Impact of Sycamore Maple Thermal Treatment on a Granulometric Composition of Chips Obtained due to Processing on a CNC Machining Mentre


Faculty of Wood Sciences and Technology, Technical University in Zvolen, 96053 Zvolen, Slovakia
*
Author to whom correspondence should be addressed.
Sustainability 2019, 11(3), 718; https://doi.org/10.3390/su11030718
Submission received: 30 November 2018
/
Revised: 25 January 2019
/
Accepted: 28 January 2019
/
Published: 30 January 2019
(This article belongs to the Special Issue Sustainability in Wood Science)
Abstract
:This article deals with a granulometric composition of chips from the milling process of native and thermal treatment maple cuttings on a 5-axial Computer numerical control (CNC) machining center SCM Tech Z5. The aim of this article was to determine the changes in the granulometric composition of chips due to the thermal treatment of wood and to assess the potential risk of the creation of harmful dust fractions. Cuttings were milled with a shank cutter with exchangeable razor blades at feed speed vf = 1 ÷ 5 m·min−1 and material removal e = 3 mm. The thermal treatment in order to modify the color of the maple wood was done with water vapour at temperatures of tI = 112.5 ± 2.5 °C for a period of τ = 5.5 h (Mode I), tII = 127.5 ± 2.5 °C for a period of τ = 6.5 h (Mode II), and tIII = 137.5 ± 2.5 °C for a period of τ = 7.5 h (Mode III). The granulometric composition of the chips was detected by sifting. A granulometric analysis of the chips provided that more than 2/3 of the produced chips are a coarse fraction consisting of flat chips with dimensions over 1 mm. Dust fractions smaller than 500 μm form isometric grains, i.e., chips having approximately the same size in all three dimensions. Inhalable dust particles, smaller than 125 μm, do not exceed a 2.5% share. The granulometric analysis of chips shows that the thermal treatment of maple wood does not create respirable fractions, and therefore, the thermal treatment of the wood does not have a negative impact on the living and working environments.
1. Introduction
Wood is a complex and natural material that consists basically of cellulose (40–45%), hemicelluloses (20–30%), and lignin (25–35%). Cellulose represents the crystalline area of the wood, whereas the structures of hemicelluloses and lignin make up the amorphous area. The main mechanical functions of hemicelluloses and lignin are to buttress the cellulose fibrils [1].
Wood materials can be degraded by attacks by numerous biological species and by environmental conditions, so they are protected by the use of various treatment processes. One of these processes is the thermal treatment of wood materials [2].
The thermal treatment of wood is an ecological method, as shown by References [3,4,5], which aims to temporarily or permanently modify the physical and mechanical properties of wood. One of the lasting physical changes is the color change of the wood [6,7,8,9,10,11,12,13,14,15,16].
CNC technologies have become an integral part of the woodworking industry. The CNC machining centers are among the most widely used ones. The 5-axial versions of these centers are trendy, as they, in addition to the basic movements in the X, Y, and Z axes, also allow rotational movements in the B axis (rotational movement around the Y axis) and C axis (rotational movement around the Z axis). The 5-axial CNC machining centers are universal machines that allow machining of the workpiece within its five base areas and their combinations (the 6th area is reserved for the attachment of the workpiece during the machining process). The versatility of the 5-axial CNC machining centers has opened the issue of exhausting the chips from the working environment. Suction bins are used to exhaust the chips; the bins press against the workpiece surface and exhaust the sawdust into the air-conditioning system. Suction bins in the 5-axial version of the machines have taken on significant dimensions, and their volume reaches 0.125–0.350 m3 (there is a significant pressure loss created). Furthermore, the outlet of the suction bin is axial considering the technical feasibility point of view (while the movement of the produced chips is radial in most cases). The problem arises when the workpiece side edges are machined by the tools that are producing bigger chips. The separated chips are formed into a rotating air stream during the milling. The mixture of rotating air and chips has so much energy that its significant part is not carried by the exhausted air; it hits the walls of the suction bins and then falls into the workspace of the CNC machine so that the exhaust system cannot remove these chips. The practice is that the worker, after the final machining of the workpiece, “blows” out by the compressed air which causes secondary pollution of the working environment around the CNC machine [17,18].
The formed chip is a polydispersive bulk mass consisting of coarse, medium coarse, and dust fractions. Wood dust with a grain size in interval 1–500 μm [19,20,21,22,23,24,25,26] is a hygroscopic, low abrasive, explosive bulk mass. The ratio of dust particles depends on the characteristics of the processed material, the parameters of the tool, as well as the technical and technological parameters of the machining process [27,28,29,30,31,32,33].
From a physiological point of view and according to the conventions in the sense of the international harmonization (USA: ACGIH and EPA; Europe: ISO, CEN, and BMRC) the dust fractions smaller than 100 µm are divided as follows: breathable (inhalable) mass fraction < 100 µm, thoracal 5–10 µm, tracheobronchial (respirable mass fraction) 2.5–5 µm, and high respirable mass fraction < 2.5 µm.
The main aim of this article is to determine the granulometric composition of the chips from machining thermally untreated maple wood and thermally treated maple wood on a 5-axial CNC machining center SCM TECH Z5 in real conditions in practice. The second aim of this article is to prove (verify) the influence of the thermal treatment of maple wood on the formation and production of the harmful dust fractions.
2. Materials and Methods
2.1. Material
In this experiment, natural and thermal treatment furniture cuttings with the following parameters were used: wood—sycamore maple (Acer pseudoplatanus L.)—thickness of 25 mm (±0.5 mm), width of 80 mm (±0.5mm), length of 500 mm (±1 mm), and humidity at 10% (±2%). The thermal treatment of maple wood with saturated steam for the purpose of staining the total volume of wood into the pale-brown, brown, and brown-red colorations was performed by the modes in Table 1.
2.2. Machine
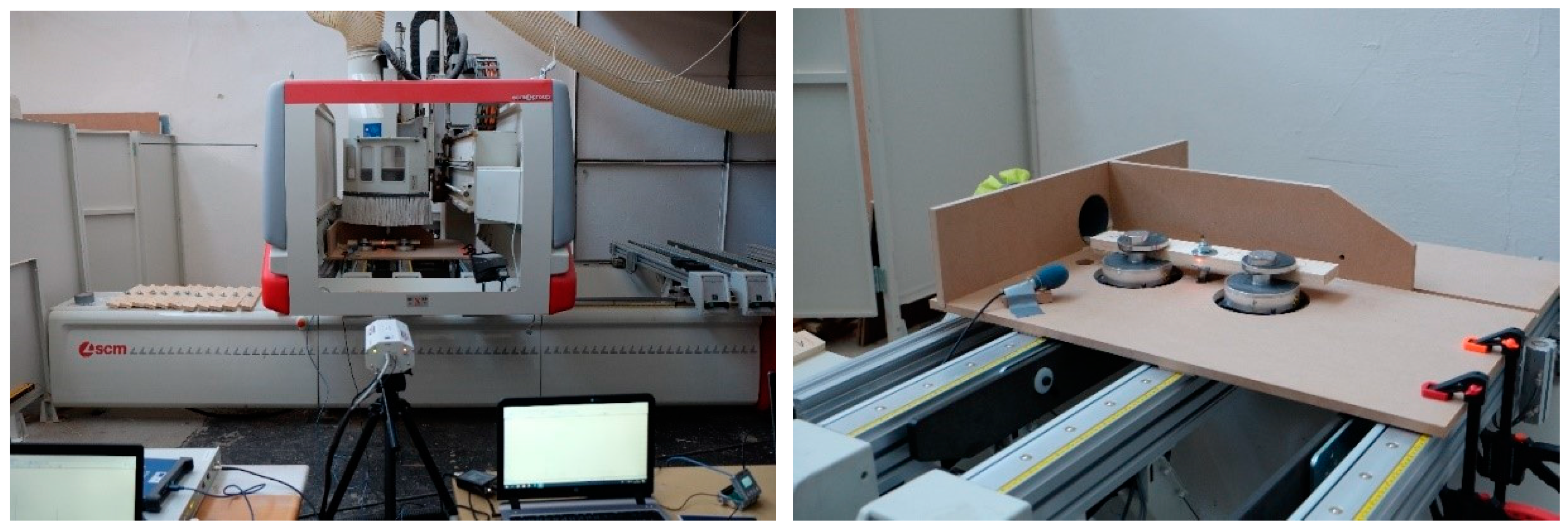
The experiment was realized on a 5-axial CNC machining center SCM Tech Z5 (Figure 1) from the manufacturer SCM Group, Rimini, Italy.
2.3. Tool
The single-shank cutter, type designation KARNED 4451, by the manufacturer Karned Tools Ltd., Prague, Czech Republic was used during the experiment (the tool was chosen with the assumption that it creates a chip of maximal dimensions copying the shape of the cut off chip). The reversible knife HW 49.5/9/1.5 from cemented carbide T10MG is fitted in the shank cutter.
2.4. Milling Process
The workpiece is milled within the following conditions: material removal e = 3 mm (the amount of the removal is based on standard inputs of the processed materials), cutter speed n = 20,000 min−1 (this is the value recommended by the tool manufacturer), and feed speed vf = 1, 2, 3, 4, and 5 m·min−1 (maximal feed speed recommended by a manufacturer is 5 m·min−1, but the operator adjusts/reduces the value to the level of 1 m·min−1 according to the local conditions of the milling process and the required quality of the created surface). For each combination of parameters, a milling process is performed on at least 6 samples until 3 × 50 g of chips have been taken.
2.5. Chips Removal
The selected methods of chip removal reflect the requirements that it removes actual created chips and not only the chips that are possible to be removed by the suction device. The main exhaustion of the machine was off, and the collecting bin of the machine was lifted over the working space during the experiment. The main exhaustion of the machine was replaced by the preparation (Figure 2). The intake vacuum of the chips from the workspace was created by a mobile suction device OP 1500 from the Proma SK company, Zvolen, Slovakia (with a suction capacity 1020 m3·hr−1, maximal intake vacuum 1400 Pa, and suction pipe diameter 110 mm). Exhausted chips were collected on the cloth filter Hyundai VCP 200 by Hyundai Mobis Co. Ltd., Yongin-Shi, South Korea (filter class G3: STN EN 779/1822). The chips collected on the cloth filter were dropped into the collecting bin, and when it reached the weight m = 50 g, it was taken up for further analysis. The intake port for sawdust exhausting was located at the site of the resulting direction of the sawdust stream. There were 3 samples of 50 g taken for each combination of parameters.
2.6. Granulometric Analysis
A granulometric composition of the chips was detected by sifting. For this purpose, a special set of sieves arranged one above the other was used (2 mm, 1 mm, 0.5 mm, 0.25 mm, 0.125 mm, 0.063 mm, 0.032 mm, and the bottom), and the sieves were placed on a vibration stand of the sifting machine Retsch AS 200c from the manufacturer Retsh GmbH, Haan, Germany. The parameters of sifting were the following: the frequency of sifting interruption: 20 seconds, the amplitude of sieves deflection: 2 mm·g−1, the sifting time: τ = 15 min, and the weighed sample: 50 g. The granulometric composition was obtained by weighing the portions remaining on the sieves after sifting on an electric laboratory scale Radwag 510/C/2 from the manufacturer Radwag Balances and Scales, Radom, Poland and weighed to an accuracy of 0.001 g. The sifting was realized with 3 samples for each combination of parameters.
With the purpose of specifying the information about the size of the smallest particles of fine fraction of the dry sawdust, a microscopic analysis of the granules of fraction of the dry sawdust with a size lower than 125 μm was realised. The proposed analysis of sawdust was carried out by an optical method: the analysis of the picture obtained from the microscope Nikon Optiphot-2 with the objective Nikon 4×. Granules of sawdust were scanned by three low-cost television HITACHI HV-C20 (RGB 752 × 582 pixel) Charge Coupled Device (CCD) cameras with horizontal resolution 700 TV lines and were evaluated by a LUCIA-G 4.0 (Laboratory Universal Computer Image Analysis) software installed on a PC with the processor Pentium 90 (RAM 32 MB) and the graphics card VGA Matrox Magic under the operation system Windows NT 4.0 Workstation. The program of analysis of the picture, LUCIA-G, enables the identification of the individual particles of disintegrated wood material and the quantitative determination of individual particles situated in the analysed picture and of the basic information such as the width and length of particles and the circularity expressing the measure of deviation of the projection of a given chip shape from the projection of the shape of a circle according to the scheme:
where S is the surface of the particle (m2) and P is the perimeter of particle (m).
ψ = (4*π*S)/P2
3. Results
The obtained data were subjected to a statistical analysis which did not confirm the dependence of the granulometric composition of the chips on the monitored parameters (degree of thermal treatment and strength of the feed force).
The basic evaluation of the granulometric composition of the chips was done as a mixture of the chips from several feed speeds because there is a permanent change in the feed speed in the milling process at the CNC machining center.
The mixture of chips produced by the milling process of natural maple wood can be characterized as follows (Table 2 and Figure 3):
- the majority share (64.25 ÷ 94.14 % *1) consists of fractions of over 2 mm,
- the particle size < 500 μm (dust particles) does not exceed 30.63 % (5.33 ÷ 30.63 % *1),
- the particle size < 100 μm (breathable dust fraction) does not exceed 0.95 % (0.2 ÷ 0.95 % *1),
- the particle size < 10 μm (thoracal and tracheobronchial dust fraction) was not proven.
The mixture of chips produced by the milling process of thermal treatment maple wood by Mode I can be characterized as follows (Table 2 and Figure 3):
- the majority share (66.97 ÷ 84.55 % *1) consists of fractions of over 2 mm,
- the particle size < 500 μm (dust particles) does not exceed 29.42 % (12.06 ÷ 29.42 % *1),
- the particle size < 100 μm (breathable dust fraction) does not exceed 2.54 % (0.29 ÷ 2.54 % *1),
- the particle size < 10 μm (thoracal and tracheobronchial dust fraction) was not proven.
The mixture of chips produced by the milling process of thermal treatment maple wood by Mode II can be characterized as follows (Table 2 and Figure 3):
- the majority share (66.64 ÷ 96.27 % *1) consists of fractions of over 2 mm,
- the particle size <500 μm (dust particles) does not exceed 27.05 % (3.40 ÷ 27.05 % *1),
- the particle size <100 μm (breathable dust fraction) does not exceed 0.85 % (0.12 ÷ 0.85 % *1),
- the particle size <10 μm (thoracal and tracheobronchial dust fraction) was not proven.
The mixture of chips produced by the milling process of thermal treatment maple wood by Mode III can be characterized as follows (Table 2 and Figure 3):
- the majority share (67.76 ÷ 89.22 % *1) consists of fractions of over 2 mm,
- the particle size < 500 μm (dust particles) does not exceed 27.17 % (9.87 ÷ 27.17% *1),
- the particle size < 100 μm (breathable dust fraction) does not exceed 1.34 % (0.28 ÷ 1.34 % *1),
- the particle size < 10 μm (thoracal and tracheobronchial dust fraction) was not proven.
(*1 Depending on the feed speed)
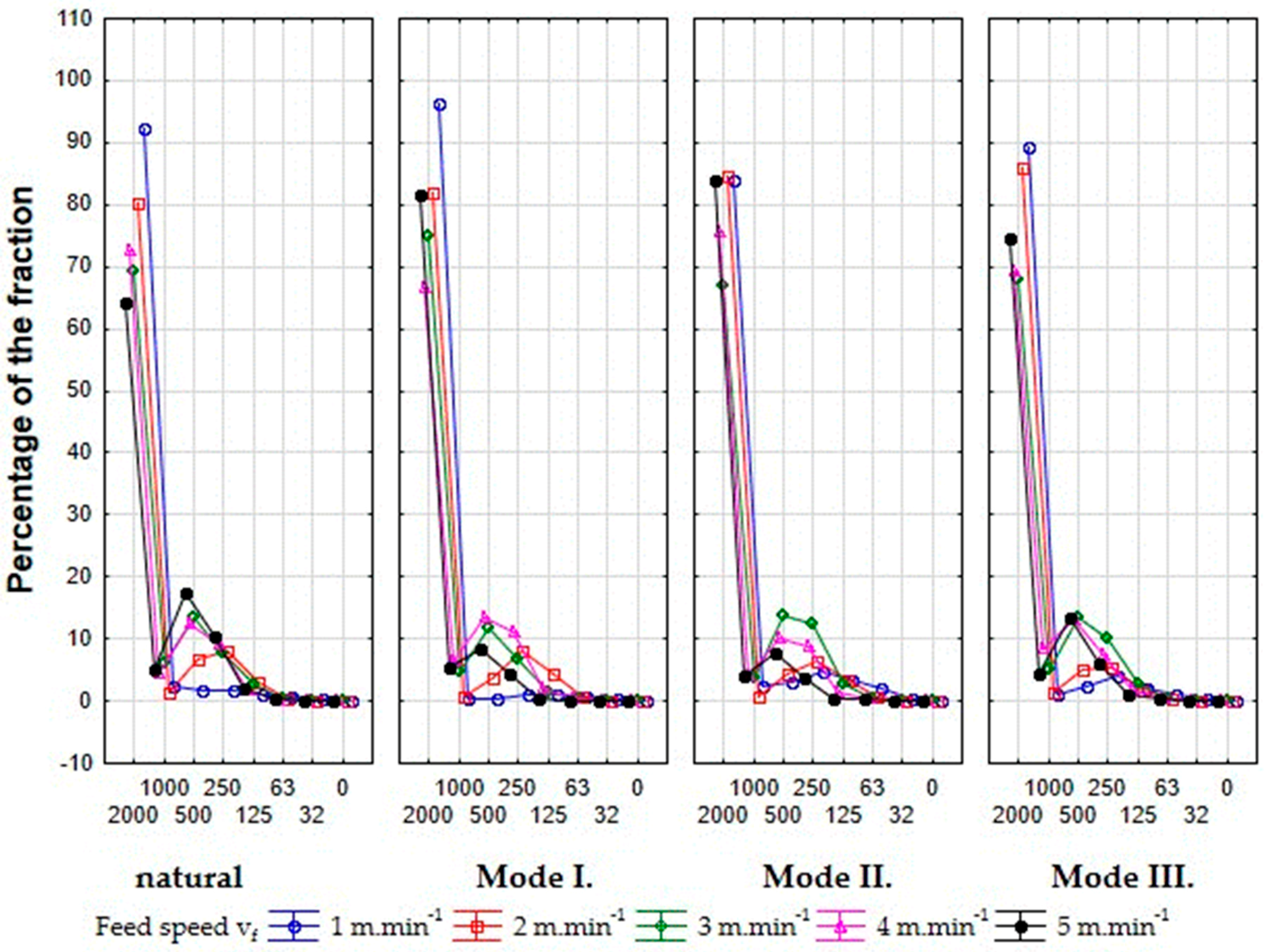
The average values of the granulometric composition of the chips for all combinations of parameters are given in Table 2 with graphical representation presented in Figure 3.
The individual granulometric stages for all combinations of the examined parameters can be characterized in the following summary.
Fraction chips with dimensions over 2mm belong to a category of flat chips, i.e., the length and width of the chip significantly exceed its thickness. The chip has the shape of a cut off layer of milled wood. At lower feed speeds, the chips are without breaks. With the increasing feed speed, the incidence of breaks increases. Fraction chips with the grain from 2 mm to 500 μm belong to a category of fibrous chips, i.e., chips with a significant extension in one direction. Fractions smaller than 500 μm can be characterized as isometric chips, i.e., chips having approximately the same size in all three dimensions. The inhalable dust fraction of particles smaller than 125 μm represents the 0.6 % share of natural, 0.71 % share of Mode I, 0.58 %, share of Mode II, and 0.57 % share of Mode III. The CNC machining center does not produce respirable fractions smaller than 10 μm.
4. Discussion
4.1. Evaluations of the Thermal Treatment Effects
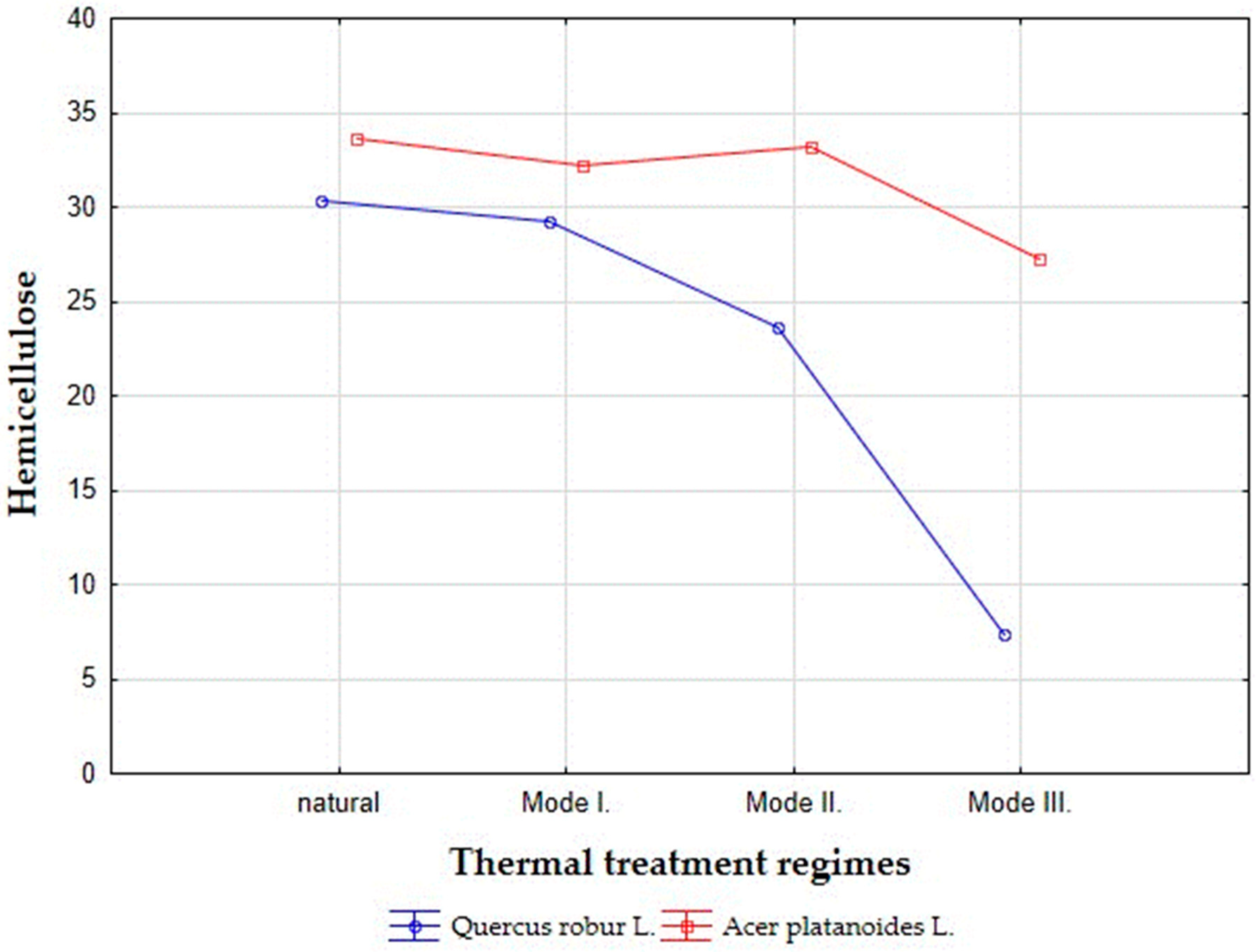
Based on the available literature reviews, we have expected the statistically significant effect of the thermal modification on the granulometric chips´ composition, namely reducing the share in fractions over 1 mm and increasing the share in fractions below 1 mm; however this assumption has not been confirmed. An explanation of this effect is provided by a chemical analysis of the maple wood sawdust which shows that in the case of maple wood, comparing to, for example, beech wood, there are only minimal changes in the chemical structure of the wood. The most significant differences are in the hemicelluloses content. The content of hemicelluloses in thermally treatment wood species point to their different contents in maple and oak wood and also to the different degrading intensities (Figure 4). Both wood species show the greatest decrease in hemicelluloses in Mode III. While in maple wood, this difference was 6.4% and represented 19% of the original wood, in oak wood the difference was 22.9%, which represented a decrease of up to 75.6%. For both wood species, a similar course of lignin and polysaccharides ratio were also recorded [34].
4.2. Evaluation of the Feed Speed Effects
The increase of feed speed is expected to cause a spall of chips, which is inconsistent with the statistical evaluation. For this reason, we realized an individual statistical evaluation of the obtained data for each granulometric stage. In the individual evaluations, the statistical dependence of the percentage representation of the fraction on the feed speed was proven. The change of feed speed caused the percentages of the individual fractions to regroup. This rearrangement essentially meant decreasing the percentage share of fractions over 2 mm and increasing the share of fractions below 1 mm and conversely. The increase was evident within the fractions 500 and 250 µm. Changes in the fractions < 125 μm were only minimal (max 1.8%). Significant finding is that even in one of the cases under consideration, there was no formation of chips < 32 μm.
This phenomenon corresponds with the milling theory, which links the nominal thickness of the cut off layer with the granulometric composition of the chips. The larger the chip thickness is, the more chips spall into particles, and there is an increase in the share of fine fractions of the chips. As can be seen in the work by Reference [18], the same dependence can be observed considering oak where the increase of the feed speed reduces the fraction share bigger than 2 mm and causes an increase in the share in fractions of 500 μm and 250 μm.
The influence of the feed speed on the granulometric composition of the chips is difficult to generalize. The location of the minimum and maximum values in the matrix of the obtained results (Table 2) are variable by the feed speed, by the degree of thermal treatment, and by the particular granulometric stage.
In our opinion, fractions < 125 μm are most significant because they represent risks to the working environment. It has been observed that their maximum percentage representation reached at low feed speeds and their minimum percentage representation reached at high feed speeds.
5. Conclusions
- The obtained results did not confirm the assumption that the thermal treatment causes changes in the chemical structure that makes the wood so-called “more fragile” which can consequently cause a noticeable chip spalling and the increase of small fractions in the case of maple wood. The explanation is provided by a chemical analysis of the produced sawdust that showed only minimal changes in the crystalline cellulose.
- Changing feed speed affects the rearrangement of the percentages of the individual fractions. The feed speed mainly affects a fraction > 2 mm and fractions 500 μm and 250 μm. A reduction in the percentage of fractions > 2 mm causes mainly an increase in the percentage of fractions 500 μm and 250 μm and conversely. The change of feed speed does not affect fractions < 32 μm.
- Inhalable dust particles, smaller than 125 μm, do not exceed a 2.5% share.
- An important finding is that the occurrence of particles below 32 µm were not confirmed, and subsequently, the occurrence of particles thoracal 5 ÷ 10 µm, tracheobronchial 2.5 ÷ 5 µm, and high respirable mass fraction < 2.5 µm were not confirmed too. Therefore, the thermal treatment of the wood does not have a negative impact on the living and working environments.
Author Contributions
Conceptualization, R.K. and L.D.; methodology, R.K. and L.D.; software, R.K.; validation, R.K; formal analysis, R.K. and L.D.; investigation, R.K. and L.D.; resources, R.K. and L.D..; data curation, R.K. and L.D.; writing—original draft preparation, R.K. and L.D.; writing—review and editing, R.K. and L.D.; supervision, L.D.; project administration, L.D.
Funding
This research was funded by project APVV-17-0456 “Thermal modification of wood with water vapor for purposeful and stable change of wood colour”.
Acknowledgments
This experimental research was carried out under the grant project APVV-17-0456 “Thermal modification of wood with water vapor for purposeful and stable change of wood colour”.
Conflicts of Interest
The funders had no role in the design of the study; in the collection, analyses, or interpretation of the data; in the writing of the manuscript; or in the decision to publish the results.
References
- Wikberg, H.; Maunu, S.L. Characterisation of thermally modified hard and softwoods by 13C CPMAS NMR. Carbohydr. Polym. 2004, 58, 461–466. [Google Scholar] [CrossRef]
- Bourgois, J.; Janin, G.; Guyonnet, R. Measuring colour: A method of studying and optimizing the chemical transformations of thermally treated wood. Holzforschung 1991, 45, 377–382. [Google Scholar] [CrossRef]
- Požgaj, A.; Chovanec, D.; Kurjatko, S.; Babiak, M. Štruktúra a Vlastnosti Dreva; Príroda a.s.: Bratislava, Slovakia, 1997; p. 488. [Google Scholar]
- Dzurenda, L.; Deliiski, N. Analysis of moisture content changes in beech wood in the steaming process with saturated water steam. Drevarsky Vyskum 2000, 45, 1–8. [Google Scholar]
- Kačíková, D.; Kačík, F. Chemické a Mechanické Zmeny Dreva pri Termickej Úprave [Chemical and Mechanical Changes of Wood during Thermal Treatment]; TU vo Zvolene: Zvolen, Slovakia, 2011; p. 71. [Google Scholar]
- Bekhta, P.; Niemz, P. Effect of high temperature on the change in color, dimensional stability and mechanical properties of spruce wood. Holzforschung 2013, 57, 539–546. [Google Scholar] [CrossRef]
- Timar, M.C.; Varodi, A.M.; Hacibektasoglu, M.; Campean, M. Color and FTIR analysis of chemical changes in beech wood (Fagus sylvatica L.) after light steaming and heat treatment in two different environments. BioResources 2016, 11, 8325–8343. [Google Scholar] [CrossRef]
- Geffert, A.; Výbohová, E.; Geffertová, J. Characterization of the changes of colour and some wood components on the surface of steamed beech wood. Acta Facultatis Xylologiae Zvolen res Publica Slovaca 2017, 59, 49–57. [Google Scholar] [CrossRef]
- Tolvaj, L.; Nemeth, R.; Varga, D.; Molnar, S. Colour homogenisation of beech wood by steam treatment. Drewno 2009, 52, 5–17. [Google Scholar]
- Tolvaj, L.; Molnar, S.; Nemeth, R.; Varga, D. Color modification of black locust depending on the steaming parameters. Wood Res. 2010, 55, 81–88. [Google Scholar]
- Deniz, A.; Gokhan, G.; Seray, O. The influence of thermal treatment on color response of wood materials. Color Res. Appl. 2012, 37, 148–153. [Google Scholar] [CrossRef]
- Dzurenda, L. Modification of wood colour of Fagus Sylvatica L to a brown-pink shade caused by thermal treatment. Wood Res. 2013, 58, 475–482. [Google Scholar]
- Dzurenda, L. The Shades of Color of Quercus robur L. Wood obtained through the processes of thermal treatment with saturated water vapor. BioResouces 2018, 13, 1525–1533. [Google Scholar] [CrossRef]
- Barcik, Š.; Gašparík, M.; Razumov, E.Y. Effect of thermal modification on the colour changes of oak wood. Wood Res. 2015, 60, 385–396. [Google Scholar]
- Klaric, K.; Greger, K.; Klaric, M.; Andric, T.; Hitka, M.; Kropivsek, J. An exploratory assessment of FSC chain of custody certification benefits in croatian wood industry. Drvna Ind. 2016, 67, 241–248. [Google Scholar] [CrossRef]
- Výbohová, E.; Geffertová, J.; Geffert, A. Impact of steaming on the chemical composicion of maple wood. BioResources 2018, 13, 5862–5874. [Google Scholar] [CrossRef]
- Banski, A.; Kminiak, R. Influence of the thickness of removed layer on granulometric composition of chips when milling oak blanks on the CNC machining center. Trieskové A Beztrieskové Obrábanie Dreva 2018, 11, 23–30. [Google Scholar]
- Kminiak, R.; Banski, A. Separation of exhausted chips from a CNC machining center in Filter FR-SP 50/4 with Finet PES 4 Fabric. AIP Conf. Proc. 2018, 020011. [Google Scholar] [CrossRef]
- Hejma, J. Vzduchotechnika v Dřevozpracovávajícím Průmyslu; SNTL: Praha, Czech Republic, 1981; p. 398. [Google Scholar]
- Dzurenda, L.; Orlowski, K.; Grzeskiewicz, M. Effect of thermel modification of oak wood on sawdust granularity. Drvna Ind. 2010, 61, 89–94. [Google Scholar]
- Dzurenda, L.; Orlowski, K. The effect of thermal modification of ash wood on granularity and homogeneity of sawdust in the sawing process on a sash gang saw PRW 15-M in view of its technological usefulness. Drewno 2011, 54, 27–37. [Google Scholar]
- Očkajová, A.; Banski, A. Granulometria drevného brúsneho prachu z úzko-pásovej brúsky. Acta Facultatis Xylologiae Zvolen res Publica Slovaca 2013, 55, 85–89. [Google Scholar]
- Hlásková, L.; Rogozinski, T.; Kopecký, Z. Influence of feed speed on the content of fine dust during cutting of two-side-laminated particleboards. Drvna Ind. 2016, 67, 9–15. [Google Scholar] [CrossRef]
- Marková, I.; Ladomerský, J.; Hroncová, E.; Mračková, E. Thermal parameters of beech wood dust. BioResources 2018, 13, 3098–3109. [Google Scholar] [CrossRef]
- Igaz, R.; Kminiak, R.; Krišťák, Ľ.; Němec, M.; Gergeľ, T. Methodology of Temperature Monitoring in the Process of CNC Machining of Solid Wood. Sustainability 2019, 11, 95. [Google Scholar] [CrossRef]
- Očkajová, A.; Kučerka, M.; Krišťák, Ľ.; Igaz, R. Granulometric analysis of sanding dust from selected wood species. BioResources 2018, 13, 7481–7495. [Google Scholar] [CrossRef]
- Dzurenda, L. Vzduchotechnická Doprava a Separácia Dezintegrovanej Drevnej Hmoty; TU vo Zvolene: Zvolen, Slovakia, 2002; p. 143. ISBN 80-228-1212-9. [Google Scholar]
- Palmqvist, J.; Gustafsson, S.I. Emission of dust in planning and milling of wood. Holz als Roh und Werkst 1999, 57, 164–170. [Google Scholar] [CrossRef]
- Očkajová, A.; Beljo Lučić, R.; Cavlović, A.; Terenòvá, J. Reduction of dustiness in sawing wood by universal circular saw. Drvna Ind. 2006, 57, 119–126. [Google Scholar]
- Ratnasingam, J.; Scholz, F.; Natthondan, V. Particle size distribution of wood dust in rubberwood (Hevea brasiliensis) furniture manufacturing. Eur. J. Wood Wood Prod. 2010, 68, 241–242. [Google Scholar] [CrossRef]
- Fujimoto, K.; Takano, T.; Okumura, S. Difference in mass concentration of airborne dust during circular sawing of five wood-based materials. J. Wood Sci. 2011, 57, 149–154. [Google Scholar] [CrossRef]
- Hlásková, Ľ.; Rogozinski, T.; Dolny, S.; Kopeckỳ, Z.; Jedinák, M. Content of respirable and inhalable fractions in dust created while sawing beech wood and its modifications. Drewno 2015, 58, 135–146. [Google Scholar]
- Očkajová, A.; Kučerka, M.; Banski, A.; Rogoziński, T. Factors affecting the granularity of wood dust particles. Chip Chipless Woodwork. Process. 2016, 10, 137–144. [Google Scholar]
- Gefertová, J.; Gefert, A.; Výbohová, E. Chemical changes of selected hardwood species in the process of thermal modification by saturated water steam. Trieskové A Beztrieskové Obrábanie Dreva 2018, 11, 257–264. [Google Scholar]
Figure 1.
The CNC machining center SCM Tech Z5. CNC—Computer numerical control—it is a commonly used abbreviation, has already been used in the text before.
Figure 1.
The CNC machining center SCM Tech Z5. CNC—Computer numerical control—it is a commonly used abbreviation, has already been used in the text before.

Figure 2.
The preparation for removing the created chips.

Figure 3.
The average granulometric composition of the chips for the individual combinations of the monitored parameters.
Figure 3.
The average granulometric composition of the chips for the individual combinations of the monitored parameters.

Figure 4.
The hemicelluloses content before and after thermal treatment [34].
Figure 4.
The hemicelluloses content before and after thermal treatment [34].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The regimes for the thermal treatment of the maple wood using saturated water steam.
| Thermal Treatment Regimes | Temperature of the Saturated Water Steam, °C | Duration Technological Process of Thermal Treatment of Wood τ, h | ||||
|---|---|---|---|---|---|---|
| tmin | tmax | t4 | τ1-Stage I. | τ2-Stage II. | Total τ1 + τ2 | |
| Mode I. | 110 | 115 | 100 | 4.5 | 1.0 | 5.5 |
| Mode II. | 125 | 130 | 100 | 5.0 | 1.5 | 6.5 |
| Mode III. | 135 | 140 | 100 | 5.5 | 2.0 | 7.5 |
Table 2.
The average granulometric composition of the chips for the individual combinations of the monitored parameters.
Table 2.
The average granulometric composition of the chips for the individual combinations of the monitored parameters.
| Dimensions of Mesh Sieve (mm) | Fraction Designation | Natural | Mode I. | ||||||||
| Feed Speed vf = [m·min−1] | Feed Speed vf = [m·min−1] | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 4 | 5 | ||
| 2 mm | coarse | 94.14 | 80.24 | 69.38 | 72.43 | 64.25 | 83.78 | 84.55 | 66.97 | 75.52 | 83.31 |
| 1 mm | 2.52 | 1.50 | 6.19 | 4.28 | 5.12 | 2.40 | 0.76 | 3.61 | 3.97 | 4.13 | |
| 500 µm | medium coarse | 1.75 | 6.77 | 13.47 | 12.29 | 17.47 | 2.96 | 4.23 | 13.86 | 9.98 | 7.70 |
| 250 µm | 1.63 | 7.95 | 7.77 | 9.13 | 10.50 | 4.82 | 6.49 | 12.29 | 8.82 | 3.57 | |
| 125 µm | 1.00 | 2.96 | 2.56 | 1.66 | 2.02 | 3.50 | 3.26 | 2.60 | 1.42 | 0.45 | |
| 63 µm | fine | 0.74 | 0.44 | 0.50 | 0.17 | 0.52 | 2.00 | 0.58 | 0.54 | 0.22 | 0.24 |
| 32 µm | 0.22 | 0.15 | 0.12 | 0.04 | 0.12 | 0.54 | 0.14 | 0.13 | 0.07 | 0.10 | |
| <32 µm | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |
| Dimensions of Mesh Sieve (mm) | Fraction Designation | Mode II. | Mode III. | ||||||||
| Feed Speed vf = [m·min−1] | Feed Speed vf = [m·min−1] | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 4 | 5 | ||
| 2 mm | coarse | 96.27 | 82.01 | 74.95 | 66.64 | 81.57 | 89.22 | 85.85 | 67.76 | 69.36 | 74.56 |
| 1 mm | 0.32 | 0.69 | 4.66 | 6.31 | 5.28 | 0.91 | 1.51 | 5.07 | 8.30 | 4.50 | |
| 500 µm | medium coarse | 0.52 | 3.86 | 11.71 | 13.48 | 8.31 | 2.37 | 5.11 | 13.57 | 13.17 | 13.37 |
| 250 µm | 1.03 | 7.99 | 6.74 | 11.17 | 4.27 | 4.04 | 5.53 | 10.21 | 7.28 | 6.21 | |
| 125 µm | 1.00 | 4.47 | 1.46 | 1.93 | 0.44 | 2.12 | 1.57 | 2.88 | 1.87 | 1.07 | |
| 63 µm | fine | 0.63 | 0.80 | 0.41 | 0.38 | 0.11 | 1.03 | 0.35 | 0.43 | 0.29 | 0.26 |
| 32 µm | 0.22 | 0.18 | 0.07 | 0.09 | 0.01 | 0.31 | 0.08 | 0.08 | 0.03 | 0.02 | |
| <32 µm | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kminiak, R.; Dzurenda, L. Impact of Sycamore Maple Thermal Treatment on a Granulometric Composition of Chips Obtained due to Processing on a CNC Machining Mentre. Sustainability 2019, 11, 718. https://doi.org/10.3390/su11030718
AMA Style
Kminiak R, Dzurenda L. Impact of Sycamore Maple Thermal Treatment on a Granulometric Composition of Chips Obtained due to Processing on a CNC Machining Mentre. Sustainability. 2019; 11(3):718. https://doi.org/10.3390/su11030718
Chicago/Turabian StyleKminiak, Richard, and Ladislav Dzurenda. 2019. "Impact of Sycamore Maple Thermal Treatment on a Granulometric Composition of Chips Obtained due to Processing on a CNC Machining Mentre" Sustainability 11, no. 3: 718. https://doi.org/10.3390/su11030718
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.