Effects of Filament Extrusion, 3D Printing and Hot-Pressing on Electrical and Tensile Properties of Poly(Lactic) Acid Composites Filled with Carbon Nanotubes and Graphene

 ,
,  , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Nanocomposites and Test Samples
2.2. Experimental Methods
2.2.1. Field Transmission Electron Microscopy (TEM)
2.2.2. Differential Scanning Calorimetry (DSC) Analysis
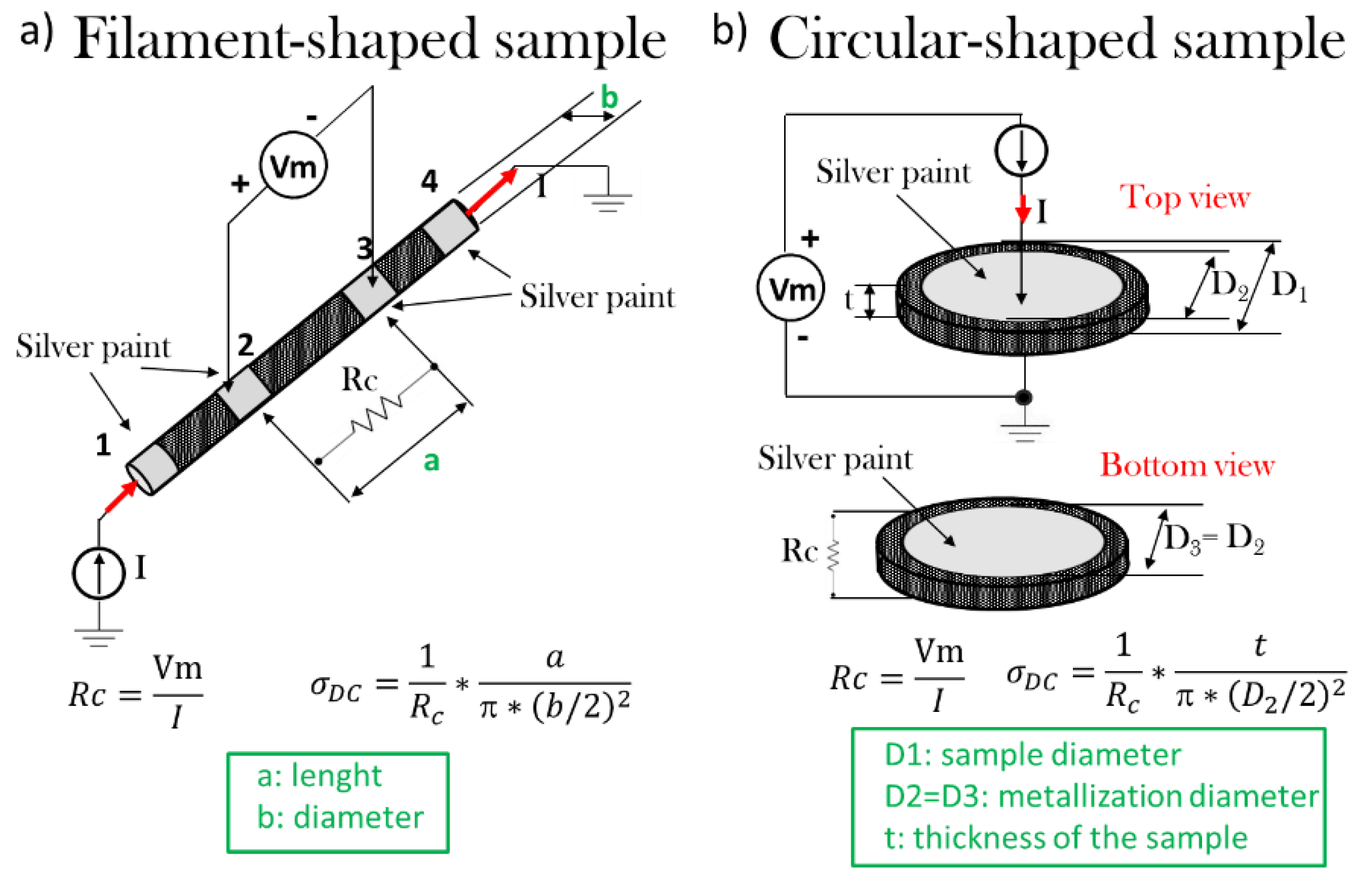
2.2.3. Electrical Measurements
2.2.4. Tensile Test
3. Results and Discussion
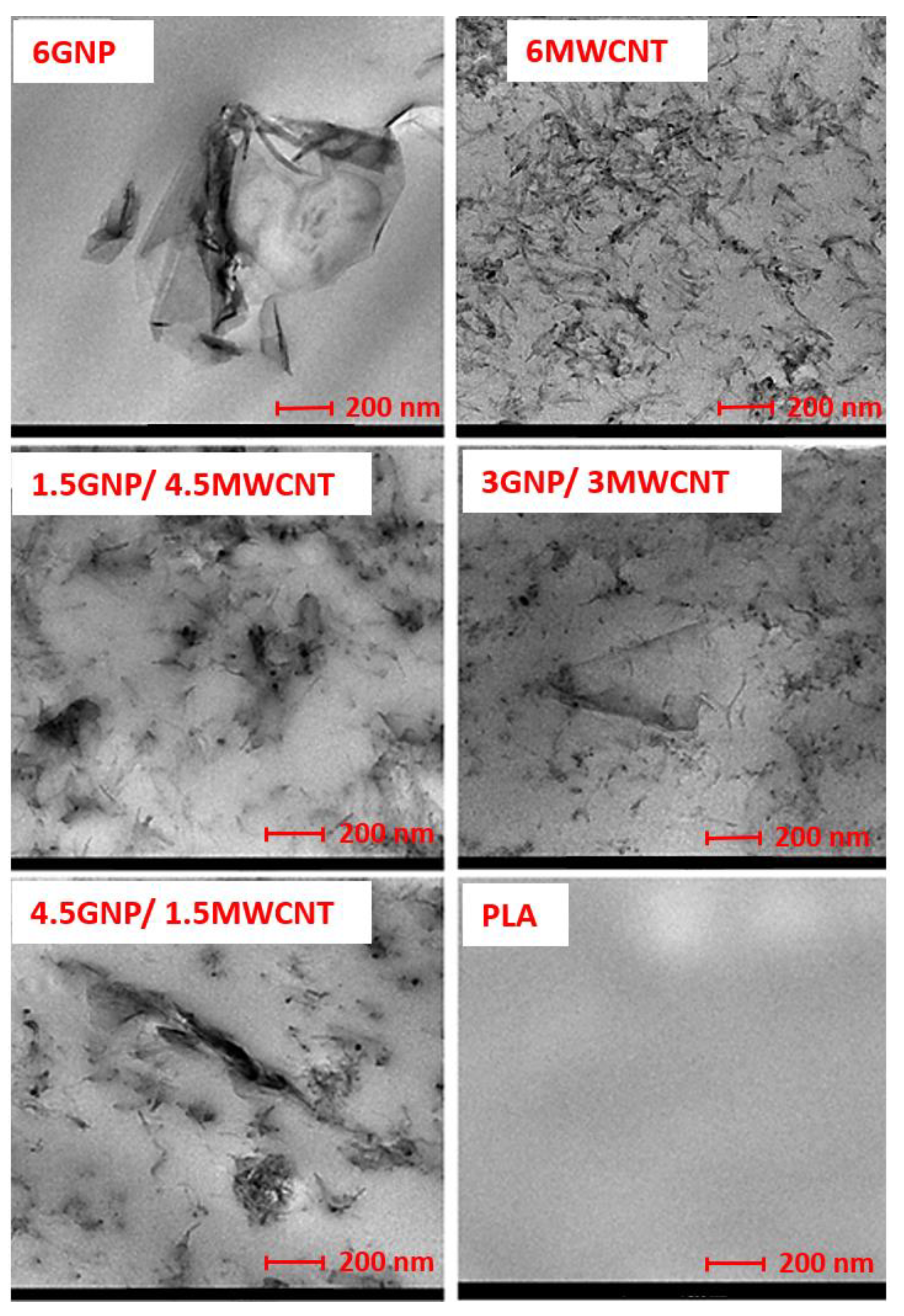
3.1. Morphological Investigation
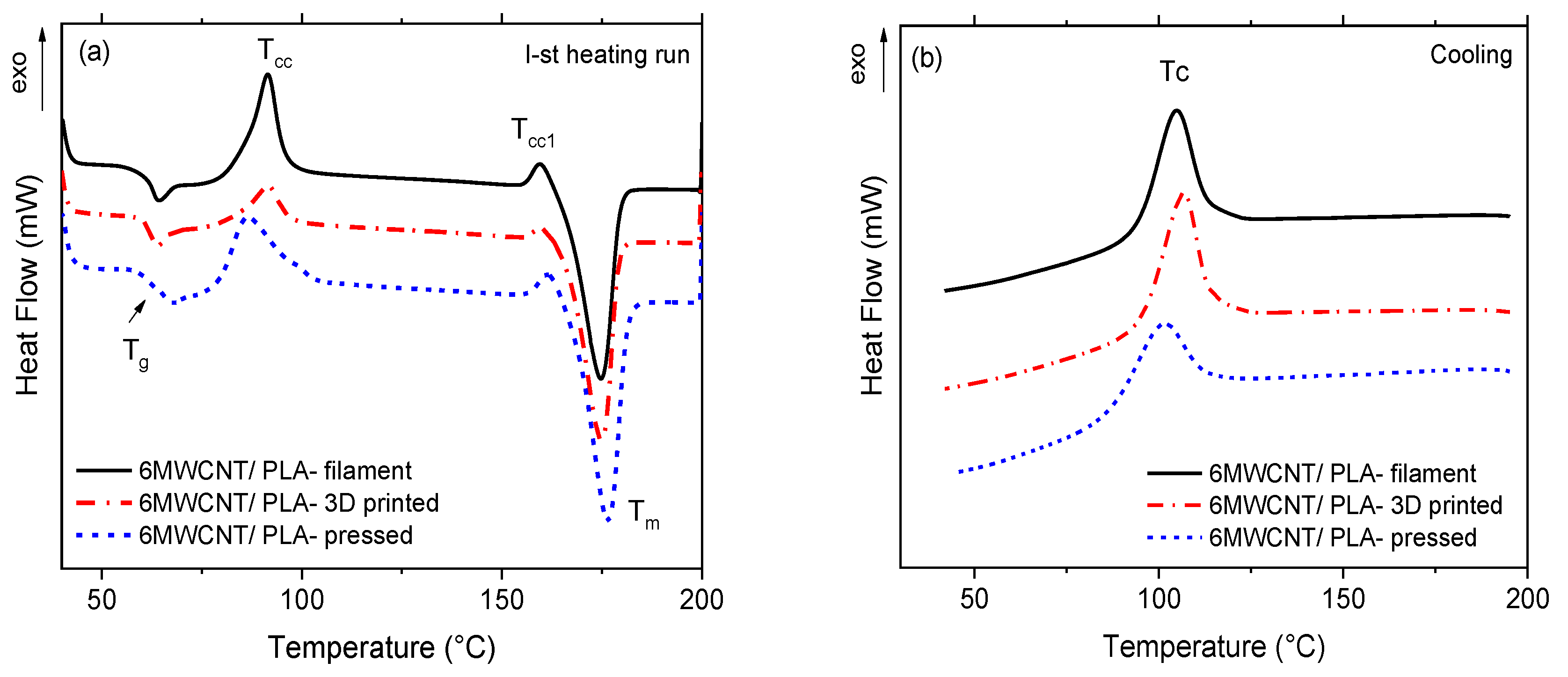
3.2. DSC Characteristics
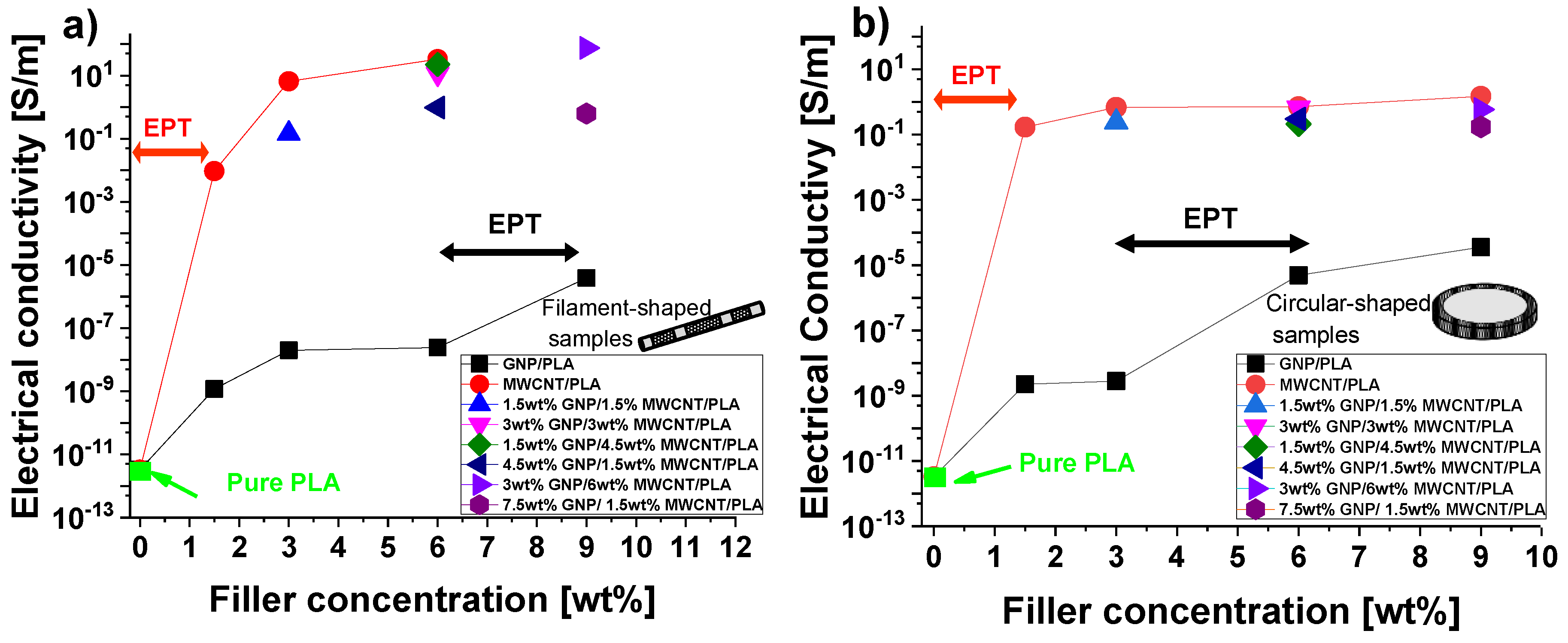
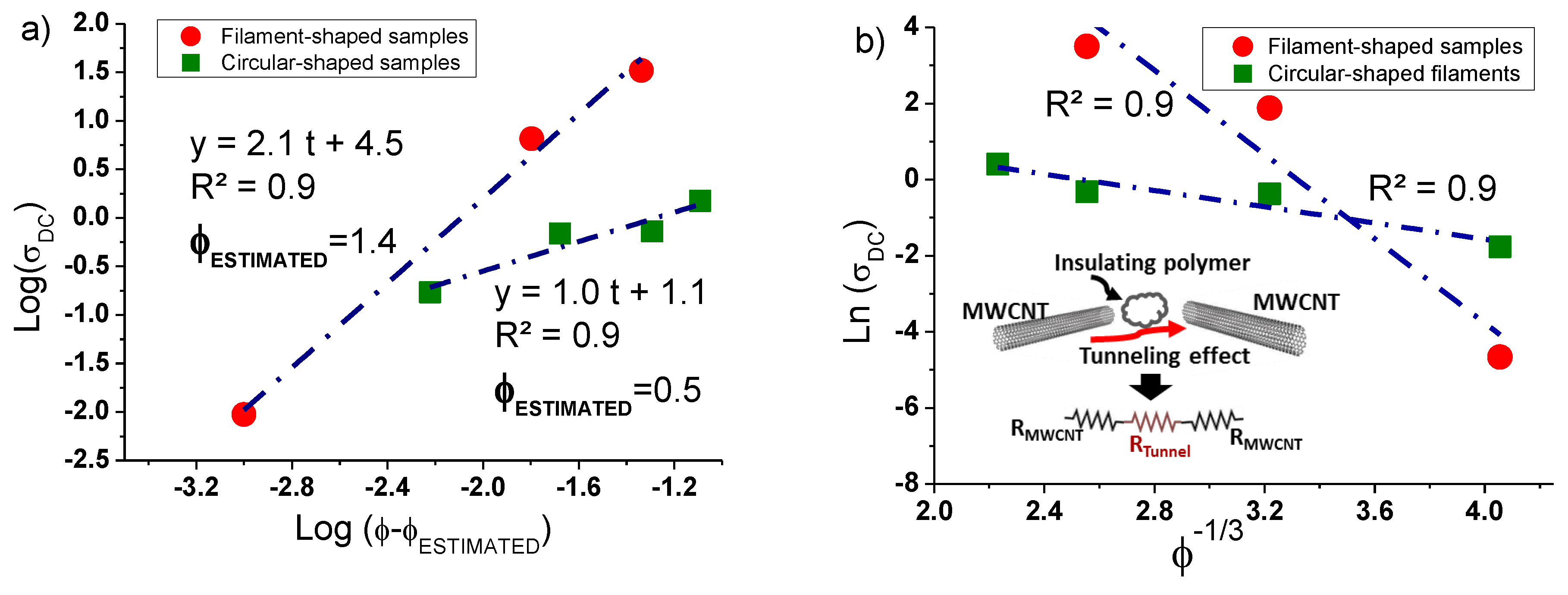
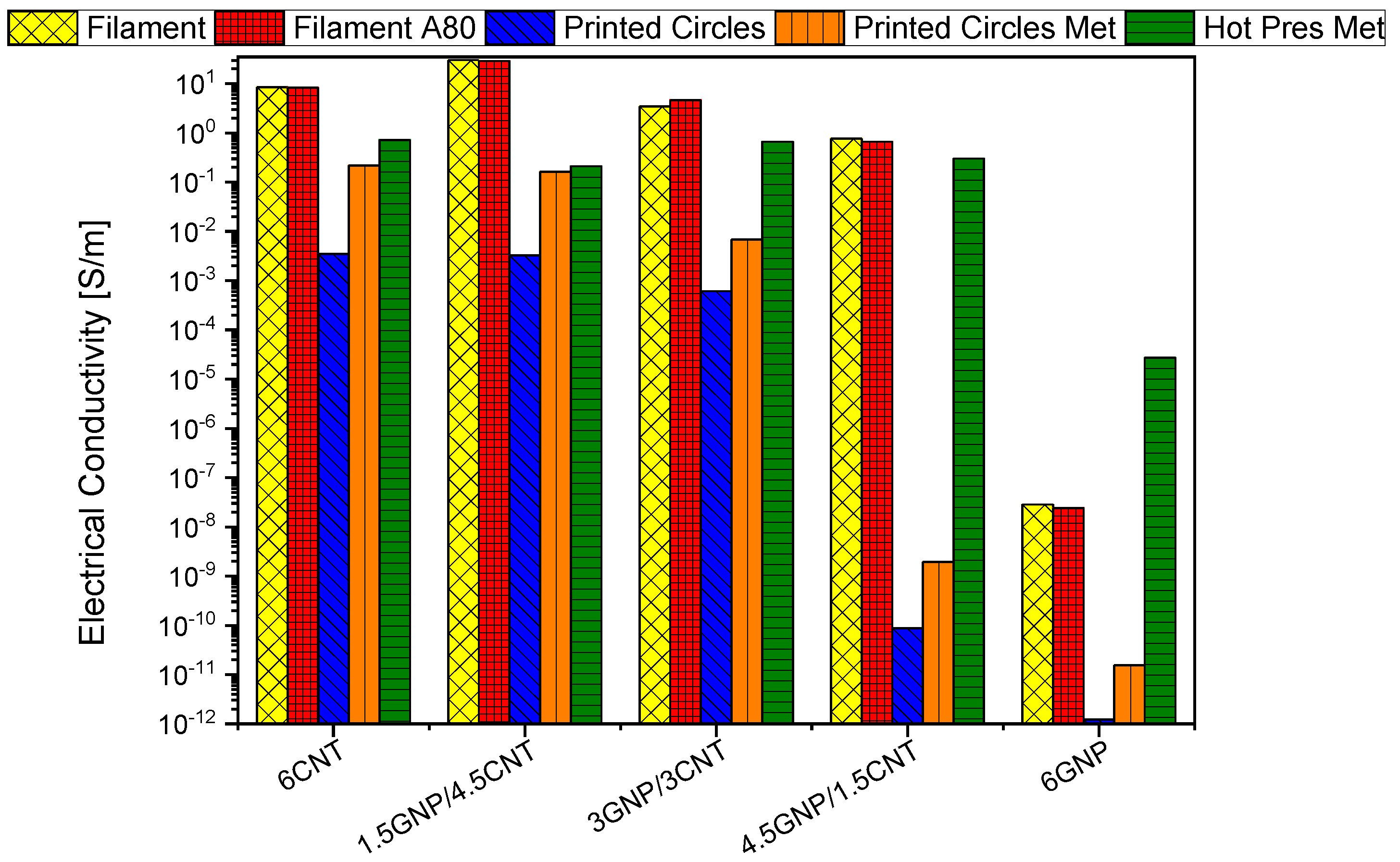
3.3. DC Electrical Properties
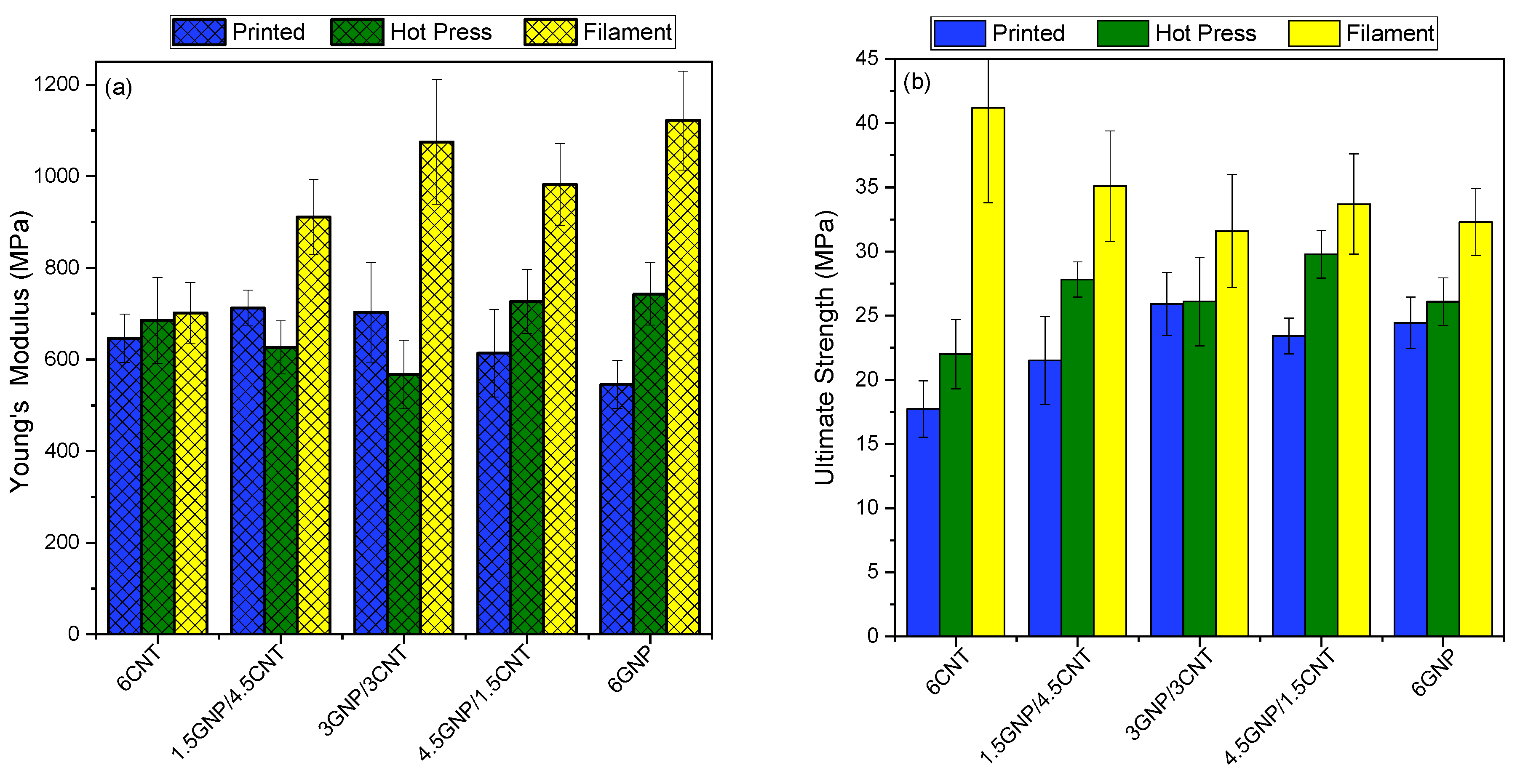
3.4. Tensile Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B: Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Ivanov, E.; Kotsilkova, R.; Xia, H.; Chen, Y.; Donato, R.K.; Donato, K.; Godoy, A.P.; Di Maio, R.; Silvestre, C.; Cimmino, S.; et al. PLA/Graphene/MWCNT Composites with Improved Electrical and Thermal Properties Suitable for FDM 3D Printing Applications. Appl. Sci. 2019, 9, 1209. [Google Scholar] [CrossRef] [Green Version]
- Batakliev, T.; Petrova-Doycheva, I.; Angelov, V.; Georgiev, V.; Ivanov, E.; Kotsilkova, R.; Casa, M.; Cirillo, C.; Adami, R.; Sarno, M.; et al. Effects of Graphene Nanoplatelets and Multiwall Carbon Nanotubes on the Structure and Mechanical Properties of Poly(lactic acid) Composites: A Comparative Study. Appl. Sci. 2019, 9, 469. [Google Scholar] [CrossRef] [Green Version]
- Spinelli, G.; Lamberti, P.; Tucci, V.; Ivanova, R.; Tabakova, S.; Ivanov, E.; Kotsilkova, R.; Cimmino, S.; Di Maio, R.; Silvestre, C. Rheological and electrical behaviour of nanocarbon/poly(lactic) acid for 3D printing applications. Compos. Part B: Eng. 2019, 167, 467–476. [Google Scholar] [CrossRef]
- Jancar, J.; Douglas, J.F.; Starr, F.W.; Kumar, S.K.; Cassagnau, P.; Lesser, A.J.; Sternstein, S.S.; Buehler, M.J. Current issues in research on structure-property relationships in polymer nanocomposites. Polymer 2010, 51, 3321–3343. [Google Scholar] [CrossRef]
- Du, J.; Zhao, L.; Zeng, Y.; Zhang, L.; Li, F.; Liu, P.; Liu, C. Comparison of Electrical Properties between Multi-Walled Carbon Nanotube and Graphene Nanosheet/High Density Polyethylene Composites with a Segregated Network Structure. Carbon 2011, 49, 1094–1100. [Google Scholar] [CrossRef]
- Shi, S.; Chen, J.; Jing, J.; Yang, L. Preparation and 3D printing of highly conductive polylactic acid/carbon nanotube nanocomposites via local enrichment strategy. RSC Adv. 2019, 51, 29980–29986. [Google Scholar] [CrossRef] [Green Version]
- Wu, D.; Cheng, Y.; Feng, S.; Yao, Z.; Zhan, M. Crystallization Behavior of Polylactide/Graphene Composites. Ind. Eng. Chem. Res. 2013, 52, 6731–6739. [Google Scholar] [CrossRef]
- Xu, Z.; Niu, Y.; Wang, Z.; Li, H.; Yang, L.; Qiu, J.; Wang, H. Enhanced nucleation rate of polylactide in composites assisted by surface acid oxidized carbon nanotubes of different aspect ratios. ACS Appl. Mater. Interfaces 2011, 3, 3744–3753. [Google Scholar] [CrossRef]
- Yang, B.; Wang, D.; Chen, F.; Su, L.-F.; Miao, J.-B.; Chen, P.; Qian, J.-S.; Xia, R.; Liu, J.-W. Melting and crystallization behaviors of poly(lactic acid) modified with graphene acting as a nucleating agent. J. Macromol. Sci. Part B 2019, 58, 290–304. [Google Scholar] [CrossRef]
- Li, H.B.; Huneault, M.A. Effect of nucleation and plasticization on the crystallization of poly(lactic acid). Polymer 2007, 48, 6855–6866. [Google Scholar] [CrossRef]
- Gao, Y.; Picot, O.T.; Zhang, H.; Bilotti, E.; Peijs, T. Synergistic effects of filler size on thermal annealing-induced percolation in polylactic acid (PLA)/graphite nanoplatelet (GNP) nanocomposites. Nanocomposites 2017, 3, 67–75. [Google Scholar] [CrossRef]
- Zhang, S.; Lin, L.; Deng, H.; Gao, X.; Bilotti, E.; Peijs, T.; Zhang, Q.; Fu, Q. Dynamic percolation in highly oriented conductive networks formed with different carbon nanofllers. Colloid Polym. Sci. 2012, 290, 1393–1401. [Google Scholar] [CrossRef]
- Kotsilkova, R.; Petrova-Doycheva, I.; Menseidov, D.; Ivanov, E.; Paddubskaya, A.; Kuzhir, P. Exploring thermal annealing and graphene-carbon nanotube additives to enhance crystallinity, thermal, electrical and tensile properties of aged poly(lactic) acid-based filament for 3D printing. Compos. Sci. Technol. 2019, 181, 107712. [Google Scholar] [CrossRef]
- Pyda, M.; Bopp, R.C.; Wunderlich, B.J. Heat capacity of poly(lactic acid). Chem. Thermodyn. 2004, 36, 731–742. [Google Scholar] [CrossRef]
- Fischer, E.W.; Sterzel, H.J.; Wegner, G. Investigation of the structure of solution grown crystals of lactide copolymers by means of chemical reactions. Colloid Polym. Sci. 1973, 251, 980–990. [Google Scholar]
- Balberg, I.; Binenbaum, N.; Wagner, N. Percolation thresholds in the three-dimensional sticks system. Phys. Rev. Lett. 1984, 52, 1465–1468. [Google Scholar] [CrossRef]
- De Vivo, B.; Lamberti, P.; Spinelli, G.; Tucci, V.; Guadagno, L.; Raimondo, M. The effect of filler aspect ratio on the electromagnetic properties of carbon-nanofibers reinforced composites. J. Appl. Phys. 2015, 118, 064302. [Google Scholar] [CrossRef]
- De Vivo, B.; Lamberti, P.; Spinelli, G.; Tucci, V. Numerical investigation on the influence factors of the electrical properties of carbon nano tubes-filled composites. J. Appl. Phys. 2013, 113, 244301. [Google Scholar] [CrossRef]
- Penu, C.; Hu, G.-H.; Fernandez, A.; Marchal, P.; Choplin, L. Rheological and electrical percolation thresholds of carbon nanotube/polymer nanocomposites. Polym. Eng. Sci. 2012, 52, 2173–2181. [Google Scholar] [CrossRef]
- Nan, C.-W.; Shen, Y.; Ma, J. Physical properties of composites near percolation. Ann. Rev. Mater. Res. 2010, 40, 131–151. [Google Scholar] [CrossRef]
- Connor, M.T.; Roy, S.; Ezquerra, T.A.; Calleja, F.J.B. Broadband ac conductivity of conductor-polymer composites. Phys. Rev. B 1998, 57, 2286–2294. [Google Scholar] [CrossRef] [Green Version]
- Mdarhri, A.; Carmona, F.; Brosseau, C.; Delhaes, P. Direct current electrical and microwave properties of polymer-multiwalled carbon nanotubes composites. J. Appl. Phys. 2008, 103, 054303. [Google Scholar] [CrossRef]
- Kilbride, B.E.; Coleman, J.; Fraysse, J.; Fournet, P.; Cadek, M.; Drury, A.; Hutzler, S.; Roth, S.S.; Blau, J.W. Experimental observation of scaling laws for alternating current and direct current conductivity in polymer-carbon nanotube composite thin films. Appl. Phys. 2002, 92, 4024–4030. [Google Scholar] [CrossRef]
- Zhang, R.; Dowden, A.; Deng, H.; Baxendale, M.; Peijs, T. Conductive network formation in the melt of carbon nanotube/thermoplastic polyurethane composite. Compos. Sci. Technol. 2009, 69, 1499–1504. [Google Scholar] [CrossRef]
- Cipriano, B.H.; Kota, A.K.; Gershon, A.L.; Laskowski, C.J.; Kashiwagi, T.; Bruck, A.H. Conductivity enhancement of carbon nanotube and nanofber-based polymer nanocomposites by melt annealing. Polymer 2008, 49, 4846–4851. [Google Scholar] [CrossRef]
- Tábi, T.; Sajó, I.E.; Szabó, F.; Luyt, A.S.; Kovács, J.G. Crystalline structure of annealed polylactic acid and its relation to processing. Express Polym. Lett. 2010, 4, 659–668. [Google Scholar] [CrossRef]
- Carrasco, F.; Pagès, P.; Gámez-Pérez, J.; Santana, O.O.; Maspoch, M.L. Processing of poly(lactic acid): Characterization of chemical structure, thermal stability and mechanical properties. Polym. Degrad. Stab. 2010, 95, 116–125. [Google Scholar] [CrossRef]
- Tsuji, H.; Ikada, Y. Properties and morphologies of poly(L-lactide): I. Annealing condition effects on properties and morphologies of poly(L-lactide). Polymer 1995, 36, 2709–2716. [Google Scholar] [CrossRef]
- Angjellari, M.; Tamburri, E.; Montaina, L.; Natali, M.; Passeri, D.; Rossi, M.; Terranova, M.L. Beyond the concepts of nanocomposite and 3D printing: PVA and nanodiamonds for layer-by-layer additive manufacturing. Mater. Des. 2017, 119, 12–21. [Google Scholar] [CrossRef]
- Lee, C.; Wei, X.; Kysar, J.W.; Hone, J. Measurement of the elastic properties and intrinsic strength of monolayer graphene. Science 2008, 321, 385–388. [Google Scholar] [CrossRef] [PubMed]
- Yu, M.F.; Lourie, O.; Dyer, M.J.; Moloni, K.; Kelly, T.F.; Ruoff, R.S. Strength and breaking mechanism of multiwalled carbon nanotubes under tensile load. Science 2000, 287, 637–640. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gnanasekaran, K.; Heijmans, T.; van Bennekom, S.; Woldhuis, H.; Wijnia, S.; de With, G.; Friedrich, H. 3D printing of CNT- and graphene-based conductive polymer nanocomposites by fused deposition modeling. Appl. Mater. Today 2017, 9, 21–28. [Google Scholar] [CrossRef]
- Sagias, V.D.; Giannakopoulos, K.I.; Stergiou, C. Mechanical properties of 3D printed polymer specimens. Proced. Struct. Integr. 2018, 10, 85–90. [Google Scholar] [CrossRef]
- Taufik, M.; Jain, P.K. Role of build orientation in layered manufacturing: A review. Int. J. Manuf. Technol. Manag. 2013, 27, 47–73. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | GNP Filler | MWCNT Filler |
|---|---|---|
| Commercial Code | TNGNP | NC7000™ |
| Purity (wt.%) | 99.5 | 90 |
| Thickness (nm) | 4–20 | - |
| Average size (µm) | 5–10 | - |
| External diameter, (nm) | - | 9.5 |
| Average Length (µm) | - | 1.5 |
| Surface area (m2/g) | - | 250–300 |
| Volume resistivity (Ω cm) | 4 × 10−4 | 10−4 |
| Aspect ratio | ~500 | ~150 |
| Sample | PLA Content, wt.% | GNP Content, wt.% | MWCNT Content, wt.% |
|---|---|---|---|
| PLA | 100 | - | - |
| 6GNP | 94 | 6 | - |
| 6MWCNT | 94 | - | 6 |
| 3GNP/3MWCNT | 94 | 3 | 3 |
| 1.5GNP/4.5MWCNT | 94 | 1.5 | 4.5 |
| 4.5GNP/1.5MWCNT | 94 | 4.5 | 1.5 |
| Composites | Tg [°C] | Tcc [°C] | Tcc1 [°C] | Tm [°C] | Tc [°C] | ΔHcc [J/g] | ΔHm [J/g] | χc [%] | |
|---|---|---|---|---|---|---|---|---|---|
| PLA | Filament | 65.0 | - | - | 149.6 | - | - | 1.47 | 1.6 |
| 6 CNT | Filament | 62.5 | 91.5 | 159.5 | 174.8 | 104.8 | 18.5 | 44.6 | 29.8 |
| 3D print | 62.5 | 91.6 | 159.9 | 174.9 | 106.7 | 10.8 | 47.2 | 41.7 | |
| Pressed | 65.7 | 86.6 | 161.3 | 176.5 | 101.4 | 19.9 | 44.8 | 28.4 | |
| 6 GNP | Filament | 64.8 | 95.2 | 161.3 | 176.9 | 106.7 | 21.5 | 44.16 | 26.0 |
| 3D print | 63.8 | 92.0 | 161.0 | 176.8 | 107.6 | 18.4 | 48.34 | 34.3 | |
| Pressed | 65.4 | 94.9 | 161.6 | 177.3 | 109.9 | 21.9 | 46.34 | 28.0 | |
| Filament Samples | Young’s Modulus, MPa | Ultimate Strength, MPa | Yield Strength, MPa | Elongation at Ultimate Strength, % | Toughness J/mm3 |
|---|---|---|---|---|---|
| 6MWCNT | 702 ± 66 | 41.2 ± 7.4 | 7.8 ± 1.0 | 9.4 ± 0.5 | 2.0 ± 0.4 |
| 1.5GNP/4.5MWCNT | 911 ± 82 | 35.1 ± 4.3 | 6.4 ± 0.3 | 6.2 ± 0.6 | 1.1 ± 0.2 |
| 3GNP/3MWCNT | 1075 ± 136 | 31.6 ± 4.4 | 4.3 ± 0.6 | 5.1 ± 0.3 | 0.8 ± 0.2 |
| 4.5GNP/1.5MWCNT | 982 ± 89 | 33.7 ± 3.9 | 6.1 ± 0.6 | 5.6 ± 0.6 | 0.9 ± 0.2 |
| 6GNP | 1122 ± 108 | 32.3 ± 2.6 | 6.0 ± 0.6 | 4.9 ± 1.5 | 0.8 ± 0.2 |
| 3D printed Samples | |||||
| 6MWCNT | 646 ± 53 | 17.7 ± 2.2 | 4.6 ± 0.6 | 6.0 ± 0.3 | 0.7 ± 0.1 |
| 1.5GNP/4.5MWCNT | 713 ± 39 | 21.5 ± 3.4 | 2.8 ± 0.4 | 4.0 ± 0.5 | 0.4 ± 0.1 |
| 3GNP/3MWCNT | 703 ± 109 | 25.9 ± 2.5 | 5.1 ± 0.8 | 5.6 ± 0.7 | 0.7 ± 0.2 |
| 4.5GNP/1.5MWCNT | 614 ± 96 | 23.4 ± 1.4 | 4.0 ± 0.8 | 4.8 ± 0.6 | 0.5 ± 0.1 |
| 6GNP | 546 ± 93 | 24.4 ± 2.0 | 4.4 ± 1.4 | 6.0 ± 0.2 | 0.7 ± 0.1 |
| Hot-pressed Sample | |||||
| 6MWCNT | 686 ± 94 | 22.0 ± 2.7 | 4.3 ± 0.2 | 5.1 ± 0.4 | 0.7 ± 0.1 |
| 1.5GNP/4.5MWCNT | 627 ± 58 | 27.8 ± 1.4 | 2.0 ± 0.9 | 3.7 ± 0.4 | 0.4 ± 0.1 |
| 3GNP/3MWCNT | 568 ± 75 | 26.1 ± 3.5 | 1.8 ± 0.5 | 6.2 ± 0.8 | 0.8 ± 0.2 |
| 4.5GNP/1.5MWCNT | 727 ± 70 | 29.8 ± 1.9 | 2.1 ± 0.3 | 6.2 ± 0.6 | 0.9 ± 0.1 |
| 6GNP | 743 ± 68 | 26.1 ± 1.9 | 5.3 ± 0.5 | 6.2±0.7 | 0.9±0.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Spinelli, G.; Kotsilkova, R.; Ivanov, E.; Petrova-Doycheva, I.; Menseidov, D.; Georgiev, V.; Di Maio, R.; Silvestre, C. Effects of Filament Extrusion, 3D Printing and Hot-Pressing on Electrical and Tensile Properties of Poly(Lactic) Acid Composites Filled with Carbon Nanotubes and Graphene. Nanomaterials 2020, 10, 35. https://doi.org/10.3390/nano10010035
Spinelli G, Kotsilkova R, Ivanov E, Petrova-Doycheva I, Menseidov D, Georgiev V, Di Maio R, Silvestre C. Effects of Filament Extrusion, 3D Printing and Hot-Pressing on Electrical and Tensile Properties of Poly(Lactic) Acid Composites Filled with Carbon Nanotubes and Graphene. Nanomaterials. 2020; 10(1):35. https://doi.org/10.3390/nano10010035
Chicago/Turabian StyleSpinelli, Giovanni, Rumiana Kotsilkova, Evgeni Ivanov, Ivanka Petrova-Doycheva, Dzhihan Menseidov, Vladimir Georgiev, Rosa Di Maio, and Clara Silvestre. 2020. "Effects of Filament Extrusion, 3D Printing and Hot-Pressing on Electrical and Tensile Properties of Poly(Lactic) Acid Composites Filled with Carbon Nanotubes and Graphene" Nanomaterials 10, no. 1: 35. https://doi.org/10.3390/nano10010035