A Numerical Study on Co-Extrusion to Produce Coaxial Aluminum-Steel Compounds with Longitudinal Weld Seams


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
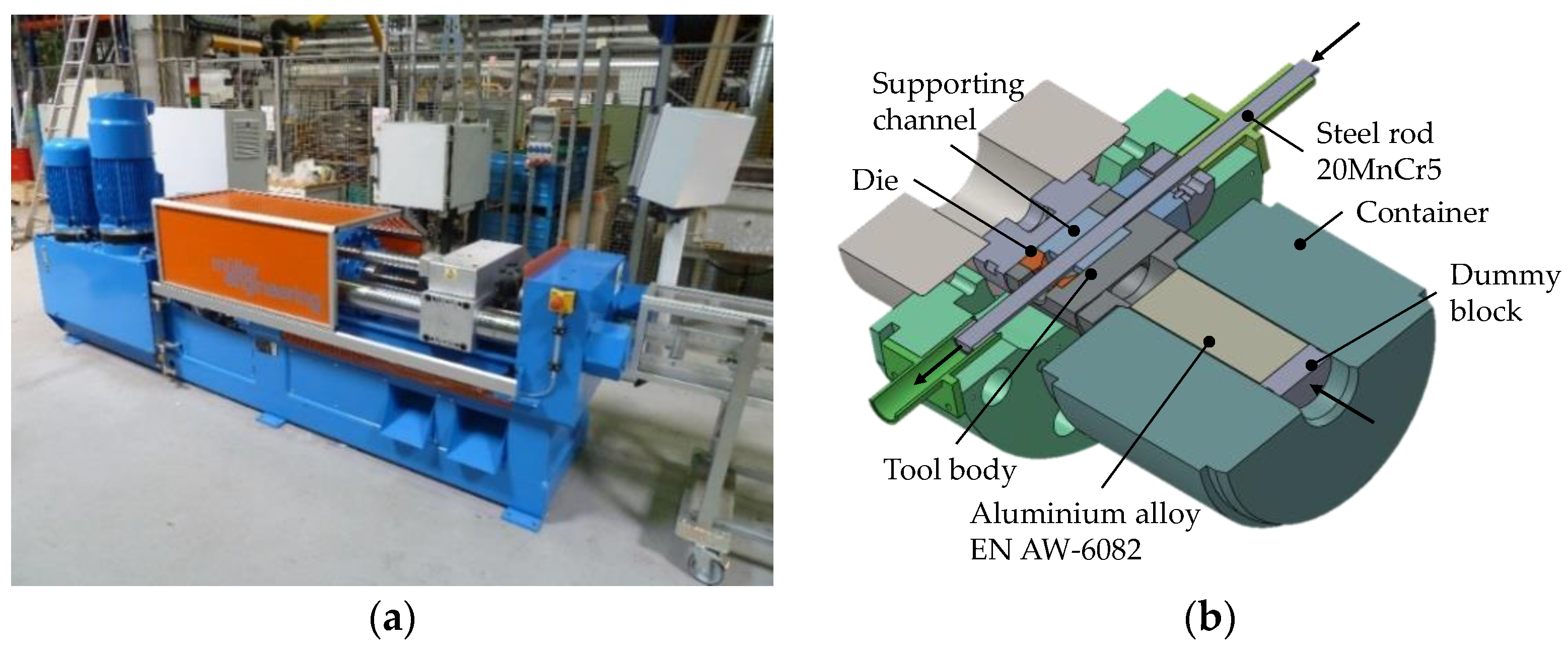
2.1. Experimental Procedure
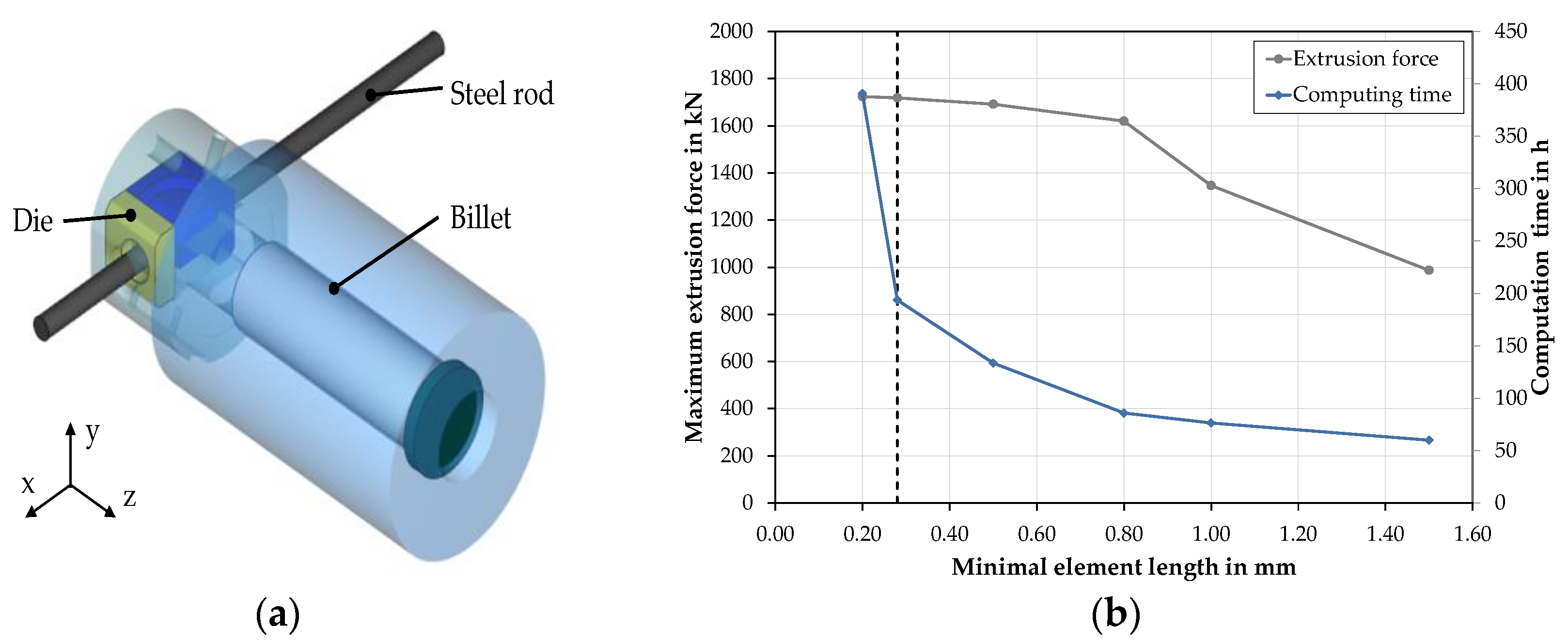
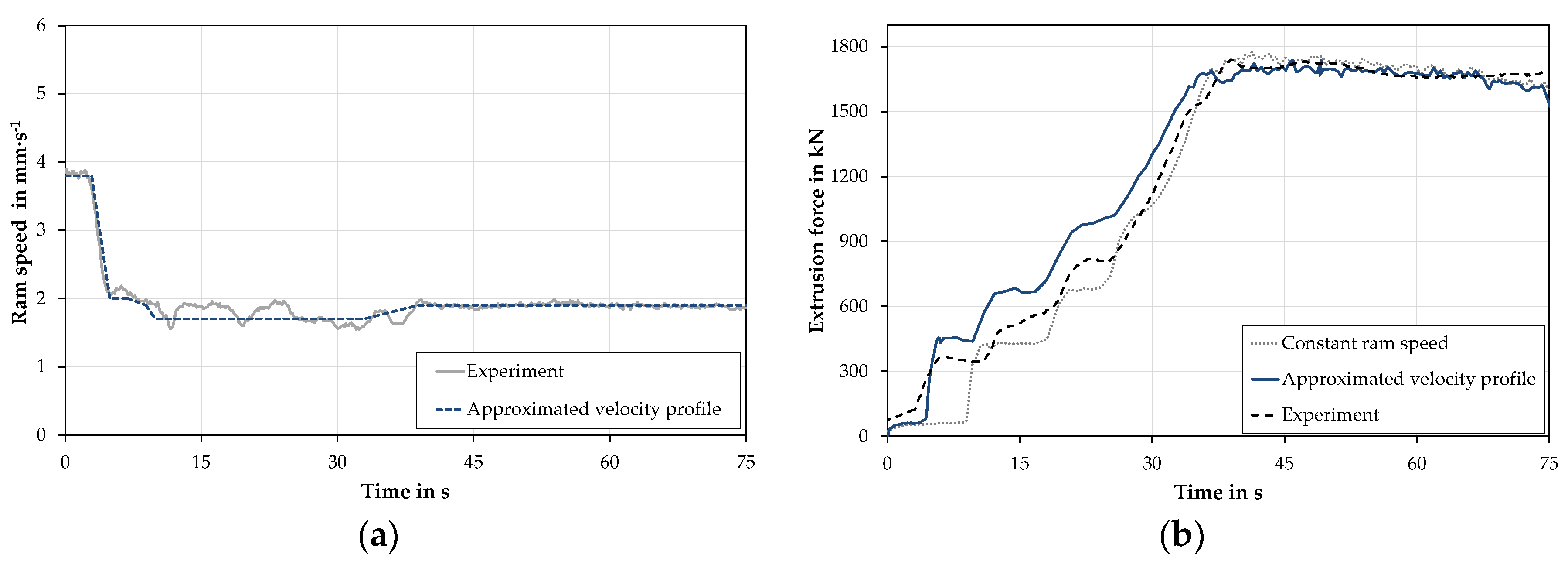
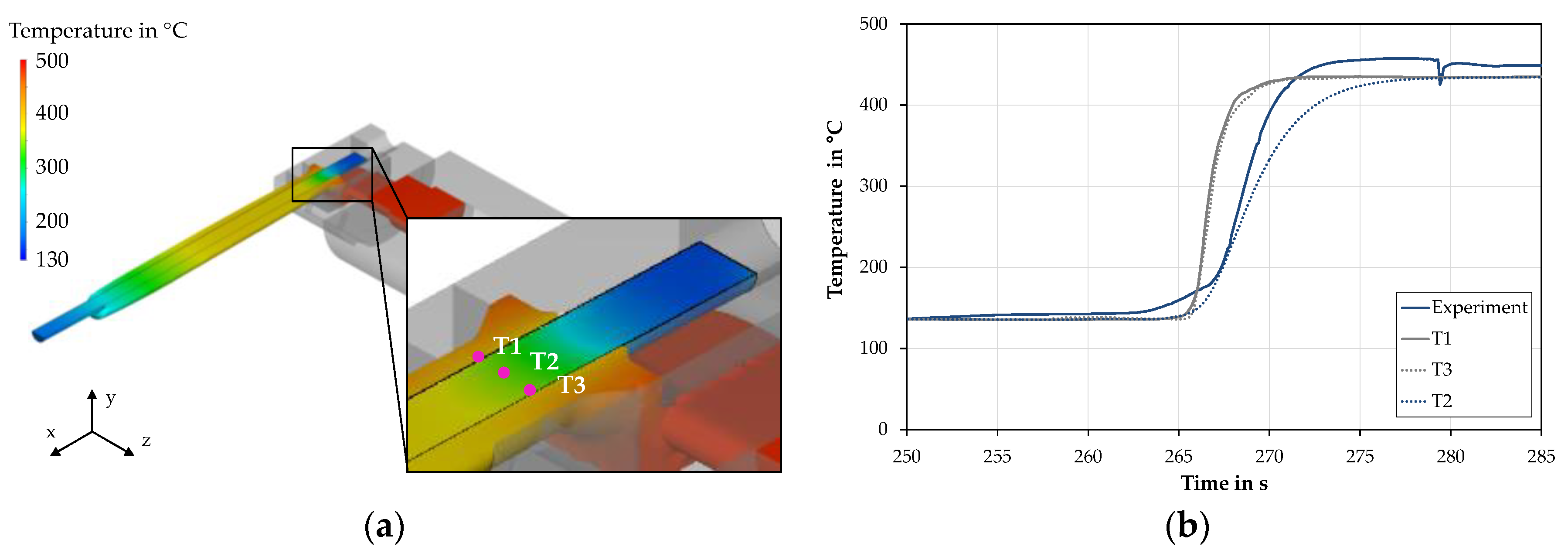
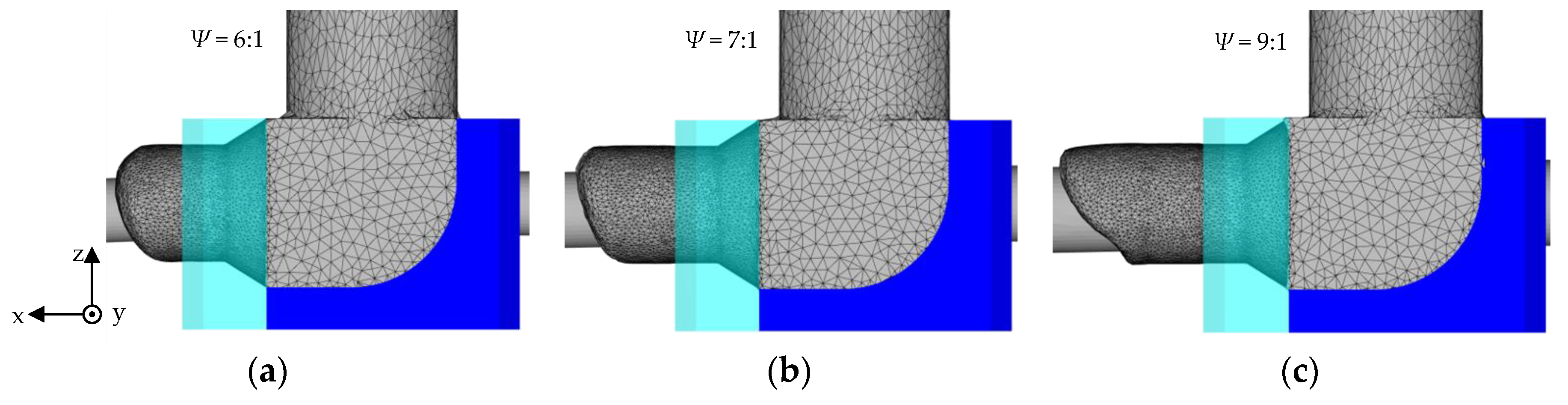
2.2. Numerical Model
3. Results
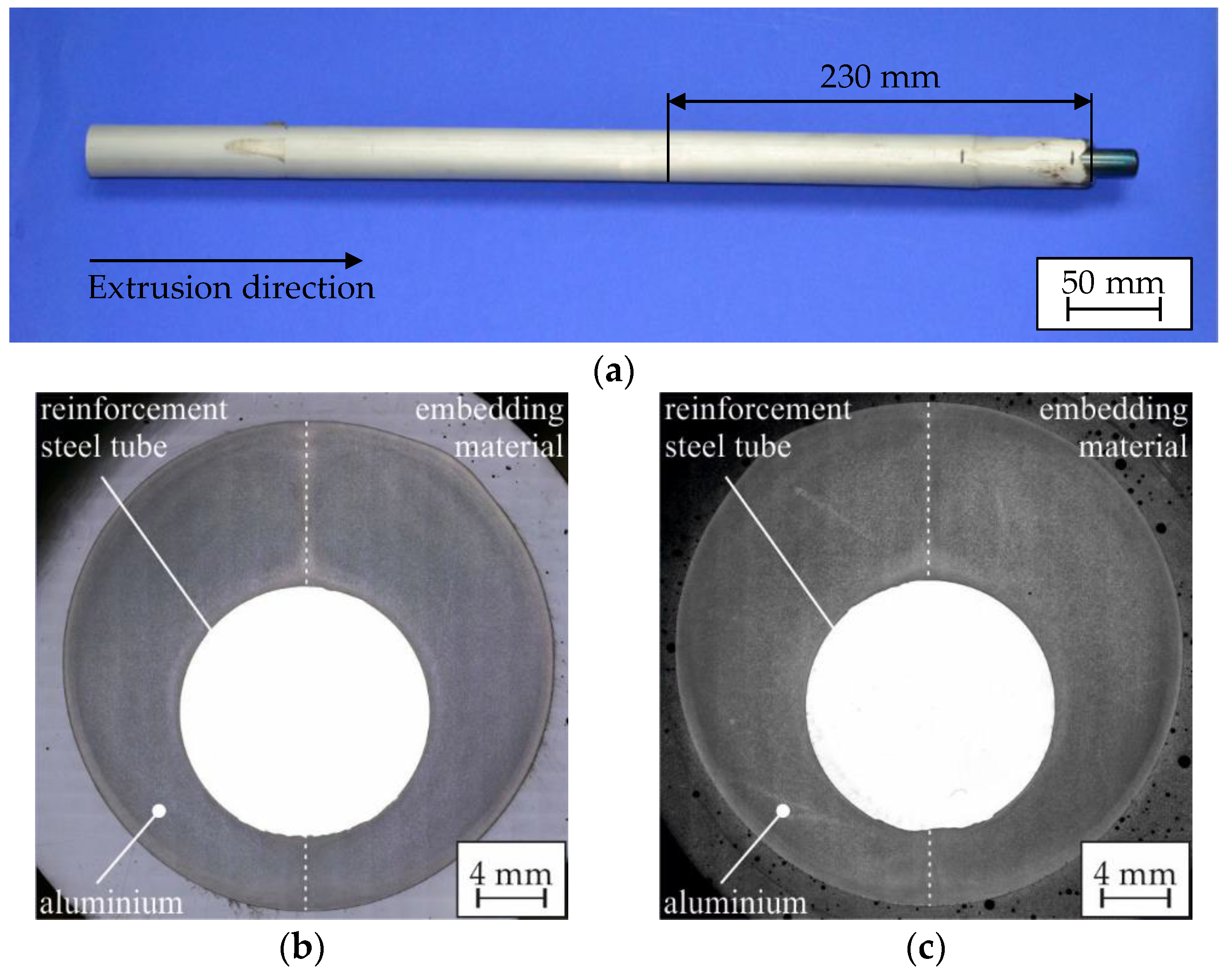
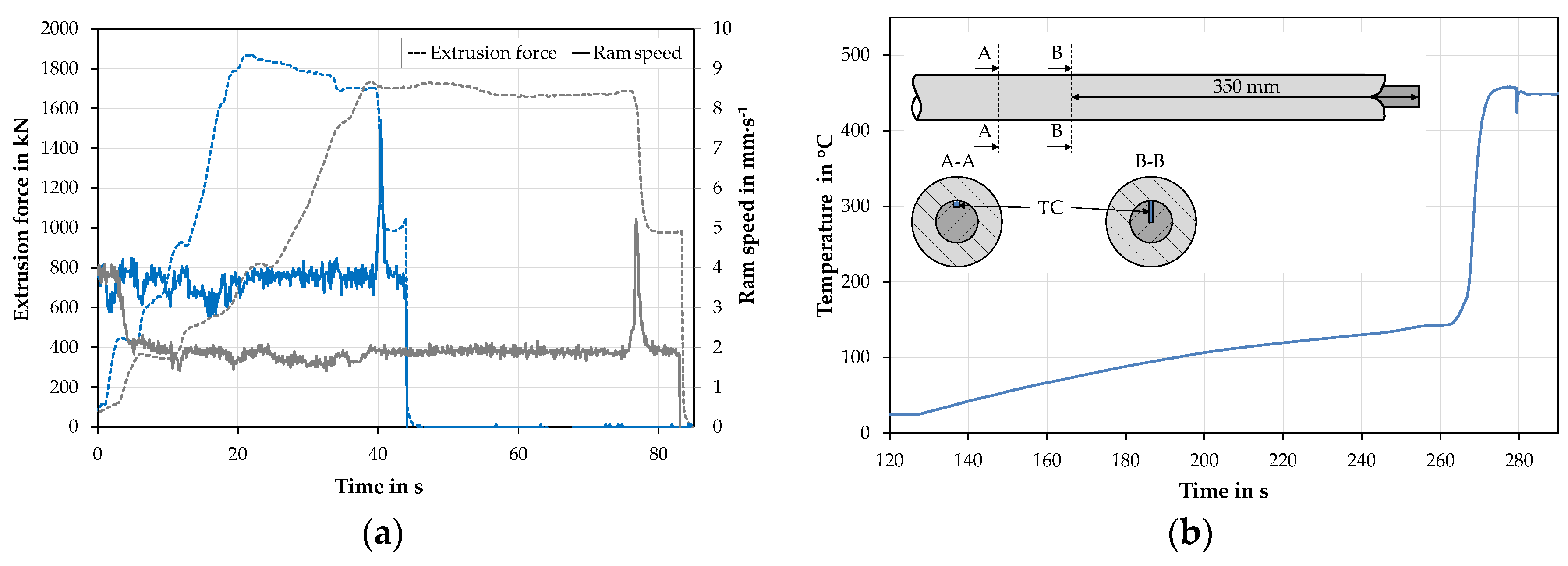
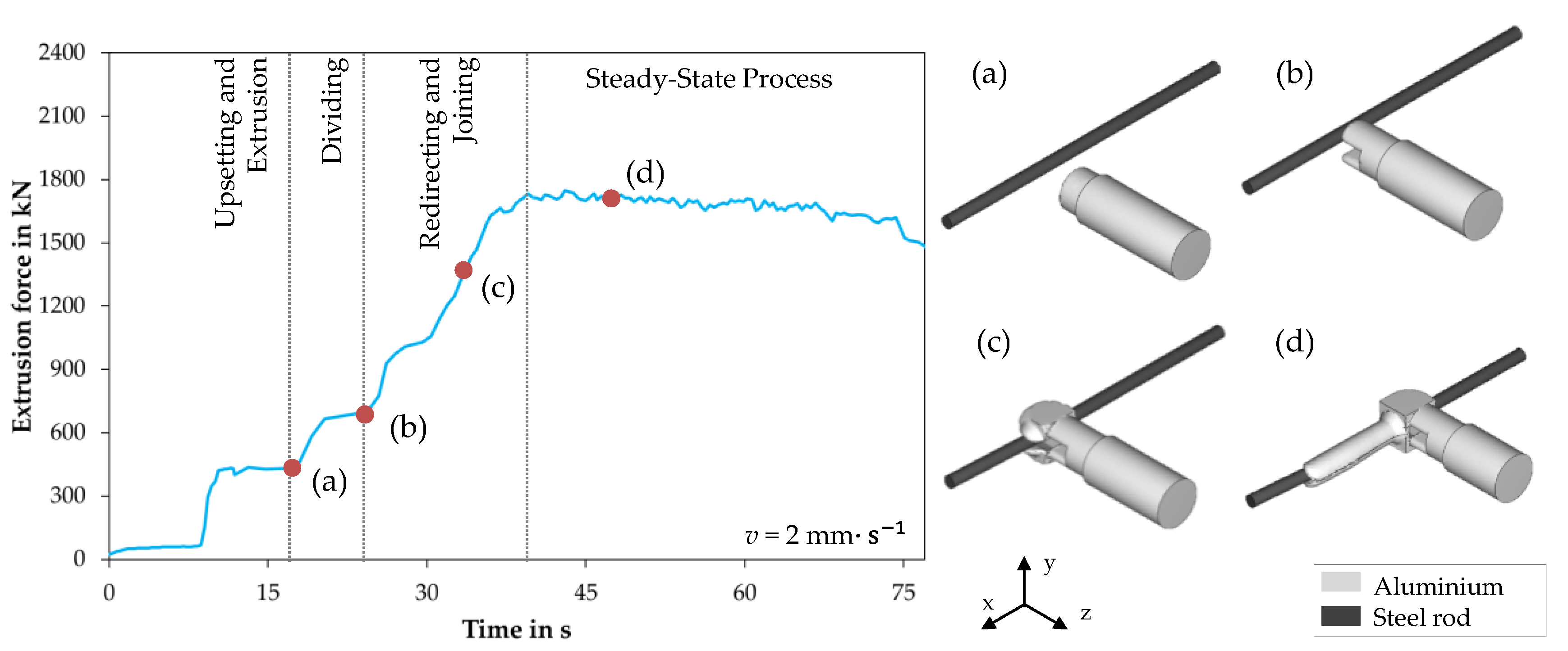
3.1. Extrusion Experiments
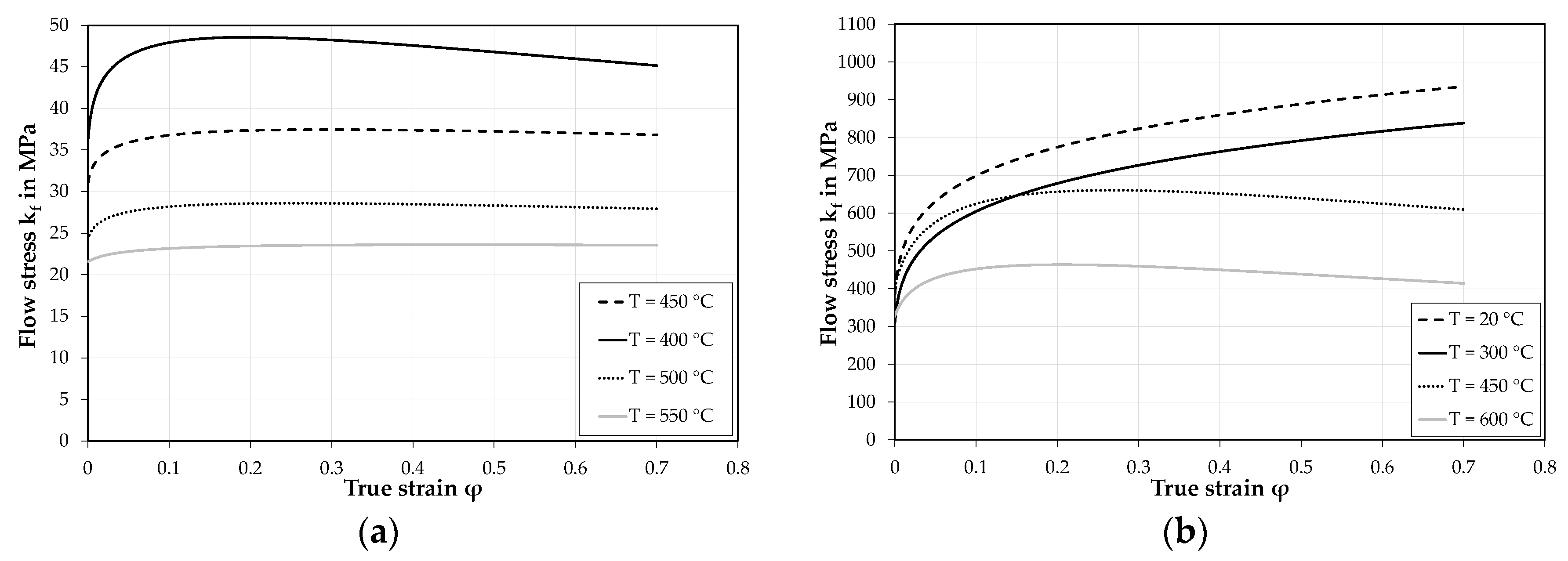
3.2. Material Characterization
3.3. Numerical Results
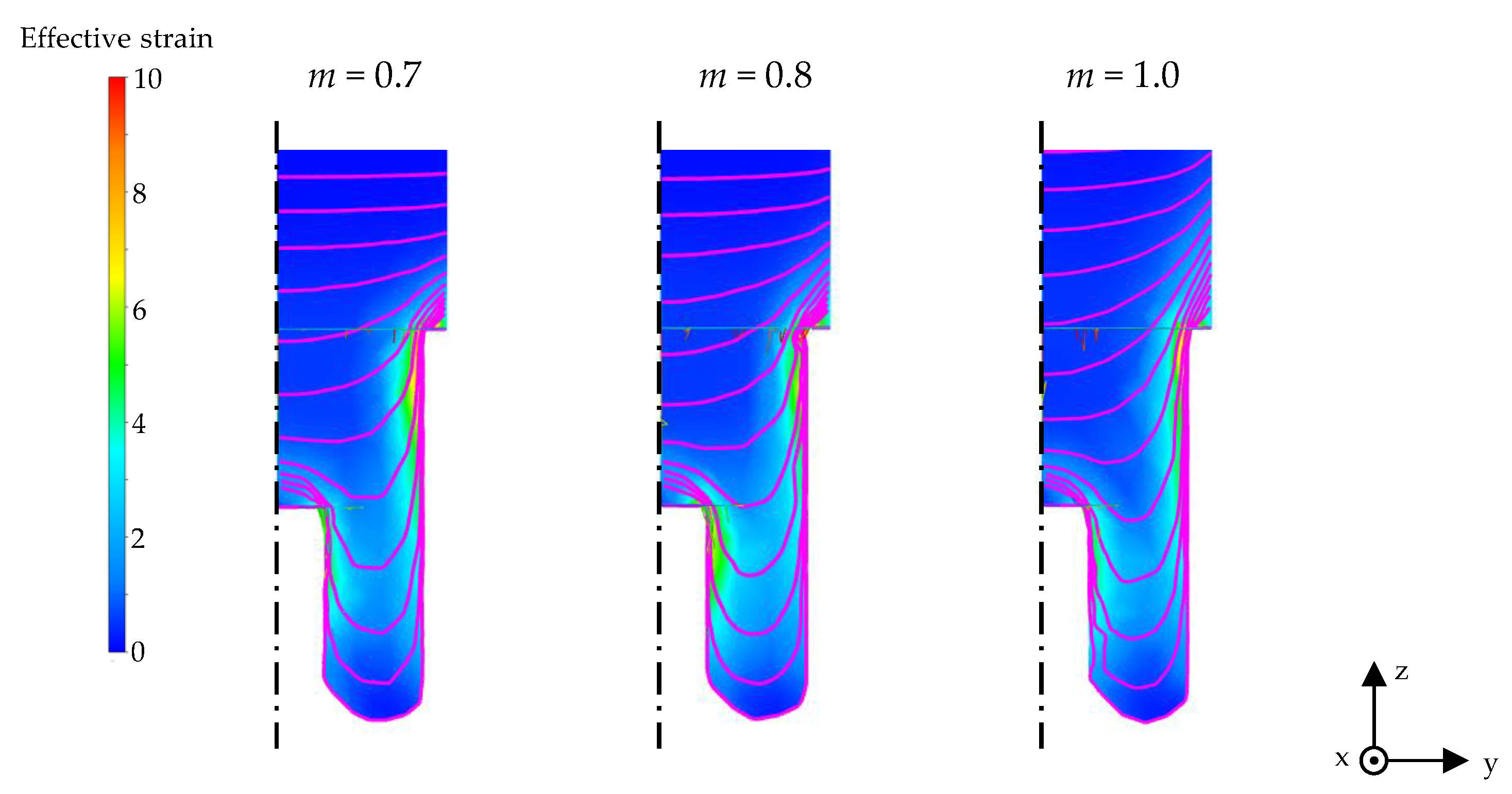
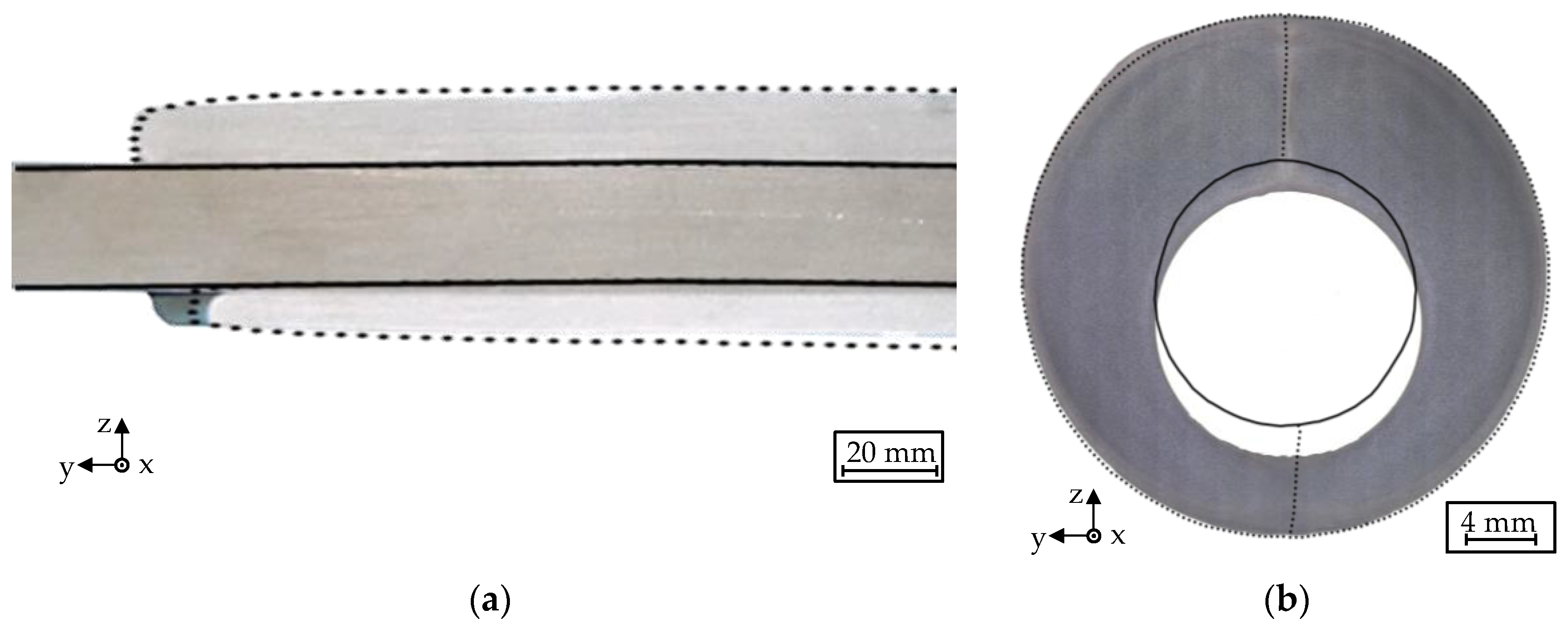
3.3.1. Material Flow and Determination of Friction Coefficient
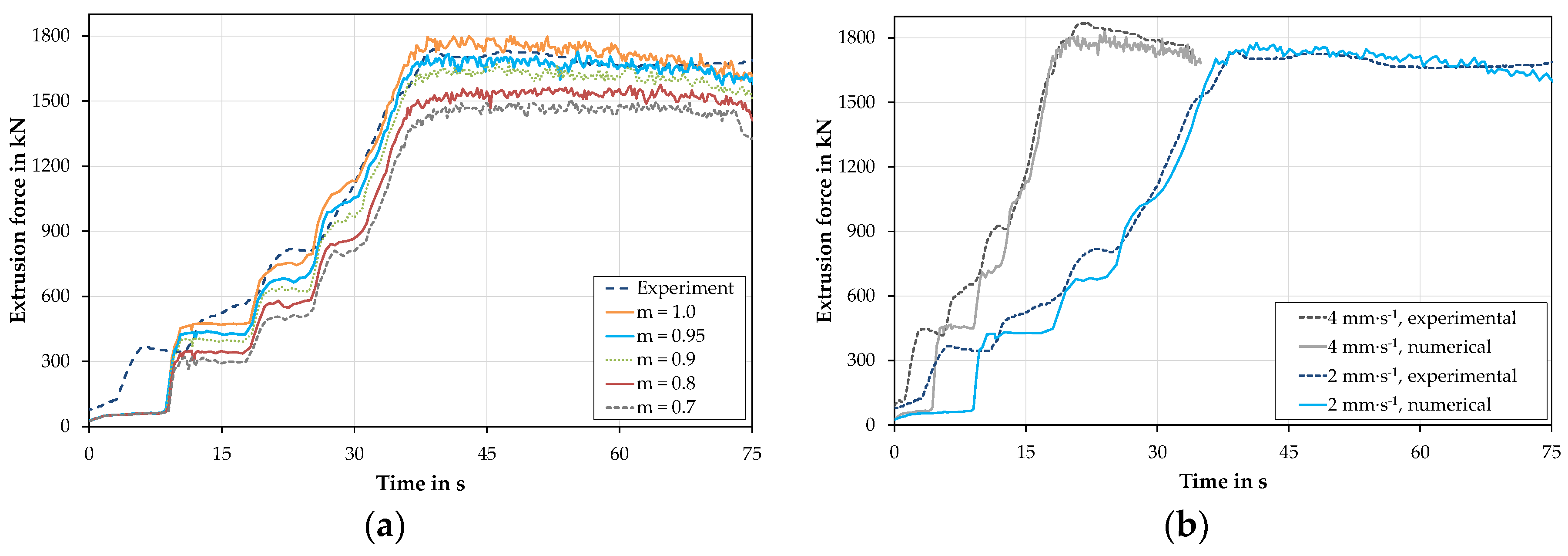
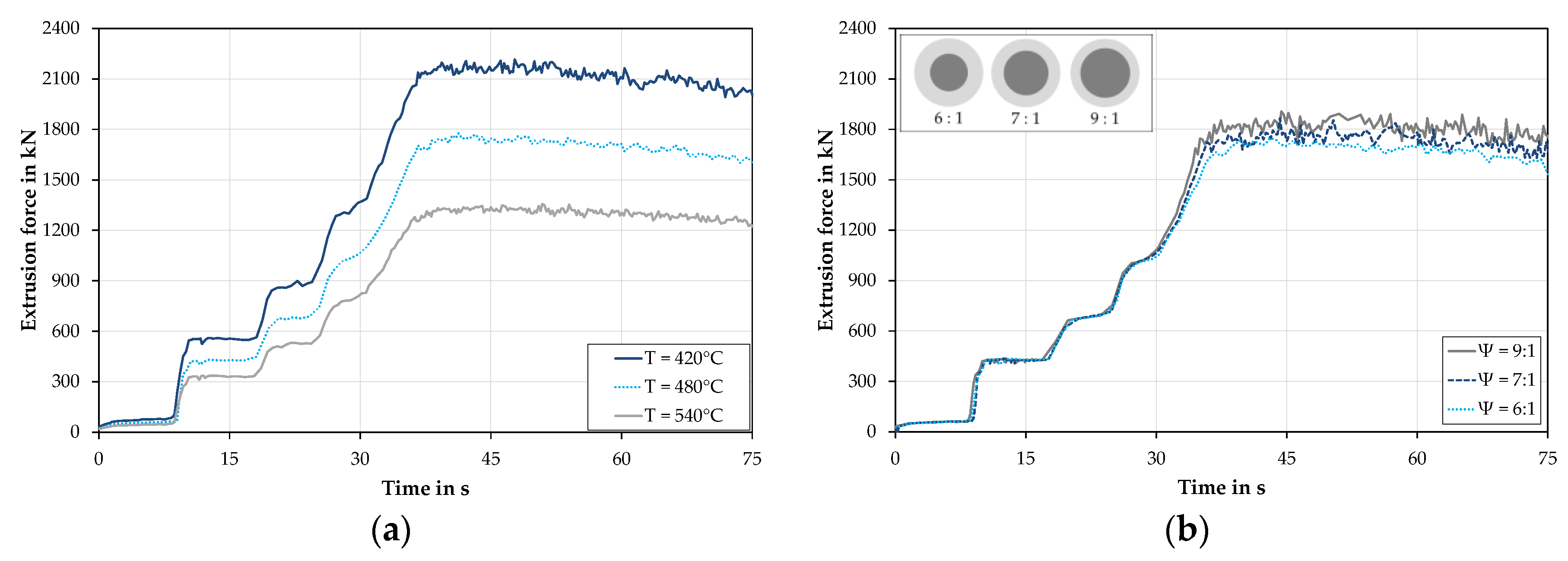
3.3.2. Parametric Study
4. Conclusions and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hirsch, J. Aluminium in innovative lightweight car design. Mater. Trans. 2011, 52, 818–824. [Google Scholar] [CrossRef]
- Thürer, S.E.; Uhe, J.; Golovko, O.; Bouguecha, A.; Klose, C.; Behrens, B.A.; Maier, H.J. Co-extrusion of semi-finished aluminium-steel compounds. In Proceedings of the 20th International ESAFORM Conference on Material Forming, Dublin, Ireland, 26–28 April 2017; AIP Publishing: Melville, NY, USA; pp. 140002-1–140002-6. [Google Scholar]
- Grittner, N.; Striewe, B.; Hehl, A.V.; Bormann, D.; Hunkerl, M.; Zoch, H.W.; Bach, F.W. Co-Extrusion of Aluminium-Titanium-Compounds. Key Eng. Mater. 2012, 491, 67–74. [Google Scholar] [CrossRef]
- Behrens, B.A.; Overmeyer, L.; Barroi, A.; Firschkorn, C.; Hermsdorf, J.; Kaierle, S.; Stonis, M.; Huskic, A. Basic study on the process combination of deposition welding and subsequent hot bulk forming. Prod. Eng. Res. Dev. 2013, 7, 585–591. [Google Scholar] [CrossRef]
- Duan, X.; Velay, X.; Sheppard, T. Application of finite element method in the hot extrusion of aluminium alloys. Mater. Sci. Eng. A 2004, 369, 66–75. [Google Scholar] [CrossRef]
- Li, Q.; Harris, C.; Jolly, M.R. Finite element modelling simulation of transverse welding phenomenon in aluminium extrusion process. Mater. Des. 2003, 24, 493–496. [Google Scholar] [CrossRef]
- Chanda, T.; Zhou, J.; Duszczyk, J. Application of three-dimensional numerical simulation to analysis of development of deformation zone at beginning of aluminium extrusion process. Mater. Sci. Technol. 2001, 17, 70–74. [Google Scholar] [CrossRef]
- Lu, X.; Zhang, C.; Zhao, G.; Guan, Y.; Chen, L.; Gao, A. State-of-the-art of extrusion welding and proposal of a method to evaluate quantitatively welding quality during three-dimensional extrusion process. Mater. Des. 2016, 89, 737–748. [Google Scholar] [CrossRef]
- Kazanowski, P.; Epler, M.E.; Misiolek, W.Z. Bi-metal rod extrusion-process and product optimization. Mater. Sci. Eng. A 2004, 369, 170–180. [Google Scholar] [CrossRef]
- Priel, E.; Ungarish, Z.; Navi, N.U. Co-extrusion of a Mg/Al composite billet: A computational study validated by experiments. J. Mater. Process. Technol. 2016, 236, 103–113. [Google Scholar] [CrossRef]
- Schwane, M.; Citrea, T.; Dahnke, C.; Haase, M.; Khalifa, N.B.; Tekkaya, A.E. Simulation of composite hot extrusion with high reinforcing volumes. Proc. Eng. 2014, 81, 1265–1270. [Google Scholar] [CrossRef]
- Kleiner, M.; Schomäcker, M.; Schikorra, M.; Klaus, A. Manufacture of Extruded and Continuously Reinforced Aluminum Profiles for Ultra-Lightweight Constructions, Herstellung verbundverstaerkter Aluminiumprofile fuer ultraleichte Tragwerke durch Strangpressen. Mater. Werkst. 2004, 35, 431–439. [Google Scholar] [CrossRef]
- Pfeiffer, I.; Foydl, A.; Kammler, M.; Matthias, T.; Kosch, K.-G.; Jäger, A.; Khalifa, N.B.; Tekkaya, A.E.; Behrens, B.-A. Compound Forging of Hot-extruded Steel-reinforced Parts. In Proceedings of the 14th International Conference on Metal Forming, METAL FORMING 2012, Krakow, Poland, 16–29 September 2012; pp. 159–162. [Google Scholar]
- Tham, L.M.; Gupta, M.; Cheng, L. Effect of reinforcement volume fraction on the evolution of reinforcement size during the extrusion of Al-SiC composites. Mater. Sci. Eng. A 2002, 326, 355–363. [Google Scholar] [CrossRef]
- Pietzka, D.; Khalifa, N.B.; Gerke, S.; Tekkaya, A.E. Composite extrusion oft thin aluminum profiles with high reinforcing volume. Key Eng. Mater. 2013, 554–557, 801–808. [Google Scholar] [CrossRef]
- Lange, K. Handbook of Metal Forming; Society of Manufacturing Engineers: State College, PA, USA, 1994; ISBN 9780872634572. [Google Scholar]
- Flitta, I.; Sheppard, T. Nature of friction in extrusion process and its effect on material flow. Mater. Sci. Technol. 2013, 19, 837–846. [Google Scholar] [CrossRef]
- Duan, X.; Sheppard, T. Simulation and control of microstructure evolution during hot extrusion of hard aluminium alloys. Mater. Sci. Eng. A 2003, 351, 282–292. [Google Scholar] [CrossRef]
- Bauer, M.; Sauer, G.; Siegert, K. Strangpressen, 2nd ed.; Aluminium-Verlag: Düsseldorf, Germany, 2001; ISBN 3870172495. [Google Scholar]
- Thürer, S.E.; Uhe, J.; Golovko, O.; Bonk, C.; Bouguecha, A.; Behrens, B.-A.; Klose, C. Mechanical Properties of Co-Extruded Aluminium-Steel Compounds. Key Eng. Mater. 2017, 742, 512–519. [Google Scholar] [CrossRef] [Green Version]
- Hensel, A.; Spittel, T. Kraft-Und Arbeitsbedarf Bildsamer Formgebungsverfahren; VEB Deutscher Verlag für Grundstoffindustrie: Leipzig, Germany, 1978. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimension | Value in mm |
|---|---|
| Billet length | 180 |
| Billet diameter | 56 |
| Steel rod length | 400 |
| Steel rod diameter | 15.2 |
| Boundary Condition | Values |
|---|---|
| Billet and tool temperature T in °C | 420, 480, 540 |
| Ram speed v in mm·s−1 | 2, 4 |
| Diameter of the steel rod d in mm | 15.2, 18, 20 |
| Extrusion ratio Ψ | 6:1, 7:1, 9:1 |
| Material Parameter | A | m1 | m2 | m3 |
|---|---|---|---|---|
| Value | 317.6 | −0.00429 | 0.055 | 0.089 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Behrens, B.-A.; Klose, C.; Chugreev, A.; Heimes, N.; Thürer, S.E.; Uhe, J. A Numerical Study on Co-Extrusion to Produce Coaxial Aluminum-Steel Compounds with Longitudinal Weld Seams. Metals 2018, 8, 717. https://doi.org/10.3390/met8090717
Behrens B-A, Klose C, Chugreev A, Heimes N, Thürer SE, Uhe J. A Numerical Study on Co-Extrusion to Produce Coaxial Aluminum-Steel Compounds with Longitudinal Weld Seams. Metals. 2018; 8(9):717. https://doi.org/10.3390/met8090717
Chicago/Turabian StyleBehrens, Bernd-Arno, Christian Klose, Alexander Chugreev, Norman Heimes, Susanne Elisabeth Thürer, and Johanna Uhe. 2018. "A Numerical Study on Co-Extrusion to Produce Coaxial Aluminum-Steel Compounds with Longitudinal Weld Seams" Metals 8, no. 9: 717. https://doi.org/10.3390/met8090717