.; Wu, Y.; Evans, K. Evaluation of Ag sintering die attach for high temperature power module applications. In Proceedings of the 15th International Conference on Electronic Packaging Technology (ICEPT), Chengdu, China, 12–15 August 2014; pp. 200–204.
- Kim, I.; Song, Y.A.; Jung, H.C. Effect of microstructural development on mechanical and electrical properties of inkjet-printed Ag films. J. Electron. Mater. 2008, 37, 1863–1868. [Google Scholar] [CrossRef]
- Fu, S.C.; Mei, Y.H.; Lu, G.Q.; Li, X.; Chen, G.; Chen, X. Pressureless sintering of nanosilver paste at low temperature to join large area (≥100 mm2) power chips for electronic packaging. Mater. Lett. 2014, 128, 42–45. [Google Scholar] [CrossRef]
- Polasik, S.J.; Williams, J.J.; Chawla, N. Fatigue crack initiation and propagation of binder-treated powder metallurgy steels. Metall. Mater. Trans. A 2002, 33, 73–81. [Google Scholar] [CrossRef]
- Mourad, H.M.; Garikipati, K. Advances in the numerical treatment of grain-boundary migration: Coupling with mass transport and mechanics. Comput. Methods Appl. Mech. Eng. 2006, 196, 595–607. [Google Scholar] [CrossRef]
- Pande, C.S.; Cooper, K.P. Nanomechanics of Hall-Petch relationship in nanocrystalline materials. Prog. Mater. Sci. 2009, 54, 689–706. [Google Scholar] [CrossRef]
- Hanlon, T.; Kwon, Y.N.; Suresh, S. Grain size effects on the fatigue response of nanocrystalline metals. Scr. Mater. 2003, 49, 675–680. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition No. | Current (kA) | Current-on Time (s) | Pre-Drying Temperature (°C) | Pre-Drying Time (min) |
|---|---|---|---|---|
| 1 | 1.2 | 150 | 90 | 20 |
| 2 | 1.6 | 150 | 90 | 20 |
| 3 | 2.0 | 150 | 90 | 20 |
| 4 | 2.4 | 150 | 90 | 20 |
| 5 | 2.0 | 90 | 90 | 20 |
| 6 | 2.0 | 120 | 90 | 20 |
| 7 | 2.0 | 180 | 90 | 20 |
| 8 | 2.0 | 150 | 60 | 20 |
| 9 | 2.0 | 150 | 120 | 20 |
| 10 | 2.0 | 150 | 150 | 20 |
| 11 | 2.0 | 150 | 90 | 0 |
| 12 | 2.0 | 150 | 90 | 10 |
| 13 | 2.0 | 150 | 90 | 30 |
| IGBT (SIGC32T120R3LE) 1200 V/25 A | Ices (uA) | Vce(sat) (V) | td(on) (ns) | tr (ns) | Eon (mJ) | td(off) (ns) | tf (ns) | Eoff (mJ) |
|---|---|---|---|---|---|---|---|---|
| Measured results | 0.02 | 1.73 | 62 | 14 | 1.11 | 336 | 114 | 1.44 |
| Datasheet | Max. 3.48 | Typ. 1.70 | Typ. 90 | Typ. 30 | Typ. 2.4 | Typ. 420 | Typ. 70 | Typ. 1.8 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, S.-T.; Mei, Y.-H.; Chen, G.; Li, X.; Lu, G.-Q. Characterizations of Rapid Sintered Nanosilver Joint for Attaching Power Chips. Materials 2016, 9, 564. https://doi.org/10.3390/ma9070564
Feng S-T, Mei Y-H, Chen G, Li X, Lu G-Q. Characterizations of Rapid Sintered Nanosilver Joint for Attaching Power Chips. Materials. 2016; 9(7):564. https://doi.org/10.3390/ma9070564
Chicago/Turabian StyleFeng, Shuang-Tao, Yun-Hui Mei, Gang Chen, Xin Li, and Guo-Quan Lu. 2016. "Characterizations of Rapid Sintered Nanosilver Joint for Attaching Power Chips" Materials 9, no. 7: 564. https://doi.org/10.3390/ma9070564