
Microwave Rapid Sintering of Al-Metal Matrix Composites: A Review on the Effect of Reinforcements, Microstructure and Mechanical Properties



Abstract
:1. Introduction
2. The Microwave Rapid Sintering Process
2.1. Principle and Problems Associated with Microwave Heating of Metals
2.2. Microwave Furnace
(a) Microwaves Generator
(b) Susceptor
(c) Heating System
(d) Programmable Controller
2.3. Loading Process
2.4. Temperature Sensor
2.5. Susceptor and Sample Heating
2.6. Mechanism of Microwave Sintering
3. Properties of Microwave Sintered Al-Metal Matrix Composites
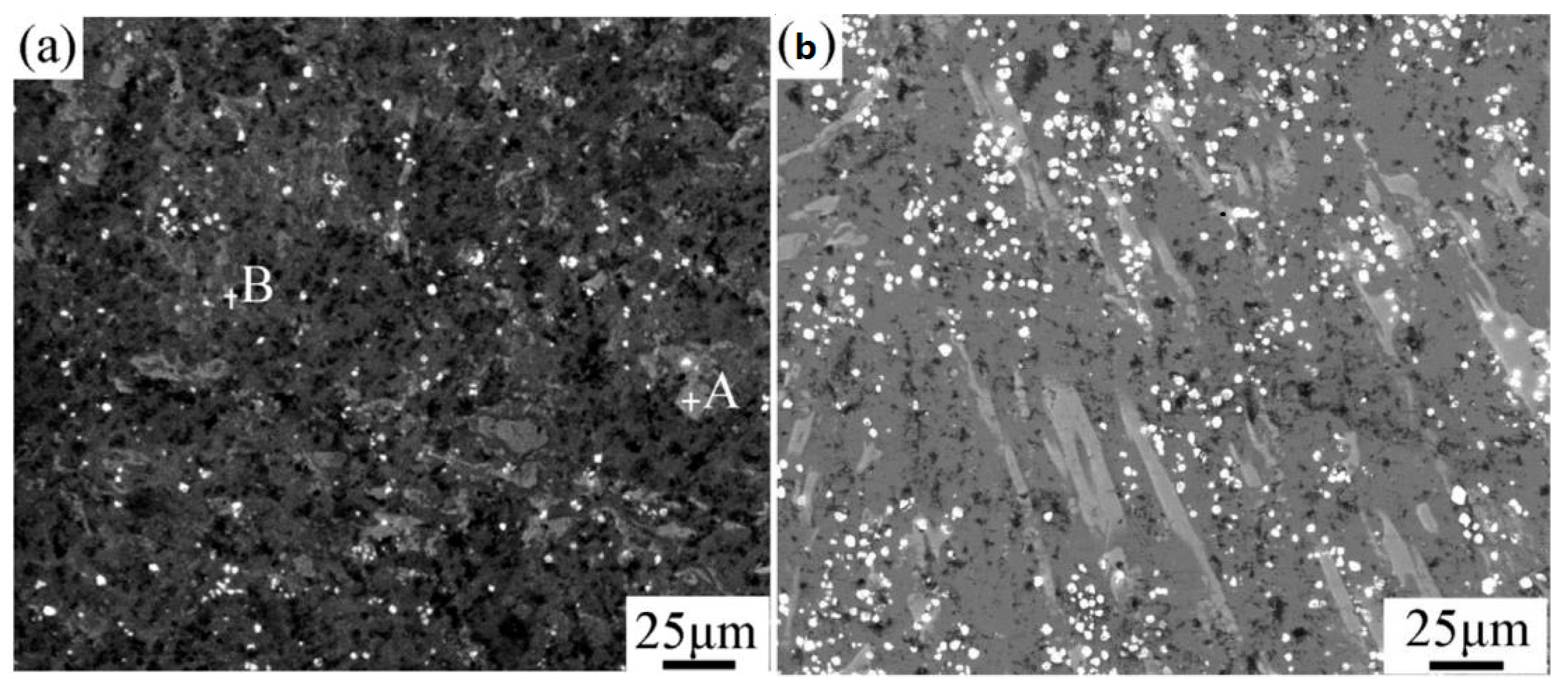
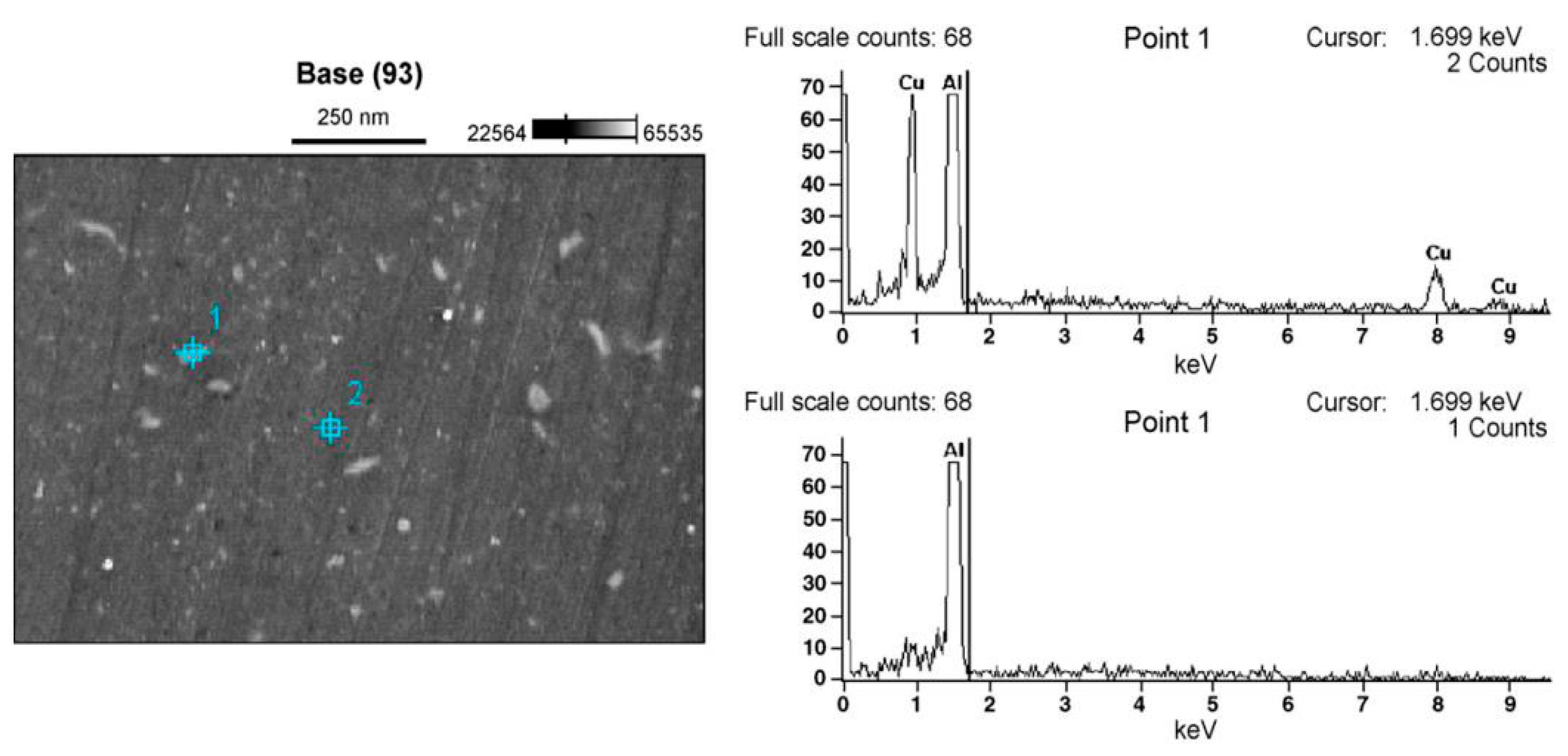
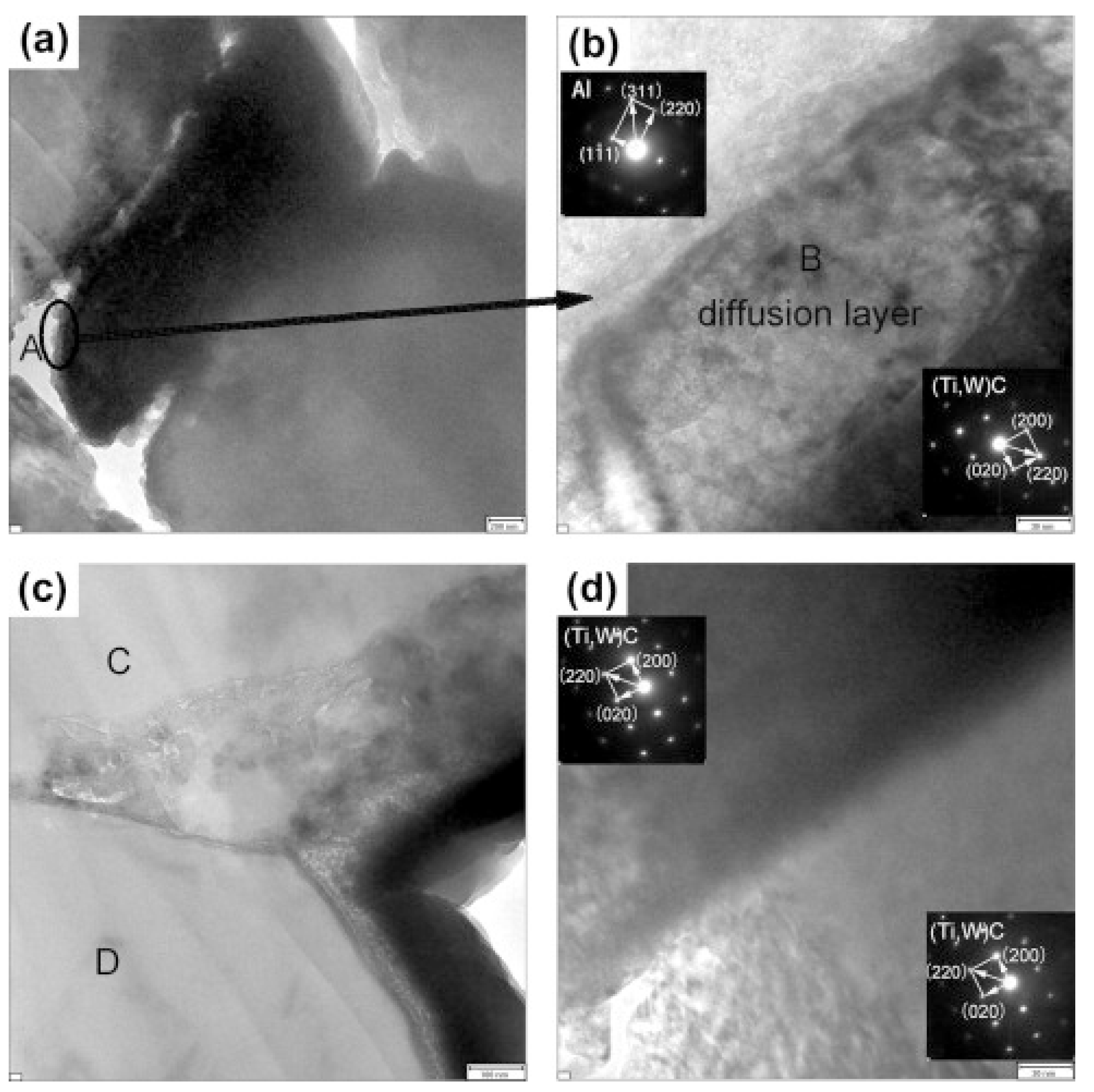
3.1. Interfacial Reactions in AMMCs
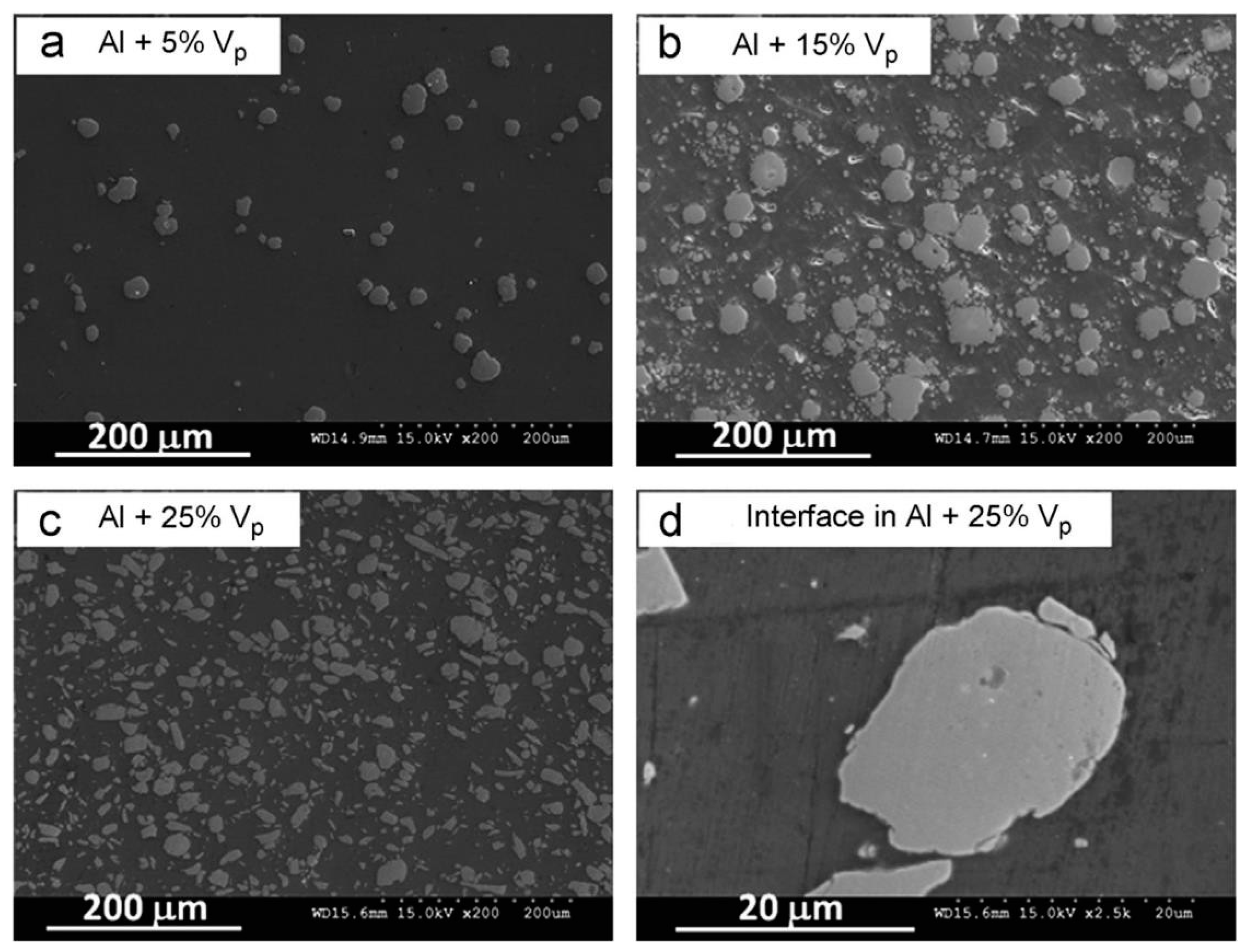
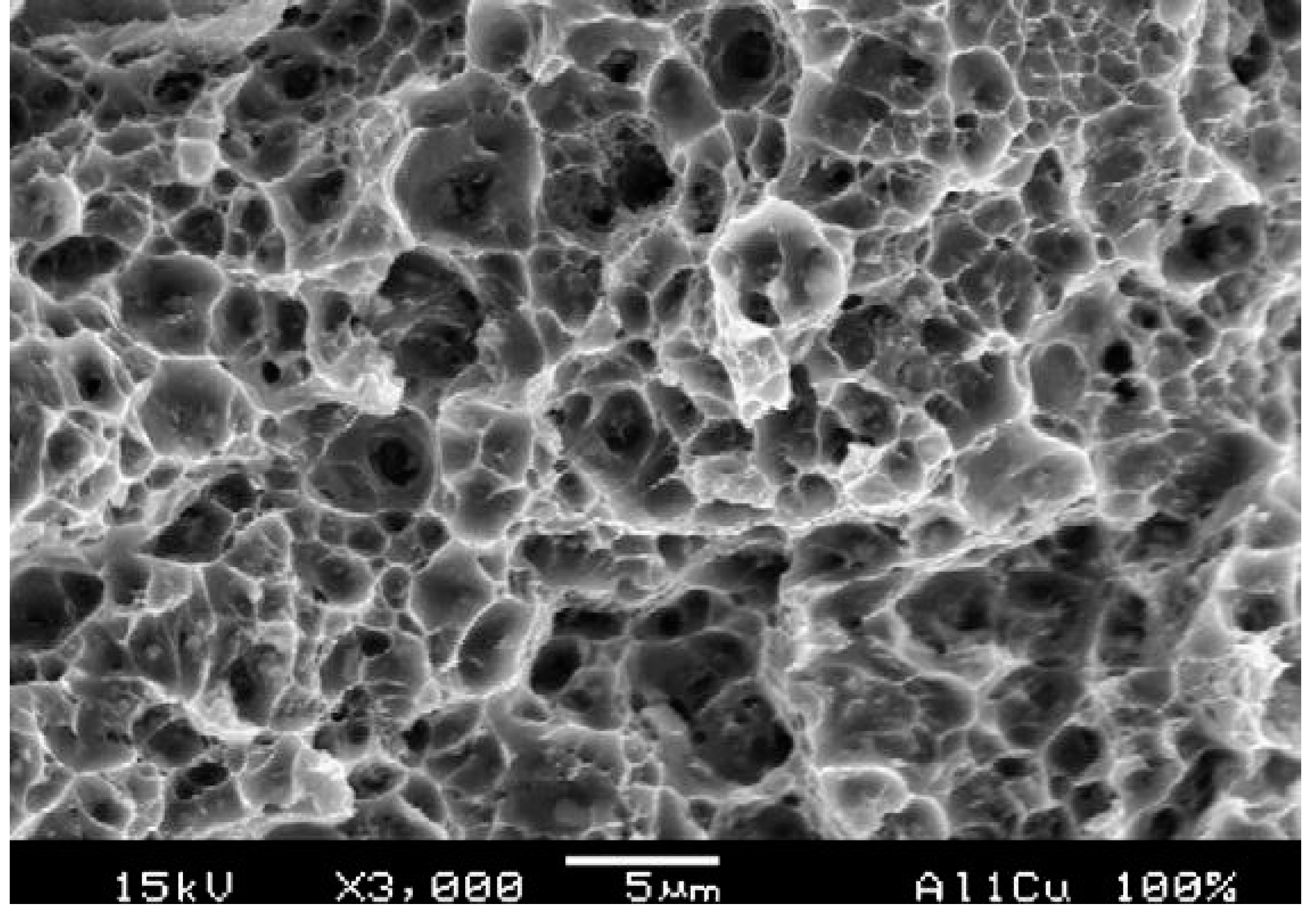
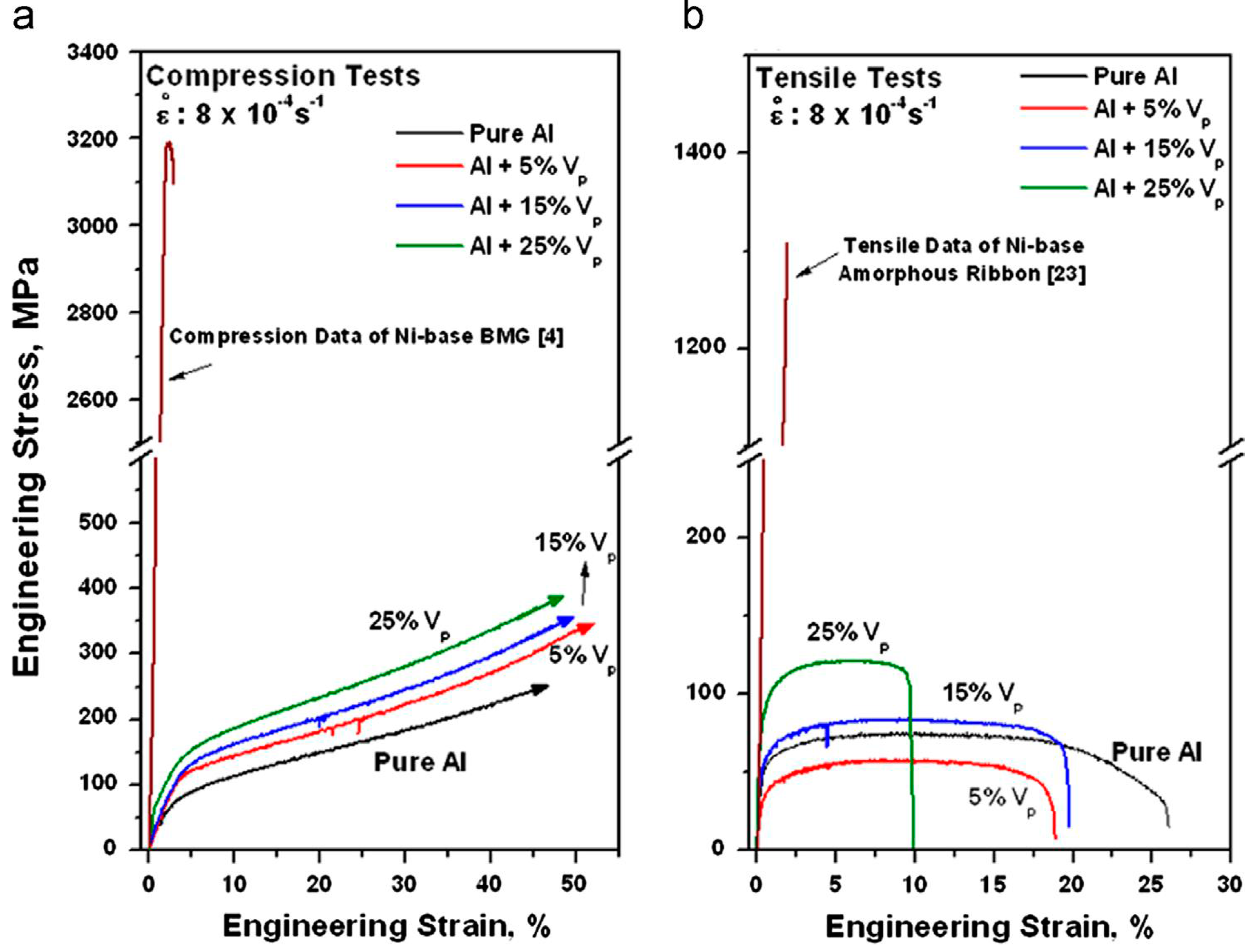
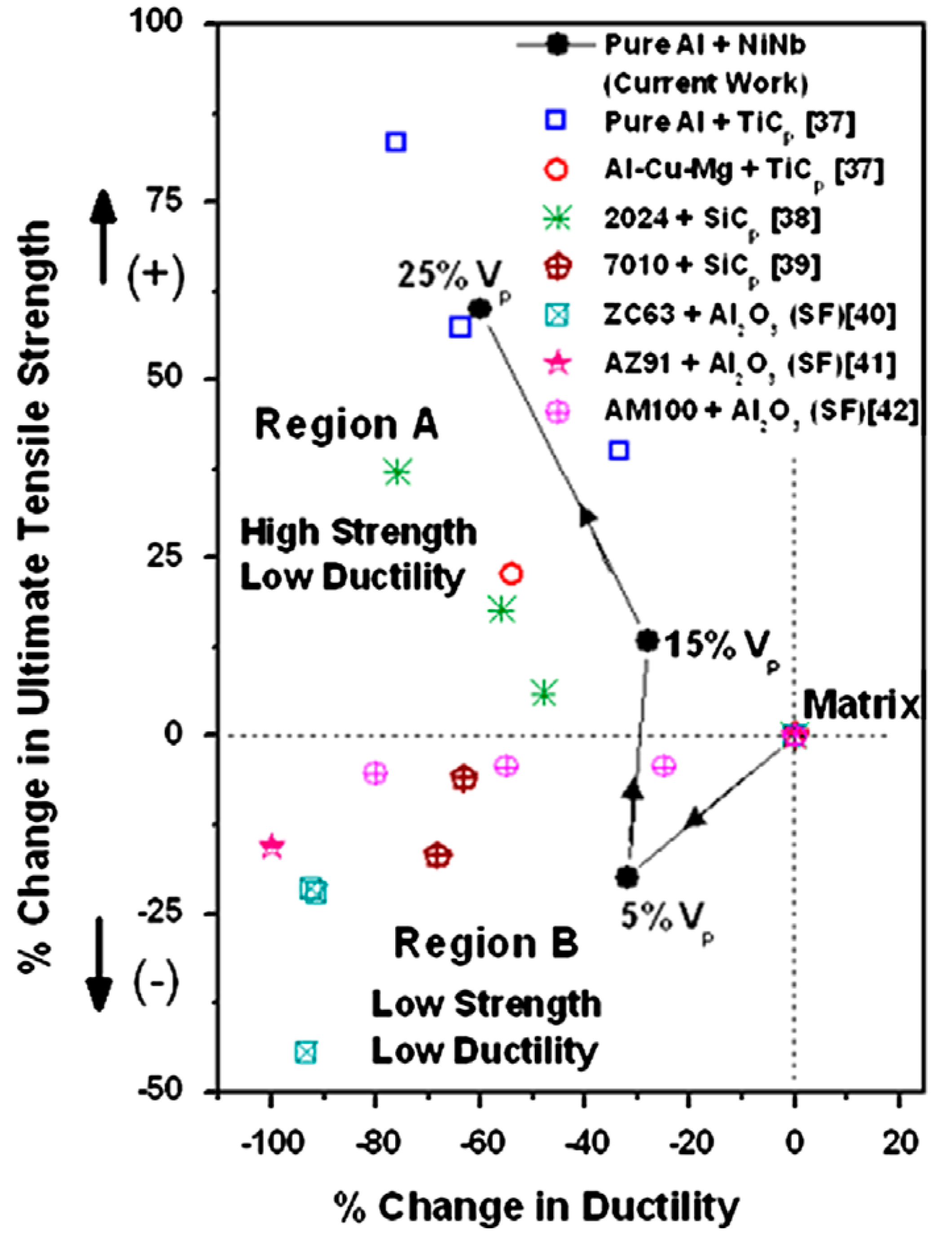
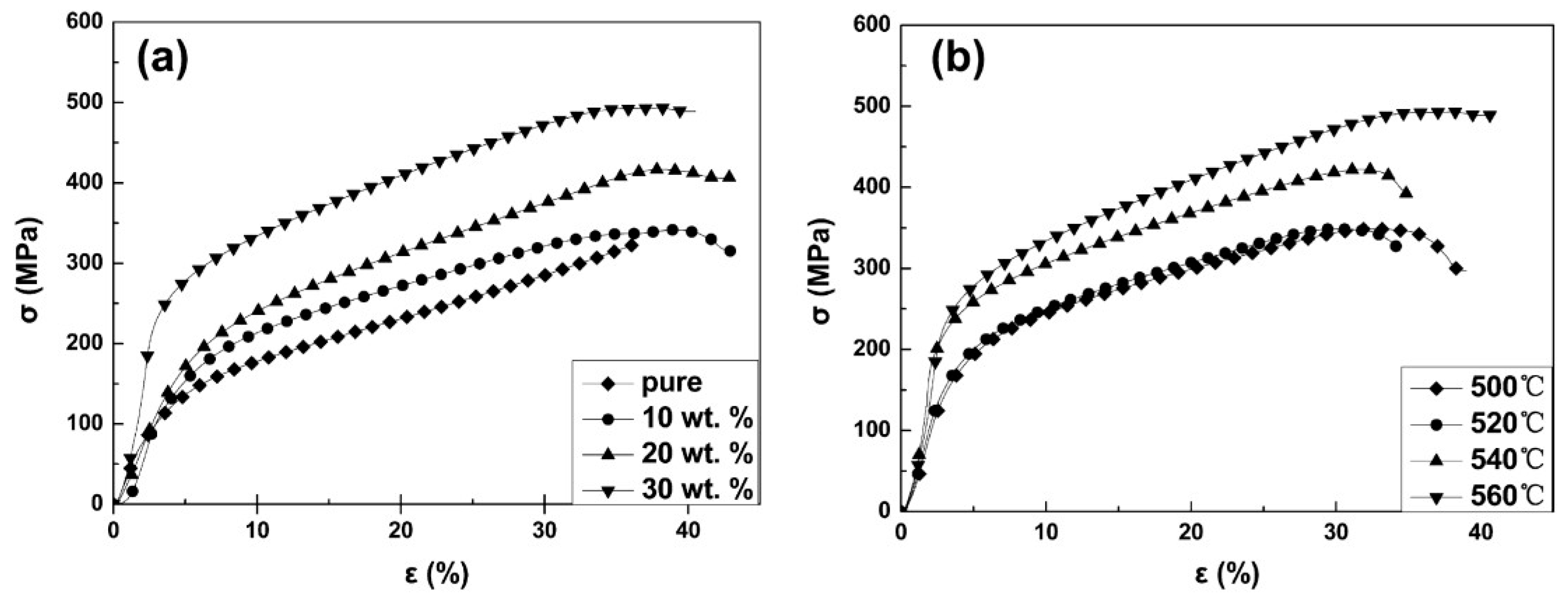
3.2. Influence of Reinforcement Volume Fractions on the Mechanical Properties
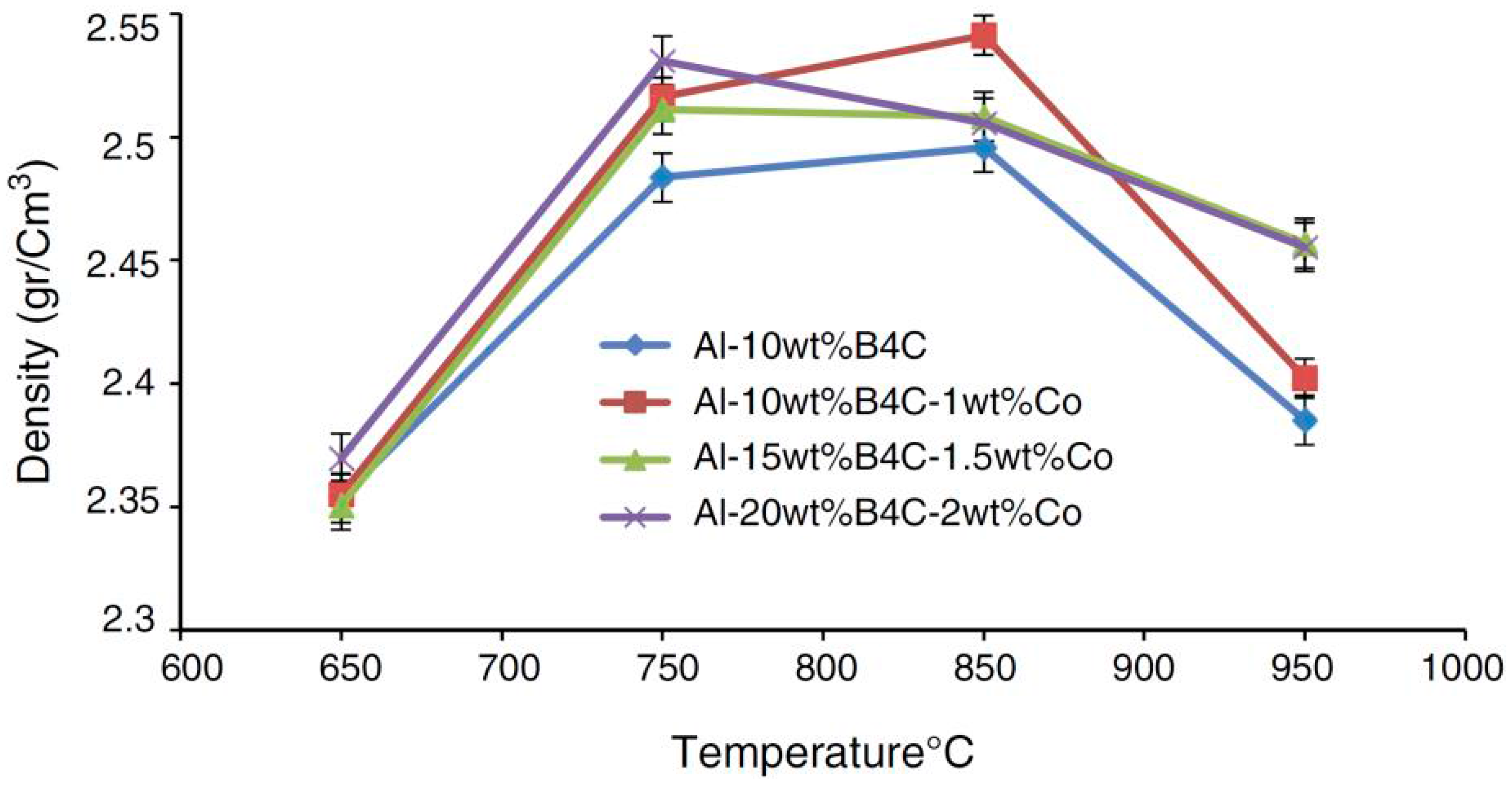
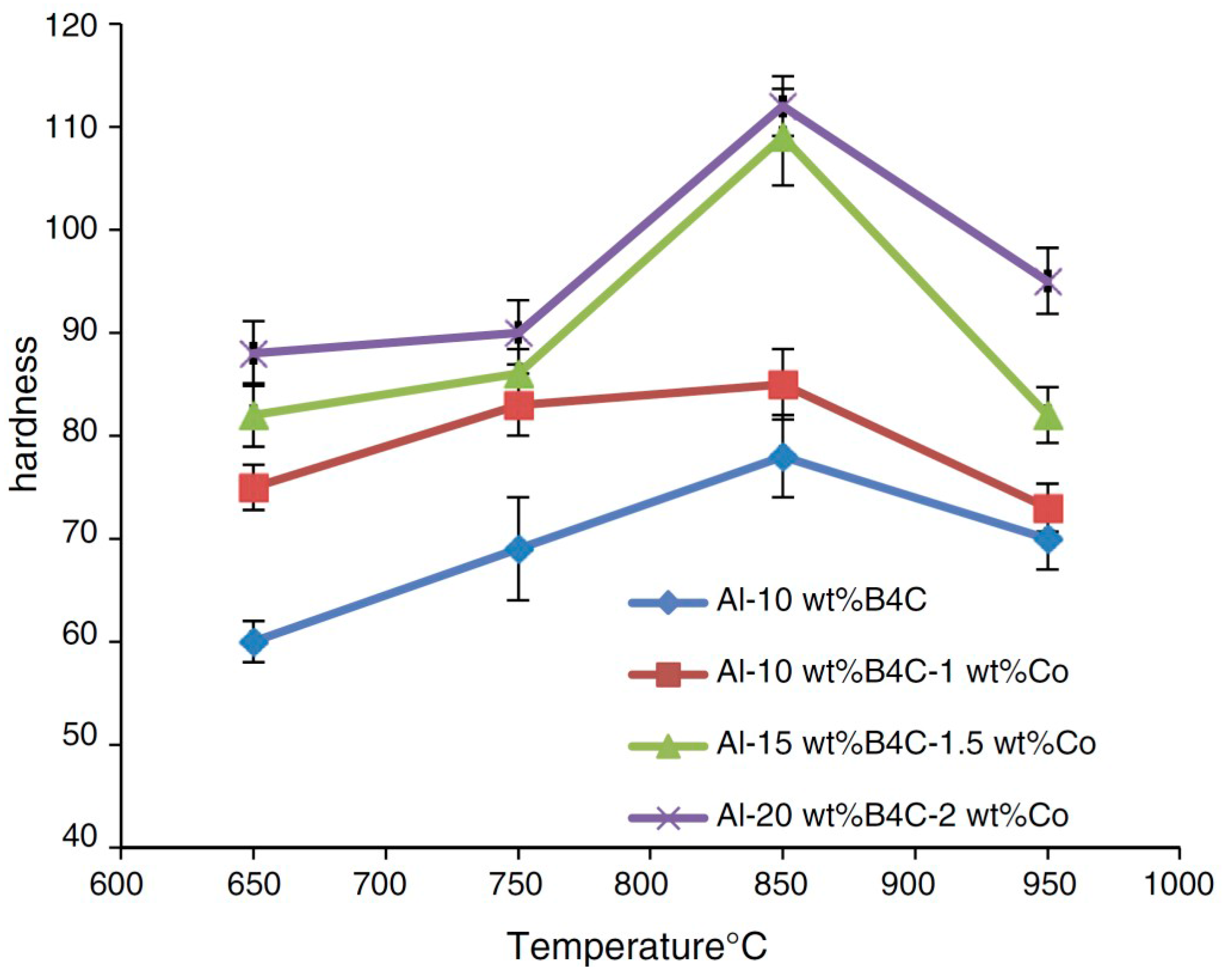
3.3. Effect of Sintering Temperature on AMMCs
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Torralba, J.M.; Costa, C.E.; Velasco, F. P/M aluminum matrix composites: An overview. J. Mater. Process. Technol. 2003, 133, 203–206. [Google Scholar] [CrossRef]
- Clyne, T.W.; Withers, P.J. An Introduction to Metal Matrix Composites; Cambridge University Press: Cambridge, UK, 1993. [Google Scholar]
- Kainer, K.U. Metal Matrix Composites: Custom-Made Materials for Automotive and Aerospace Engineering; John Wiley & Sons: Chichester, UK, 2006; p. 314. [Google Scholar]
- Lloyd, D.J. Particle reinforced aluminum and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
- Lee, J.M.; Lee, S.K.; Hong, S.J.; Kwon, Y.N. Microstructures and thermal properties of A356/SiCp composites fabricated by liquid pressing method. Mater. Des. 2012, 37, 313–316. [Google Scholar] [CrossRef]
- Alidokht, S.A.; Zadeh, A.A.; Soleymani, S.; Assadi, H. Microstructure and tribological performance of an aluminum alloy based hybrid composite produced by friction stir processing. Mater. Des. 2011, 32, 2727–2733. [Google Scholar] [CrossRef]
- Miracle, D.B. Metal matrix composites—From science to technological significance. Compos. Sci. Technol. 2005, 65, 2526–2540. [Google Scholar] [CrossRef]
- Nair, S.V.; Tien, J.K.; Bates, R.C. SiC-reinforced aluminum metal matrix composites. Int. Met. Rev. 1985, 30, 275–290. [Google Scholar] [CrossRef]
- Donnell, G.O.; Looney, L. Production of aluminum matrix composite components using conventional PM technology. Mater. Sci. Eng. A 2001, 303, 292–301. [Google Scholar] [CrossRef]
- Ziani, A.; Pelletier, S. Method for Producing Aluminum Alloy Powder Compacts. US Patent 5976456, 1999. [Google Scholar]
- Nakao, Y.; Sugaya, K.; Seya, S.; Sakuma, T. Process for Producing Aluminum Sintering. US Patent 5525292, 1996. [Google Scholar]
- Lin, S.; Xiong, W. Microstructure and abrasive behaviors of TiC-316L composites prepared by warm compaction and microwave sintering. Adv. Powder Technol. 2012, 23, 419–425. [Google Scholar] [CrossRef]
- Rajkumar, K.; Aravindan, S. Microwave sintering of copper-graphite composites. J. Mater. Proc. Technol. 2009, 209, 5601–5605. [Google Scholar] [CrossRef]
- Leonelli, C.; Veronesi, P.; Denti, L.; Gatto, A.; Iuliano, L. Microwave assisted sintering of green metal parts. J. Mater. Proc. Technol. 2008, 205, 489–496. [Google Scholar] [CrossRef]
- Saitou, K. Microwave sintering of iron, cobalt, nickel, copper and stainless steel powders. Scr. Mater. 2006, 54, 875–879. [Google Scholar] [CrossRef]
- Roy, R.; Agrawal, D.; Cheng, J.; Gedevanishvili, S. Full sintering of powdered metal bodies in a microwave field. Nature 1999, 399, 668–670. [Google Scholar]
- Oghbaei, M.; Mirzaee, O. Microwave versus conventional sintering: a review of fundamentals, advantages and applications. J. Alloys Comp. 2010, 494, 175–189. [Google Scholar] [CrossRef]
- Vaidhyanathan, B.; Singh, A.P.; Agarwal, D.K.; Shrout, T.R.; Roy, R. Microwave effects in lead zirconium titanate synthesis: Enhanced kinetics and changed mechanisms. J. Am. Ceram. Soc. 2001, 84, 1197–1202. [Google Scholar] [CrossRef]
- Sutton, W. Microwave processing of ceramic materials. Ceram. Bull. 1989, 68, 376–386. [Google Scholar]
- Singh, S.; Gupta, D.; Jain, V. Recent applications of microwaves in materials joining and surface coatings. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 1–15. [Google Scholar] [CrossRef]
- Agarwal, D. Microwave sintering of ceramics, composites and metallic materials, and melting of glasses. Trans. Ind. Ceram. Soc. 2006, 65, 129–144. [Google Scholar] [CrossRef]
- Mishra, R.R.; Sharma, A.K. Microwave-material interaction phenomena: Heating mechanisms, challenges and opportunities in material processing. Compos. Part A 2016, 81, 78–97. [Google Scholar] [CrossRef]
- Gupta, M.; Wong, E. Microwaves and Metals; John Wiley & Sons: Singapore, 2007. [Google Scholar]
- Kaur, R.; Newborough, M.; Probert, S.D. Multi-purpose mathematical model for electromagnetic heating processes. Appl. Energy 1993, 44, 337–386. [Google Scholar] [CrossRef]
- Walkiewicz, J.W.; Kazonich, G.; McGill, S.L. Microwave heating characteristics of selected minerals and compounds. Miner. Metall. Process 1988, 5, 39–42. [Google Scholar]
- Penchal Reddy, M. Studies on Certain Ferrimagnetic Materials. Ph.D. Thesis, Sri Krishnadevaraya University, Anantapur, 2010. [Google Scholar]
- Crane, C.A.; Pantoya, M.L.; Saed, M.A.; Weeks, B.L. Utilizing microwave susceptors to visualize hot-spots in trinitrotoluene. J. Microw. Power Electromagn. Energy 2014, 48, 5–12. [Google Scholar]
- Lee, M.H.; Kim, J.H.; Park, J.S.; Kim, J.C.; Kim, W.T.; Kim, D.H. Fabrication of Ni-Nb-Ta metallic glass reinforced Al-based alloy matrix composites by infiltration casting process. Scr. Mater. 2004, 50, 1367–1371. [Google Scholar] [CrossRef]
- Zheng, R.; Yang, H.; Liu, T.; Ameyama, K.; Ma, C. Microstructure and mechanical properties of aluminum alloy matrix composites reinforced with Fe-based metallic glass particles. Mater. Des. 2014, 53, 512–518. [Google Scholar] [CrossRef]
- Scudino, S.; Liu, G.; Prashanth, K.G.; Bartusch, B.; Surreddi, K.B.; Murty, B.S.; Eckert, J. Mechanical properties of Al-based metal matrix composites reinforced with Zr-based glassy particles produced by powder metallurgy. Acta Mater. 2009, 57, 2029–2039. [Google Scholar] [CrossRef]
- Kim, J.Y.; Scudino, S.; Kühn, U.; Kim, B.S.; Lee, M.H.; Eckert, J. Production and characterization of brass-matrix composites reinforced with Ni59Zr20Ti16Si2Sn3 glassy particles. Metals 2012, 2, 79–94. [Google Scholar] [CrossRef]
- Dudina, D.V.; Georgarakis, K.; Aljerf, M.; Li, Y.; Braccini, M.; Yavari, A.R.; Inoue, A. Cu-based metallic glass particle additions to significantly improve overall compressive properties of an Al alloy. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1551–1557. [Google Scholar] [CrossRef]
- Aljerf, M.; Georgarakis, K.; Luzgin, D.L.; le Moulec, A.; Inoue, A.; Yavari, A.R. Strong and light metal matrix composites with metallic glass particulate reinforcement. Mater. Sci. Eng. A 2012, 532, 325–330. [Google Scholar] [CrossRef]
- Zahra, A.; Masoud, R. Production of Al-ZrB2 nano-composites by microwave sintering process. J. Mater. Sci. Mater. Electron. 2015, 26, 6148–6156. [Google Scholar]
- Jing, S.; Wenlong, W.; Qinyan, Y. Review on Microwave-matter interaction fundamentals and efficient microwave-associated heating strategies. Materials 2016, 9, 231–256. [Google Scholar]
- Gupta, M.; Wong, E. Enhancing overall mechanical performance of metallic materials using two-directional microwave assisted rapid sintering. Scr. Mater. 2005, 52, 479–483. [Google Scholar] [CrossRef]
- Ghasali, E.; Alizadeh, M.; Ebadzadeh, T.; Pakseresht, A.H.; Rahbari, A. Investigation on microstructural and mechanical properties of B4C-aluminum matrix composites prepared by microwave sintering. J. Mater. Res. Technol. 2015, 4, 411–415. [Google Scholar] [CrossRef]
- Jayalakshmi, S.; Gupta, S.; Sankaranarayanan, S.; Sahu, S.; Gupta, M. Structural and mechanical properties of Ni60Nb40 amorphous alloy particle reinforced Al-based composites produced by microwave-assisted rapid sintering. Mater. Sci. Eng. A 2013, 581, 119–127. [Google Scholar] [CrossRef]
- Zhu, H.; Guo, G.; Cui, T.; Huang, J.; Li, J.; Xie, Z. In situ aluminum matrix composites fabricated from Al-Ni2O3 system through microwave synthesis. Mater. Chem. Phys. 2015, 153, 333–337. [Google Scholar] [CrossRef]
- Nawathe, S.; Wong, W.L.E.; Gupta, M. Using microwaves to synthesize pure aluminum and metastable Al/Cu nanocomposites with superior properties. J. Mater. Proc. Technol. 2009, 209, 4890–4895. [Google Scholar] [CrossRef]
- Zheng, R.R.; Wu, S.; Liao, L.; Wang, W.Y.; Wang, W.B.; Wang, A.H. Microstructure and mechanical properties of Al/(Ti,W)C composites prepared by microwave sintering. J. Alloys Comp. 2014, 590, 168–175. [Google Scholar] [CrossRef]
- Bayraktar, E.; Katundi, D. Development of a new aluminum matrix composite reinforced with iron oxide (Fe3O4). J. Achiev. Mater. Manuf. 2010, 38, 7–14. [Google Scholar]
- Zhu, H.; Hua, B.; Cui, T.; Huang, J.; Li, J.; Xie, Z. Microwave combustion synthesis of in situ Al2O3 and Al3Zr reinforced aluminum matrix composites. Mater. Res. Bull. 2015, 68, 283–288. [Google Scholar] [CrossRef]
- Eugene, W.W.L.; Gupta, M. Characteristics of aluminum and magnesium based nanocomposites processed using hybrid microwave sintering. J. Microw. Power Electromagn. Energy 2010, 44, 14–27. [Google Scholar] [PubMed]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix | Reinforcement Alloy/glassy Particles | Fraction of Amounts | Processing Circumstances | Microhardness (Hv) | Compressive Yield Strength (MPa) | Ultimate Compressive Strength (MPa) | Strain at Fracture (%) | Ref |
|---|---|---|---|---|---|---|---|---|
| Pure Al | - | - | Powder Metallurgy Technique + Hybrid Microwave Sintering + Hot Extrusion | 45 ± 1 | 133 ± 43 | 160 ± 44 | 14.5 ± 0.8 | [44] |
| Pure Al | B4C particles | 10 wt. % | Mixture Mill Technique + Microwave Sintering Method + Hot Extrusion | 83 | 280 | - | - | [37] |
| 15 wt. % | 108 | 315 | - | - | ||||
| 20 wt. % | 112 | 325 | - | - | ||||
| Pure Al | Ni60Nb40 amorphous alloy | 5 vol. % | Mechanical Alloying Method + Microwave Assisted Rapid Sintering + Hot Extrusion | 74.5 ± 4.15 | 114 ± 6 | 300 ± 5 | >50 | [38] |
| 15 vol. % | 103.3 ± 4.4 | 125 ± 2 | 333 ± 6 | >50 | ||||
| 20 vol. % | 125.2 ± 4.4 | 155 ± 8 | 375 ± 10 | >50 | ||||
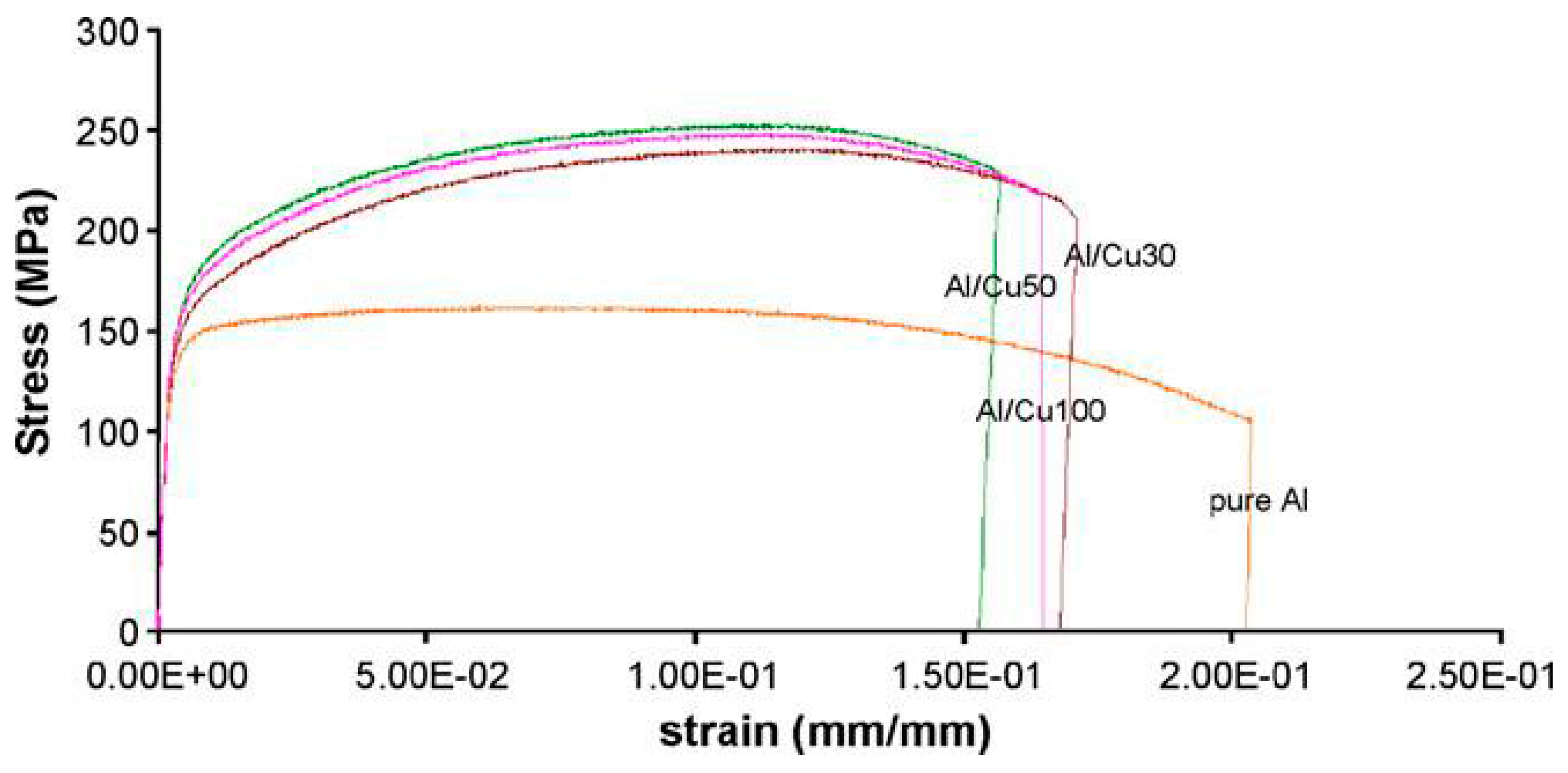
| Pure Al | Cu nanoparticles | 1 wt. % | Mechanical Alloying + Microwave Synthesis + Hot Extrusion | 66 ± 1 | 157 ± 4 | 251 ± 5 | 16.4 ± 10.7 | [40] |
| 6061 Al Alloy | (Ti,W)C particulate | 10 wt. % | Powder Metallurgy Technique + Microwave Sintering method + Hot Extrusion | 59 ± 4 | 118 ± 1 | 346 ± 6 | 39.56 ± 1.72 | [41] |
| 20 wt. % | 69 ± 5 | 151 ± 4 | 415 ± 6 | 37.58 ± 18.1 | ||||
| 30 wt. % | 90 ± 4 | 236 ± 3 | 474 ± 14 | 33.48 ± 1 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matli, P.R.; Shakoor, R.A.; Amer Mohamed, A.M.; Gupta, M. Microwave Rapid Sintering of Al-Metal Matrix Composites: A Review on the Effect of Reinforcements, Microstructure and Mechanical Properties. Metals 2016, 6, 143. https://doi.org/10.3390/met6070143
Matli PR, Shakoor RA, Amer Mohamed AM, Gupta M. Microwave Rapid Sintering of Al-Metal Matrix Composites: A Review on the Effect of Reinforcements, Microstructure and Mechanical Properties. Metals. 2016; 6(7):143. https://doi.org/10.3390/met6070143
Chicago/Turabian StyleMatli, Penchal Reddy, Rana Abdul Shakoor, Adel Mohamed Amer Mohamed, and Manoj Gupta. 2016. "Microwave Rapid Sintering of Al-Metal Matrix Composites: A Review on the Effect of Reinforcements, Microstructure and Mechanical Properties" Metals 6, no. 7: 143. https://doi.org/10.3390/met6070143