
Nanocellulose Production: Exploring the Enzymatic Route and Residues of Pulp and Paper Industry

 , and
, and
Abstract
:1. Introduction
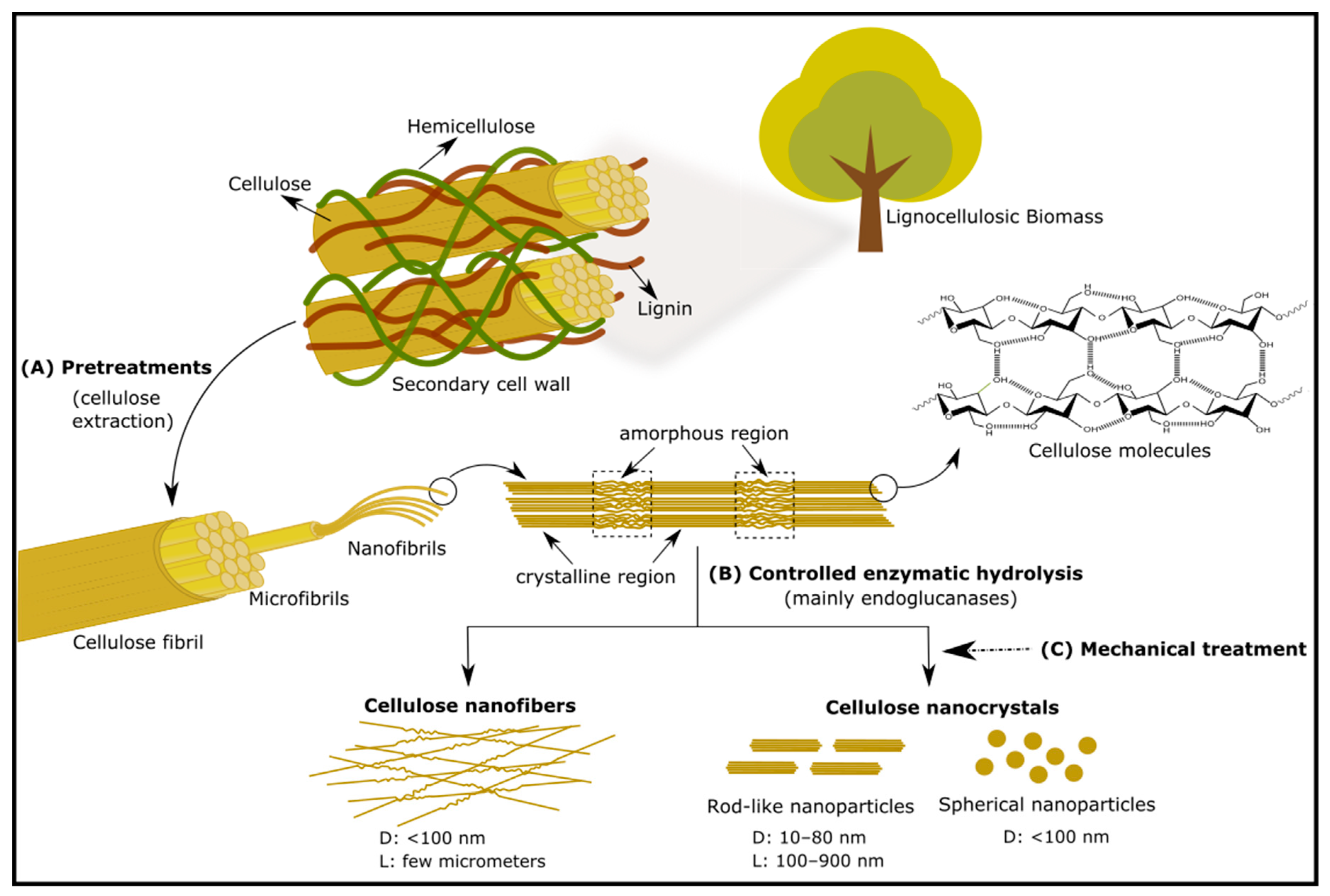
2. Cellulose Structure and Types
3. Processing of Lignocellulosic Biomass for Cellulose Extraction
3.1. Main Source of Cellulose and Industrial Process of Extraction
3.2. Alternative Sources and Methods for Cellulose Extraction
4. Nanocellulose Classification
5. Nanocellulose Production by Enzymatic Hydrolysis
5.1. Different Approaches for the Integration of Enzymatic Hydrolysis on Nanocellulose Production
5.2. Mechanisms of Cellulolytic Enzymes
5.2.1. The Cellulolytic Complex—Synergetic Deconstruction of Cellulose
5.2.2. The Major Role of EGs: Single Component vs. Enzymes Mixture
5.3. Other Enzymes in Nanocellulose Production
5.3.1. Xylanases
5.3.2. LPMOs
5.4. Relevant Factors on the Enzymatic Process
5.4.1. Raw-Material Composition and Pretreatment
5.4.2. Enzyme Dosage and Hydrolysis Time
5.4.3. Temperature and pH
5.4.4. Composition of the Cellulases Mixture
5.4.5. Assistance by Mechanical Treatment
5.5. Integration of Nanocellulose Production with Other Biotechnological Products
5.6. Main Advantages of Enzymatic Nanocellulose Production
5.6.1. Operation under Milder and Less Hazardous Conditions
5.6.2. High Selectivity and Improved Nanocellulose Properties
5.6.3. Economic Improvements
6. Nanocellulose Properties
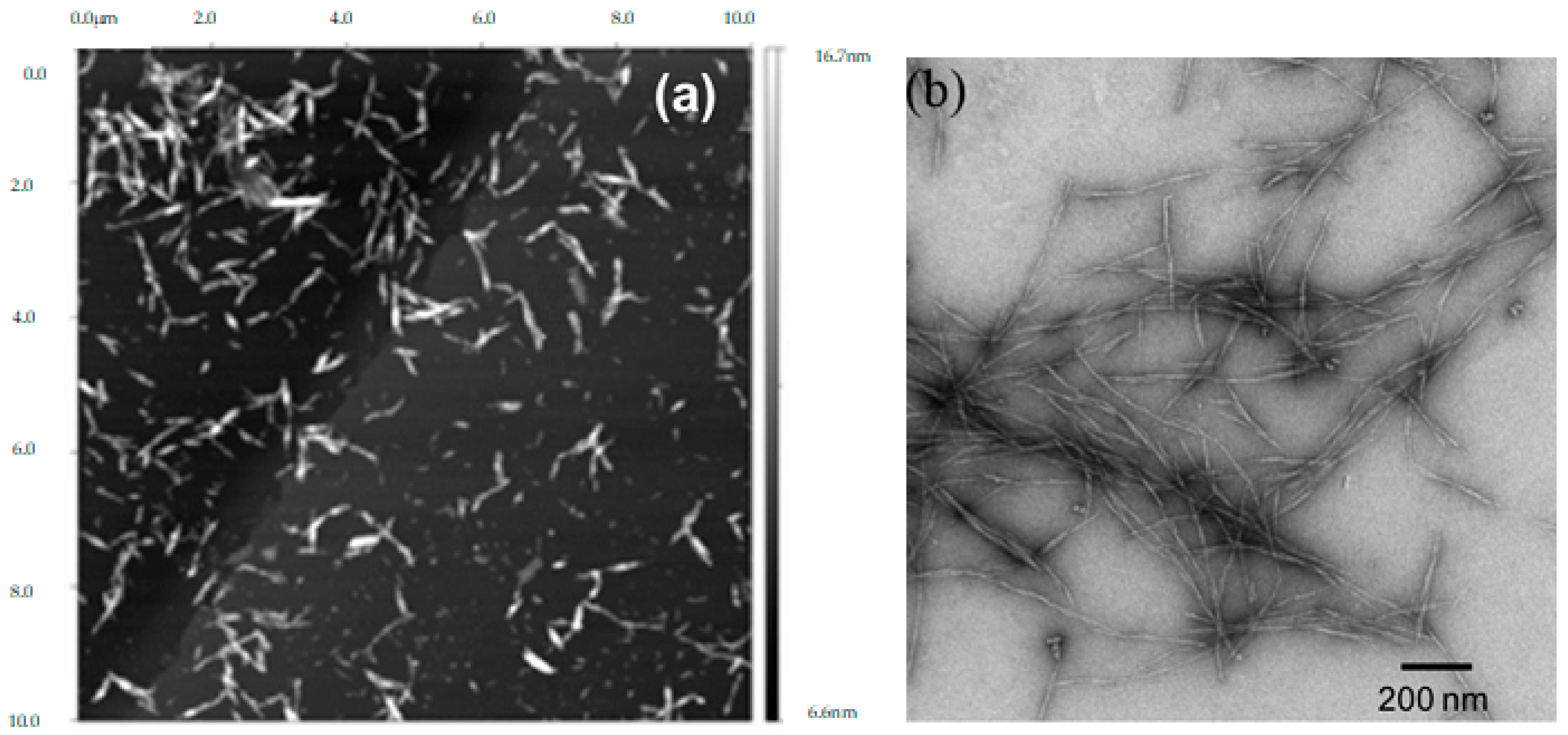
6.1. Morphology and Size
6.2. Crystallinity and Polymerization Degree
6.3. Mechanical Properties
6.4. Thermal Properties
6.5. Barrier Properties
6.6. Optical Properties
6.7. Rheological Properties
7. Market and Applications
8. Final Remarks
Funding
Conflicts of Interest
References
- Zhu, J.Y.; Sabo, R.; Luo, X. Integrated production of nano-fibrillated cellulose and cellulosic biofuel (ethanol) by enzymatic fractionation of wood fibers. Green Chem. 2011, 13, 1339–1344. [Google Scholar] [CrossRef]
- Camargo, L.A.; Pereira, S.C.; Correa, A.C.; Farinas, C.S.; Marconcini, J.M.; Mattoso, L.H.C. Feasibility of manufacturing cellulose nanocrystals from the solid residues of second-generation ethanol production from sugarcane bagasse. Bioenergy Res. 2016, 9, 894–906. [Google Scholar] [CrossRef]
- Habibi, Y.; Lucia, L.A.; Rojas, O.J. Cellulose nanocrystals: Chemistry, self-assembly, and applications. Chem. Rev. 2010, 110, 3479–3500. [Google Scholar] [CrossRef]
- Bajpai, P. Pulp and Paper Industry-Nanotechnology in Forest Industry; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Eichhorn, S.J.; Dufresne, A.; Aranguren, M.; Marcovich, N.E.; Capadona, J.R.; Rowan, S.J.; Weder, C.; Thielemans, W.; Roman, M.; Renneckar, S.; et al. Review: Current international research into cellulose nanofibres and nanocomposites. J. Mater. Sci. 2010, 45, 1–33. [Google Scholar] [CrossRef] [Green Version]
- García, A.; Gandini, A.; Labidi, J.; Belgacem, N.; Bras, J. Industrial and crop wastes: A new source for nanocellulose biorefinery. Ind. Crops Prod. 2016, 93, 26–38. [Google Scholar] [CrossRef]
- Klemm, D.; Cranston, E.D.; Fischer, D.; Gama, M.; Kedzior, S.A.; Kralisch, D.; Kramer, F.; Kondo, T.; Lindström, T.; Nietzsche, S.; et al. Nanocellulose as a natural source for groundbreaking applications in materials science: Today’s state. Mater. Today 2018, 21, 720–748. [Google Scholar] [CrossRef] [Green Version]
- Kalia, S.; Dufresne, A.; Cherian, B.M.; Kaith, B.S.; Avérous, L.; Njuguna, J.; Nassiopoulos, E. Cellulose-based bio- and nanocomposites: A review. Int. J. Polym. Sci. 2011, 2011, 837875. [Google Scholar] [CrossRef]
- Brinchi, L.; Cotana, F.; Fortunati, E.; Kenny, J.M. Production of nanocrystalline cellulose from lignocellulosic biomass: Technology and applications. Carbohydr. Polym. 2013, 94, 154–169. [Google Scholar] [CrossRef]
- Yarbrough, J.M.; Zhang, R.; Mittal, A.; Vander Wall, T.; Bomble, Y.J.; Decker, S.R.; Himmel, M.E.; Ciesielski, P.N. Multifunctional cellulolytic enzymes outperform processive fungal cellulases for coproduction of nanocellulose and biofuels. ACS Nano 2017, 11, 3101–3109. [Google Scholar] [CrossRef]
- De Aguiar, J.; Bondancia, T.J.; Claro, P.I.C.; Mattoso, L.H.C.; Farinas, C.S.; Marconcini, J.M. Enzymatic deconstruction of sugarcane bagasse and straw to obtain cellulose nanomaterials. ACS Sustain. Chem. Eng. 2020, 8, 2287–2299. [Google Scholar] [CrossRef]
- Tibolla, H.; Pelissari, F.M.; Rodrigues, M.I.; Menegalli, F.C. Cellulose nanofibers produced from banana peel by enzymatic treatment: Study of process conditions. Ind. Crops Prod. 2017, 95, 664–674. [Google Scholar] [CrossRef]
- Ribeiro, R.S.A.; Pohlmann, B.C.; Calado, V.; Bojorge, N.; Pereira, N. Production of nanocellulose by enzymatic hydrolysis: Trends and challenges. Eng. Life Sci. 2019, 19, 279–291. [Google Scholar] [CrossRef] [Green Version]
- Pirich, C.L.; Picheth, G.F.; Fontes, A.M.; Delgado-Aguilar, M.; Ramos, L.P. Disruptive enzyme-based strategies to isolate nanocelluloses: A review. Cellulose 2020, 27, 5457–5475. [Google Scholar] [CrossRef]
- Phanthong, P.; Reubroycharoen, P.; Hao, X.; Xu, G.; Abudula, A.; Guan, G. Nanocellulose: Extraction and application. Carbon Resour. Convers. 2018, 1, 32–43. [Google Scholar] [CrossRef]
- Lavoine, N.; Desloges, I.; Dufresne, A.; Bras, J. Microfibrillated cellulose—Its barrier properties and applications in cellulosic materials: A review. Carbohydr. Polym. 2012, 90, 735–764. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- García, A.; Labidi, J.; Belgacem, M.N.; Bras, J. The nanocellulose biorefinery: Woody versus herbaceous agricultural wastes for NCC production. Cellulose 2017, 24, 693–704. [Google Scholar] [CrossRef]
- Eugenio, M.E.; Ibarra, D.; Martín-Sampedro, R.; Espinosa, E.; Bascón, I.; Rodríguez, A. Alternative raw materials for pulp and paper production in the concept of a lignocellulosic biorefinery. In Cellulose; Pascual, A.R., Martín, M.E.E., Eds.; Springer: Berlin, Germany, 2019. [Google Scholar]
- Sharma, D.; Chaudhary, R.; Kaur, J.; Arya, S.K. Greener approach for pulp and paper industry by Xylanase and Laccase. Biocatal. Agric. Biotechnol. 2020, 25, 101604. [Google Scholar] [CrossRef]
- Chaurasia, S.K.; Bhardwaj, N.K. Biobleaching—An ecofriendly and environmental benign pulp bleaching technique: A review. J. Carbohydr. Chem. 2019, 38, 87–108. [Google Scholar] [CrossRef]
- Kumar, V.; Pathak, P.; Bhardwaj, N.K. Waste paper: An underutilized but promising source for nanocellulose mining. Waste Manag. 2020, 102, 281–303. [Google Scholar] [CrossRef]
- Pereira, B.; Arantes, V. Production of cellulose nanocrystals integrated into a biochemical sugar platform process via enzymatic hydrolysis at high solid loading. Ind. Crops Prod. 2020, 152, 112377. [Google Scholar] [CrossRef]
- Reid, M.S.; Villalobos, M.; Cranston, E.D. Benchmarking cellulose nanocrystals: From the laboratory to industrial production. Langmuir 2017, 33, 1583–1598. [Google Scholar] [CrossRef] [PubMed]
- Espinosa, E.; Rol, F.; Bras, J.; Rodríguez, A. Production of lignocellulose nanofibers from wheat straw by different fibrillation methods. Comparison of its viability in cardboard recycling process. J. Clean. Prod. 2019, 239. [Google Scholar] [CrossRef]
- Frone, A.N.; Chiulan, I.; Panaitescu, D.M.; Nicolae, C.A.; Ghiurea, M.; Galan, A.M. Isolation of cellulose nanocrystals from plum seed shells, structural and morphological characterization. Mater. Lett. 2017, 194, 160–163. [Google Scholar] [CrossRef]
- Santucci, B.S.; Bras, J.; Belgacem, M.N.; de Silva Curvelo, A.A.; Pimenta, M.T.B. Evaluation of the effects of chemical composition and refining treatments on the properties of nanofibrillated cellulose films from sugarcane bagasse. Ind. Crops Prod. 2016, 91, 238–248. [Google Scholar] [CrossRef]
- Li, J.; Wang, Y.; Wei, X.; Wang, F.; Han, D.; Wang, Q.; Kong, L. Homogeneous isolation of nanocelluloses by controlling the shearing force and pressure in microenvironment. Carbohydr. Polym. 2014, 113, 388–393. [Google Scholar] [CrossRef]
- Kwok, T.T.; Bright, J.R.; Vora, S.R.; Chrisandina, N.J.; Luettgen, C.O.; Realff, M.J.; Bommarius, A.S. Solvent selection for lignin value prior to pulping. ChemSusChem 2020, 13, 267–273. [Google Scholar] [CrossRef] [Green Version]
- Tripathi, S.K.; Bhardwaj, N.K.; Roy Ghatak, H. Developments in ozone-based bleaching of pulps. Ozone Sci. Eng. 2020, 42, 194–210. [Google Scholar] [CrossRef]
- Peretz, R.; Sterenzon, E.; Gerchman, Y.; Kumar Vadivel, V.; Luxbacher, T.; Mamane, H. Nanocellulose production from recycled paper mill sludge using ozonation pretreatment followed by recyclable maleic acid hydrolysis. Carbohydr. Polym. 2019, 216, 343–351. [Google Scholar] [CrossRef]
- Romaní, A.; Larramendi, A.; Yáñez, R.; Cancela, Á.; Sánchez, Á.; Teixeira, J.A.; Domingues, L. Valorization of Eucalyptus nitens bark by organosolv pretreatment for the production of advanced biofuels. Ind. Crops Prod. 2019, 132, 327–335. [Google Scholar] [CrossRef] [Green Version]
- Neiva, D.M.; Costa, R.A.; Gominho, J.; Ferreira-Dias, S.; Pereira, H. Fractionation and valorization of industrial bark residues by autohydrolysis and enzymatic saccharification. Bioresour. Technol. Reports 2020, 11, 100441. [Google Scholar] [CrossRef]
- Ballesteros, L.F.; Michelin, M.; Vicente, A.A.; Teixeira, J.A.; Cerqueira, M.Â. Lignocellulosic Materials and Their Use in Bio- Based Packaging; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar]
- Xu, Y.; Salmi, J.; Kloser, E.; Perrin, F.; Grosse, S.; Denault, J.; Lau, P.C.K. Feasibility of nanocrystalline cellulose production by endoglucanase treatment of natural bast fibers. Ind. Crops Prod. 2013, 51, 381–384. [Google Scholar] [CrossRef]
- Qing, Y.; Sabo, R.; Zhu, J.Y.; Agarwal, U.; Cai, Z.; Wu, Y. A comparative study of cellulose nanofibrils disintegrated via multiple processing approaches. Carbohydr. Polym. 2013, 97, 226–234. [Google Scholar] [CrossRef]
- Wang, W.; Mozuch, M.D.; Sabo, R.C.; Kersten, P.; Zhu, J.Y.; Jin, Y. Production of cellulose nanofibrils from bleached eucalyptus fibers by hyperthermostable endoglucanase treatment and subsequent microfluidization. Cellulose 2015, 22, 351–361. [Google Scholar] [CrossRef]
- Tarrés, Q.; Delgado-Aguilar, M.; Pèlach, M.A.; González, I.; Boufi, S.; Mutjé, P. Remarkable increase of paper strength by combining enzymatic cellulose nanofibers in bulk and TEMPO-oxidized nanofibers as coating. Cellulose 2016, 23, 3939–3950. [Google Scholar] [CrossRef]
- Tarrés, Q.; Saguer, E.; Pèlach, M.A.; Alcalà, M.; Delgado-Aguilar, M.; Mutjé, P. The feasibility of incorporating cellulose micro/nanofibers in papermaking processes: The relevance of enzymatic hydrolysis. Cellulose 2016, 23, 1433–1445. [Google Scholar] [CrossRef]
- Tarrés, Q.; Boufi, S.; Mutjé, P.; Delgado-Aguilar, M. Enzymatically hydrolyzed and TEMPO-oxidized cellulose nanofibers for the production of nanopapers: Morphological, optical, thermal and mechanical properties. Cellulose 2017, 24, 3943–3954. [Google Scholar] [CrossRef]
- Bauli, C.R.; Rocha, D.B.; de Oliveira, S.A.; Rosa, D.S. Cellulose nanostructures from wood waste with low input consumption. J. Clean. Prod. 2019, 211, 408–416. [Google Scholar] [CrossRef]
- Beltramino, F.; Blanca Roncero, M.; Vidal, T.; Valls, C. A novel enzymatic approach to nanocrystalline cellulose preparation. Carbohydr. Polym. 2018, 189, 39–47. [Google Scholar] [CrossRef]
- Squinca, P.; Bilatto, S.; Badino, A.C.; Farinas, C.S. Nanocellulose production in future biorefineries: An integrated approach using tailor-made enzymes. ACS Sustain. Chem. Eng. 2020, 8, 2277–2286. [Google Scholar] [CrossRef]
- Lourenço, A.F.; Gamelas, J.A.F.; Sarmento, P.; Ferreira, P.J.T. Enzymatic nanocellulose in papermaking–The key role as filler flocculant and strengthening agent. Carbohydr. Polym. 2019, 224. [Google Scholar] [CrossRef]
- Siqueira, G.A.; Dias, I.K.R.; Arantes, V. Exploring the action of endoglucanases on bleached eucalyptus kraft pulp as potential catalyst for isolation of cellulose nanocrystals. Int. J. Biol. Macromol. 2019, 133, 1249–1259. [Google Scholar] [CrossRef]
- Li, L.; Zhuang, J.; Zou, H.; Pang, J.; Yu, S. Partition usage of cellulose by coupling approach of supercritical carbon dioxide and cellulase to reducing sugar and nanocellulose. Carbohydr. Polym. 2020, 229. [Google Scholar] [CrossRef]
- Cui, S.; Zhang, S.; Ge, S.; Xiong, L.; Sun, Q. Green preparation and characterization of size-controlled nanocrystalline cellulose via ultrasonic-assisted enzymatic hydrolysis. Ind. Crops Prod. 2016, 83, 346–352. [Google Scholar] [CrossRef]
- Tong, X.; Shen, W.; Chen, X.; Jia, M.; Roux, J.C. Preparation and mechanism analysis of morphology-controlled cellulose nanocrystals via compound enzymatic hydrolysis of eucalyptus pulp. J. Appl. Polym. Sci. 2020, 137, 1–11. [Google Scholar] [CrossRef]
- Ghafari, R.; Scaffaro, R.; Maio, A.; Gulino, E.F.; Lo Re, G.; Jonoobi, M. Processing-structure-property relationships of electrospun PLA-PEO membranes reinforced with enzymatic cellulose nanofibers. Polym. Test. 2020, 81, 106182. [Google Scholar] [CrossRef]
- Sacui, I.A.; Nieuwendaal, R.C.; Burnett, D.J.; Stranick, S.J.; Jorfi, M.; Weder, C.; Foster, E.J.; Olsson, R.T.; Gilman, J.W. Comparison of the properties of cellulose nanocrystals and cellulose nanofibrils isolated from bacteria, tunicate, and wood processed using acid, enzymatic, mechanical, and oxidative methods. ACS Appl. Mater. Interfaces 2014, 6, 6127–6138. [Google Scholar] [CrossRef]
- Rol, F.; Karakashov, B.; Nechyporchuk, O.; Terrien, M.; Meyer, V.; Dufresne, A.; Belgacem, M.N.; Bras, J. Pilot-scale twin screw extrusion and chemical pretreatment as an energy-efficient method for the production of nanofibrillated cellulose at high solid content. ACS Sustain. Chem. Eng. 2017, 5, 6524–6531. [Google Scholar] [CrossRef]
- Hu, J.; Tian, D.; Renneckar, S.; Saddler, J.N. Enzyme mediated nanofibrillation of cellulose by the synergistic actions of an endoglucanase, lytic polysaccharide monooxygenase (LPMO) and xylanase. Sci. Rep. 2018, 8, 4–11. [Google Scholar] [CrossRef]
- Martelli-Tosi, M.; Torricillas, M.D.S.; Martins, M.A.; de Assis, O.B.G.; Tapia-Blácido, D.R. Using commercial enzymes to produce cellulose nanofibers from soybean straw. J. Nanomater. 2016, 2016, 8106814. [Google Scholar] [CrossRef]
- Bondancia, T.J.; Mattoso, L.H.C.; Marconcini, J.M.; Farinas, C.S. A new approach to obtain cellulose nanocrystals and ethanol from eucalyptus cellulose pulp via the biochemical pathway. Biotechnol. Prog. 2017, 33, 1085–1095. [Google Scholar] [CrossRef] [PubMed]
- Bondancia, T.J.; Corrêa, L.J.; Cruz, A.J.G.; Badino, A.C.; Mattoso, L.H.C.; Marconcini, J.M.; Farinas, C.S. Enzymatic production of cellulose nanofibers and sugars in a stirred-tank reactor: Determination of impeller speed, power consumption, and rheological behavior. Cellulose 2018, 25, 4499–4511. [Google Scholar] [CrossRef]
- Kumari, P.; Pathak, G.; Gupta, R.; Sharma, D.; Meena, A. Cellulose nanofibers from lignocellulosic biomass of lemongrass using enzymatic hydrolysis: Characterization and cytotoxicity assessment. DARU, J. Pharm. Sci. 2019, 27, 683–693. [Google Scholar] [CrossRef] [PubMed]
- Tibolla, H.; Pelissari, F.M.; Martins, J.T.; Lanzoni, E.M.; Vicente, A.A.; Menegalli, F.C.; Cunha, R.L. Banana starch nanocomposite with cellulose nanofibers isolated from banana peel by enzymatic treatment: In vitro cytotoxicity assessment. Carbohydr. Polym. 2019, 207, 169–179. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yassin, M.A.; Gad, A.A.M.; Ghanem, A.F.; Abdel Rehim, M.H. Green synthesis of cellulose nanofibers using immobilized cellulase. Carbohydr. Polym. 2019, 205, 255–260. [Google Scholar] [CrossRef]
- Cypriano, D.Z.; da Silva, L.L.; Tasic, L. High value-added products from the orange juice industry waste. Waste Manag. 2018, 79, 71–78. [Google Scholar] [CrossRef]
- Martelli-Tosi, M.; Masson, M.M.; Silva, N.C.; Esposto, B.S.; Barros, T.T.; Assis, O.B.G.; Tapia-Blácido, D.R. Soybean straw nanocellulose produced by enzymatic or acid treatment as a reinforcing filler in soy protein isolate films. Carbohydr. Polym. 2018, 198, 61–68. [Google Scholar] [CrossRef]
- Hideno, A.; Abe, K.; Yano, H. Preparation using pectinase and characterization of nanofibers from orange peel waste in juice factories. J. Food Sci. 2014, 79, 1218–1224. [Google Scholar] [CrossRef]
- de Campos, A.; Correa, A.C.; Cannella, D.; de Teixeira, E.M.; Marconcini, J.M.; Dufresne, A.; Mattoso, L.H.C.; Cassland, P.; Sanadi, A.R. Obtaining nanofibers from curauá and sugarcane bagasse fibers using enzymatic hydrolysis followed by sonication. Cellulose 2013, 20, 1491–1500. [Google Scholar] [CrossRef]
- Pääkko, M.; Ankerfors, M.; Kosonen, H.; Nykänen, A.; Ahola, S.; Österberg, M.; Ruokolainen, J.; Laine, J.; Larsson, P.T.; Ikkala, O.; et al. Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromolecules 2007, 8, 1934–1941. [Google Scholar] [CrossRef]
- Chen, X.Q.; Pang, G.X.; Shen, W.H.; Tong, X.; Jia, M.Y. Preparation and characterization of the ribbon-like cellulose nanocrystals by the cellulase enzymolysis of cotton pulp fibers. Carbohydr. Polym. 2019, 207, 713–719. [Google Scholar] [CrossRef]
- Tang, Y.; Shen, X.; Zhang, J.; Guo, D.; Kong, F.; Zhang, N. Extraction of cellulose nano-crystals from old corrugated container fiber using phosphoric acid and enzymatic hydrolysis followed by sonication. Carbohydr. Polym. 2015, 125, 360–366. [Google Scholar] [CrossRef]
- Dai, J.; Chae, M.; Beyene, D.; Danumah, C.; Tosto, F.; Bressler, D.C. Co-production of cellulose nanocrystals and fermentable sugars assisted by endoglucanase treatment of wood pulp. Materials 2018, 11, 1645. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Deng, X.; Shen, W.; Jiang, L. Controlled enzymolysis preparation of nanocrystalline cellulose from pretreated cotton fibers. BioResources 2012, 7, 4237–4248. [Google Scholar] [CrossRef]
- Beltramino, F.; Roncero, M.B.; Torres, A.L.; Vidal, T.; Valls, C. Optimization of sulfuric acid hydrolysis conditions for preparation of nanocrystalline cellulose from enzymatically pretreated fibers. Cellulose 2016, 23, 1777–1789. [Google Scholar] [CrossRef] [Green Version]
- Domingues, A.A.; Pereira, F.V.; Sierakowski, M.R.; Rojas, O.J.; Petri, D.F.S. Interfacial properties of cellulose nanoparticles obtained from acid and enzymatic hydrolysis of cellulose. Cellulose 2016, 23, 2421–2437. [Google Scholar] [CrossRef]
- Ma, L.; Zhang, Y.; Cao, J.; Yao, J. Preparation of unmodified cellulose nanocrystals from Phyllostachys heterocycla and their biocompatibility evaluation. BioResources 2014, 9, 210–217. [Google Scholar] [CrossRef] [Green Version]
- Satyamurthy, P.; Jain, P.; Balasubramanya, R.H.; Vigneshwaran, N. Preparation and characterization of cellulose nanowhiskers from cotton fibres by controlled microbial hydrolysis. Carbohydr. Polym. 2011, 83, 122–129. [Google Scholar] [CrossRef]
- Andlar, M.; Rezić, T.; Marđetko, N.; Kracher, D.; Ludwig, R.; Šantek, B. Lignocellulose degradation: An overview of fungi and fungal enzymes involved in lignocellulose degradation. Eng. Life Sci. 2018, 18, 768–778. [Google Scholar] [CrossRef]
- Segato, F.; Damásio, A.R.L.; de Lucas, R.C.; Squina, F.M.; Prade, R.A. Genomics review of holocellulose deconstruction by aspergilli. Microbiol. Mol. Biol. Rev. 2014, 78, 588–613. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Y.; Moser, C.; Lindström, M.E.; Henriksson, G.; Li, J. Cellulose nanofibers from softwood, hardwood, and tunicate: Preparation-structure-film performance interrelation. ACS Appl. Mater. Interfaces 2017, 9, 13508–13519. [Google Scholar] [CrossRef]
- Meyabadi, T.F.; Dadashian, F. Optimization of enzymatic hydrolysis of waste cotton fibers for nanoparticles production using response surface methodology. Fibers Polym. 2012, 13, 313–321. [Google Scholar] [CrossRef]
- Meyabadi, T.F.; Dadashian, F.; Mir Mohamad Sadeghi, G.; Ebrahimi Zanjani Asl, H. Spherical cellulose nanoparticles preparation from waste cotton using a green method. Powder Technol. 2014, 261, 232–240. [Google Scholar] [CrossRef]
- Song, Q.; Winter, W.T.; Bujanovic, B.M.; Amidon, T.E. Nanofibrillated cellulose (NFC): A high-value co-product that improves the economics of cellulosic ethanol production. Energies 2014, 7, 607–618. [Google Scholar] [CrossRef] [Green Version]
- Hu, J.; Arantes, V.; Saddler, J.N. The enhancement of enzymatic hydrolysis of lignocellulosic substrates by the addition of accessory enzymes such as xylanase: Is it an additive or synergistic effect? Biotechnol. Biofuels 2011, 4. [Google Scholar] [CrossRef] [Green Version]
- Laivins, G.V.; Scallan, A.M. The mechanism of hornification of wood pulps. In Products of Papermaking, Trans. of the Xth Fund. Res. Symp. Oxford; Baker, C.F., Ed.; FRC: Manchester, UK, 1993; pp. 1235–1260. [Google Scholar]
- Winter, H.T.; Cerclier, C.; Delorme, N.; Bizot, H.; Quemener, B.; Cathala, B. Improved colloidal stability of bacterial cellulose nanocrystal suspensions for the elaboration of spin-coated cellulose-based model surfaces. Biomacromolecules 2010, 11, 3144–3151. [Google Scholar] [CrossRef]
- 81 Tibolla, H.; Pelissari, F.M.; Menegalli, F.C. Cellulose nanofibers produced from banana peel by chemical and enzymatic treatment. LWT—Food Sci. Technol. 2014, 59, 1311–1318. [Google Scholar] [CrossRef]
- Hassan, M.L.; Bras, J.; Hassan, E.A.; Silard, C.; Mauret, E. Enzyme-assisted isolation of microfibrillated cellulose from date palm fruit stalks. Ind. Crops Prod. 2014, 55, 102–108. [Google Scholar] [CrossRef]
- Pengilly, C.; García-Aparicio, M.P.; Diedericks, D.; Brienzo, M.; Görgens, J.F. Enzymatic hydrolysis of steam-pretreated sweet sorghum bagasse by combinations of cellulase and endo-xylanase. Fuel 2015, 154, 352–360. [Google Scholar] [CrossRef]
- de Figueiredo, V.R.G.; Yamashita, F.; Vanzela, A.L.L.; Ida, E.I.; Kurozawa, L.E. Action of multi-enzyme complex on protein extraction to obtain a protein concentrate from okara. J. Food Sci. Technol. 2018, 55, 1508–1517. [Google Scholar] [CrossRef]
- Filson, P.B.; Dawson-Andoh, B.E.; Schwegler-Berry, D. Enzymatic-mediated production of cellulose nanocrystals from recycled pulp. Green Chem. 2009, 11, 1808–1814. [Google Scholar] [CrossRef]
- Chen, X.Q.; Deng, X.Y.; Shen, W.H.; Jia, M.Y. Preparation and characterization of the spherical nanosized cellulose by the enzymatic hydrolysis of pulp fibers. Carbohydr. Polym. 2018, 181, 879–884. [Google Scholar] [CrossRef]
- Villares, A.; Moreau, C.; Bennati-Granier, C.; Garajova, S.; Foucat, L.; Falourd, X.; Saake, B.; Berrin, J.G.; Cathala, B. Lytic polysaccharide monooxygenases disrupt the cellulose fibers structure. Sci. Rep. 2017, 7, 1–9. [Google Scholar] [CrossRef]
- Levasseur, A.; Drula, E.; Lombard, V.; Coutinho, P.M.; Henrissat, B. Expansion of the enzymatic repertoire of the CAZy database to integrate auxiliary redox enzymes. Biotechnol. Biofuels 2013, 6, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Couturier, M.; Navarro, D.; Chevret, D.; Henrissat, B.; Piumi, F.; Ruiz-Dueñas, F.J.; Martinez, A.T.; Grigoriev, I.V.; Riley, R.; Lipzen, A.; et al. Enhanced degradation of softwood versus hardwood by the white-rot fungus Pycnoporus coccineus. Biotechnol. Biofuels 2015, 8, 1–16. [Google Scholar] [CrossRef]
- Valls, C.; Javier Pastor, F.I.; Blanca Roncero, M.; Vidal, T.; Diaz, P.; Martínez, J.; Valenzuela, S.V. Assessing the enzymatic effects of cellulases and LPMO in improving mechanical fibrillation of cotton linters. Biotechnol. Biofuels 2019, 12, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Seo, D.J.; Fujita, H.; Sakoda, A. Effects of a non-ionic surfactant, Tween 20, on adsorption/desorption of saccharification enzymes onto/from lignocelluloses and saccharification rate. Adsorption 2011, 17, 813–822. [Google Scholar] [CrossRef]
- Saini, J.K.; Patel, A.K.; Adsul, M.; Singhania, R.R. Cellulase adsorption on lignin: A roadblock for economic hydrolysis of biomass. Renew. Energy 2016, 98, 29–42. [Google Scholar] [CrossRef]
- Wang, W.; Zhu, Y.; Du, J.; Yang, Y.; Jin, Y. Influence of lignin addition on the enzymatic digestibility of pretreated lignocellulosic biomasses. Bioresour. Technol. 2015, 181, 7–12. [Google Scholar] [CrossRef] [PubMed]
- Kumar, L.; Arantes, V.; Chandra, R.; Saddler, J. The lignin present in steam pretreated softwood binds enzymes and limits cellulose accessibility. Bioresour. Technol. 2012, 103, 201–208. [Google Scholar] [CrossRef]
- Tu, M.; Chandra, R.P.; Saddler, J.N. Evaluating the distribution of cellulases and the recycling of free cellulases during the hydrolysis of lignocellulosic substrates. Biotechnol. Prog. 2007, 23, 398–406. [Google Scholar] [CrossRef]
- Gomes, D.; Gama, M.; Domingues, L. Determinants on an efficient cellulase recycling process for the production of bioethanol from recycled paper sludge under high solid loadings. Biotechnol. Biofuels 2018, 11, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Gomes, D.; Rodrigues, A.C.; Domingues, L.; Gama, M. Cellulase recycling in biorefineries—Is it possible? Appl. Microbiol. Biotechnol. 2015, 99, 4131–4143. [Google Scholar] [CrossRef] [Green Version]
- McLean, B.W.; Boraston, A.B.; Brouwer, D.; Sanaie, N.; Fyfe, C.A.; Warren, R.A.J.; Kilburn, D.G.; Haynes, C.A. Carbohydrate-binding modules recognize fine substructures of cellulose. J. Biol. Chem. 2002, 277, 50245–50254. [Google Scholar] [CrossRef] [Green Version]
- Jørgensen, H.; Kristensen, J.B.; Felby, C. Enzymatic conversion of lignocellulose into fermentable sugars: Challenges and opportunities. Biofuels, Bioprod. Biorefining 2007, 1, 119–134. [Google Scholar] [CrossRef]
- Rodrigues, A.C.; Leitão, A.F.; Moreira, S.; Felby, C.; Gama, M. Recycling of cellulases in lignocellulosic hydrolysates using alkaline elution. Bioresour. Technol. 2012, 110, 526–533. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Adnan, S.; Azhar, A.H.; Jasmani, L.; Samsudin, M.F. Properties of paper incorporated with nanocellulose extracted using microbial hydrolysis assisted shear process. IOP Conf. Ser. Mater. Sci. Eng. 2018, 368. [Google Scholar] [CrossRef]
- Chávez-Guerrero, L.; Silva-Mendoza, J.; Sepúlveda-Guzmán, S.; Medina-Aguirre, N.A.; Vazquez-Rodriguez, S.; Cantú-Cárdenas, M.E.; García-Gómez, N.A. Enzymatic hydrolysis of cellulose nanoplatelets as a source of sugars with the concomitant production of cellulose nanofibrils. Carbohydr. Polym. 2019, 210, 85–91. [Google Scholar] [CrossRef]
- Teixeira, R.S.S.; Da Silva, A.S.A.; Jang, J.H.; Kim, H.W.; Ishikawa, K.; Endo, T.; Lee, S.H.; Bon, E.P.S. Combining biomass wet disk milling and endoglucanase/β-glucosidase hydrolysis for the production of cellulose nanocrystals. Carbohydr. Polym. 2015, 128, 75–81. [Google Scholar] [CrossRef] [Green Version]
- Satyamurthy, P.; Vigneshwaran, N. A novel process for synthesis of spherical nanocellulose by controlled hydrolysis of microcrystalline cellulose using anaerobic microbial consortium. Enzyme Microb. Technol. 2013, 52, 20–25. [Google Scholar] [CrossRef]
- Tu, M.; Zhang, X.; Paice, M.; MacFarlane, P.; Saddler, J.N. The potential of enzyme recycling during the hydrolysis of a mixed softwood feedstock. Bioresour. Technol. 2009, 100, 6407–6415. [Google Scholar] [CrossRef]
- Brunecky, R.; Alahuhta, M.; Xu, Q.; Donohoe, B.S.; Crowley, M.F.; Kataeva, I.A.; Yang, S.J.; Resch, M.G.; Adams, M.W.W.; Lunin, V.V.; et al. Revealing nature’s cellulase diversity: The digestion mechanism of Caldicellulosiruptor bescii CelA. Science 2013, 342, 1513–1516. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tsukamoto, J.; Durán, N.; Tasic, L. Nanocellulose and bioethanol production from orange waste using isolated microorganisms. J. Braz. Chem. Soc. 2013, 24, 1537–1543. [Google Scholar] [CrossRef]
- Guirimand, G.; Inokuma, K.; Bamba, T.; Matsuda, M.; Morita, K.; Sasaki, K.; Ogino, C.; Berrin, J.G.; Hasunuma, T.; Kondo, A. Cell-surface display technology and metabolic engineering of: Saccharomyces cerevisiae for enhancing xylitol production from woody biomass. Green Chem. 2019, 21, 1795–1808. [Google Scholar] [CrossRef]
- Lee, H.V.; Hamid, S.B.A.; Zain, S.K. Conversion of lignocellulosic biomass to nanocellulose: Structure and chemical process. Sci. World J. 2014, 2014, 631013. [Google Scholar] [CrossRef]
- Salimi, S.; Sotudeh-Gharebagh, R.; Zarghami, R.; Chan, S.Y.; Yuen, K.H. Production of nanocellulose and its applications in drug delivery: A critical review. ACS Sustain. Chem. Eng. 2019, 7, 15800–15827. [Google Scholar] [CrossRef]
- Mokhena, T.C.; John, M.J. Cellulose Nanomaterials: New Generation Materials for Solving Global Issues; Springer: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Piccinno, F.; Hischier, R.; Seeger, S.; Som, C. Life cycle assessment of a new technology to extract, functionalize and orient cellulose nanofibers from food waste. ACS Sustain. Chem. Eng. 2015, 3, 1047–1055. [Google Scholar] [CrossRef]
- de Figueirêdo, M.C.B.; de Freitas Rosa, M.; Lie Ugaya, C.M.; de Souza Filho, M.D.S.M.; Da Silva Braid, A.C.C.; de Melo, L.F.L. Life cycle assessment of cellulose nanowhiskers. J. Clean. Prod. 2012, 35, 130–139. [Google Scholar] [CrossRef]
- Li, Q.; McGinnis, S.; Sydnor, C.; Wong, A.; Renneckar, S. Nanocellulose life cycle assessment. ACS Sustain. Chem. Eng. 2013, 1, 919–928. [Google Scholar] [CrossRef]
- Kargarzadeh, H.; Mariano, M.; Gopakumar, D.; Ahmad, I.; Thomas, S.; Dufresne, A.; Huang, J.; Lin, N. Advances in Cellulose Nanomaterials; Springer: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Xu, X.; Wang, H.; Jiang, L.; Wang, X.; Payne, S.A.; Zhu, J.Y.; Li, R. Comparison between cellulose nanocrystal and cellulose nanofibril reinforced poly(ethylene oxide) nanofibers and their novel shish-kebab-like crystalline structures. Macromolecules 2014, 47, 3409–3416. [Google Scholar] [CrossRef]
- Himmel, M.E.; Ding, S.Y.; Johnson, D.K.; Adney, W.S.; Nimlos, M.R.; Brady, J.W.; Foust, T.D. Biomass recalcitrance: Engineering plants and enzymes for biofuels production. Science 2007, 315, 804–807. [Google Scholar] [CrossRef] [Green Version]
- Abdul Khalil, H.P.S.; Davoudpour, Y.; Islam, M.N.; Mustapha, A.; Sudesh, K.; Dungani, R.; Jawaid, M. Production and modification of nanofibrillated cellulose using various mechanical processes: A review. Carbohydr. Polym. 2014, 99, 649–665. [Google Scholar] [CrossRef] [PubMed]
- Xie, H.; Du, H.; Yang, X.; Si, C. Recent strategies in preparation of cellulose nanocrystals and cellulose nanofibrils derived from raw cellulose materials. Int. J. Polym. Sci. 2018, 2018, 7923068. [Google Scholar] [CrossRef]
- Henriksson, M.; Henriksson, G.; Berglund, L.A.; Lindström, T. An environmentally friendly method for enzyme-assisted preparation of microfibrillated cellulose (MFC) nanofibers. Eur. Polym. J. 2007, 43, 3434–3441. [Google Scholar] [CrossRef]
- George, J.; Sabapathi, S.N. Cellulose nanocrystals: Synthesis, functional properties, and applications. Nanotechnol. Sci. Appl. 2015, 8, 45–54. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Beck-Candanedo, S.; Roman, M.; Gray, D.G. Effect of reaction conditions on the properties and behavior of wood cellulose nanocrystal suspensions. Biomacromolecules 2005, 6, 1048–1054. [Google Scholar] [CrossRef]
- Gomes, D.G.; Serna-Loaiza, S.; Cardona, C.A.; Gama, M.; Domingues, L. Insights into the economic viability of cellulases recycling on bioethanol production from recycled paper sludge. Bioresour. Technol. 2018, 267, 347–355. [Google Scholar] [CrossRef] [Green Version]
- Gomes, D.; Domingues, L.; Gama, M. Valorizing recycled paper sludge by a bioethanol production process with cellulase recycling. Bioresour. Technol. 2016, 216, 637–644. [Google Scholar] [CrossRef] [Green Version]
- Rojas, J.; Bedoya, M.; Ciro, Y. Current Trends in the Production of Cellulose Nanoparticles and Nanocomposites for Biomedical Applications; Cellulose–Fundamental Aspects and Current Trends; Poletto, M., Ornaghi, H.L., Jr., Eds.; Intech Open: London, UK, 2015; pp. 193–228. [Google Scholar]
- Rajinipriya, M.; Nagalakshmaiah, M.; Robert, M.; Elkoun, S. Importance of agricultural and industrial waste in the field of nanocellulose and recent industrial developments of wood based nanocellulose: A review. ACS Sustain. Chem. Eng. 2018, 6, 2807–2828. [Google Scholar] [CrossRef]
- Hoeng, F.; Denneulin, A.; Bras, J. Use of nanocellulose in printed electronics: A review. Nanoscale 2016, 8, 13131–13154. [Google Scholar] [CrossRef]
- Lu, P.; Hsieh, Y. Lo Cellulose isolation and core-shell nanostructures of cellulose nanocrystals from chardonnay grape skins. Carbohydr. Polym. 2012, 87, 2546–2553. [Google Scholar] [CrossRef]
- Xu, J.T.; Chen, X.Q. Preparation and characterization of spherical cellulose nanocrystals with high purity by the composite enzymolysis of pulp fibers. Bioresour. Technol. 2019, 291, 121842. [Google Scholar] [CrossRef]
- Anderson, S.R.; Esposito, D.; Gillette, W.; Zhu, J.Y.; Baxa, U.; McNeil, S.E. Enzymatic preparation of nanocrystalline and microcrystalline cellulose. Tappi J. 2014, 13, 35–42. [Google Scholar] [CrossRef]
- Dufresne, A. Nanocellulose: From Nature to High Performance Tailored Materials; CPI books GmbH: Leck, Germany, 2012. [Google Scholar]
- Wang, Q.Q.; Zhu, J.Y.; Reiner, R.S.; Verrill, S.P.; Baxa, U.; McNeil, S.E. Approaching zero cellulose loss in cellulose nanocrystal (CNC) production: Recovery and characterization of cellulosic solid residues (CSR) and CNC. Cellulose 2012, 19, 2033–2047. [Google Scholar] [CrossRef]
- Sun, B.; Hou, Q.; Liu, Z.; Ni, Y. Sodium periodate oxidation of cellulose nanocrystal and its application as a paper wet strength additive. Cellulose 2015, 22, 1135–1146. [Google Scholar] [CrossRef]
- Tonoli, G.H.D.; Teixeira, E.M.; Corrêa, A.C.; Marconcini, J.M.; Caixeta, L.A.; Pereira-Da-Silva, M.A.; Mattoso, L.H.C. Cellulose micro/nanofibres from Eucalyptus kraft pulp: Preparation and properties. Carbohydr. Polym. 2012, 89, 80–88. [Google Scholar] [CrossRef]
- Xu, X.; Liu, F.; Jiang, L.; Zhu, J.Y.; Haagenson, D.; Wiesenborn, D.P. Cellulose nanocrystals vs. Cellulose nanofibrils: A comparative study on their microstructures and effects as polymer reinforcing agents. ACS Appl. Mater. Interfaces 2013, 5, 2999–3009. [Google Scholar] [CrossRef]
- Claro, P.I.C.; Corrêa, A.C.; de Campos, A.; Rodrigues, V.B.; Luchesi, B.R.; Silva, L.E.; Mattoso, L.H.C.; Marconcini, J.M. Curaua and eucalyptus nanofibers films by continuous casting: Mechanical and thermal properties. Carbohydr. Polym. 2018, 181, 1093–1101. [Google Scholar] [CrossRef]
- Chen, Y.; He, Y.; Fan, D.; Han, Y.; Li, G.; Wang, S. An efficient method for cellulose nanofibrils length shearing via environmentally friendly mixed cellulase pretreatment. J. Nanomater. 2017, 2017, 1591504. [Google Scholar] [CrossRef]
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose Nanomaterials Review: Structure, Properties and Nanocomposites; Royal Society of Chemistry: London, UK, 2011. [Google Scholar]
- Zhao, J.; He, X.; Wang, Y.; Zhang, W.; Zhang, X.; Zhang, X.; Deng, Y.; Lu, C. Reinforcement of all-cellulose nanocomposite films using native cellulose nanofibrils. Carbohydr. Polym. 2014, 104, 143–150. [Google Scholar] [CrossRef]
- Johansson, C.; Bras, J.; Mondragon, I.; Nechita, P.; Plackett, D.; Šimon, P.; Svetec, D.G.; Virtanen, S.; Baschetti, M.G.; Breen, C.; et al. Renewable fibers and bio-based materials for packaging applications-A review of recent developments. BioResources 2012, 7, 2506–2552. [Google Scholar] [CrossRef] [Green Version]
- Tao, P.; Wu, Z.; Xing, C.; Zhang, Q.; Wei, Z.; Nie, S. Effect of enzymatic treatment on the thermal stability of cellulose nanofibrils. Cellulose 2019, 26, 7717–7725. [Google Scholar] [CrossRef]
- Minelli, M.; Baschetti, M.G.; Doghieri, F.; Ankerfors, M.; Lindström, T.; Siró, I.; Plackett, D. Investigation of mass transport properties of microfibrillated cellulose (MFC) films. J. Memb. Sci. 2010, 358, 67–75. [Google Scholar] [CrossRef]
- Belbekhouche, S.; Bras, J.; Siqueira, G.; Chappey, C.; Lebrun, L.; Khelifi, B.; Marais, S.; Dufresne, A. Water sorption behavior and gas barrier properties of cellulose whiskers and microfibrils films. Carbohydr. Polym. 2011, 83, 1740–1748. [Google Scholar] [CrossRef]
- Spence, K.L.; Venditti, R.A.; Rojas, O.J.; Habibi, Y.; Pawlak, J.J. The effect of chemical composition on microfibrillar cellulose films from wood pulps: Water interactions and physical properties for packaging applications. Cellulose 2010, 17, 835–848. [Google Scholar] [CrossRef]
- Syverud, K.; Stenius, P. Strength and barrier properties of MFC films. Cellulose 2008, 16, 75. [Google Scholar] [CrossRef]
- Parry, R.T. Principles and Applications of Modified Atmosphere Packaging of Foods; Elsevier: Amsterdam, The Netherlands, 1993. [Google Scholar]
- Fukuzumi, H.; Saito, T.; Iwata, T.; Kumamoto, Y.; Isogai, A. Transparent and high gas barrier films of cellulose nanofibers prepared by TEMPO-mediated oxidation. Biomacromolecules 2009, 10, 162–165. [Google Scholar] [CrossRef]
- Rodionova, G.; Saito, T.; Lenes, M.; Eriksen, Ø.; Gregersen, Ø.; Fukuzumi, H.; Isogai, A. Mechanical and oxygen barrier properties of films prepared from fibrillated dispersions of TEMPO-oxidized Norway spruce and Eucalyptus pulps. Cellulose 2012, 19, 705–711. [Google Scholar] [CrossRef]
- Aulin, C.; Gällstedt, M.; Lindström, T. Oxygen and oil barrier properties of microfibrillated cellulose films and coatings. Cellulose 2010, 17, 559–574. [Google Scholar] [CrossRef]
- Snyder, J.F.; Steele, J.; Dong, H.; Orlicki, J.A.; Reiner, R.S.; Rudie, A.W. Optical properties of nanocellulose dispersions in water, dimethylformamide and poly (methyl methacrylate). Army Res. Lab. 2013. [Google Scholar]
- Hu, L.; Zheng, G.; Yao, J.; Liu, N.; Weil, B.; Eskilsson, M.; Karabulut, E.; Ruan, Z.; Fan, S.; Bloking, J.T.; et al. Transparent and conductive paper from nanocellulose fibers. Energy Environ. Sci. 2013, 6, 513–518. [Google Scholar] [CrossRef]
- Beck, S.; Bouchard, J.; Berry, R. Controlling the reflection wavelength of iridescent solid films of nanocrystalline cellulose. Biomacromolecules 2011, 12, 167–172. [Google Scholar] [CrossRef] [PubMed]
- Ioelovich, M.; Leykin, A. Structural characteristics and rheological properties of microcrystalline cellulose. Cellul. Chem. Technol. 2006, 40, 699–703. [Google Scholar]
- Tatsumi, D.; Ishioka, S.; Matsumoto, T. Effect of fiber concentration and axial ratio on the rheological properties of cellulose fiber suspensions. Nihon Reoroji Gakkaishi 2002, 30, 27–32. [Google Scholar] [CrossRef] [Green Version]
- MarketsandMarkets Nanocellulose Market. Available online: https://www.marketsandmarkets.com/Market-Reports/nano-cellulose-market-56392090.html2020. (accessed on 22 June 2020).
- Mu, R.; Hong, X.; Ni, Y.; Li, Y.; Pang, J.; Wang, Q.; Xiao, J.; Zheng, Y. Recent trends and applications of cellulose nanocrystals in food industry. Trends Food Sci. Technol. 2019, 93, 136–144. [Google Scholar] [CrossRef]
- Bharimalla, A.K.; Deshmukh, S.P.; Vigneshwaran, N.; Patil, P.G.; Prasad, V. Nanocellulose-polymer composites for applications in food packaging: Current status, future prospects and challenges. Polym.-Plast. Technol. Eng. 2017, 56, 805–823. [Google Scholar] [CrossRef]
- Gómez, H.C.; Serpa, A.; Velásquez-Cock, J.; Gañán, P.; Castro, C.; Vélez, L.; Zuluaga, R. Vegetable nanocellulose in food science: A review. Food Hydrocoll. 2016, 57, 178–186. [Google Scholar] [CrossRef]
- Yang, Q.; Saito, T.; Berglund, L.A.; Isogai, A. Cellulose nanofibrils improve the properties of all-cellulose composites by the nano-reinforcement mechanism and nanofibril-induced crystallization. Nanoscale 2015, 7, 17957–17963. [Google Scholar] [CrossRef]
- Nascimento, D.M.; Nunes, Y.L.; Figueirêdo, M.C.B.; de Azeredo, H.M.C.; Aouada, F.A.; Feitosa, J.P.A.; Rosa, M.F.; Dufresne, A. Nanocellulose nanocomposite hydrogels: Technological and environmental issues. Green Chem. 2018, 20, 2428–2448. [Google Scholar] [CrossRef] [Green Version]
- Kangas, H.; Pere, J. High-consistency enzymatic fibrillation (HefCel)-A cost-efficient way to produce cellulose nanofibrils (CNF). Adv. Mater.-TechConnect Briefs 2016, 1, 181–183. [Google Scholar]
- Du, X.; Zhang, Z.; Liu, W.; Deng, Y. Nanocellulose-based conductive materials and their emerging applications in energy devices-A review. Nano Energy 2017, 35, 299–320. [Google Scholar] [CrossRef]
- Vilela, C.; Silvestre, A.J.D.; Figueiredo, F.M.L.; Freire, C.S.R. Nanocellulose-based materials as components of polymer electrolyte fuel cells. J. Mater. Chem. A 2019, 7, 20045–20074. [Google Scholar] [CrossRef]
- Patel, D.K.; Dutta, S.D.; Lim, K.T. Nanocellulose-based polymer hybrids and their emerging applications in biomedical engineering and water purification. RSC Adv. 2019, 9, 19143–19162. [Google Scholar] [CrossRef] [Green Version]
- Mahfoudhi, N.; Boufi, S. Nanocellulose as a novel nanostructured adsorbent for environmental remediation: A review. Cellulose 2017, 24, 1171–1197. [Google Scholar] [CrossRef]
- Du, H.; Liu, W.; Zhang, M.; Si, C.; Zhang, X.; Li, B. Cellulose nanocrystals and cellulose nanofibrils based hydrogels for biomedical applications. Carbohydr. Polym. 2019, 209, 130–144. [Google Scholar] [CrossRef]
- Tayeb, A.H.; Amini, E.; Ghasemi, S.; Tajvidi, M. Cellulose nanomaterials-binding properties and applications: A review. Molecules 2018, 23, 2684. [Google Scholar] [CrossRef] [Green Version]
- Bacakova, L.; Pajorova, J.; Bacakova, M.; Skogberg, A.; Kallio, P.; Kolarova, K.; Svorcik, V. Versatile application of nanocellulose: From industry to skin tissue engineering and wound healing. Nanomaterials 2019, 9, 164. [Google Scholar] [CrossRef] [Green Version]
- Domingues, R.M.A.; Gomes, M.E.; Reis, R.L. The potential of cellulose nanocrystals in tissue engineering strategies. Biomacromolecules 2014, 15, 2327–2346. [Google Scholar] [CrossRef]
- Xu, W.; Wang, X.; Sandler, N.; Willför, S.; Xu, C. Three-dimensional printing of wood-derived biopolymers: A review focused on biomedical applications. ACS Sustain. Chem. Eng. 2018, 6, 5663–5680. [Google Scholar] [CrossRef]
- Shao, Y.; Chaussy, D.; Grosseau, P.; Beneventi, D. Use of microfibrillated cellulose/lignosulfonate blends as carbon precursors: Impact of hydrogel rheology on 3D printing. Ind. Eng. Chem. Res. 2015, 54, 10575–10582. [Google Scholar] [CrossRef]
- Nguyen, D.; Hgg, D.A.; Forsman, A.; Ekholm, J.; Nimkingratana, P.; Brantsing, C.; Kalogeropoulos, T.; Zaunz, S.; Concaro, S.; Brittberg, M.; et al. Cartilage tissue engineering by the 3D bioprinting of iPS cells in a nanocellulose/alginate bioink. Sci. Rep. 2017, 7, 2687. [Google Scholar] [CrossRef] [PubMed]
- Markstedt, K.; Mantas, A.; Tournier, I.; Martínez Ávila, H.; Hägg, D.; Gatenholm, P. 3D bioprinting human chondrocytes with nanocellulose-alginate bioink for cartilage tissue engineering applications. Biomacromolecules 2015, 16, 1489–1496. [Google Scholar] [CrossRef] [PubMed]
- Doench, I.; Torres-Ramos, M.E.W.; Montembault, A.; de Oliveira, P.N.; Halimi, C.; Viguier, E.; Heux, L.; Siadous, R.; Thiré, R.M.S.M.; Osorio-Madrazo, A. Injectable and gellable chitosan formulations filled with cellulose nanofibers for intervertebral disc tissue engineering. Polymers 2018, 10, 1202. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, A.; Walther, A.; Ikkala, O.; Belova, L.; Berglund, L.A. Clay nanopaper with tough cellulose nanofiber matrix for fire retardancy and gas barrier functions. Biomacromolecules 2011, 12, 633–641. [Google Scholar] [CrossRef]
- Carosio, F.; Cuttica, F.; Medina, L.; Berglund, L.A. Clay nanopaper as multifunctional brick and mortar fire protection coating-Wood case study. Mater. Des. 2016, 93, 357–363. [Google Scholar] [CrossRef]
- Fonseca, L.M.; Parreiras, L.S.; Murakami, M.T. Rational engineering of the Trichoderma reesei RUT-C30 strain into an industrially relevant platform for cellulase production. Biotechnol. Biofuels 2020, 13, 1–15. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source of Cellulose | Production Method | Chemical/Enzymatic Load * | NC Type | Yield (kg) | Reference |
|---|---|---|---|---|---|
| Sugarcane bagasse (SB) Sugarcane straw (SS) | Alkali treatment | 2000 kg NaOH; | CNC | 11.3 (SB) 12 (SS) | [11] |
| Bleaching | 680 kg NaOH; 190 kg Acetic acid; 42 kg NaClO2 | ||||
| Enzymatic treatment | 3.2–4.6 kg protein (Cellic CTec3) | ||||
| Wheat straw | Soda pulping | 7 kg NaOH | CNF | 42.3 | [25] |
| Enzymatic treatment | 18,600 ECU FiberCare® endoglucanase | ||||
| Banana peels | Delignification treatment | 100 kg KOH; 20 kg NaClO2 | CNF | 27–71 ** | [12] |
| Acid treatment | 2–200 kg H2SO4 | ||||
| Wood flour | Alkali treatment | 100 kg calcium hypochlorite; 10 kg acetic acid | nano structures | 11.43 | [41] |
| Alkali bleaching | 40 kg NaOH; 240 kg H2O2 | ||||
| Enzymatic treatment | 5.4 kg Cellic CTec2; 0.6 kg Cellic HTec2 | ||||
| Grapevine stems | Alkaline treatment | 45 kg NaOH/100 kg r.m. | CNF | 15–20 | [6] |
| Bleaching | 18 kg NaClO2/100 kg alkali-treated r.m. | ||||
| TEMPO Oxidation | 1.6 kg TEMPO radical; 26 kg NaBr; 900 kg NaClO/100 kg of cellulose | ||||
| Grapevine pomace | Alkaline treatment | 45 kg NaOH/100 kg r.m. | CNC | 10–15 | [6] |
| Bleaching | 18 kg NaClO2/100 kg alkali-treated r.m. | ||||
| Acid Hydrolysis | 500 kg H2SO4/100 kg cellulose | ||||
| Cotton linters | Enzymatic treatment | 200–2000 U of cellulose C on an Ahiba Easydye | CNC | 80 | [42] |
| NC Type | Raw-Material | Before EH | After EH | Enzyme | Enzyme Dosage | Operational Conditions | Dimensions/ Crystallinity | Reference |
|---|---|---|---|---|---|---|---|---|
| CNF | Wheat straw | Alkaline treatment | Twin-screw extrusion | FiberCare® | 300 ECU/g | 2% solids; pH 5; 50 °C; 2 h | D: 15 nm L: 991 nm CI: 58% | [25] |
| Lemongrass leaves | Steam explosion; delignification | Sonication | Viscozyme® L | -- | 0.5% solids; pH 4.8; 50 °C; 24 h | Dh: 106 nm CI: 49% | [56] | |
| Banana peel | -- | -- | Xylanase (Novozymes) | 70 U/g | 15/35% solids; pH 6; 35/55 °C; 24 h | D: 3.7–8.8 nm L: 1490–1545 nm CI: 61.5–66.2% | [57] | |
| Bagasse pulp | Sonication | -- | Cellulase (Sigma) | 10 discs of immobilized enzyme | 0.4% solids; pH 5; 50 °C; 6 h | D: 15–35 nm | [58] | |
| Citrus pulp from oranges | -- | Chemical treatments; Sonication | Xanthomonas axonopodis lysate | 5 mg protein extract/g solid | 17% solids; pH 4.8; 45 °C; 24 h | CI: 60% | [59] | |
| Soybean straw | Chemical treatments | Homogenization; Sonication | Optimash™ VR | 134 U/g solid (Endoglucanase) | 2% solids; pH 4; 50 °C; 42 h | D: 9.4 nm CI: 50% | [60] | |
| Bleached eucalyptus Kraft pulp | -- | Extrusion or Grinding | FiberCare® R | 300 ECU/g cellulose | 2% solids; pH 5; 50°C; 2 h | D: 25.8 nm CI: 70–80% | [51] | |
| Orange peel | -- | Grinding | Pectinase Amano PL™ | 1 or 10 mg protein/g solid | 5% solids; 45 °C; 24 h | D: 10–50 nm CI: 59.2% | [61] | |
| Curauá fibers | Chemical treatments | Sonication | FiberCare® R and Viscozyme® L | ranging levels | 2% solids; pH 4.8; 50 °C; 72 h | D: 55–109 nm L: 1280–4100 nm CI: 73–78% | [62] | |
| Bleached sulfite softwood pulp | -- | Homogenization | Novozym 476 | 0.85 ECU/g fiber | 4% solids; pH 7; 50 °C; 2h | D: 5–6 nm | [63] | |
| CNC | Sugarcane straw | Chemical treatments | -- | Cellic® CTec3 | 10 mg protein/g fiber | 10% solids; pH 5; 50 °C; 96 h | D: 8.7–14.1 nm L: 395.5–507.7 nm CI: 66.7–70.4% | [11] |
| Eucalyptus cellulose Kraft pulp | Ball milling | Sonication | On-site production by A. niger strain | 20 mg protein/g solid | 2% solids; pH 4.8; 50 °C; 48–96 h | D: 24 nm L: 294 nm CI: 77.9–78.3% | [43] | |
| Cotton pulp | Swelling treatment | Sonication | Cellulase (Ningxia Xiasheng) | 10–300 μ/mL | 1% solids; 50 °C; 5–11 h | D: 30–45 nm L: 250–900 nm | [64] | |
| Bleached eucalyptus Kraft pulp | -- | Sonication | Monocomponent EGs | 400 U/g pulp | 2% solids; pH 4.5–6; 50 °C; 72 h | D: 6–10 nm L: 400–600 nm CI~88% | [45] | |
| Cotton linters | -- | Acid hydrolysis; Sonication | Cellulase preparation (Fungal Bioproducts) | 2–20 U/g pulp | 5% solids; pH 5; 55 °C; 2–24 h | Z average: 183–209 nm | [42] | |
| Sugarcane bagasse | Steam explosion/Liquid hot water | Chemical treatment; acid hydrolysis | Cellic® CTec2 | 7–22 mg protein/g cellulose | 10% solids; pH 5; 50 °C; 24 h | D: 14–18 nm L: 195–250 nm CI: 77.7–81.7% | [2] | |
| Wheat microcrystalline cellulose | Sonication | -- | Celluclast 1.5 L | 0.5 mL/g solid | 3% solids; pH 4.8; 50 °C; 72–120 h | D: < 10 nm L: 40–200 nm CI: 74.4–87.5% | [47] | |
| Old corrugated container | Chemical treatments | Sonication | Celluclast 1.5 L | 1 mL/g fiber | 0.8% solids; 50 °C; 1–36 h | D: 15–80 nm L: 100–400 nm CI: 57.8% | [65] | |
| Northern bleached hardwood Kraft pulp | -- | Acid hydrolysis; dialysis | Proprietary EG preparations | 0.2–5 U/g pulp | 10% solids; pH 4/7; 50 °C; 72 h | Dh: 125–148 nm CI: 77–83% | [66] |
| NC Type | Production Method | Process Description | Diameter (nm) | Length (nm) | Reference |
|---|---|---|---|---|---|
| CNC | Enzymatic | 2% solids, 20 g protein/g solid of enzyme loading, 50 °C, 96 h reaction + sonication | 24 ± 4.3 | 294 ± 66.8 | [43] |
| 2% solids, 400 U/g of pulp of endoglucanase loading, 50 °C, 72 h + sonication | 6–10 | 400–600 | [45] | ||
| 10% solids, 1–50 U/mL enzyme loading, 50 °C, 12 h | 20–40 | 600–800 | [48] | ||
| CNF extended hydrolysis using 20% solids, 10 mg protein/g of enzyme loading, 35 °C, 144 h | 15 ± 6 | 216 ± 86 | [54] | ||
| Acid Hydrolysis | 58% sulfuric acid, 56 °C, 40 min or 62% sulfuric acid 62%, 50 °C, 70 min + ultrasound bath treatment | 10.7 ± 8.5 17.3 ± 6.1 | 174 ± 125 204 ± 129 | [132] | |
| 63.8% sulfuric acid, 45 °C, 1 h | 8 | 125 | [133] | ||
| 60% sulfuric acid 45 °C, 30 and 60 min | 15 ± 6 11 ± 4 | 175 ± 38 142 ± 49 | [134] | ||
| 64% sulfuric acid, 45 °C, 25 min + sonication | 4.8 ± 0.4 | 147 ± 7 | [122] | ||
| Sulfuric acid | 19 ± 5 | 151 ± 39 | [135] | ||
| mixture (2:1 v/v) 60% sulfuric acid and 36.5% hydrochloric acid, 45 °C, 75 min under mechanical stirring | 23 ± 5 | 200 ± 50 | [136] | ||
| CNF | Enzymatic | 20% solids, 10 mg protein/g of enzyme loading, 50 °C for 24 h | 21± 3 | [54] | |
| 10% solids, 5 and 10 mg protein/g cellulose, and 15% solids, 10 mg protein/g cellulose, 50 °C, 24 and 48 h | 18–31 | [55] | |||
| 5% refined pulp, 0.24 g of enzyme Novozyme 476/kg of dried fibers, 50 °C, 4 h | 23.8 | [38] | |||
| Enzymatic Mechanical | 10% (w/v) solid, 5–10 FPU/g substrate, 50 °C, 48 h + mechanical homogenization (microfluidizer 60 passes) | 20 | 500 | [1] | |
| 10 g pulp, 0.4 g cellulase, 50 °C, 10 h + Mechanical grinding at 1500 rpm twice | 69.1 ± 15.2 | 2378 ± 940 | [137] | ||
| 2% refined cellulose pulp, 300 U endoglucanase/g of cellulose, 50 °C, 2 h + twin screw extruder (TSE) at 400 rpm (1–7 passes) | 25.8 ± 7.1 | [51] | |||
| Enzymatic (E): 10% solids, 3 FPU/g fiber, 50 °C, 24 h + refining (R): mechanical fibrillation 1500 rpm, 6 h + microfluidization (15 times) | 38 ± 21 (ER) 12 ± 2.4 (ERM) | [36] | |||
| 5% solids, 1 mg protein (Ph-GH5)/g fiber, 70 °C, 48 h + microfluidization (30 passes) | 5–10 | 1–2 um | [37] | ||
| 5% refined fibers, 80–320 g Novozym 476/Tn, 50 °C, 4 h + homogenization (total 9 passes) | 37.7–25.1 | 1009–559 | [40] | ||
| Mechanical | Refining (R): intact pulp was refined until refining level of CSF 100 mL (several times) or Sonication (S): milled pulp was sonicated for 7 h (with 30 min interval) | <100 (R) 20–50 (S) | <500 200–2.5 mm | [134] | |
| Multi-pass high pressure grinding process | 20 ± 14 | 1030 ± 334 | [135] | ||
| Grinding (30 passes) | 17 ± 4 | 1.1 ± 0.5 um | [136] | ||
| Grinding at 1500 rpm twice | 118.6 ± 62.6 | [137] | |||
| Refining (R): mechanical fibrillation 1500 rpm, 6 h + microfluidization (15 times) | 15 ± 6.2 | [36] | |||
| Microfluidization (40 passes) | 5–14 | 1–2 um | [37] |
| NC Type | Production Method | Composites | Application | Description | Reference |
|---|---|---|---|---|---|
| MFC | Mechano-enzymatic | MFC/ lignosulphonate (LS) | Carbon precursors | MFC/LS hydrogels were used in the manufacture of carbon objects by 3D printing and carbonization | [171] |
| CNF | Mechanical refinement and enzymatic treatment | CNFs/alginate | Cartilage tissue engineering | CNF/alginate bioink was used for 3D bioprint of human-derived induced pluripotent stem cells (iPSCs) into cartilage mimics in co-cultures with irradiated chondrocytes | [172] |
| CNF | Enzymatic hydrolysis with mechanical shearing and high-pressure homogenization | CNFs/alginate | Cartilage tissue engineering | CNF/alginate bioink was used for 3D bioprint human chondrocytes. | [173] |
| CNF | Mechano-enzymatic | CNFs/chitosan | Intervertebral disc tissue engineering | CNF/chitosan formulation was injected in the intervertebral disc to restore damaged/degenerated discs | [174] |
| CNF | Enzymatic | CNFs/clays | Fire protection | Clay nanopaper was prepared using CNF/clay nanocomposites and evaluated for fire protection | [175,176] |
| CNC | Enzymatic/ mechanical | CNCs/paper | Packaging | CNCs were incorporated in paper to improve its properties | [101] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Michelin, M.; Gomes, D.G.; Romaní, A.; Polizeli, M.d.L.T.M.; Teixeira, J.A. Nanocellulose Production: Exploring the Enzymatic Route and Residues of Pulp and Paper Industry. Molecules 2020, 25, 3411. https://doi.org/10.3390/molecules25153411
Michelin M, Gomes DG, Romaní A, Polizeli MdLTM, Teixeira JA. Nanocellulose Production: Exploring the Enzymatic Route and Residues of Pulp and Paper Industry. Molecules. 2020; 25(15):3411. https://doi.org/10.3390/molecules25153411
Chicago/Turabian StyleMichelin, Michele, Daniel G. Gomes, Aloia Romaní, Maria de Lourdes T. M. Polizeli, and José A. Teixeira. 2020. "Nanocellulose Production: Exploring the Enzymatic Route and Residues of Pulp and Paper Industry" Molecules 25, no. 15: 3411. https://doi.org/10.3390/molecules25153411