Kenaf Composites for Automotive Components: Enhancement in Machinability and Moldability

 ,
,
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experimental
2.1. Materials
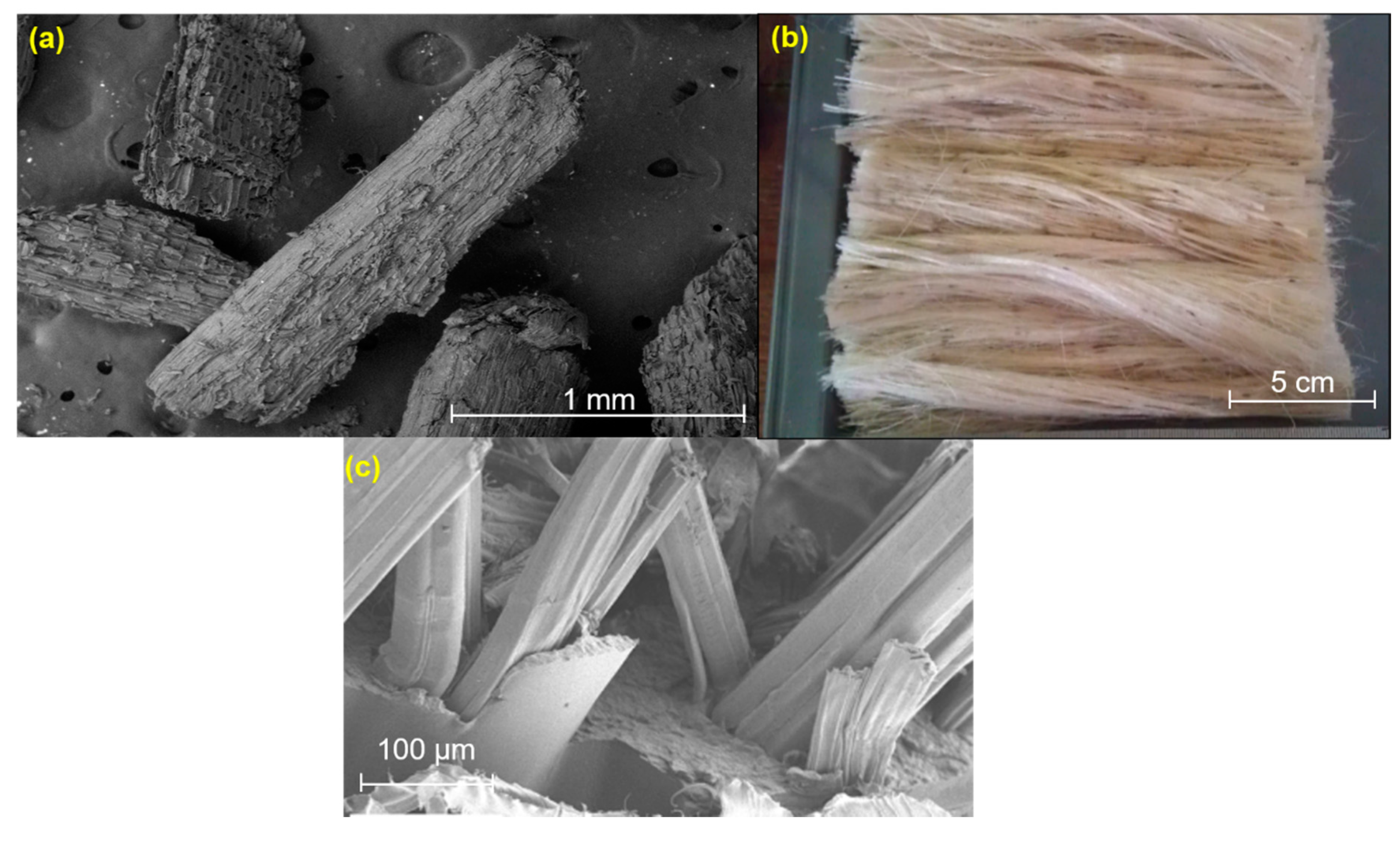
2.2. Fibres Preparation
2.3. Method of Fabrications
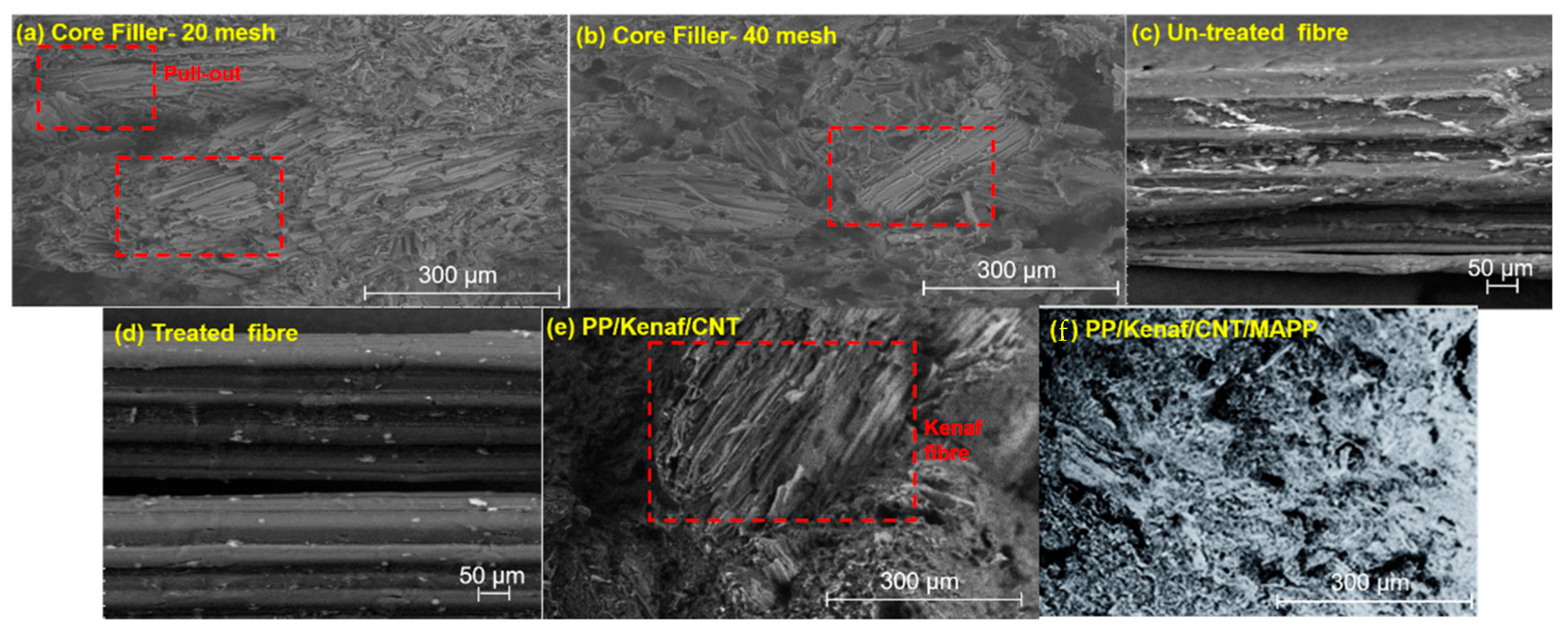
2.4. Characterisation of Kenaf Composites
3. Results and discussion
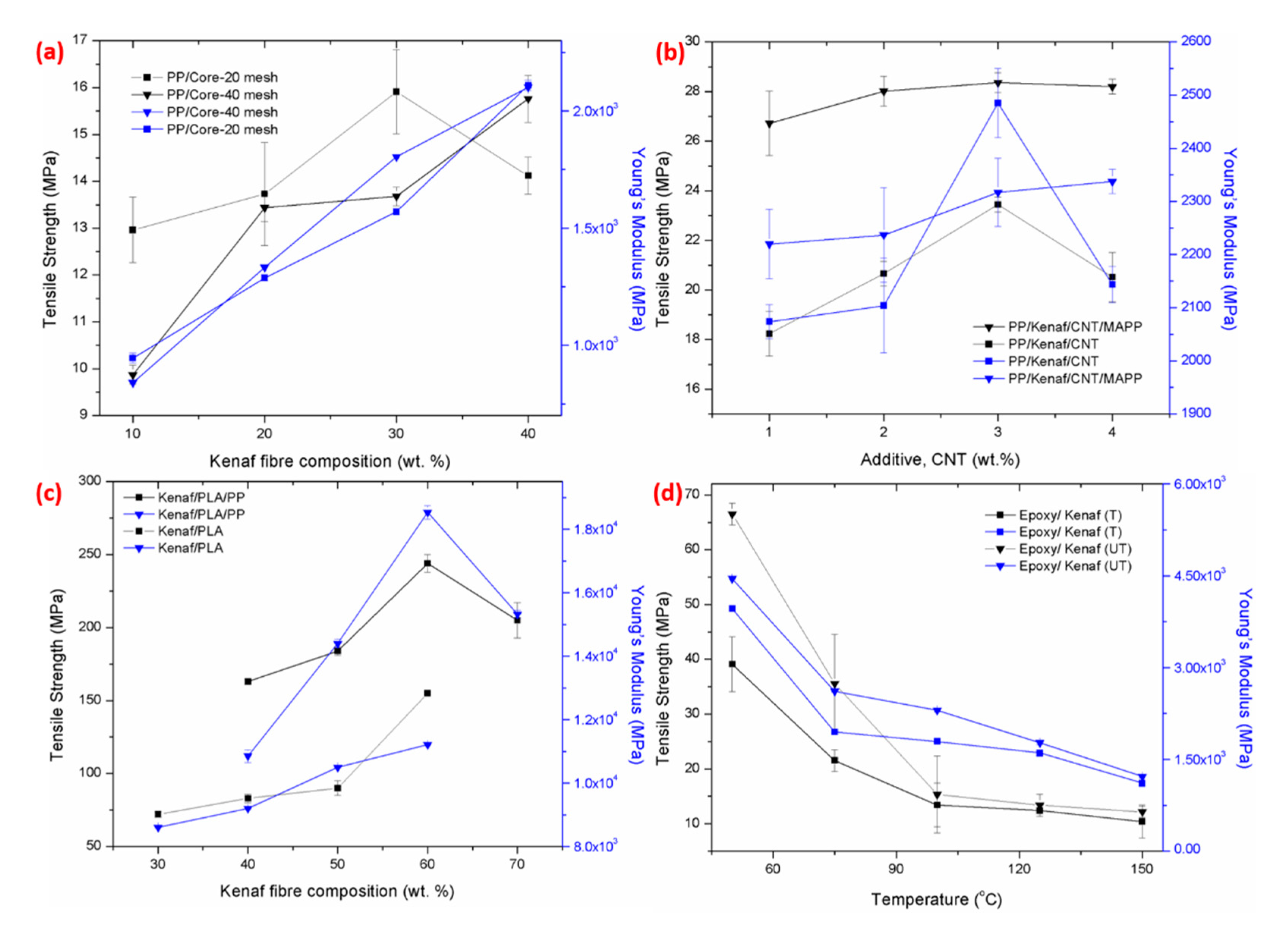
3.1. Tensile Properties
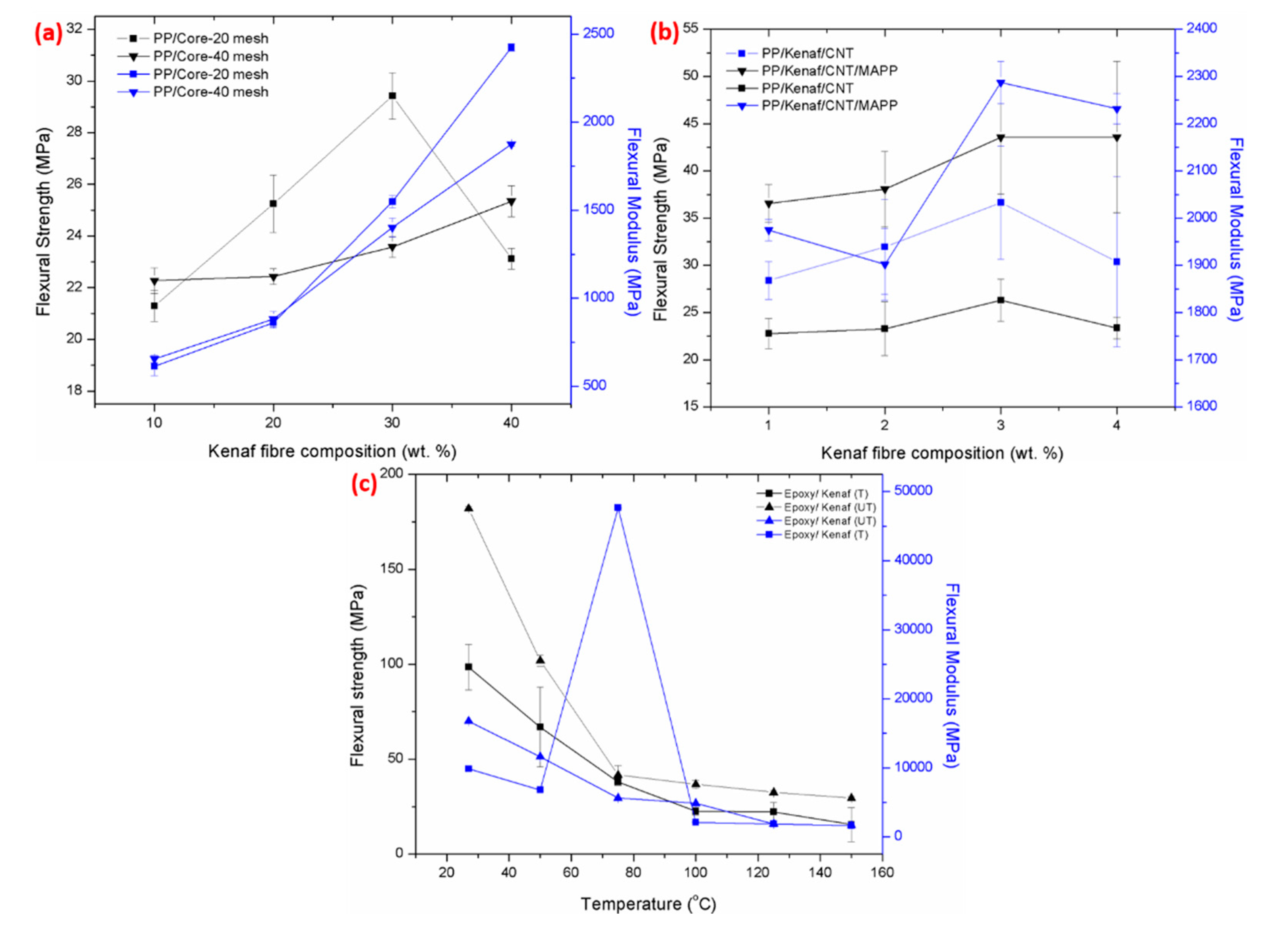
3.2. Flexural Properties
3.3. Impact Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yahaya, R.; Sapuan, S.M.; Jawaid, M.; Leman, Z.; Zainudin, E.S. Investigating ballistic impact properties of woven kenaf-aramid hybrid composites. Fibers Polym. 2016, 17, 275–281. [Google Scholar] [CrossRef]
- Mohd Radzuan, N.A.; Sulong, A.B.; Sahari, J. A review of electrical conductivity models for conductive polymer composite. Int. J. Hydrog. Energy 2017, 42, 9262–9273. [Google Scholar] [CrossRef]
- Jambari, S.; Yahya, M.Y.; Abdullah, M.R.; Jawaid, M. Woven Kenaf/Kevlar Hybrid Yarn as potential fiber reinforced for anti-ballistic composite material. Fibers Polym. 2017, 18, 563–568. [Google Scholar] [CrossRef]
- Wang, Y.; Wan, H.; Wang, D.; Wang, J.; Wang, L.; Feng, R. Preparation and Characterization of A Semi-interpenetrating Network Alkaline Anion Exchange Membrane. Fibers Polym. 2018, 19, 11–21. [Google Scholar] [CrossRef]
- Radzi, A.M.; Sapuan, S.M.; Jawaid, M.; Mansor, M.R. Influence of fibre contents on mechanical and thermal properties of roselle fibre reinforced polyurethane composites. Fibers Polym. 2017, 18, 1353–1358. [Google Scholar] [CrossRef]
- Antunes, R.A.; De Oliveira, M.C.L.; Ett, G.; Ett, V. Carbon materials in composite bipolar plates for polymer electrolyte membrane fuel cells: A review of the main challenges to improve electrical performance. J. Power Sources 2011, 196, 2945–2961. [Google Scholar] [CrossRef] [Green Version]
- Davoodi, M.M.; Sapuan, S.M.; Ahmad, D.; Ali, A.; Khalina, A.; Jonoobi, M. Mechanical properties of hybrid kenaf/glass reinforced epoxy composite for passenger car bumper beam. Mater. Des. 2010, 31, 4927–4932. [Google Scholar] [CrossRef]
- Mallick, P.K. 5 - Thermoplastics and thermoplastic–matrix composites for lightweight automotive structures. Mater. Des. Manuf. Light. Veh. 2010, 174–207. [Google Scholar] [CrossRef]
- Zampaloni, M.; Pourboghrat, F.; Yankovich, S.A.; Rodgers, B.N.; Moore, J.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Kenaf natural fiber reinforced polypropylene composites: A discussion on manufacturing problems and solutions. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1569–1580. [Google Scholar] [CrossRef]
- Alkateb, M.; Sapuan, S.M.; Leman, Z.; Jawaid, M.; Ishak, M.R. Energy absorption capacities of kenaf fibre-reinforced epoxy composite elliptical cones with circumferential holes. Fibers Polym. 2017, 18, 1187–1192. [Google Scholar] [CrossRef]
- Razak, Z.; Bakar, A.; Muhamad, N.; Hassan, C.; Haron, C.; Khairul, M.; Radzi, F.; Farhani, N.; Tholibon, D.; Tharazi, I. Effects of thermal cycling on physical and tensile properties of injection moulded kenaf / carbon nanotubes / polypropylene hybrid composites. Compos. Part B 2019, 168, 159–165. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Ramesh, M. Kenaf (Hibiscus cannabinus L.) fibre based bio-materials: A review on processing and properties. Prog. Mater. Sci. 2016, 78, 1–92. [Google Scholar] [CrossRef]
- Babatunde, O.E.; Yatim, J.M.; Ishak, Y.; Masoud, R.; Meisam, R. Potentials of kenaf fibre in bio-composite production: A review. J. Teknol. 2015, 12, 23–30. [Google Scholar]
- Fiore, V.; Di Bella, G.; Valenza, A. The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Compos. Part B Eng. 2015, 68, 14–21. [Google Scholar] [CrossRef]
- Rassmann, S.; Reid, R.G.; Paskaramoorthy, R. Effects of processing conditions on the mechanical and water absorption properties of resin transfer moulded kenaf fibre reinforced polyester composite laminates. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1612–1619. [Google Scholar] [CrossRef]
- Leong, Y.W.; Thitithanasarn, S.; Yamada, K.; Hamada, H. Compression and injection molding techniques for natural fiber composites. In Natural Fibre Composites; Woodhead Publishing Ltd.: Cambridge, UK, 2014; ISBN 9780857095244. [Google Scholar]
- Subasinghe, A.; Somashekar, A.A.; Bhattacharyya, D. Effects of wool fibre and other additives on the flammability and mechanical performance of polypropylene/kenaf composites. Compos. Part B Eng. 2018, 136, 168–176. [Google Scholar] [CrossRef]
- Ariawan, D.; Salim, M.S.; Taib, R.M.; Thirmizir, M.Z.A.; Ishak, Z.A.M. Interfacial characterisation and mechanical properties of heat treated non-woven kenaf fibre and its reinforced composites. Compos. Interfaces 2018, 25, 187–203. [Google Scholar] [CrossRef]
- Sapuan, S.M.; Purushothman, K.R.; Sanyang, M.L.; Mansor, M.R. Design and Fabrication of Kenaf Fibre Reinforced Polymer Composites for Portable Laptop Table. In Lignocellulosic Composite Materials; Springer: Cham, Switzerland, 2018; pp. 323–356. ISBN 9783319686967. [Google Scholar]
- Taufiq, M.J.; Mansor, M.R.; Mustafa, Z. Characterisation of wood plastic composite manufactured from kenaf fibre reinforced recycled-unused plastic blend. Compos. Struct. 2018, 189, 510–515. [Google Scholar] [CrossRef]
- Mohd Radzuan, N.A.; Yusuf Zakaria, M.; Sulong, A.B.; Sahari, J. The effect of milled carbon fibre filler on electrical conductivity in highly conductive polymer composites. Compos. Part B Eng. 2017, 110, 153–160. [Google Scholar] [CrossRef]
- Chua, M.I.H.; Sulong, A.B.; Abdullah, M.F.; Muhamad, N. Optimization of injection molding and solvent debinding parameters of stainless steel powder (SS316L) based feedstock for metal injection molding. Sains Malaysiana 2013, 42, 1743–1750. [Google Scholar]
- Suherman, H.; Sulong, A.B.; Sahari, J. Effect of the compression molding parameters on the in-plane and through-plane conductivity of carbon nanotubes/graphite/epoxy nanocomposites as bipolar plate material for a polymer electrolyte membrane fuel cell. Ceram. Int. 2013, 39, 1277–1284. [Google Scholar] [CrossRef]
- Salleh, F.M.; Hassan, A.; Yahya, R.; Azzahari, A.D. Effects of extrusion temperature on the rheological, dynamic mechanical and tensile properties of kenaf fiber/HDPE composites. Compos. Part B Eng. 2014, 58, 259–266. [Google Scholar] [CrossRef]
- Radzuan, N.A.M.; Sulong, A.B.; Rao Somalu, M. Electrical properties of extruded milled carbon fibre and polypropylene. J. Compos. Mater. 2017, 51, 3187–3195. [Google Scholar] [CrossRef]
- Wang, Z.; Fan, X.; Wang, K.; Deng, H.; Chen, F.; Fu, Q. Fabrication of polypropylene/carbon nanotubes composites via a sequential process of (rotating solid-state mixing)-plus-(melt extrusion). Compos. Sci. Technol. 2011, 71, 1397–1403. [Google Scholar] [CrossRef]
- Bleach, N.C.; Nazhat, S.N.; Tanner, K.E.; Kellomäki, M.; Törmälä, P. Effect of filler content on mechanical and dynamic mechanical properties of particulate biphasic calcium phosphate--polylactide composites. Biomaterials 2002, 23, 1579–1585. [Google Scholar] [CrossRef]
- Wambua, P.; Ivens, J.; Verpoest, I. Natural fibres: Can they replace glass in fibre reinforced plastics? Compos. Sci. Technol. 2003, 63, 1259–1264. [Google Scholar] [CrossRef]
- Baufeld, B.; Brandl, E.; Van Der Biest, O. Wire based additive layer manufacturing: Comparison of microstructure and mechanical properties of Ti-6Al-4V components fabricated by laser-beam deposition and shaped metal deposition. J. Mater. Process. Technol. 2011, 211, 1146–1158. [Google Scholar] [CrossRef]
- Akil, H.M.; Omar, M.F.; Mazuki, A.A.M.; Safiee, S.; Ishak, Z.A.M.; Abu Bakar, A. Kenaf fiber reinforced composites: A review. Mater. Des. 2011, 32, 4107–4121. [Google Scholar] [CrossRef]
- Liu, Q.; Zhao, M.; Zhou, Y.; Yang, Q.; Shen, Y.; Gong, R.H.; Zhou, F.; Li, Y.; Deng, B. Polylactide single-polymer composites with a wide melt-processing window based on core-sheath PLA fi bers. Mater. Des. 2018, 139, 36–44. [Google Scholar] [CrossRef]
- Zhang, X.; Ding, W.; Zhao, N.; Chen, J.; Park, C.B. Effects of Compressed CO2 and Cotton Fibers on the Crystallization and Foaming Behaviors of PLA. Ind. Eng. Chem. Res. 2018, 57, 2094–2104. [Google Scholar] [CrossRef]
- Jayaramudu, J.; Reddy, G.S.M.; Varaprasad, K.; Sadiku, E.R.; Ray, S.S.; Rajulu, A.V. Mechanical properties of uniaxial natural fabric Grewia tilifolia reinforced epoxy based composites: Effects of chemical treatment. Fibers Polym. 2014, 15, 1462–1468. [Google Scholar] [CrossRef]
- Agboola, B.O.; Jack, D.A.; Montgomery-Smith, S. Effectiveness of recent fiber-interaction diffusion models for orientation and the part stiffness predictions in injection molded short-fiber reinforced composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1959–1970. [Google Scholar] [CrossRef]
- Suherman, H.; Sahari, J.; Sulong, A.B. Effect of small-sized conductive filler on the properties of an epoxy composite for a bipolar plate in a PEMFC. Ceram. Int. 2013, 39, 7159–7166. [Google Scholar] [CrossRef]
- Heo, S.I.; Yun, J.C.; Oh, K.S.; Han, K.S. Influence of particle size and shape on electrical and mechanical properties of graphite reinforced conductive polymer composites for the bipolar plate of PEM fuel cells. Adv. Compos. Mater. Off. J. Japan Soc. Compos. Mater. 2006, 15, 115–126. [Google Scholar] [CrossRef]
- Zakaria, M.Y.; Sulong, A.B.; Sahari, J.; Suherman, H. Effect of the addition of milled carbon fiber as a secondary filler on the electrical conductivity of graphite/epoxy composites for electrical conductive material. Compos. Part B Eng. 2015, 83, 75–80. [Google Scholar] [CrossRef]
- Hobbie, E.K.; Wang, H.; Kim, H.; Lin-Gibson, S.; Grulke, E.A. Orientation of carbon nanotubes in a sheared polymer melt. Phys. Fluids 2003, 15, 1196–1202. [Google Scholar] [CrossRef]
- Wang, J.; Geng, C.; Luo, F.; Liu, Y.; Wang, K.; Fu, Q.; He, B. Shear induced fiber orientation, fiber breakage and matrix molecular orientation in long glass fiber reinforced polypropylene composites. Mater. Sci. Eng. A 2011, 528, 3169–3176. [Google Scholar] [CrossRef]





© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohd Radzuan, N.A.; Ismail, N.F.; Fadzly Md Radzi, M.K.; Razak, Z.B.; Tharizi, I.B.; Sulong, A.B.; Che Haron, C.H.; Muhamad, N. Kenaf Composites for Automotive Components: Enhancement in Machinability and Moldability. Polymers 2019, 11, 1707. https://doi.org/10.3390/polym11101707
Mohd Radzuan NA, Ismail NF, Fadzly Md Radzi MK, Razak ZB, Tharizi IB, Sulong AB, Che Haron CH, Muhamad N. Kenaf Composites for Automotive Components: Enhancement in Machinability and Moldability. Polymers. 2019; 11(10):1707. https://doi.org/10.3390/polym11101707
Chicago/Turabian StyleMohd Radzuan, Nabilah Afiqah, Nur Farhani Ismail, Mohd Khairul Fadzly Md Radzi, Zakaria Bin Razak, Izdihar Binti Tharizi, Abu Bakar Sulong, Che Hassan Che Haron, and Norhamidi Muhamad. 2019. "Kenaf Composites for Automotive Components: Enhancement in Machinability and Moldability" Polymers 11, no. 10: 1707. https://doi.org/10.3390/polym11101707