The Effect of Isothermal Multi-Directional Forging on the Grain Structure, Superplasticity, and Mechanical Properties of the Conventional Al–Mg-Based Alloy

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
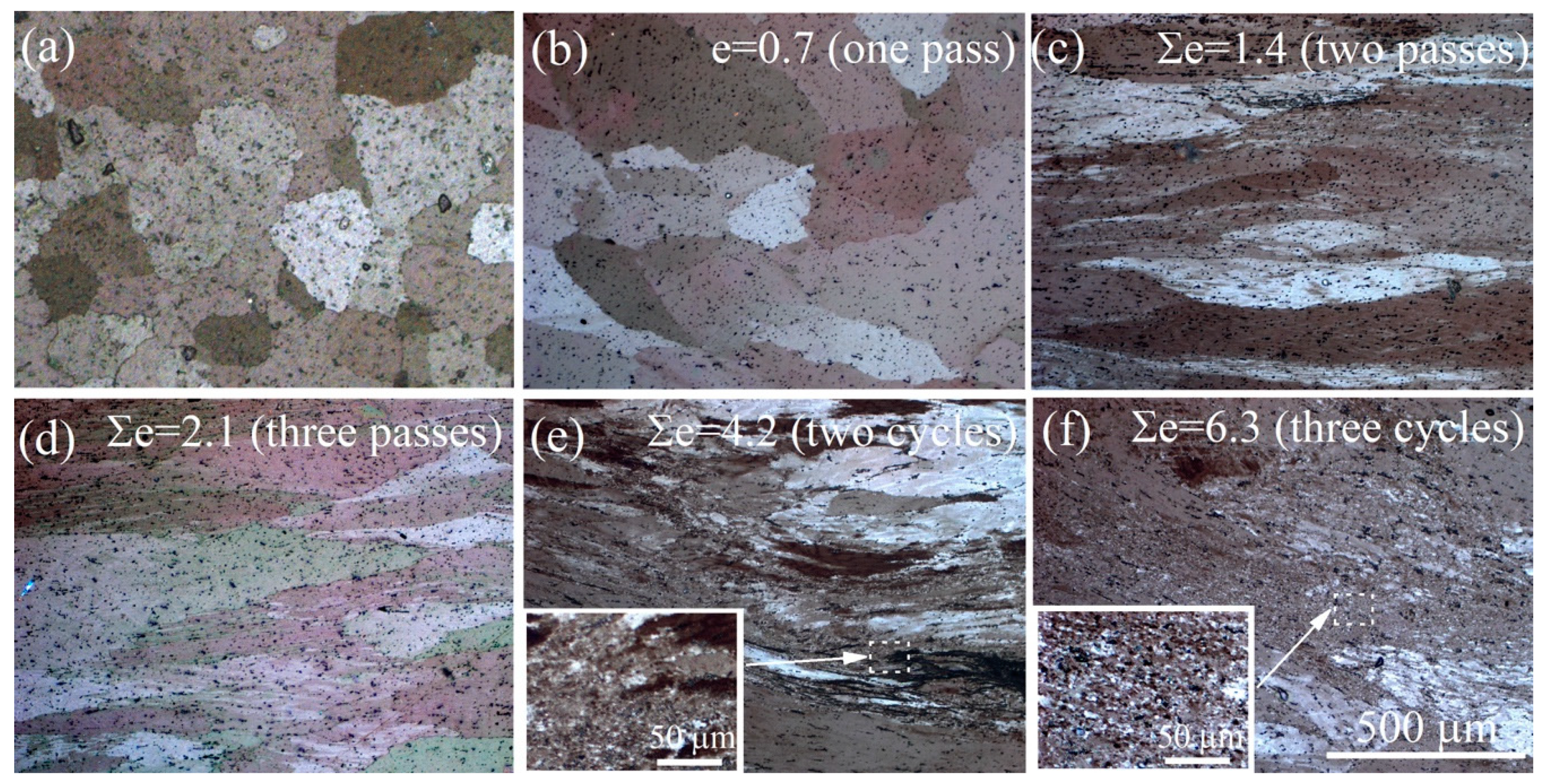
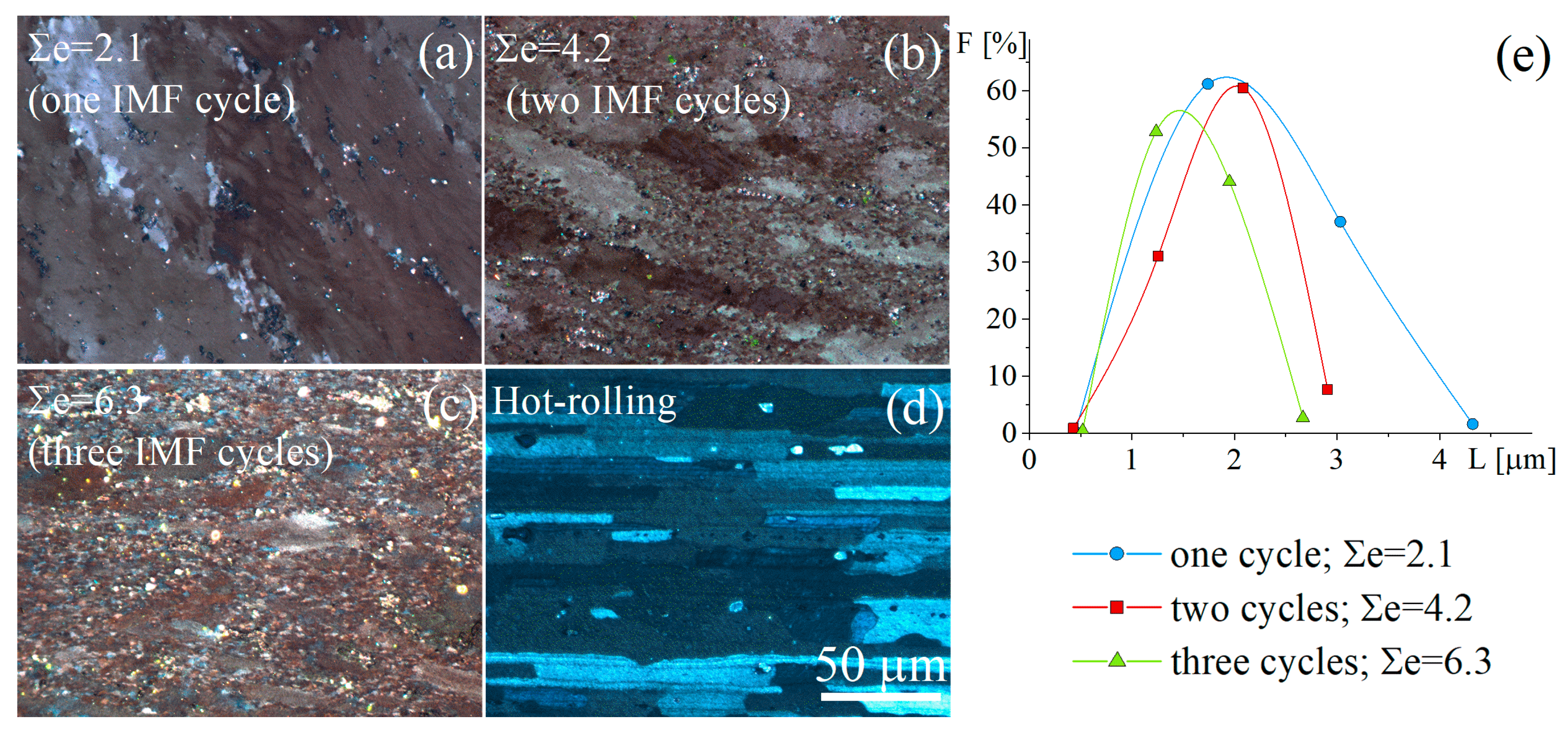
3.1. Grain Structure Evolution at IMF
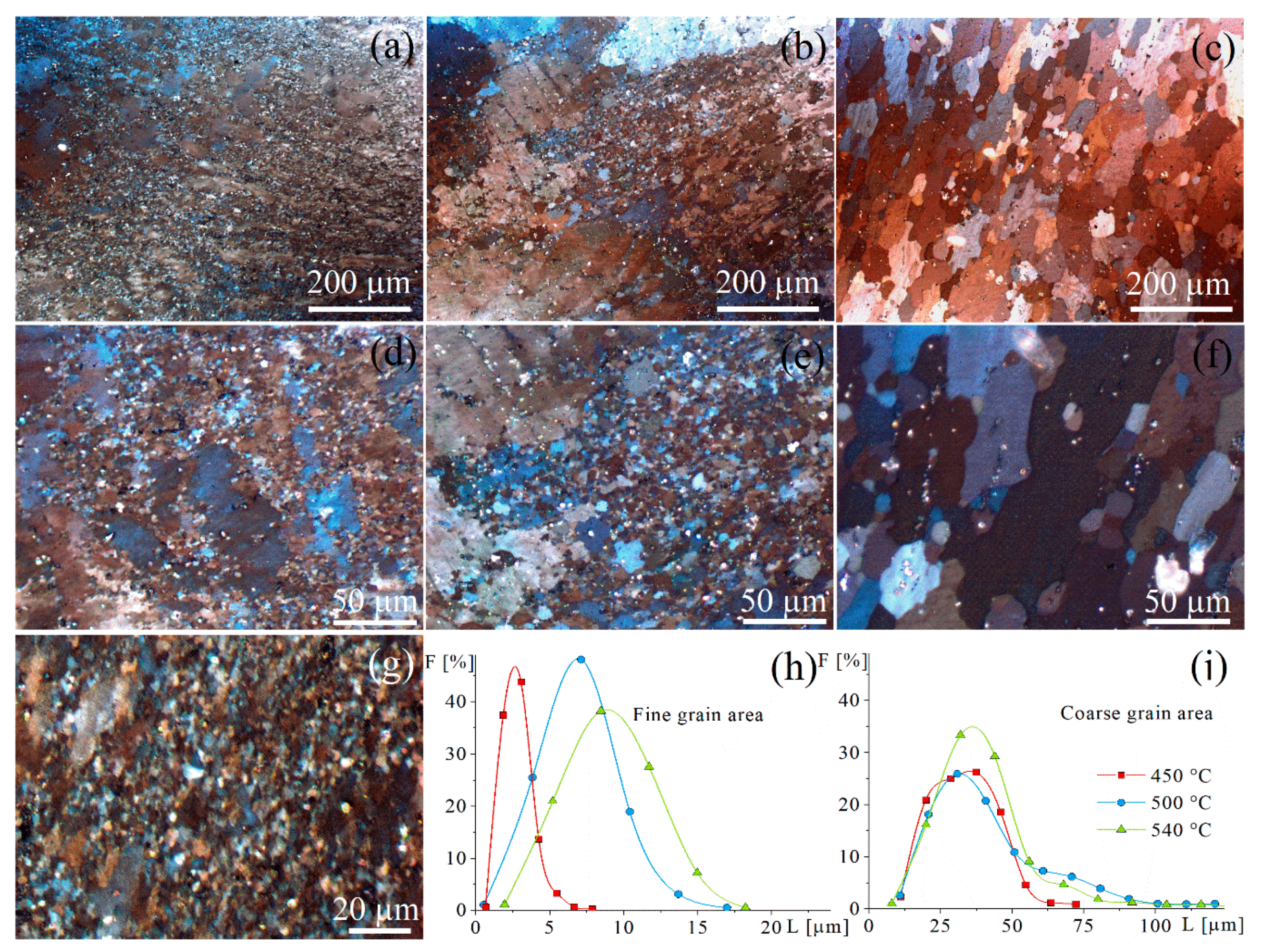
3.2. Grain Structure Evolution of IMF Proceeded Samples at Annealing in a Temperature Range of 450–540 °C (Mode A)
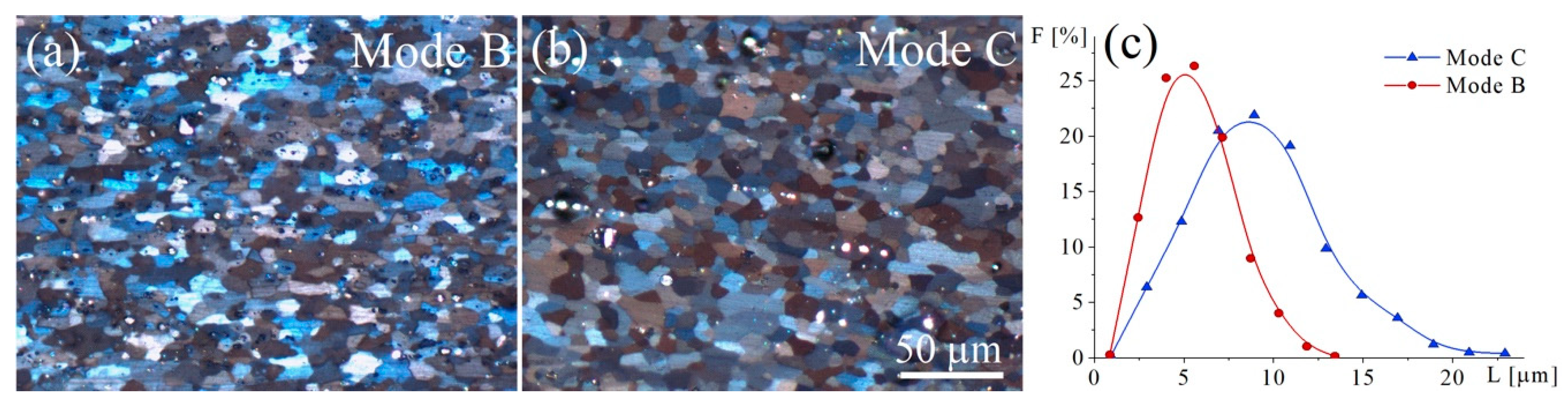
3.3. Grain Structure of the Sheets (Modes B and C)
3.4. Tensile Test
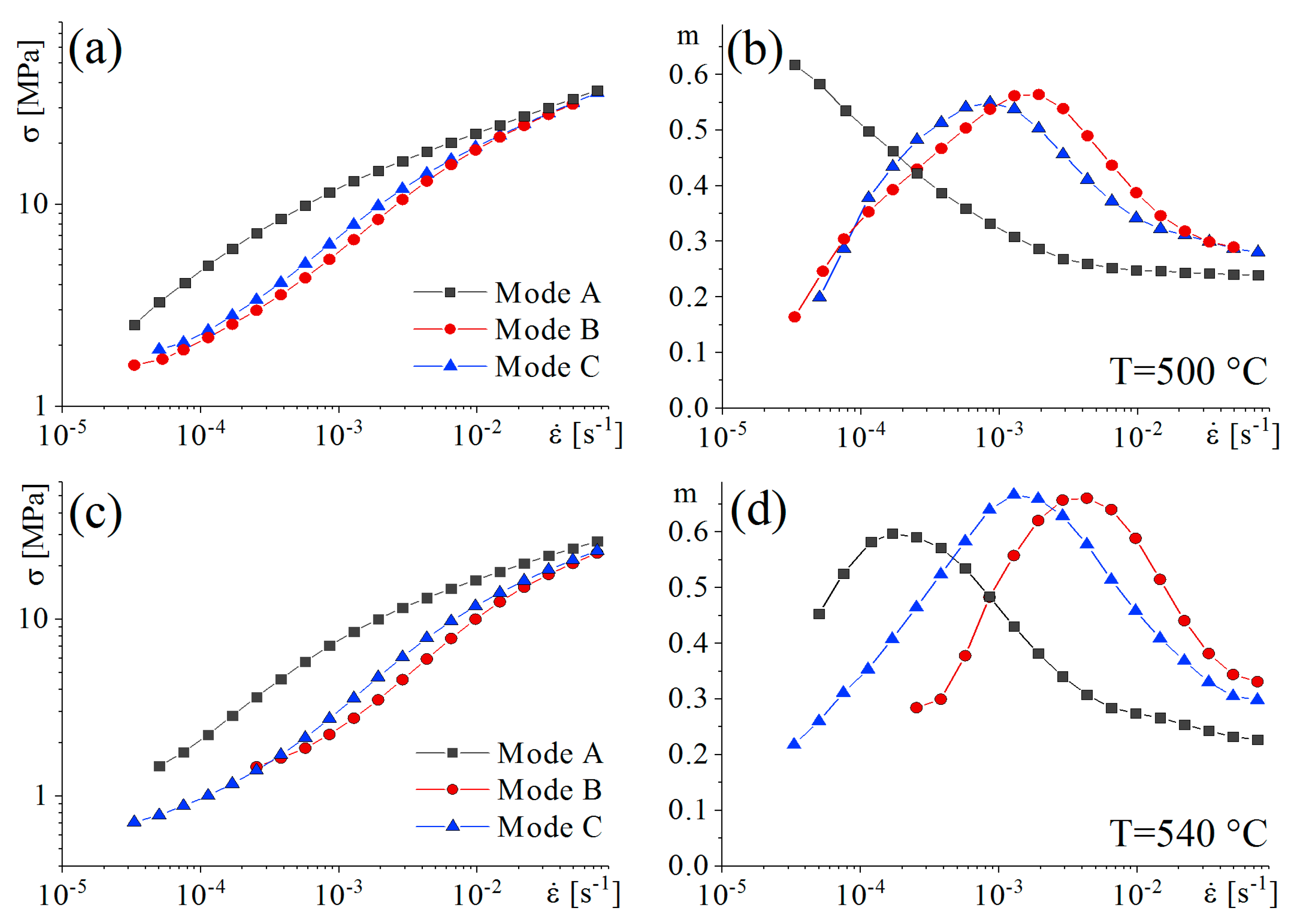
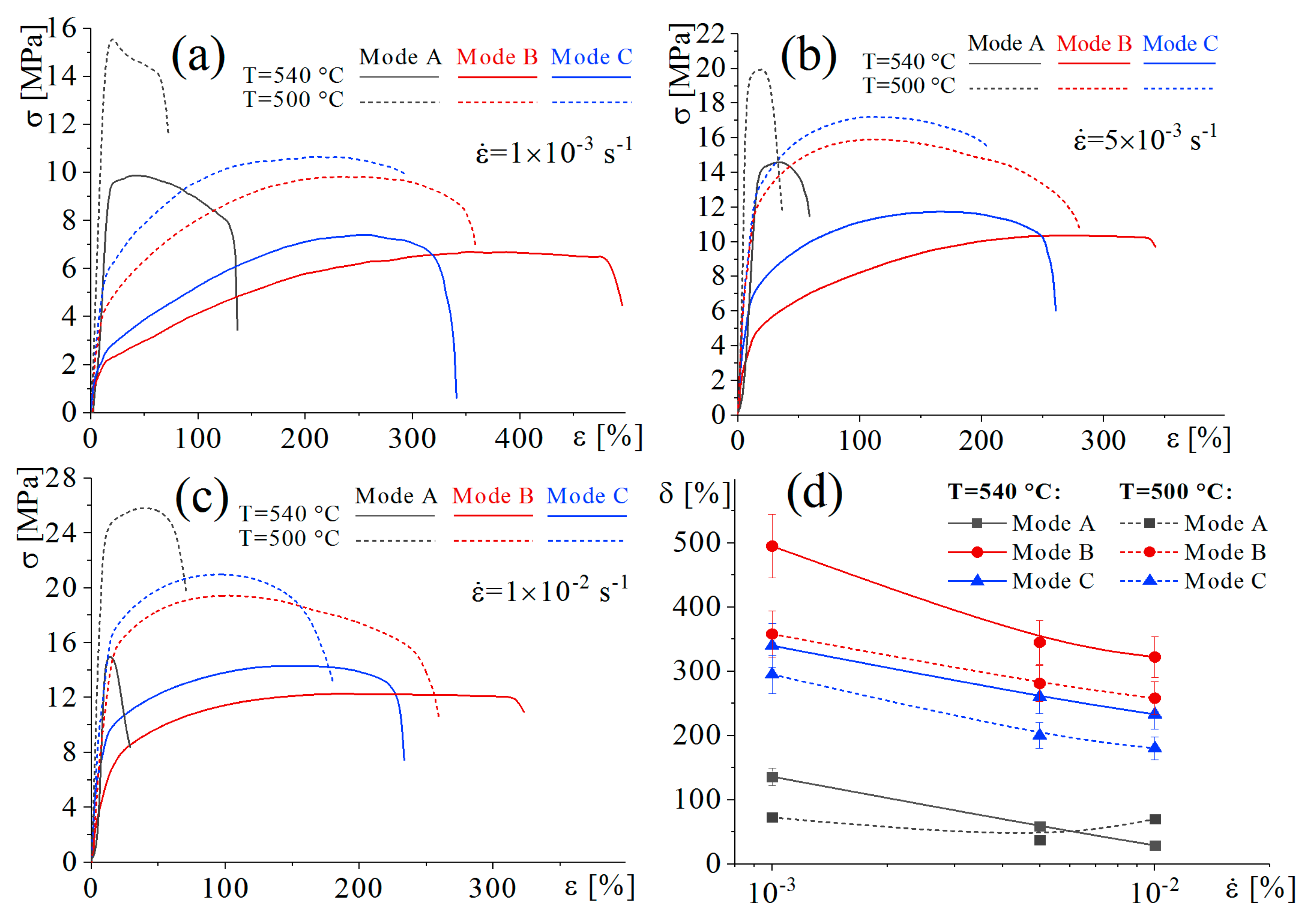
3.4.1. Superplastic Behavior at Elevated Temperatures
3.4.2. Room Temperature Tensile Tests
4. Conclusions
- (1)
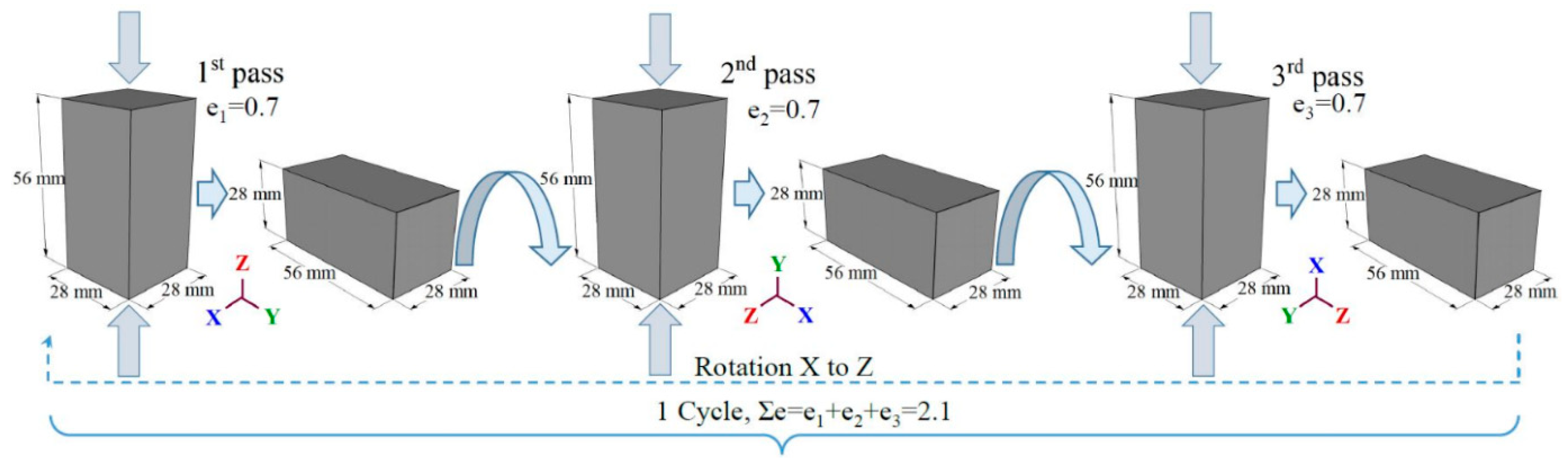
- The micro-shear bands were formed inside the original grains after the second (∑e = 1.4) and the third (∑e = 2.1) IMF passes, and the dynamic recrystallization started during the third IMF pass. The fraction of recrystallized grains increased, and their size decreased in both the periphery and central part of the sample as the cumulative strain increased from 2.1 to 6.3.
- (2)
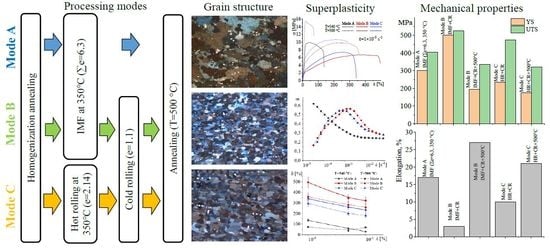
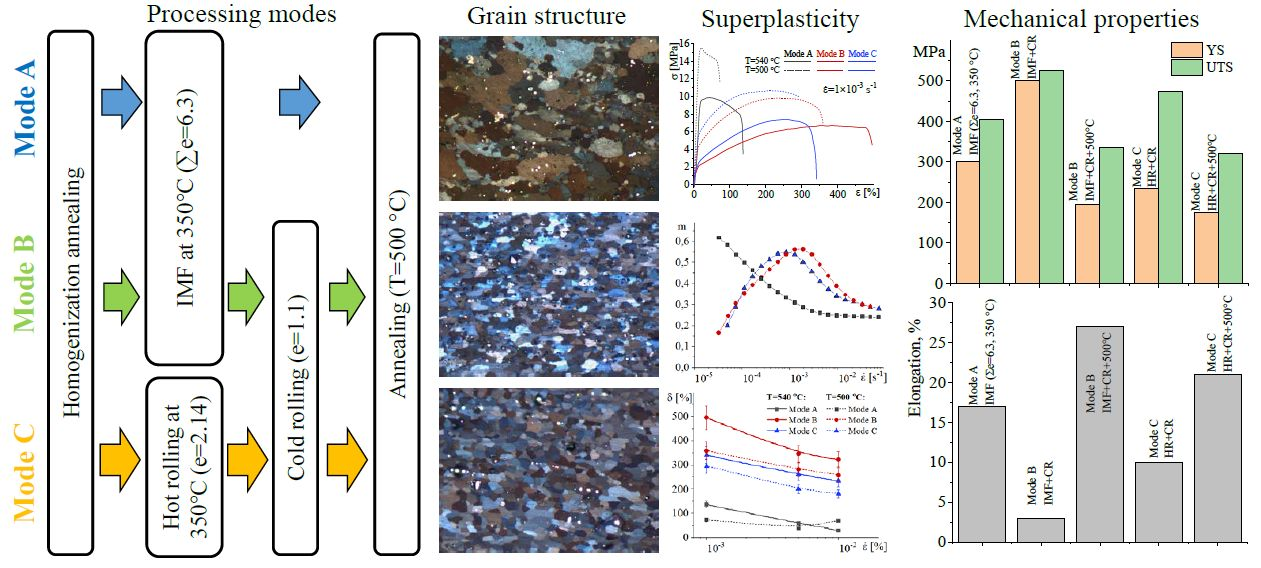
- The IMF processed samples exhibited a non-homogeneous grain structure consisting of fine and coarse grain areas. The sizes of original coarse grains varied in a range of 30–140 µm. Fifty-seven percent of recrystallized grains with a mean size of 1.2 µm were observed in the central part and 43% of recrystallized grains with a mean size of 2.9 µm were observed in the periphery of the samples. The recrystallized fraction was unchanged, and the grain growth occurred in the fine-grained area during annealing in a temperature range of 450–540 °C, leading to an increase in the mean grain size of 1.9–9.4 µm. The IMF processed samples exhibited an ultimate tensile strength (UTS) of 405 MPa, a yield strength (YS) of 300 MPa and an elongation to failure of 17%. The non-homogeneous grain structure resulted in non-superplastic behavior of the alloy in a strain rate range of 10−3 to 10−2 s−1 at 500 and 540 °C.
- (3)
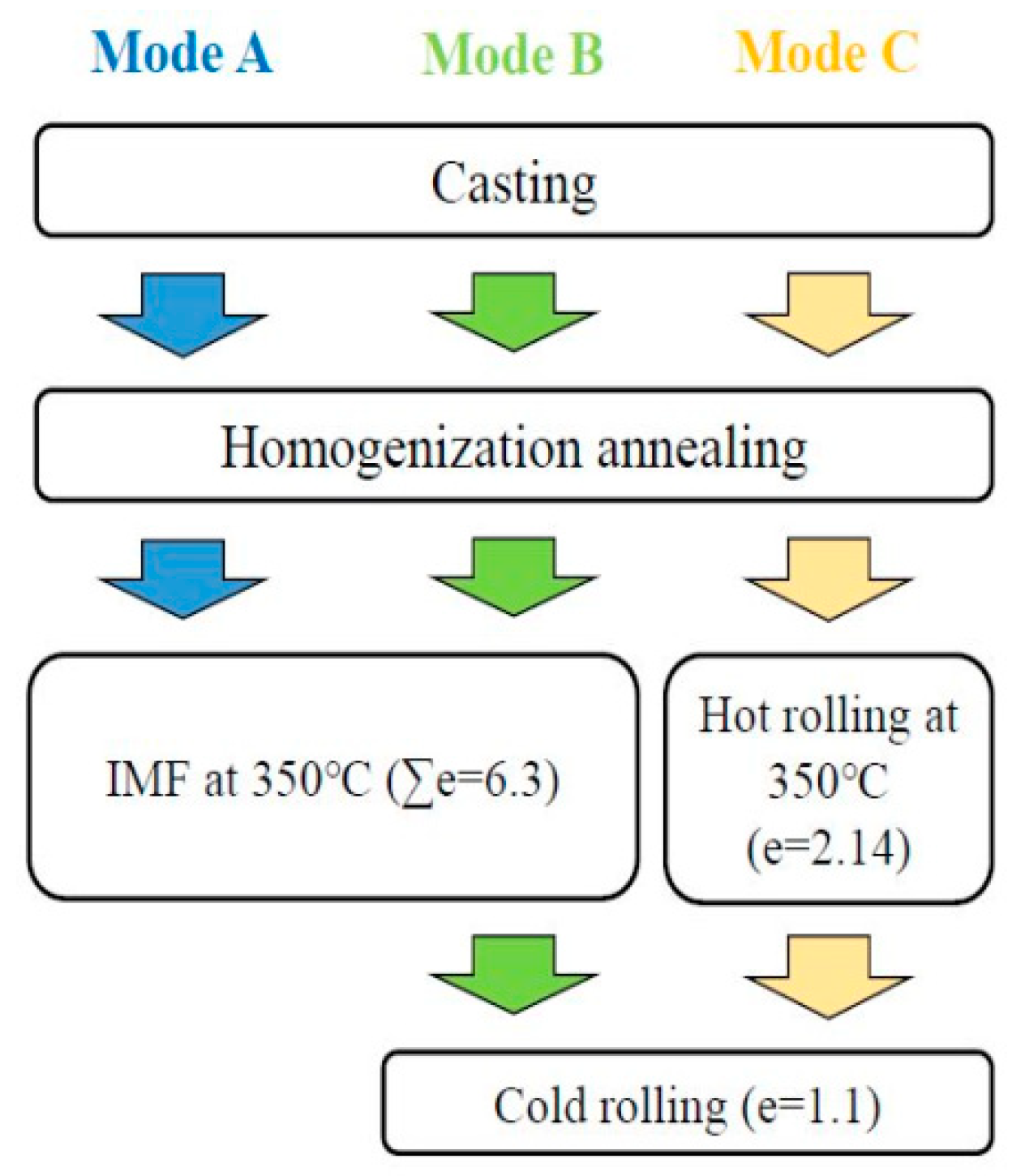
- The sheets exposed to IMF with subsequent cold rolling and recrystallization annealing at 500 °C demonstrated a homogeneous fine grain structure with a mean size of 4.8 µm and high strain rate superplasticity with elongation of 350–500%, a strain rate sensitivity index of m = 0.5–0.6 in a strain rate range of 10−3 to 10−2 s−1 at 500 and 540 °C. In comparison, the elongation to failure was 250–350%, and the mean grain size was 8.0 µm in the sheets processed by simple thermo-mechanical treatment. Cold rolling of IMF-processed samples led to an increase in YS to 500 MPa: two times higher than that of samples subjected to a simple thermo-mechanical treatment which included hot and cold rolling.
Author Contributions
Funding
Conflicts of Interest
References
- Langdon, T.G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement. Acta Mater. 2013, 61, 7035–7059. [Google Scholar] [CrossRef]
- Sabirov, I.; Murashkin, M.; Yu, R.Z. Valiev, Nanostructured aluminium alloys produced by severe plastic deformation: New horizons in development. Mater. Sci. Eng. A 2013, 560, 1–24. [Google Scholar] [CrossRef]
- Kawasaki, M.; Ahn, B.; Kumar, P.; Jang, J.; Langdon, T.G. Nano- and Micro-Mechanical Properties of Ultrafine-Grained Materials Processed by Severe Plastic Deformation Techniques. Adv. Eng. Mater. 2017, 19, 1–17. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Sabirov, I.; Zhilyaev, A.P.; Langdon, T.G. Bulk nanostructured metals for innovative applications. JOM 2012, 64, 1134–1142. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Cao, Y.; Ni, S.; Liao, X.; Song, M.; Zhu, Y. Structural evolutions of metallic materials processed by severe plastic deformation. Mater. Sci. Eng. R Rep. 2018, 133, 1–59. [Google Scholar] [CrossRef]
- Sitdikov, O.; Sakai, T.; Goloborodko, A.; Miura, H.; Kaibyshev, R. Effect of pass strain on grain refinement in 7475 Al alloy during hot multidirectional forging. Mater. Trans. 2004, 45, 2232–2238. [Google Scholar] [CrossRef]
- Estrin, Y.; Murashkin, M.; Valiev, R. Ultrafine-Grained Aluminium Alloys: Processes, Structural Features and Properties. Fundamentals of Aluminium Metallurgy: Production, Processing and Applications; Publisher Woodhead Publishing: Great Britain, UK, 2011; pp. 468–503. [Google Scholar]
- Mogucheva, A.; Yuzbekova, D.; Kaibyshev, R. Superplasticity in a 5024 aluminium alloy subjected to ECAP and subsequent cold rolling. Mater. Sci. Forum 2016, 838–839, 428–433. [Google Scholar] [CrossRef]
- Avtokratova, E.V.; Sitdikov, O.S.; Markushev, M.V. Superplasticity of Al-Mg-Sc(Zr) alloys, subjected to intense plastic deformation(Review). Mater. Phys. Mech. 2017, 33, 19–28. [Google Scholar]
- Valiev, R.Z.; Salishchev, G.A.; Utyashev, F.Z.; Langdon, T.G. Studies on the superplasticity effect in UFA: History and development. Rev. Adv. Mater. Sci. 2018, 54, 14–24. [Google Scholar]
- Valiev, R.Z.; Salimonenko, D.A.; Tsenev, N.K.; Berbon, P.B.; Langdon, T.G. Observations of high strain rate superplasticity in commercial aluminum alloys with ultrafine grain sizes. Scr. Mater. 1997, 37, 1945–1950. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon, T.G. Principles of superplasticity in ultrafine-grained materials. Rev. Adv. Mater. Sci. 2018, 54, 46–55. [Google Scholar] [CrossRef]
- Markushev, M.V. On the methods of severe plastic deformation for bulk nanomaterials processing. Lett. Mater. 2011, 1, 36–42. [Google Scholar] [CrossRef]
- Mulyukov, R.R.; Imayev, R.M.; Nazarov, A.A. Production, properties and application prospects of bulk nanostructured materials. J. Mater. Sci. 2008, 43, 7257–7263. [Google Scholar] [CrossRef]
- Bereczki, P.; Szombathely, V.; Krallics, G. Production of ultrafine grained aluminum by cyclic severe plastic deformation at ambient temperature. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012140. [Google Scholar] [CrossRef]
- Rao, P.N.; Singh, D.; Jayaganthan, R. Mechanical properties and microstructural evolution of Al 6061 alloy processed by multidirectional forging at liquid nitrogen temperature. Mater. Des. 2014, 56, 97–104. [Google Scholar] [CrossRef]
- Sitdikov, O.; Garipova, R.; Avtokratova, E.; Mukhametdinova, O.; Markushev, M. Effect of temperature of isothermal multidirectional forging on microstructure development in the Al-Mg alloy with nano-size aluminides of Sc and Zr. J. Alloys Compd. 2018, 746, 520–531. [Google Scholar] [CrossRef]
- Jandaghi, M.R.; Pouraliakbar, H.; Gharah Shiran, M.K.; Khalajd, G.; Shirazie, M. On the effect of non-isothermal annealing and multi-directional forging on the microstructural evolutions and correlated mechanical and electrical characteristics of hot-deformed Al-Mg alloy. Mater. Sci. Eng. A 2016, 657, 431–440. [Google Scholar] [CrossRef]
- Armstrong, P.E.; Hockett, J.E.; Sherby, O.D. Large Deformation of 1100 Aluminum at 300 K. J. Mech. Phys. Solids 1982, 30, 37–58. [Google Scholar] [CrossRef]
- Xu, X.; Zhang, Q.; Hu, N.; Huang, Y.; Langdon, T.G. Using an Al-Cu binary alloy to compare processing by multi-axial compression and high-pressure torsion. Mater. Sci. Eng. A 2013, 588, 280–287. [Google Scholar] [CrossRef]
- Buckingham, R.C.; Argyrakis, C.; Hardy, M.C.; Birosca, S. The effect of strain distribution on microstructural developments during forging in a newly developed nickel base superalloy. Mater. Sci. Eng. A 2016, 654, 317–328. [Google Scholar] [CrossRef] [Green Version]
- Montazeri-Pour, M.; Parsa, M.H.; Jafarian, H.R.; Taieban, S. Microstructural and mechanical properties of AA1100 aluminum processed by multi-axial incremental forging and shearing. Mater. Sci. Eng. A 2015, 639, 705–716. [Google Scholar] [CrossRef]
- Zhu, Q.; Li, L.; Ban, C.; Zhao, Z.; Zuo, Y.; Cui, J. Structure uniformity and limits of grain refinement of high purity aluminum during multi-directional forging process at room temperature. Trans. Nonferrous Met. Soc. China 2014, 24, 1301–1306. [Google Scholar] [CrossRef]
- Snopiński, P.; Król, M. Microstructure, Mechanical Properties and Strengthening Mechanism Analysis in an AlMg5 Aluminium Alloy Processed by ECAP and Subsequent Ageing. Metals 2018, 8, 969. [Google Scholar] [CrossRef]
- Khani Moghanaki, S.; Kazeminezhad, M.; Logé, R. Mechanical behavior and texture development of over-aged and solution treated Al-Cu-Mg alloy during multi-directional forging. Mater. Charact. 2018, 135, 221–227. [Google Scholar] [CrossRef]
- Dashti, A.; Shaeri, M.; Taghiabadi, R.; Djavanroodi, F.; Vali Ghazvini, F.; Javadi, H. Microstructure, Texture, Electrical and Mechanical Properties of AA-6063 Processed by Multi Directional Forging. Materials 2018, 11, 2419. [Google Scholar] [CrossRef]
- Sitdikov, O.; Sakai, T.; Goloborodko, A.; Miura, H.; Kaibyshev, R. Grain refinement in coarse-grained 7475 Al alloy during severe hot forging. Philos. Mag. 2005, 85, 1159–1175. [Google Scholar] [CrossRef]
- Sitdikov, O.; Sakai, T.; Miura, H.; Hama, C. Temperature effect on fine-grained structure formation in high-strength Al alloy 7475 during hot severe deformation. Mater. Sci. Eng. A 2009, 516, 180–188. [Google Scholar] [CrossRef]
- Wang, M.; Huang, L.; Liu, W.; Ma, Y.; Huang, B. Influence of cumulative strain on microstructure and mechanical properties of multi-directional forged 2A14 aluminum alloy. Mater. Sci. Eng. A 2016, 674, 40–51. [Google Scholar] [CrossRef]
- Aoba, T.; Kobayashi, M.; Miura, H. Microstructural evolution and enhanced mechanical properties by multi-directional forging and aging of 6000 series aluminum alloy. Mater. Trans. 2018, 59, 373–379. [Google Scholar] [CrossRef]
- Noda, M.; Hirohashi, M.; Funami, K. Low temperature superplasticity and its deformation mechanism in grain refinement of Al-Mg alloy by multi-axial alternative forging. Nippon Kinzoku Gakkaishi/J. Jpn. Inst. Met. 2003, 67, 98–105. [Google Scholar] [CrossRef]
- Ben Naser, T.S.; Krallics, G. The Superplasticity Behavior of Multiple Forged Al7075 Alloy. Int. J. Innov. Res. Adv. Eng. 2016, 2, 61–65. [Google Scholar]
- Cao, F.; Xue, G.; Xu, G. Superplasticity of a dual-phase-dominated Mg-Li-Al-Zn-Sr alloy processed by multidirectional forging and rolling. Mater. Sci. Eng. A 2017, 704, 360–374. [Google Scholar] [CrossRef]
- Li, J.L.; Wu, D.; Yang, Q.B.; Chen, R.S. Superplasticity of multi-directional impact forged Mg-Gd-Y-Zr alloy. J. Alloy. Compd. 2016, 672, 27–35. [Google Scholar] [CrossRef]
- Xing, J.; Yang, X.; Miura, H.; Sakai, T. Superplasticity of Fine-Grained Magnesium Alloy AZ31 Processed by Multi-Directional Forging. Mater. Trans. 2007, 48, 1406–1411. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.-R.; Xing, J.; Yang, X.; Miura, H.; Sakai, T. Anisotropy of low temperature superplasticity of fine grained magnesium alloy AZ31 processed by multidirectional forging. Mater. Sci. Technol. 2009, 25, 1442–1447. [Google Scholar] [CrossRef]
- Xing, J.; Yang, X.Y.; Miura, H.; Sakai, T. Low Temperature Superplasticity of Fine-Grained Magnesium Alloy AZ31. Adv. Mater. Res. 2007, 15–17, 467–472. [Google Scholar] [CrossRef]
- Kishchik, M.S.; Mikhailovskaya, A.V.; Levchenko, V.S.; Kotov, A.D.; Drits, A.M.; Portnoy, V.K. Formation of Fine-Grained Structure and Superplasticity in Commercial Aluminum Alloy 1565ch. Met. Sci. Heat Treat. 2017, 58, 543–547. [Google Scholar] [CrossRef]
- Faraji, G.; Kim, H.S.; Kashi, H.T. Severe Plastic Deformation: Methods, Processing and Properties; Elsevier: Amsterdam, The Netherlands, 2018; p. 324. ISBN 9780128135679. [Google Scholar]
- Sakai, T.; Jonas, J.J. Plastic deformation: Role of recovery and recrystallization. Encycl. Mater. Sci. Technol. 2001, 7, 7079. [Google Scholar]
- Kishchik, M.S.; Mikhaylovskaya, A.V.; Kotov, A.D.; Mosleh, A.O.; AbuShanab, W.S.; Portnoy, V.K. Effect of multidirectional forging on the grain structure and mechanical properties of the Al-Mg-Mn alloy. Materials 2018, 11, 2166. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mg | Mn | Zn | Zr | Cr | Ti | Fe+Si | Al |
|---|---|---|---|---|---|---|---|---|
| Concentration | 5.66 | 0.81 | 0.67 | 0.09 | 0.07 | 0.04 | 0.3 | Base |
| Treatment | Mode B | Mode C |
|---|---|---|
| Mean grain size, μm | 4.8 ± 0.1 | 8.0 ± 0.3 |
| Form factor | 0.79 | 0.73 |
| Mode | Yield Strength, MPa | Ultimate Tensile Strength, MPa | δ, % |
|---|---|---|---|
| Mode A | 300 ± 5 | 405 ± 4 | 17 ± 1 |
| Mode B, as-rolled | 500 ± 5 | 525 ± 7 | 3 ± 1 |
| Mode B, annealing at 500 °C for 30 min | 195 ± 3 | 335 ± 5 | 27 ± 2 |
| Mode C, as-rolled | 235 ± 5 | 475 ± 6 | 10 ± 1 |
| Mode C, annealing at 500 °C for 30 min | 175 ± 5 | 320 ± 5 | 21 ± 1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mikhaylovskaya, A.V.; Kotov, A.D.; Kishchik, M.S.; Prosviryakov, A.S.; Portnoy, V.K. The Effect of Isothermal Multi-Directional Forging on the Grain Structure, Superplasticity, and Mechanical Properties of the Conventional Al–Mg-Based Alloy. Metals 2019, 9, 33. https://doi.org/10.3390/met9010033
Mikhaylovskaya AV, Kotov AD, Kishchik MS, Prosviryakov AS, Portnoy VK. The Effect of Isothermal Multi-Directional Forging on the Grain Structure, Superplasticity, and Mechanical Properties of the Conventional Al–Mg-Based Alloy. Metals. 2019; 9(1):33. https://doi.org/10.3390/met9010033
Chicago/Turabian StyleMikhaylovskaya, Anastasia V., Anton D. Kotov, Mikhail S. Kishchik, Alexey S. Prosviryakov, and Vladimir K. Portnoy. 2019. "The Effect of Isothermal Multi-Directional Forging on the Grain Structure, Superplasticity, and Mechanical Properties of the Conventional Al–Mg-Based Alloy" Metals 9, no. 1: 33. https://doi.org/10.3390/met9010033