1. Introduction
The production of steel in integrated steel plants generates a considerable amount of solid residues, such as dust, sludges, slags, and scales. Some of these residues have chemical compositions reflecting the raw materials charged to the process, whereas other residues (mainly slags) have properties suitable for external applications. Recycling of the residues within the process or via utilization in other areas is essential for sustainable steel production from the perspective of raw-material efficiency. However, the recycling has to be economically justified and compatible from a process-technical standpoint.
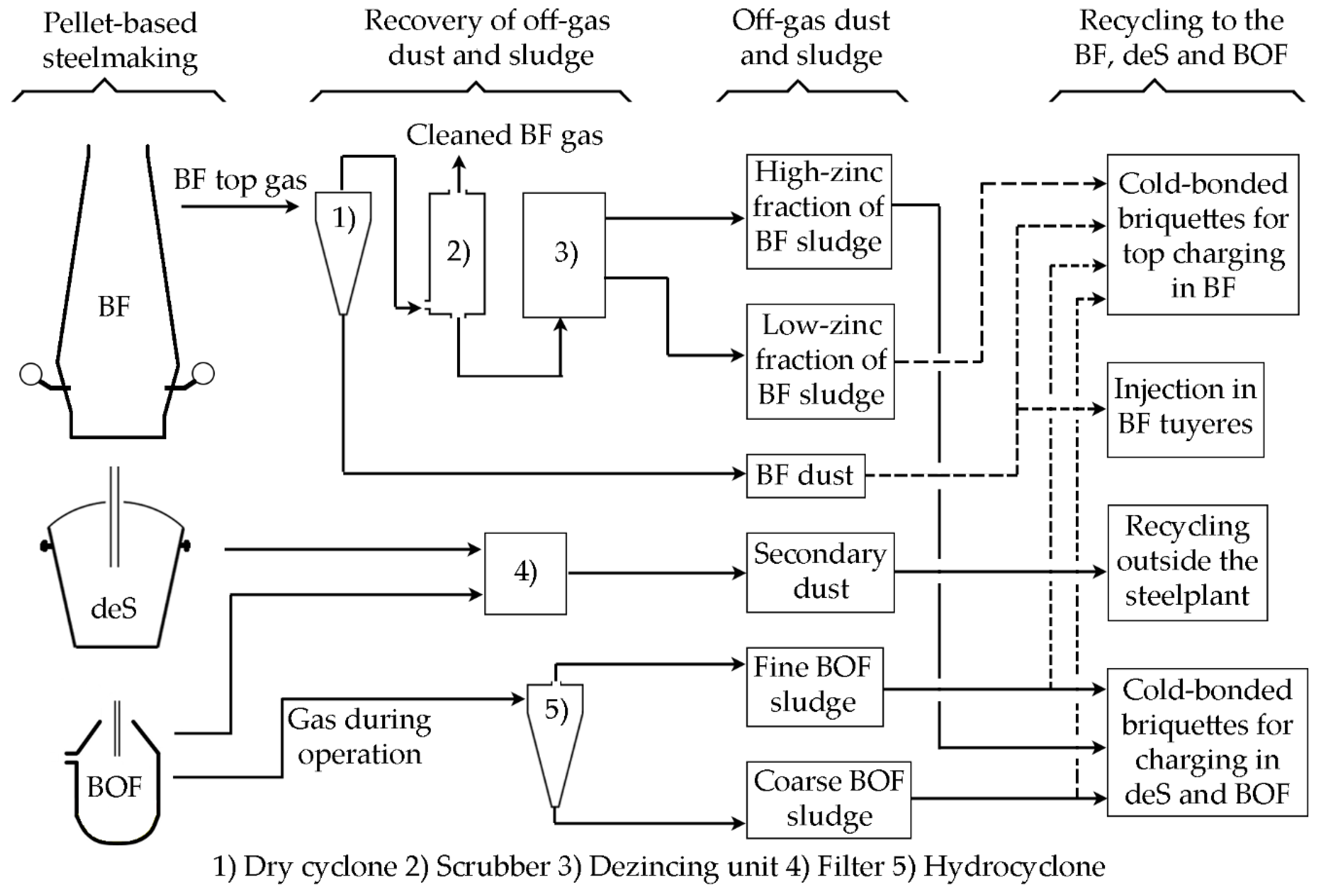
The residues generated within the integrated steel plant differs between sites, depending on things like gas-cleaning equipment, hot metal treatment (e.g., dephosphorization and/or desulfurization), and rolling operation. In crude steel production, the major residues generated in the treatment of off-gases are BF dust, BF sludge, BOF dust, and BOF sludge.
The off-gas dust generated in the production of crude steel contains useful elements, such as iron, carbon, and calcium, as stated in
Table 1. Therefore, recycling of these residues within the integrated steel plant has been thoroughly studied, and industrial use has been developed. In pellet-based BF operation, in-plant residues can be included in cold-bonded briquettes that are top-charged into the BF [
1]. If the BF operates on sinter, residues can be included in the sintering mix [
2]. Furthermore, BF dust injection in the tuyeres has also been reported as an industrial operation practice [
1].
Although thoroughly studied, complete recycling of these residues has not been achieved. The challenges of recycling off-gas dusts to the BF arise when levels of tramp elements, mainly zinc, reach undesired levels. Which levels are considered undesirable differs between sites. However, 150–400 g of zinc per ton of hot metal (HM) are typical values reported as acceptable in operations [
4]. In the BF, zinc compounds are reduced to metallic zinc vapor by CO-rich gas in the lower regions of the shaft. The zinc vapor follows the ascending gas and is reoxidized to zinc oxide in the colder parts of the furnace. The zinc reoxidizes and condenses on the walls, the burden material, coke, or fines carried by the gas phase. In the latter case, zinc may exit the BF through the off-gas. The zinc deposited on the burden travels down to the lower region where it is reduced and volatilized again, thus forming cyclical behavior. This means that the BF has a circulating load of zinc. The negative effects of high-circulating loads of zinc in the BF includes increased consumption of reducing agents, reduced carbon-brick-lining life, and scaffold formation, which may ultimately lead to disturbances in the burden descent [
4].
The main output of zinc from the BF is via the top-gas [
5], i.e., the BF dust and sludge. If the dust is recycled internally to the BF, the sludge cannot be recycled, as this would reintroduce the main output of zinc from the BF back to the BF. Furthermore, as there are no external industrial-scale operations utilizing BF sludge, this fraction would be landfilled within the integrated steel plant. This has been recognized and the removal of zinc from BF sludge and recycling of the low-zinc fraction via the sinter [
6] or cold-bonded pellets [
7] to the BF has been implemented in full-scale operations. However, on-site recycling of the high-zinc fraction generated in the dezincing process has not been reported.
Recycling of the off-gas dust from the BOF to the BF has been successfully achieved using both cold-bonded briquettes [
1] and sinter [
8]. Again, one of the limiting factors in recycling the dust generated in the BOF process is the zinc content. In the case of BOF dust, the main input of zinc is via the cooling scrap charged to the converter. The zinc content in BOF dust has been addressed by hydrometallurgical approaches [
9,
10,
11,
12] and by employing a coke breeze-less sintering operation [
13]. Also, as zinc evaporation mainly occurs early in the converting process, the possibility of in-process separation of zinc has been suggested [
14]. In-process separation of zinc has also been addressed by optimizing the design of the gas-cleaning equipment [
15,
16]. Another way to enable recycling of a major portion of the BOF dust back to the BF is by avoiding the use of scrap qualities containing zinc by minimizing the zinc input to the BOF [
1].
The challenge of zinc mainly applies when considering recycling of off-gas dust to the BF. Thus, if other recycling routes are considered, the raw-material efficiency within the integrated steel plant can be improved. The BOF has been acknowledged as an alternative route for recycling off-gas dust [
8,
17,
18,
19,
20]. In one publication, recycling to the BOF by replacing the sinter coolant was recognized to be limited in tonnage [
17]. However, full-scale trials have shown that off-gas dust can successfully be recycled via cold-bonded agglomerates to the BOF in amounts of 23 [
18] and 40 kg/tHM [
19]. Furthermore, cold-bonded briquettes were shown to be suitable for the recycling of all BOF sludge back to the BOF [
20]. In addition, hot briquetting has been employed to recycle the BOF dust back to the BOF in industrial practice [
8]. Nonetheless, adopting the BOF recycling route still requires considerations of zinc, especially when BOF dust is recycled to the BF. If the BOF dust is recycled in a closed-loop system to the BOF, zinc can be concentrated in the BOF dust [
14]. When the zinc content reaches a certain level, zinc producers can utilize the dust [
14].
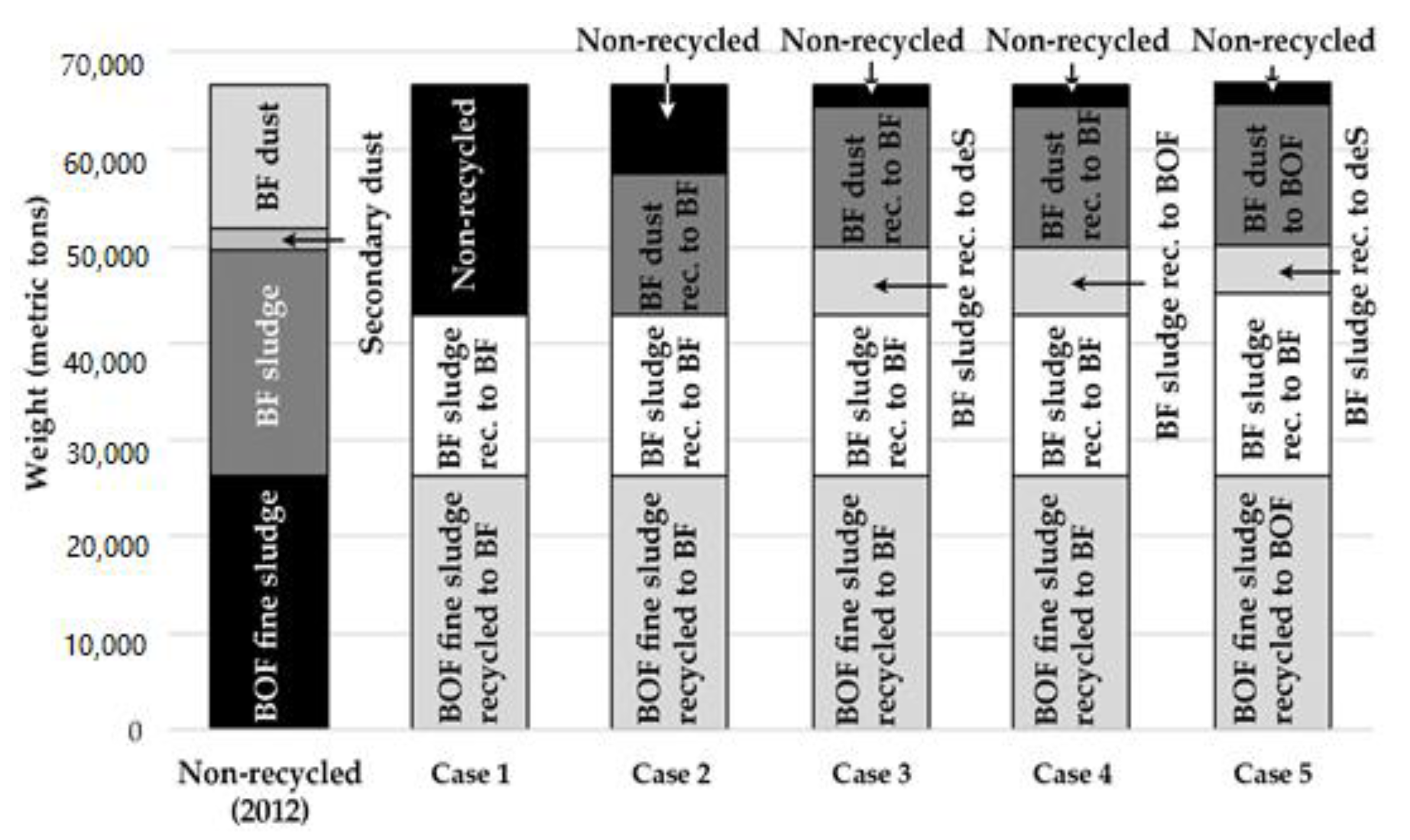
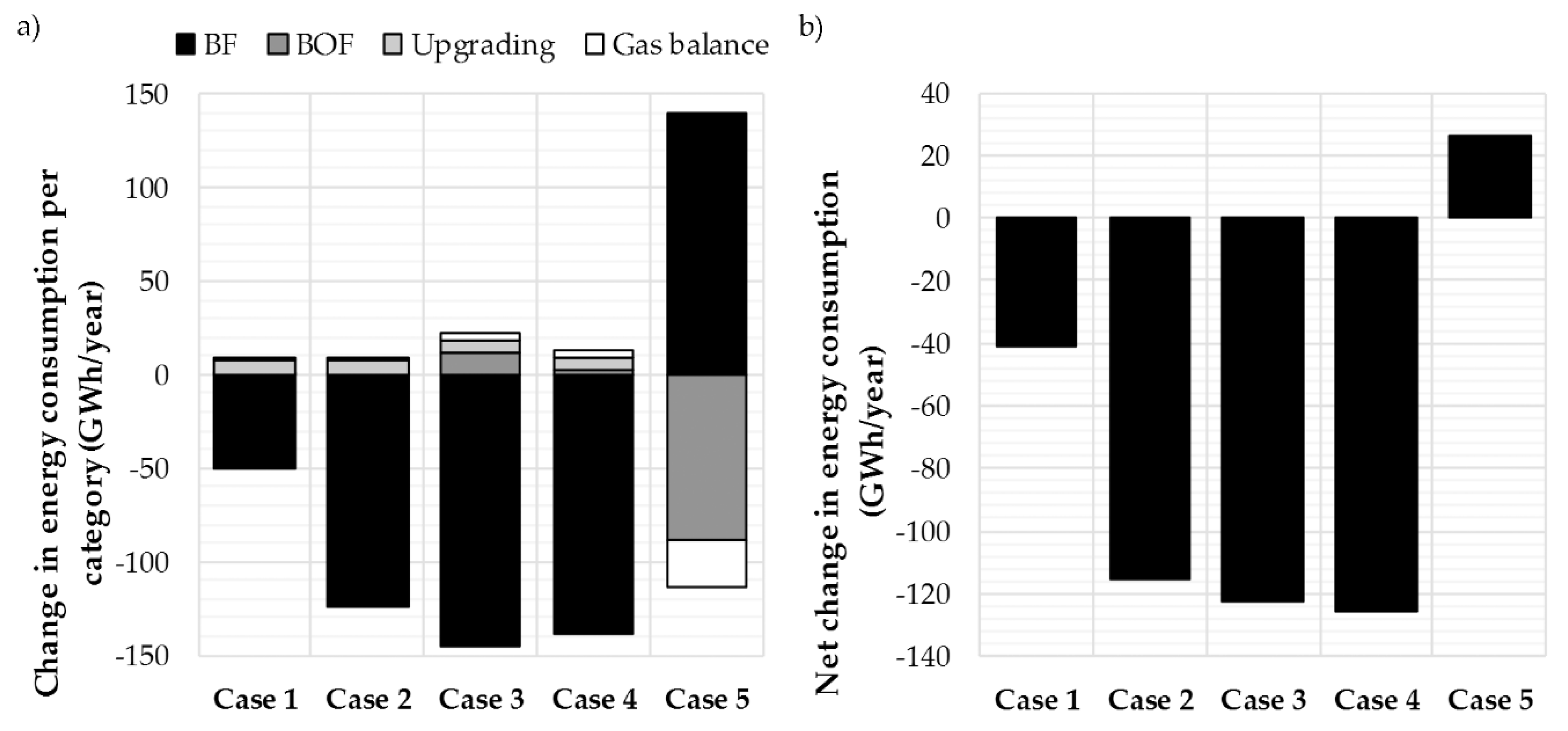
Based on the above, means for on-site recycling of off-gas dust from the integrated steel plants have already been far-developed. However, there are still residues difficult to recycle, and a holistic view of recycling within the process chain is required in order to find solutions to this issue. The present paper sets out to develop such a holistic approach. Utilizing process-integration analyses, considering the effects on raw materials and energy consumption for steel production, and different recycling scenarios were studied. Based on the results of these analyses, experiments were conducted to analyze recycling approaches that maximize the raw material and energy efficiency while addressing the challenges of zinc. The approach included recycling of cold-bonded agglomerates to the BF, deS station, and BOF.

 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}