Residual Stress, Mechanical Properties, and Grain Morphology of Ti-6Al-4V Alloy Produced by Ultrasonic Impact Treatment Assisted Wire and Arc Additive Manufacturing

Abstract
:1. Introduction
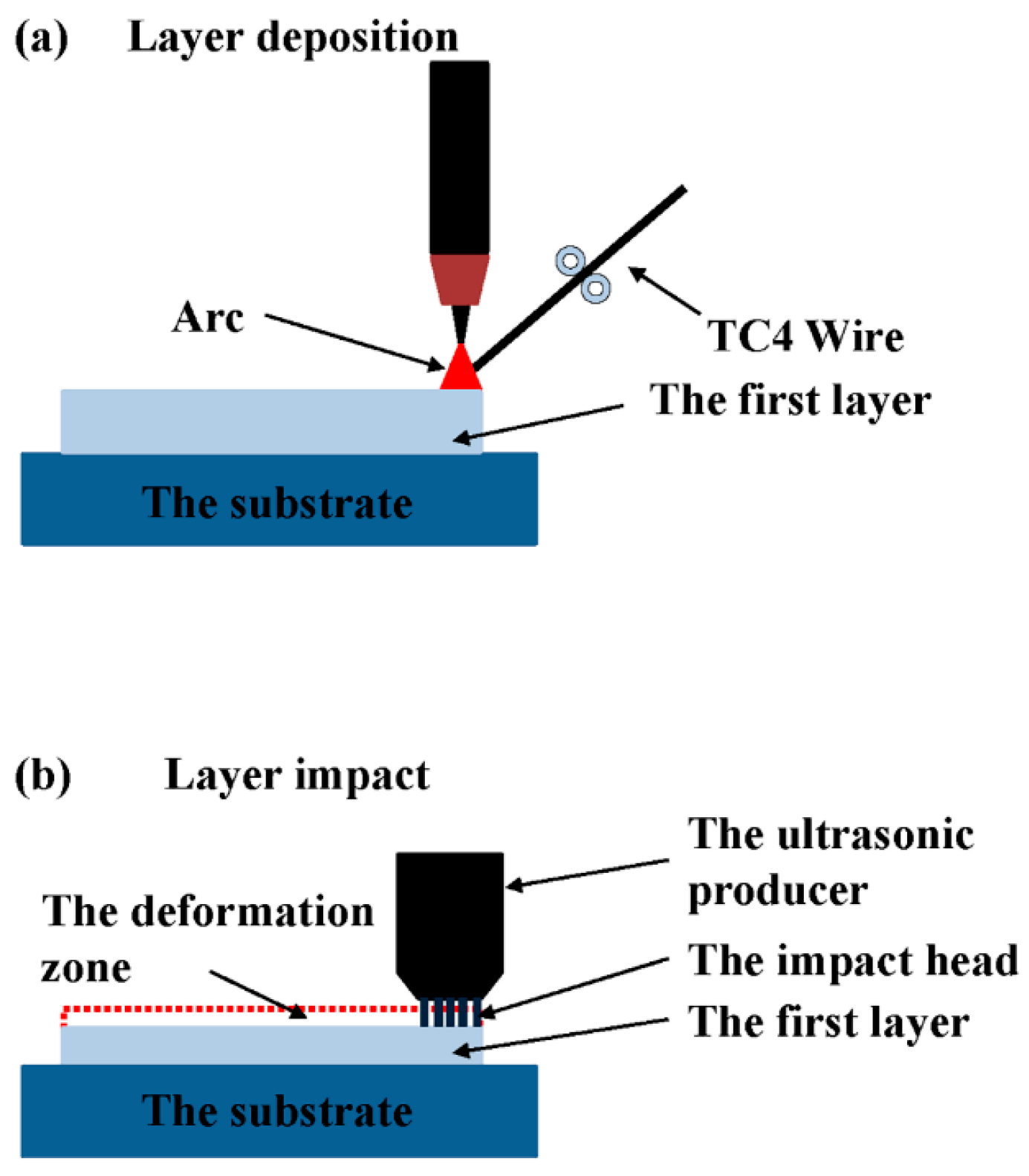
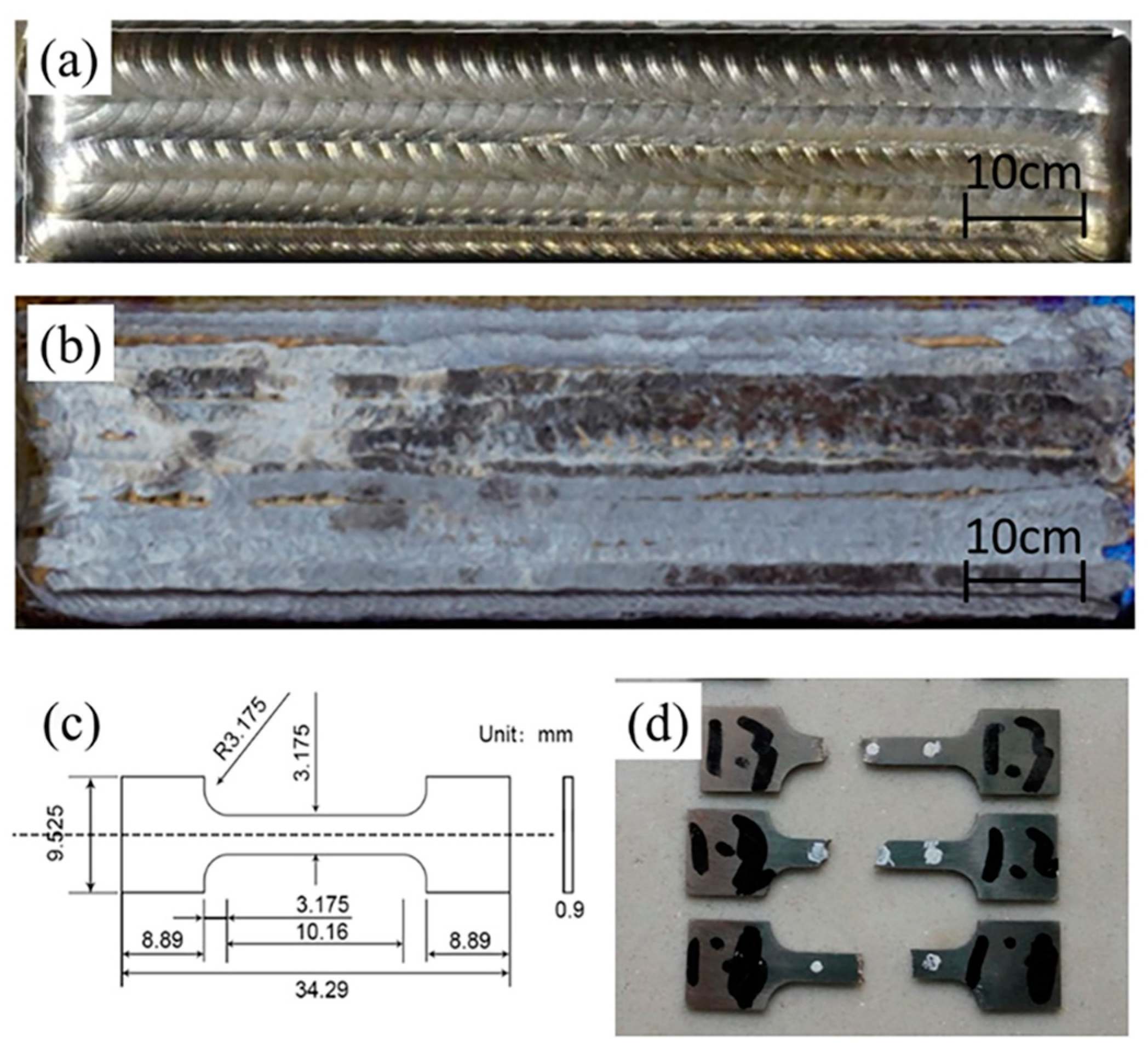
2. Materials and Methods
3. Results and Discussion
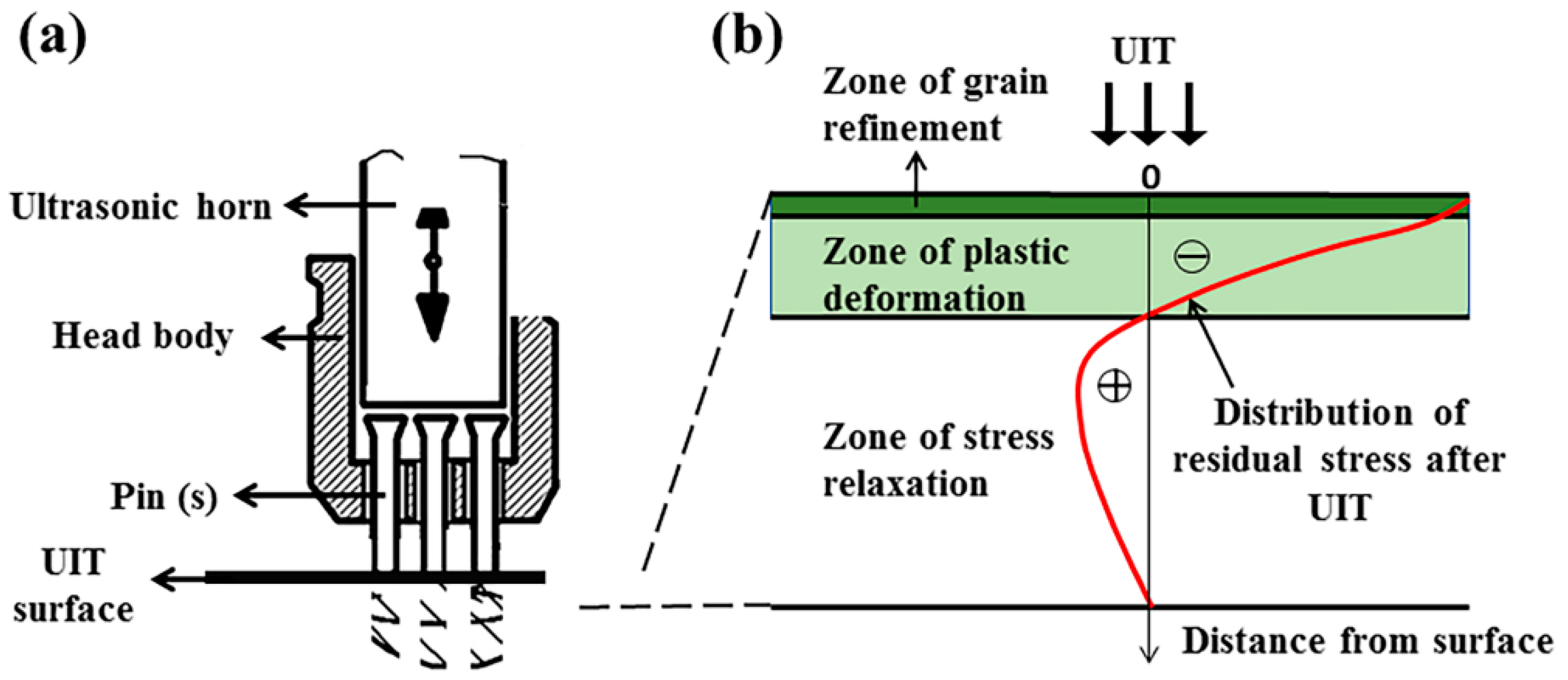
3.1. Residual Stress
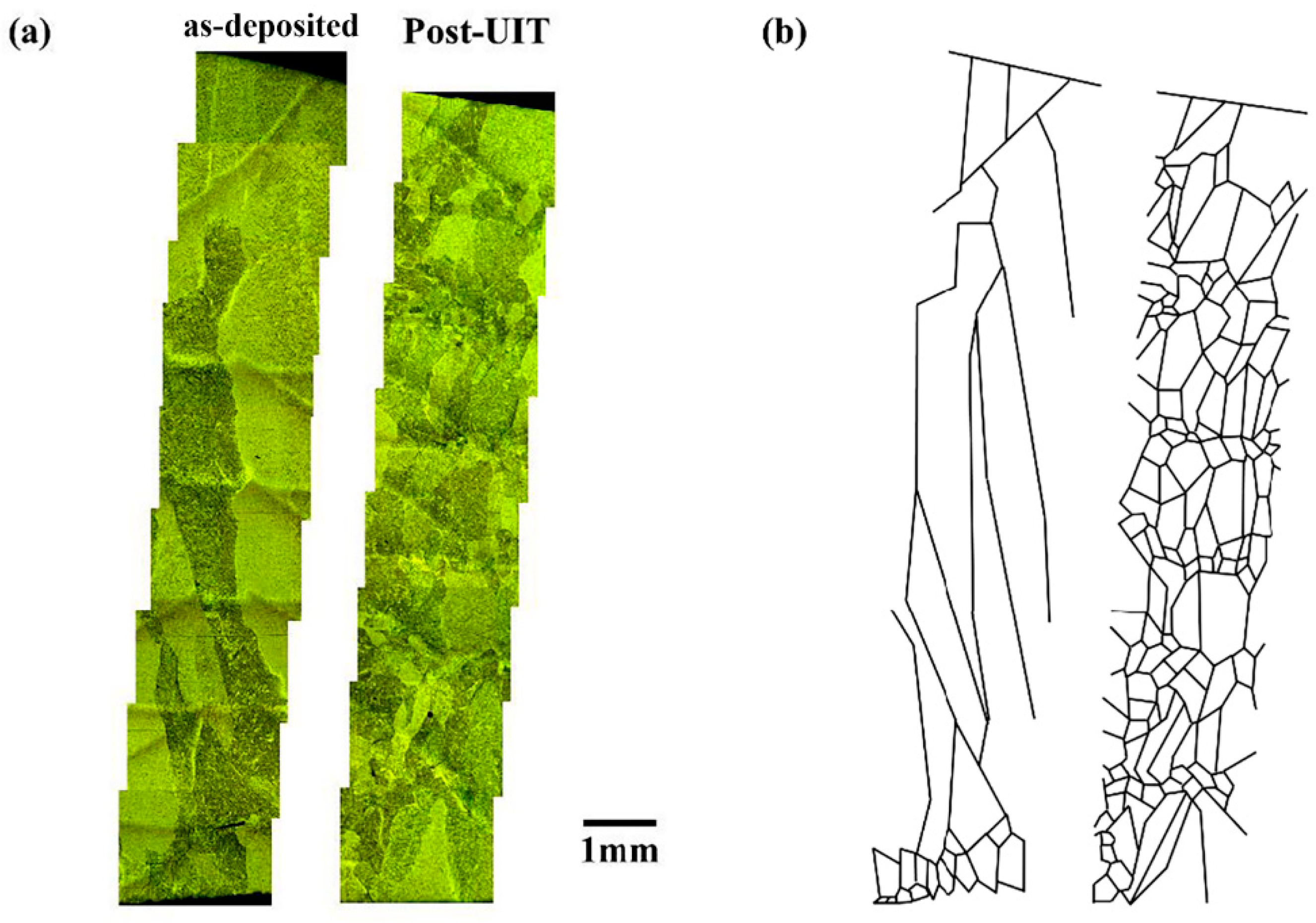
3.2. Macrostructure
3.3. Microstructure
3.4. Mechanical Properties
4. Conclusions
- (1)
- The residual stress is significantly reduced when UIT is applied. The single-layer post-UIT samples exhibited a 43% decrease compared to the WAAM samples, while the reduction for the seven-layer samples was much greater at 77.3%.
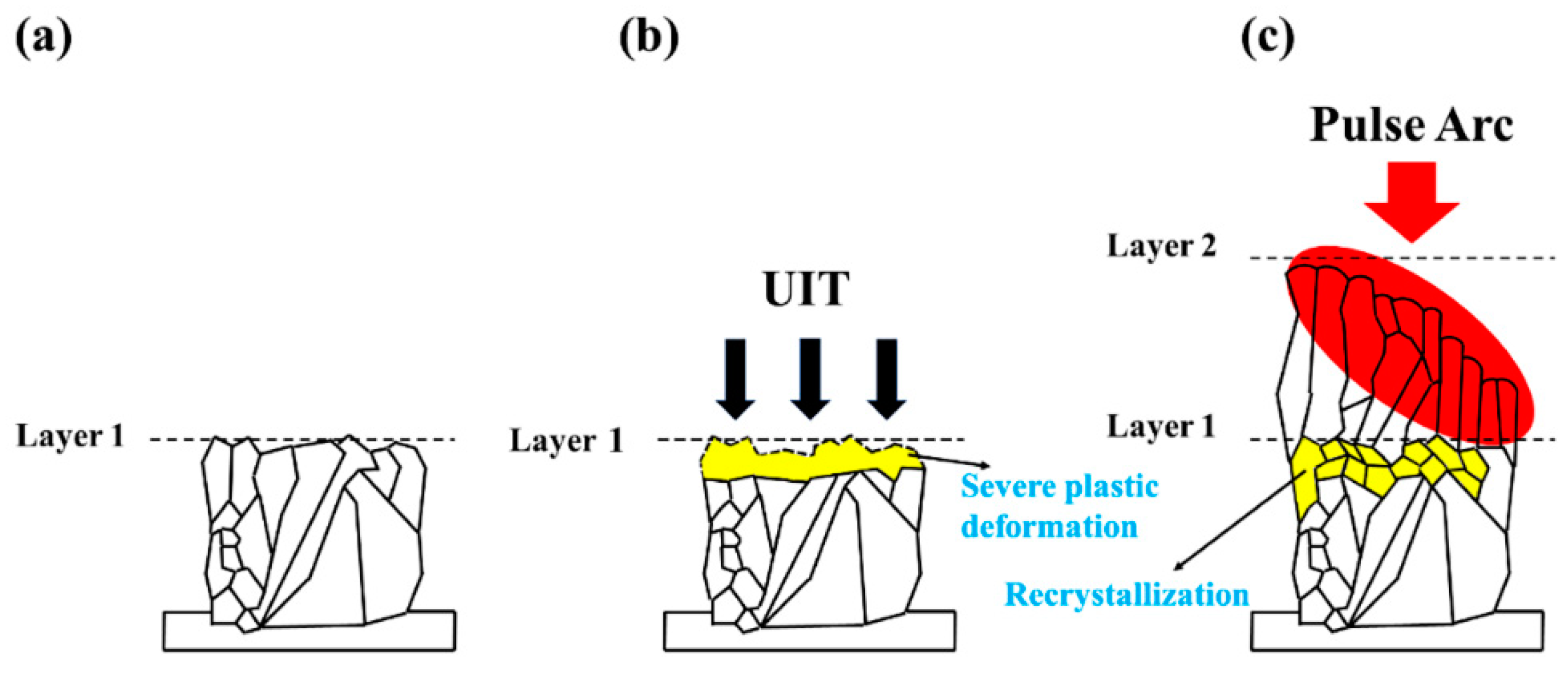
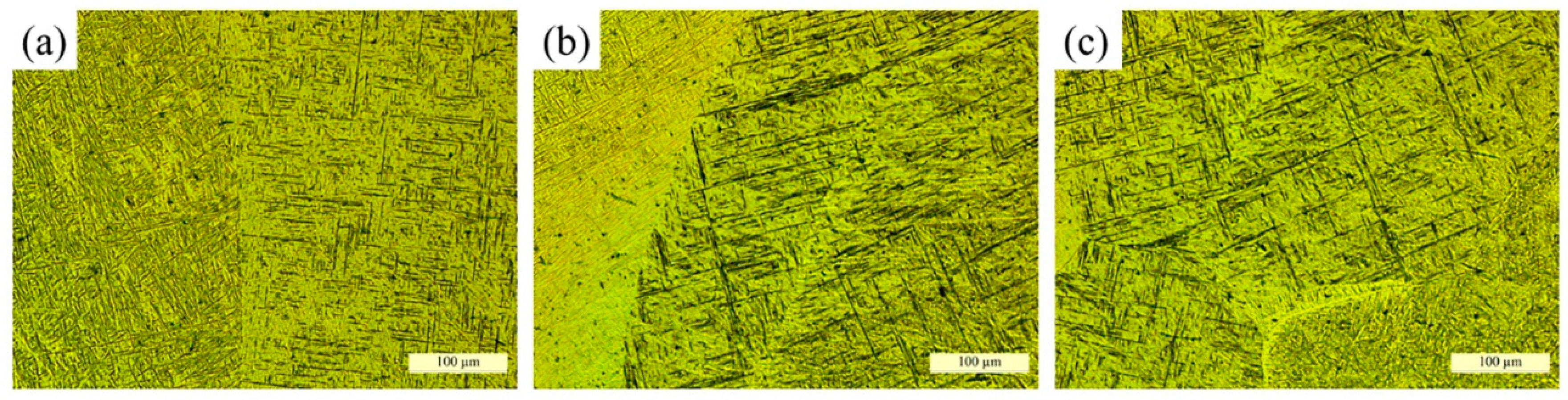
- (2)
- The macrostructure of prior-β grain changed from coarsen columnar β grain to an alternating distribution of equiaxed grain and short columnar grain, and formed a bamboo-like structure. The average grain size decreased from 785 μm to 371 μm, and the respect ratio of the β grain of the as-deposited samples and post-UIT samples are 3.42 and 2.16, respectively. The equiaxed grain size and respect ratio of the post-UIT samples are 186 μm and 1.33 μm.
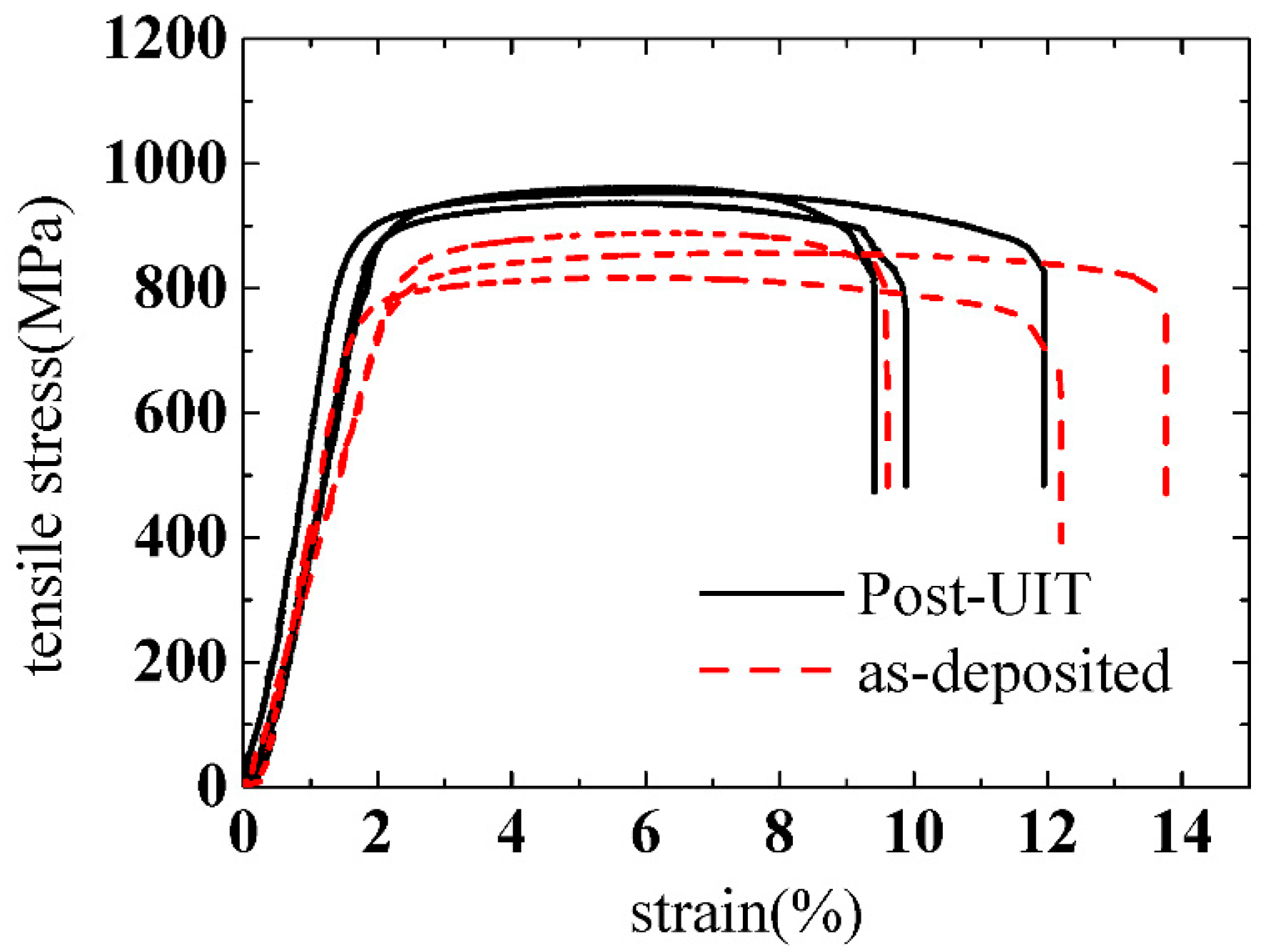
- (3)
- UIT improved the mechanical properties of the samples fabricated by WAAM. The tensile strength of the post-UIT samples (934 MPa) was higher than that of the as-deposited samples (870 MPa). However, the ductility of the post-UIT samples (10.29%) was not as high as the as-deposited samples (11.95%).
Author Contributions
Funding
Conflicts of Interest
References
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Sequeira Almeida, P.M.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef] [Green Version]
- Mueller, D.H.; Mueller, H. Experiences using rapid prototyping techniques to manufacture sheet metal forming tools. In Proceedings of the ISATA Conference, Dublin, Ireland, 25–27 September 2000; Volume 9. [Google Scholar]
- Levy, G.N.; Schindel, R.; Kruth, J.P. Rapid manufacturing and rapid tooling with layer manufacturing (LM) technologies, state of the art and future perspectives. CIRP Ann. Manuf. Technol. 2003, 52, 589–609. [Google Scholar] [CrossRef]
- King, D.; Tansey, T. Rapid tooling: Selective laser sintering injection tooling. J. Mater. Process. Technol. 2003, 132, 42–48. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Huang, C.; Zhang, Y.; Rui, V.; Shen, J. Dry sliding wear behavior of laser clad TiVCrAlSi high entropy alloy coatings on Ti–6Al–4V substrate. Mater. Des. 2012, 41, 338–343. [Google Scholar] [CrossRef]
- Zhen, L.I.; Tian, X.J.; Tang, H.B.; Wang, H.M. Low cycle fatigue behavior of laser melting deposited TC18 titanium alloy. Trans. Nonferr. Met. Soc. China 2013, 23, 2591–2597. [Google Scholar]
- Fessler, J.; Merz, R.; Nickel, A.; Prinz, F.B. Laser Deposition of Metals for Shape Deposition Manufacturing. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 1996; pp. 117–124. [Google Scholar]
- Ding, J.; Colegrove, P.; Mehnen, J.; Williams, S.; Wang, F.; Sequeira Almeida, P. A computationally efficient finite element model of wire and arc additive manufacture. Int. J. Adv. Manuf. Technol. 2014, 70, 227–236. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Coules, H.E.; Fairman, J.; Martina, F.; Kashoob, T.; Mamash, H.; Cozzolino, L.D. Microstructure and residual stress improvement in wire and arc additively manufactured parts through high-pressure rolling. J. Mater. Process. Technol. 2013, 213, 1782–1791. [Google Scholar] [CrossRef]
- Gao, H.; Dutta, R.K.; Huizenga, R.M.; Amirthalingam, M.; Hermans, M.J.M.; Buslaps, T.; Richardson, I.M. Stress relaxation due to ultrasonic impact treatment on multi-pass welds. Sci. Technol. Weld. Join. 2014, 19, 505–513. [Google Scholar] [CrossRef]
- Mordyuk, B.N.; Prokopenko, G.I.; Milman, Y.V.; Iefimov, M.O.; Sameljuk, A.V. Enhanced fatigue durability of Al–6Mg alloy by applying ultrasonic impact peening: Effects of surface hardening and reinforcement with AlCuFe quasicrystalline particles. Mater. Sci. Eng. A 2013, 563, 138–146. [Google Scholar] [CrossRef]
- Roy, S.; Fisher, J.W.; Yen, B.T. Fatigue resistance of welded details enhanced by ultrasonic impact treatment (UIT). Int. J. Fatigue 2003, 25, 1239–1247. [Google Scholar] [CrossRef]
- Kudryavtsev, Y.; Kleiman, J. Fatigue Life Improvement of Welded Elements by Ultrasonic Peening. Weld. Technol. 2014, 58, 47–53. [Google Scholar]
- Mordyuk, B.N.; Prokopenko, G.I. Fatigue life improvement of α-titanium by novel ultrasonically assisted technique. Mater. Sci. Eng. A 2006, 437, 396–405. [Google Scholar] [CrossRef]
- Mordyuk, B.N.; Prokopenko, G.I. Ultrasonic impact peening for the surface properties’ management. J. Sound Vib. 2007, 308, 855–866. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, C.; Shi, X.; Chen, X.; Chen, C.; Zuo, J.; Lu, J.; Ma, S. Residual Stress, Defects and Grain Morphology of Ti-6Al-4V Alloy Produced by Ultrasonic Impact Treatment Assisted Selective Laser Melting. Appl. Sci. 2016, 6, 304. [Google Scholar] [CrossRef]
- Bezençon, C.; Schnell, A.; Kurz, W. Epitaxial deposition of MCrAlY coatings on a Ni-base superalloy by laser cladding. Scr. Mater. 2003, 49, 705–709. [Google Scholar] [CrossRef]
- Kurz, W.; Bezençon, C.; Gäumann, M. Columnar to equiaxed transition in solidification processing. Sci. Technol. Adv. Mater. 2008, 2, 185–191. [Google Scholar] [CrossRef]
- Gäumann, M.; Bezençon, C.; Canalis, P.; KURZ, W. Single-crystal laser deposition of superalloys: Processing–microstructure maps. Acta Mater. 2001, 49, 1051–1062. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V. Metall. Mater. Trans. A Phys. Met. Mater. Sci. 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Babu, N.K.; Raman, S.G.S.; Mythili, R.; Saroja, S. Correlation of microstructure with mechanical properties of TIG weldments of Ti–6Al–4V made with and without current pulsing. Mater. Charact. 2007, 58, 581–587. [Google Scholar] [CrossRef]
- Sundaresan, S.; Ram, G.D.J. Use of magnetic arc oscillation for grain refinement of gas tungsten arc welds in α-β titanium alloys. Sci. Technol. Weld. Join. 2013, 4, 151–160. [Google Scholar] [CrossRef]
- Lathabai, S.; Jarvis, B.L.; Barton, K.J. Comparison of keyhole and conventional gas tungsten arc welds in commercially pure titanium. Mater. Sci. Eng. A 2001, 299, 81–93. [Google Scholar] [CrossRef]
- Sundaresan, S.; Ram, G.D.J.; Reddy, G.M. Microstructural refinement of weld fusion zones in α-β, titanium alloys using pulsed current welding. Mater. Sci. Eng. A 1999, 262, 88–100. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Values |
|---|---|
| Type of welding current | Pulsed direct current (DC) |
| Peak time Current | 160 A |
| Pulse frequency | 1.6 Hz |
| Wire feed rate | 1 m/min |
| Scanning speed | 120 mm/min |
| Argon | 99.999% purity |
| Shield gas flow rate | 20 L/min |
| Arc length | 5.5 mm |
| Tungsten electrode diameter | 2.4 mm |
| UIT head scanning speed | 50 mm/min |
| UIT output frequency | 20 KHz |
| UIT output power | 0.8 kW |
| Samples | Von Mises Residual Stress (MPa) |
|---|---|
| Seven layers without UIT | 250 ± 2.6 |
| Seven layers with UIT | 56 ± 10.6 |
| Single layer without UIT | 96 ± 17.6 |
| Single layer with UIT | 54 ± 7.6 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Jin, X.; Liu, C.; Xiao, M.; Lu, J.; Fan, H.; Ma, S. Residual Stress, Mechanical Properties, and Grain Morphology of Ti-6Al-4V Alloy Produced by Ultrasonic Impact Treatment Assisted Wire and Arc Additive Manufacturing. Metals 2018, 8, 934. https://doi.org/10.3390/met8110934
Yang Y, Jin X, Liu C, Xiao M, Lu J, Fan H, Ma S. Residual Stress, Mechanical Properties, and Grain Morphology of Ti-6Al-4V Alloy Produced by Ultrasonic Impact Treatment Assisted Wire and Arc Additive Manufacturing. Metals. 2018; 8(11):934. https://doi.org/10.3390/met8110934
Chicago/Turabian StyleYang, Yichong, Xin Jin, Changmeng Liu, Muzheng Xiao, Jiping Lu, Hongli Fan, and Shuyuan Ma. 2018. "Residual Stress, Mechanical Properties, and Grain Morphology of Ti-6Al-4V Alloy Produced by Ultrasonic Impact Treatment Assisted Wire and Arc Additive Manufacturing" Metals 8, no. 11: 934. https://doi.org/10.3390/met8110934