A Step towards Sustainable Self-Compacting Concrete by Using Partial Substitution of Wheat Straw Ash and Bentonite Clay Instead of Cement

 , ,
, ,  , , ,
, , ,  and
and
Abstract
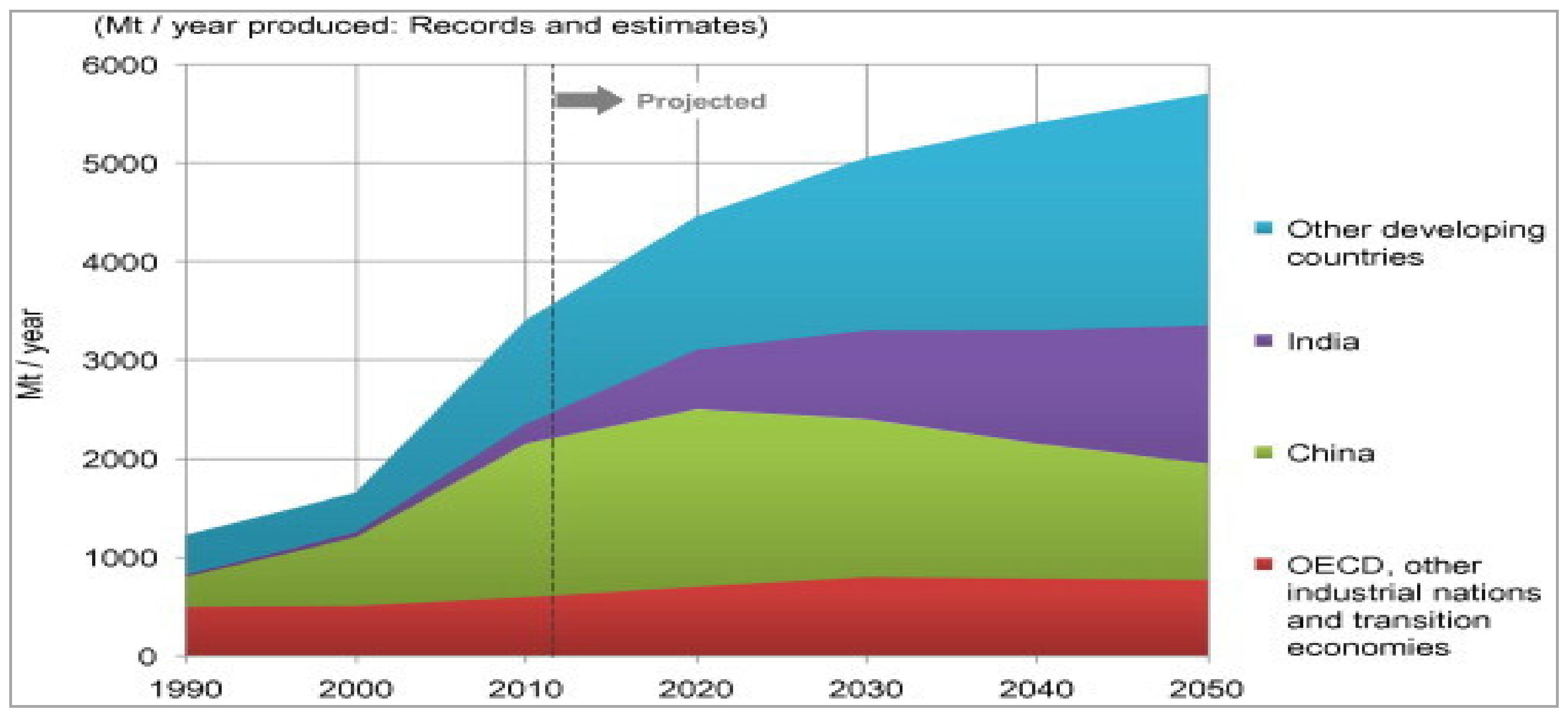
:1. Introduction
2. Materials and Experimental Program
2.1. Materials
2.1.1. Cement
2.1.2. Fine Aggregate and Coarse Aggregate
2.1.3. Wheat Straw Ash
2.1.4. Bentonite Clay
2.1.5. Superplasticizer
2.2. Experimental Program
2.2.1. Tests and Size of the Specimen
2.2.2. Sample Preparation Method
3. Test Results
3.1. First Stage Results
3.2. Second Stage (Mix Proportion of SCC)
3.2.1. Fresh Properties
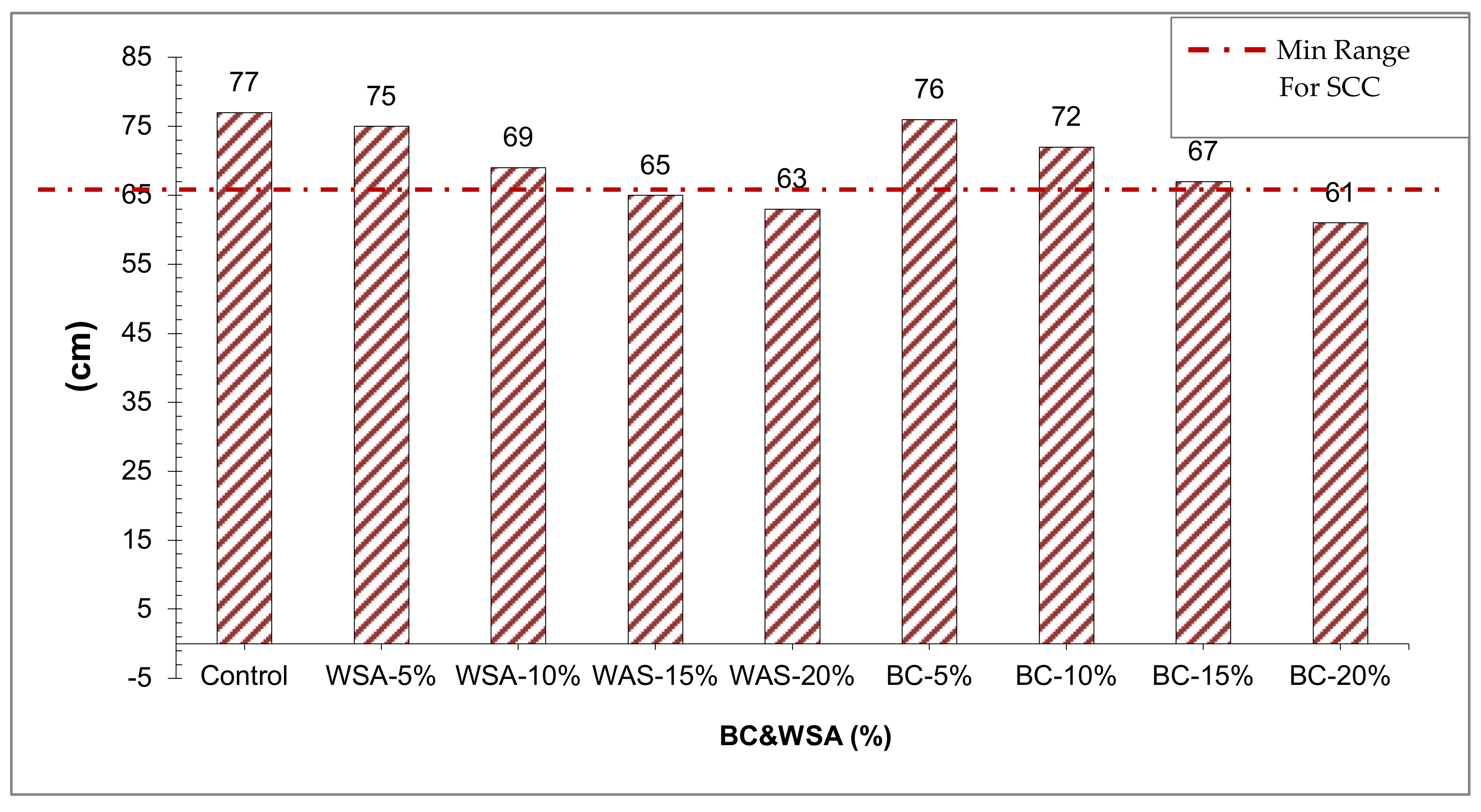
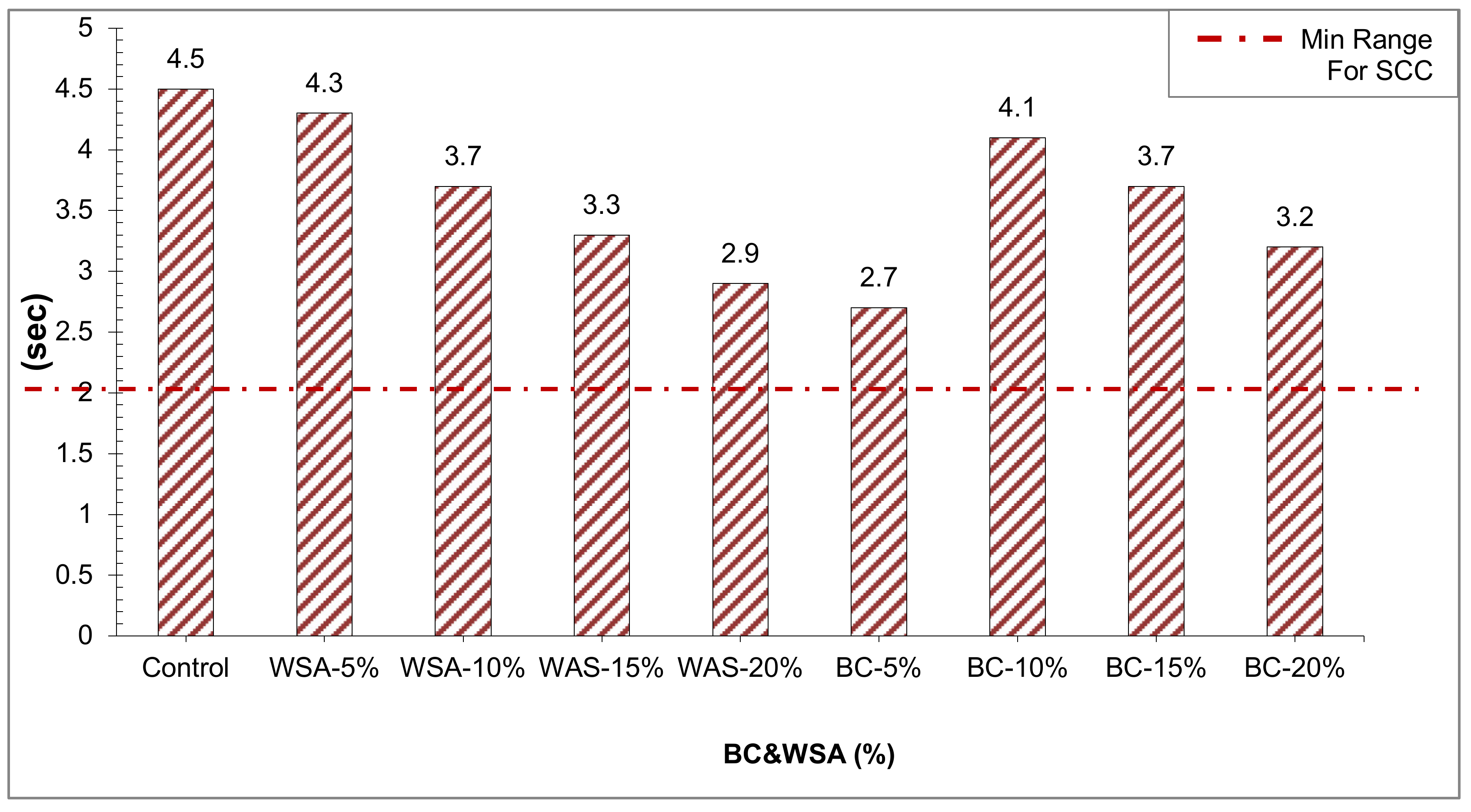
Slump Flow and Slump T50
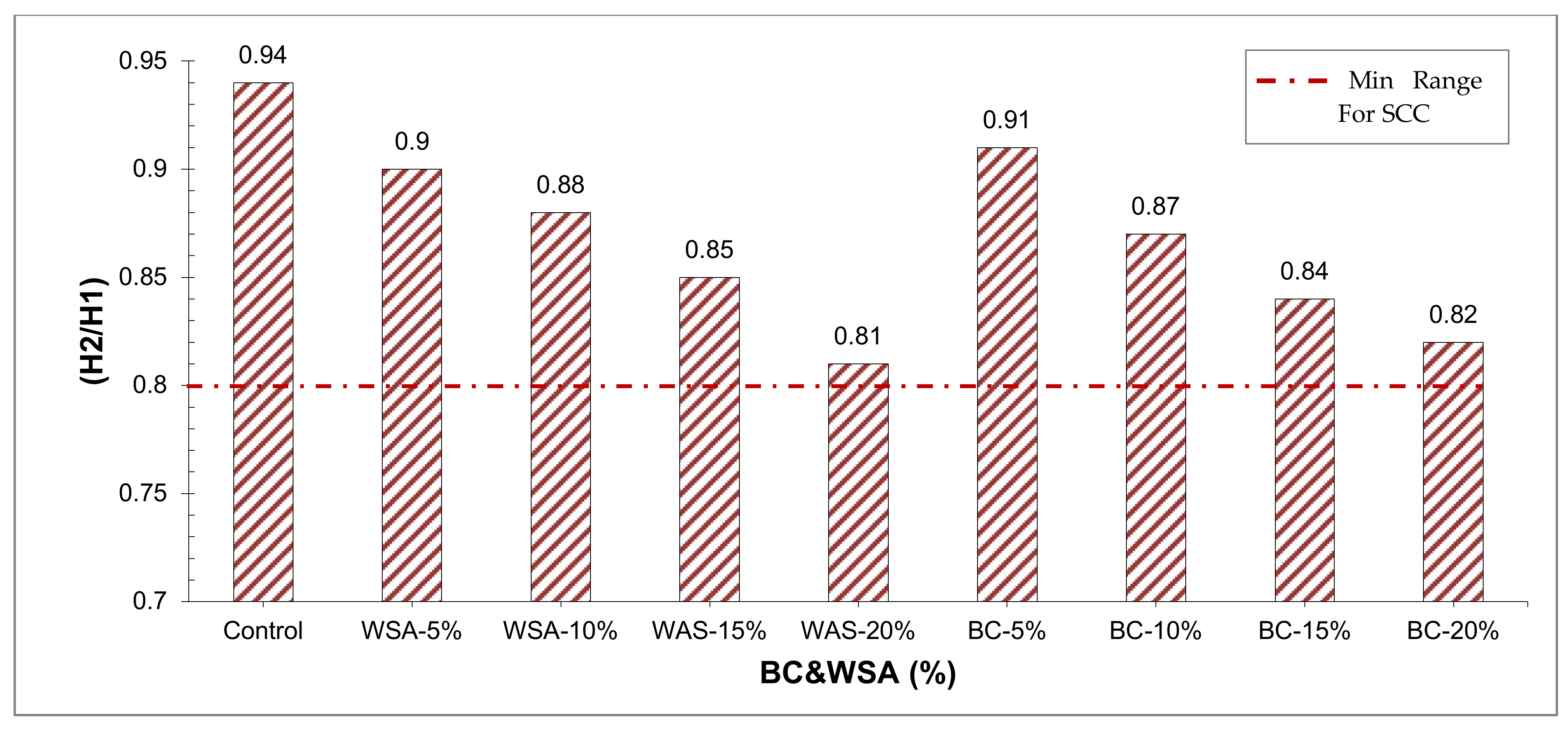
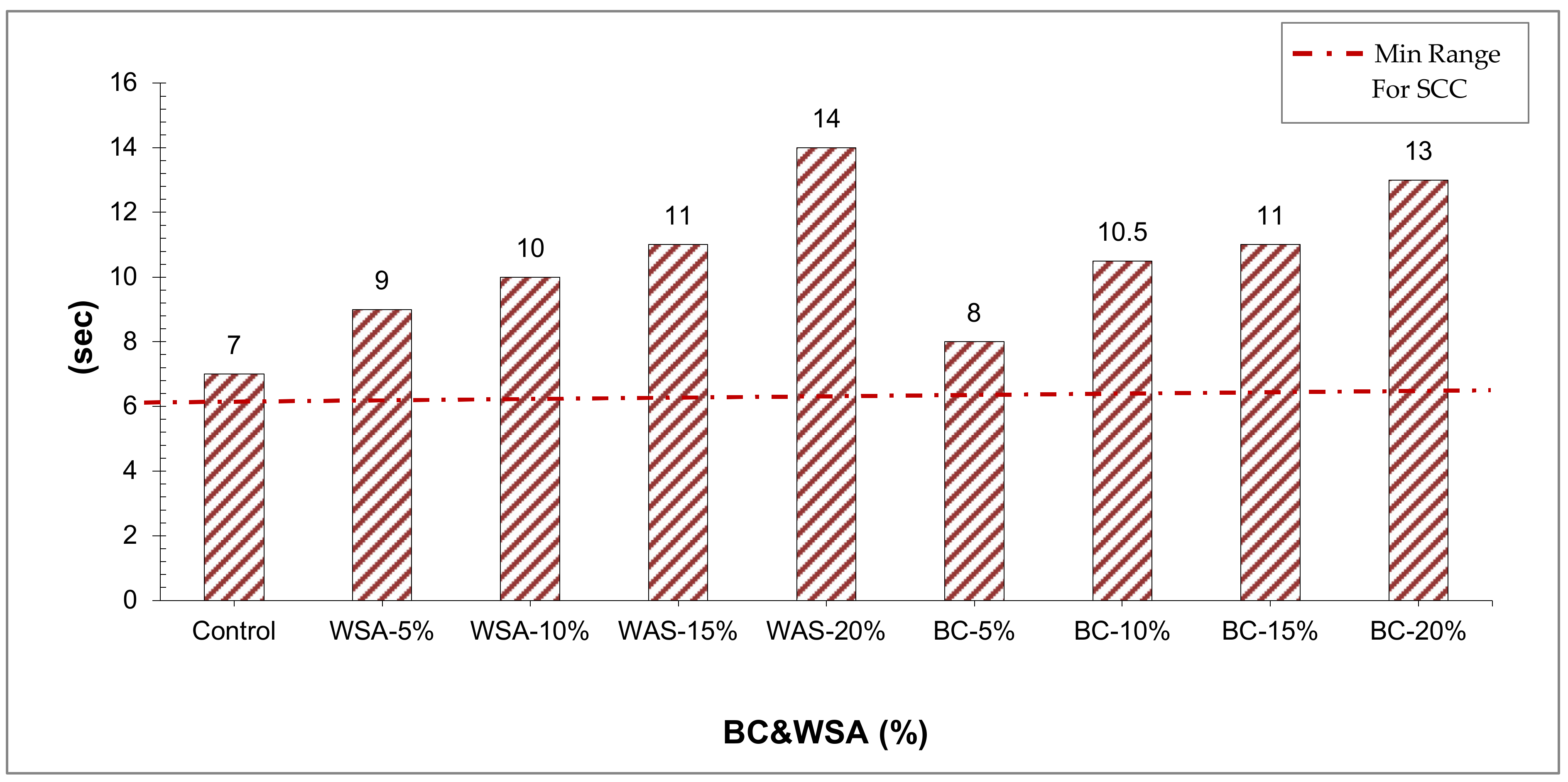
L-Box and V-Funnel
4. Mechanical Properties
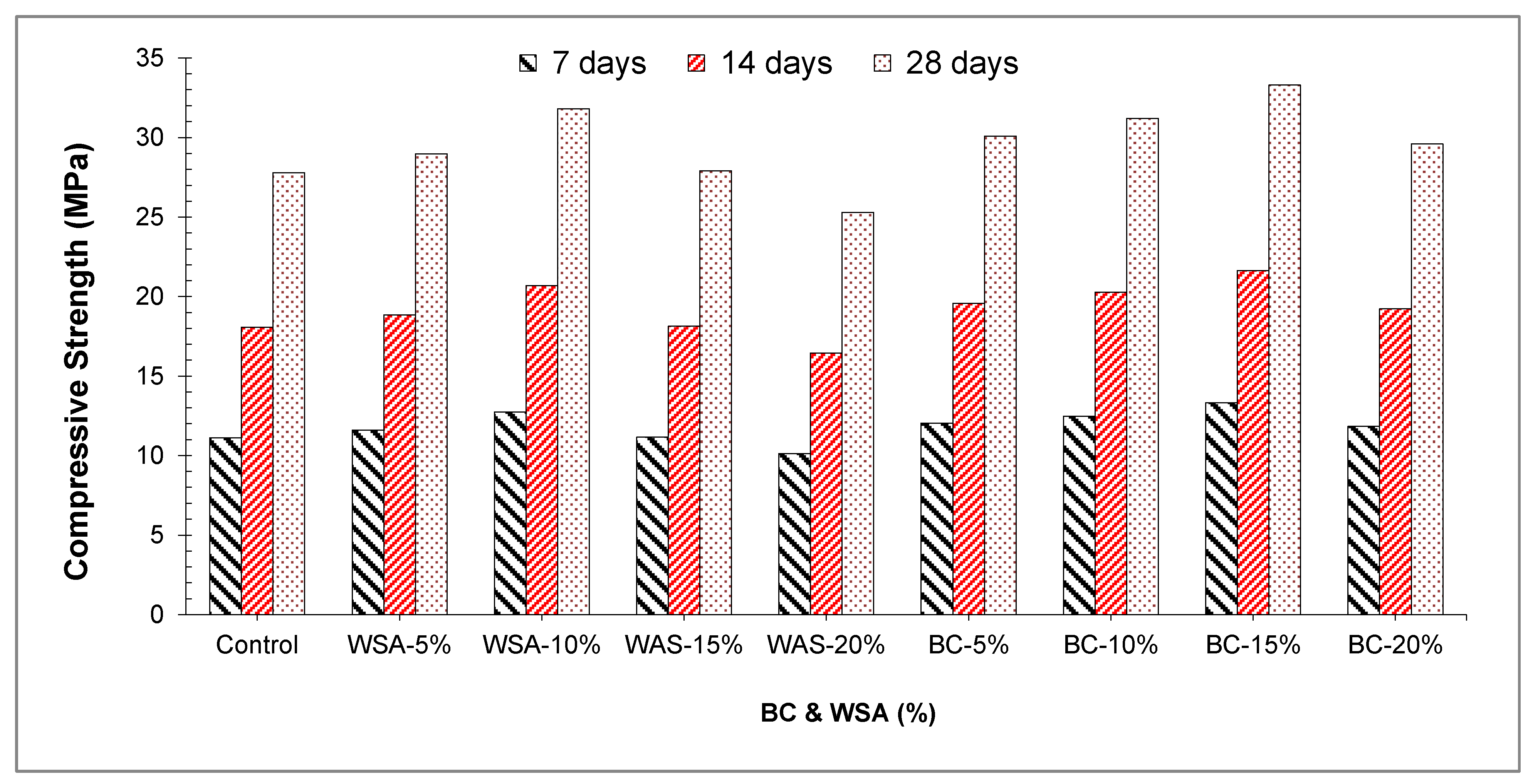
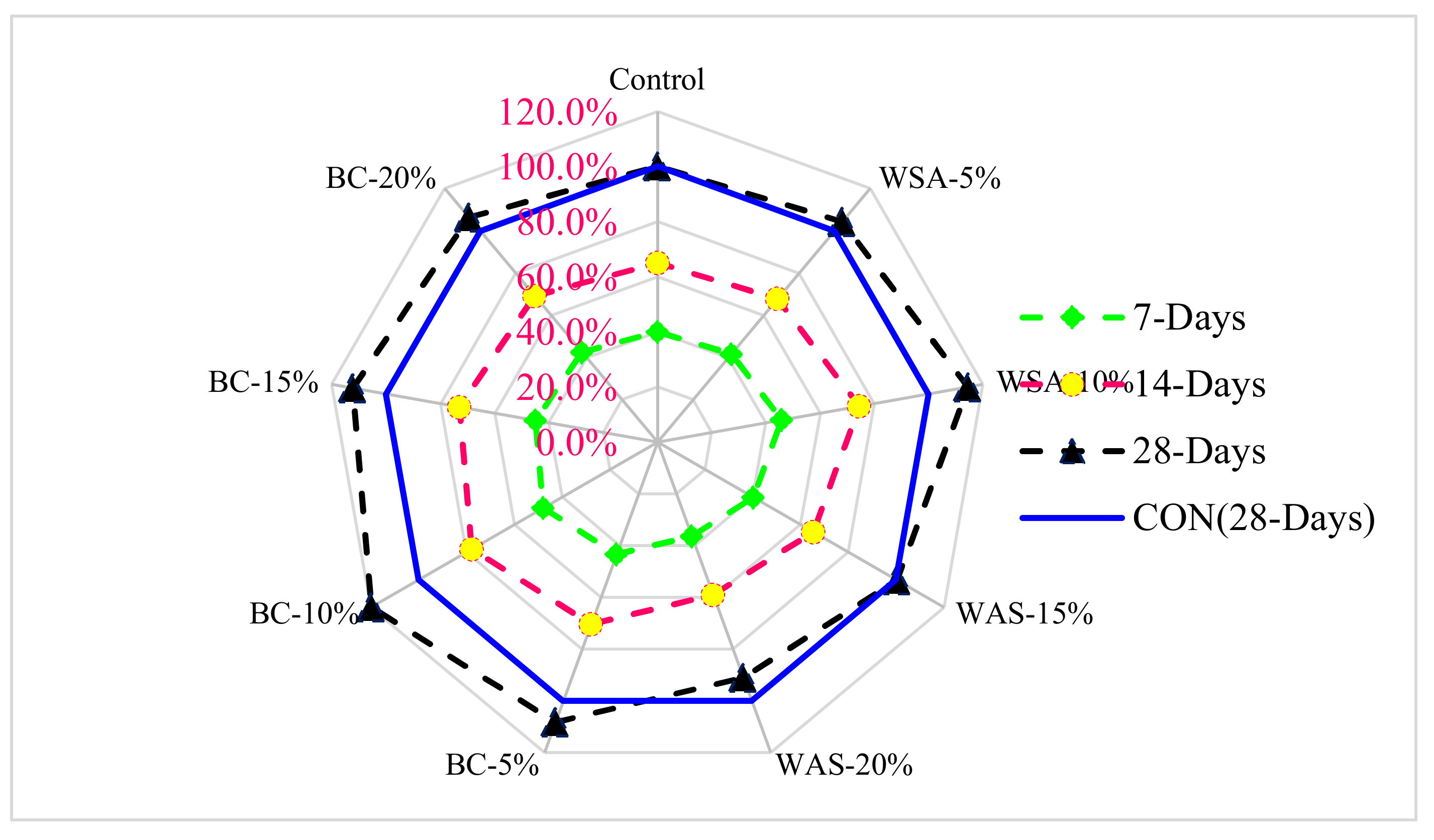
4.1. Compressive Strength
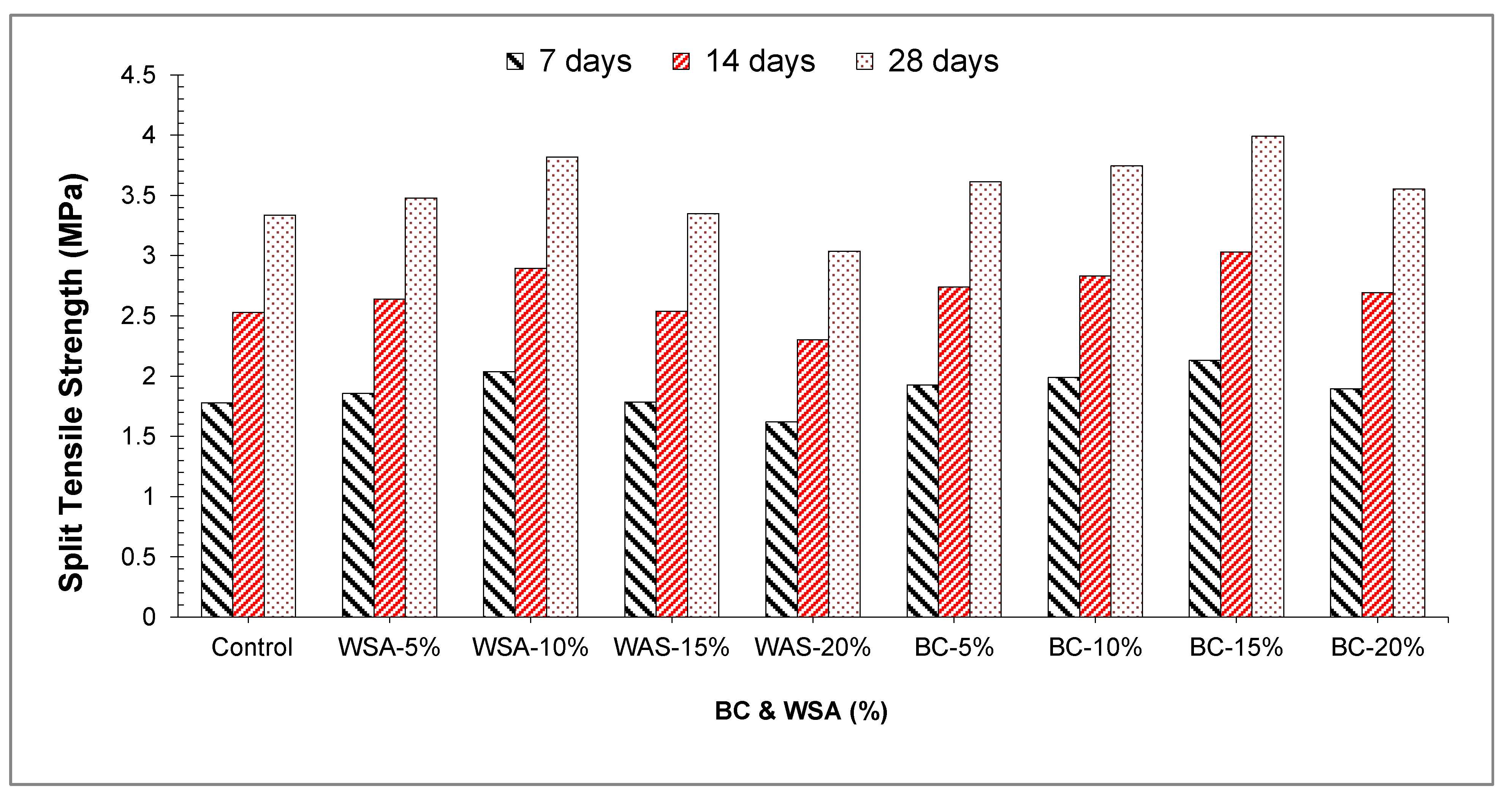
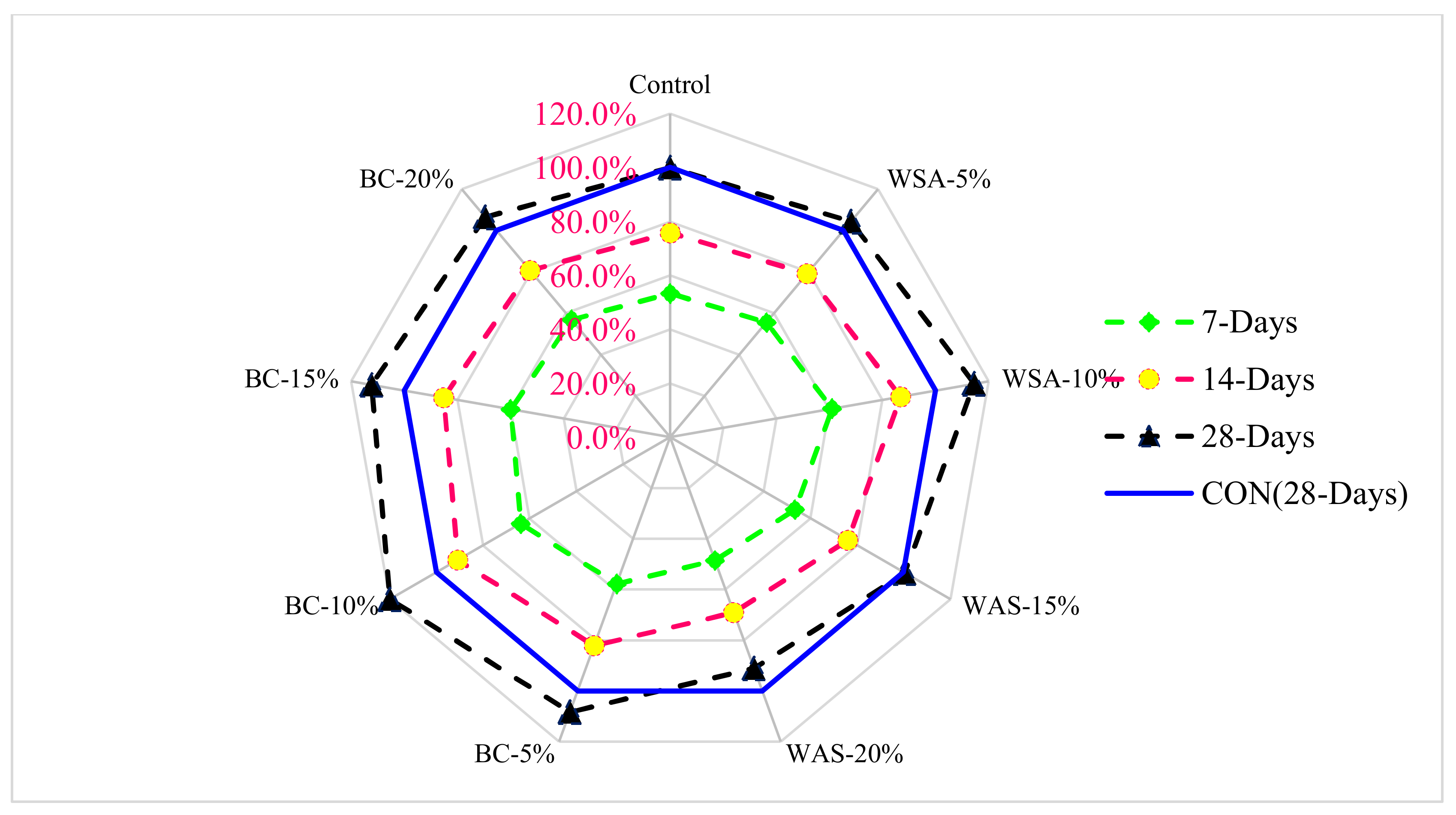
4.2. Split Tensile Strength
5. Conclusions
- Flowability and passing ability decreased as the percentage of bentonite clay (BC) and wheat straw ash (WSA) increased. This due to the particle shape and the larger.
- Surface area of bentonite clay (BC) and wheat straw ash (WSA) resulting in an increase in the internal friction between the aggregate particles and more paste being required for lubrication; as result, the filling and passing abilities of the SCC decrease. However, all of the mixes show filling and passing ability, with the limit defined by the technical specification for SCC.
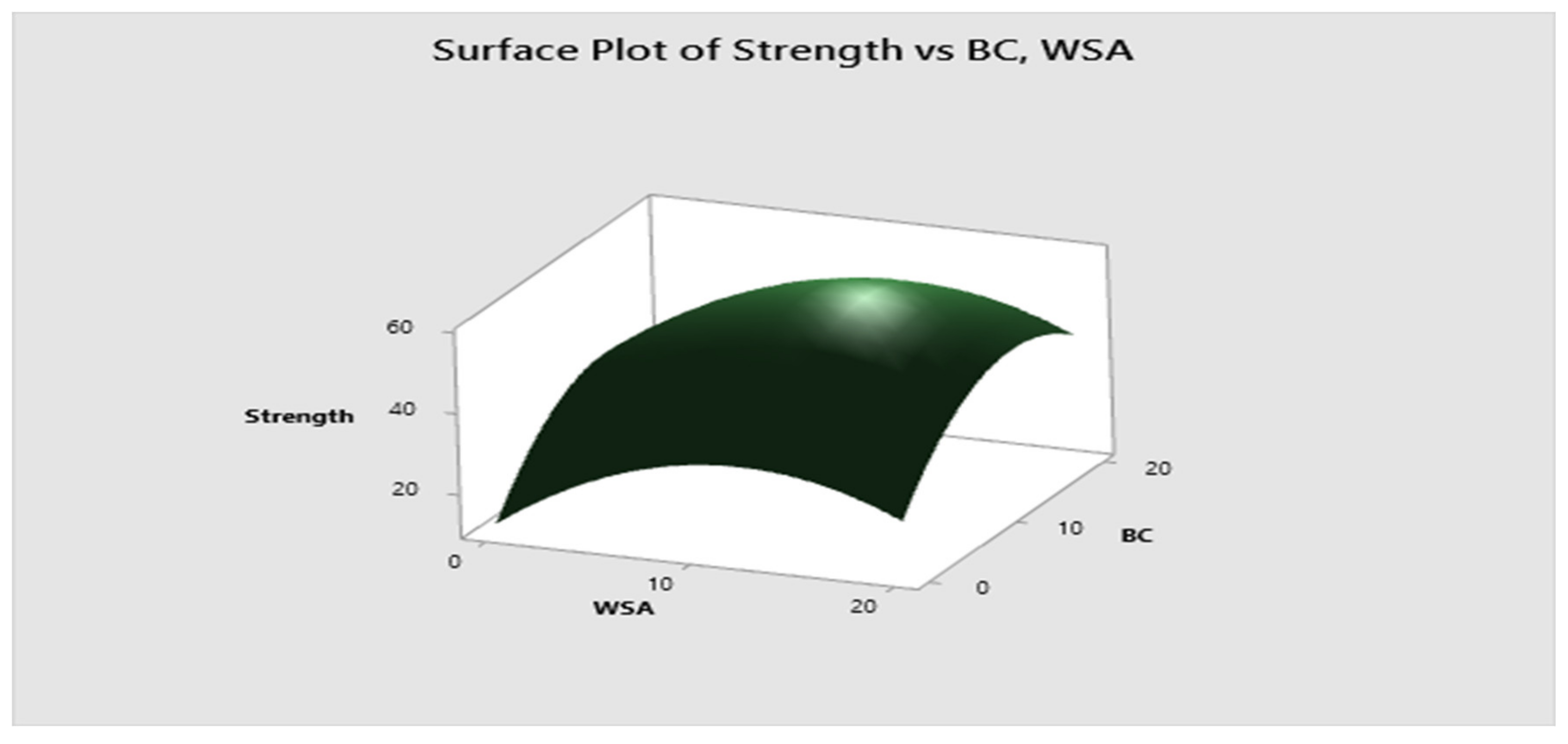
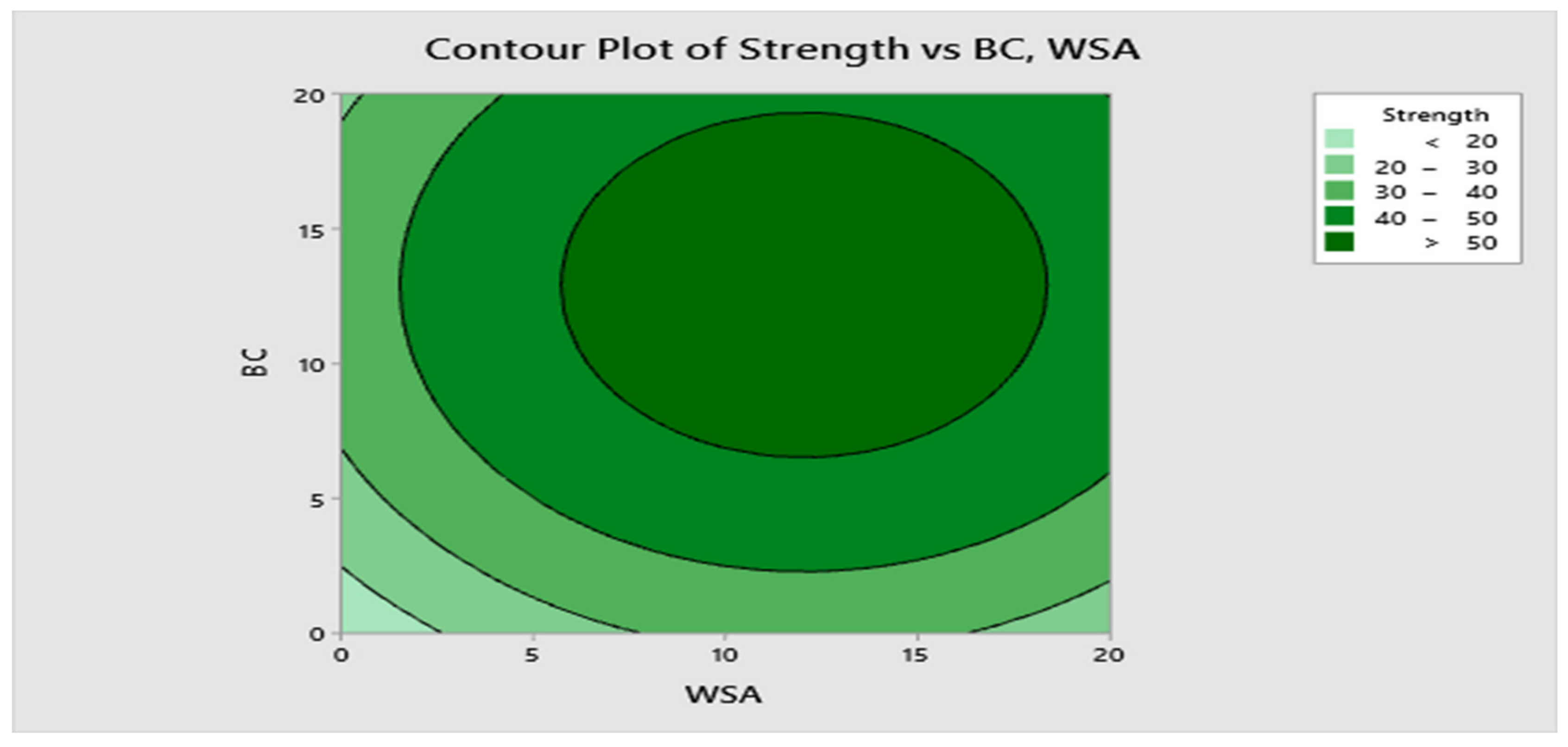
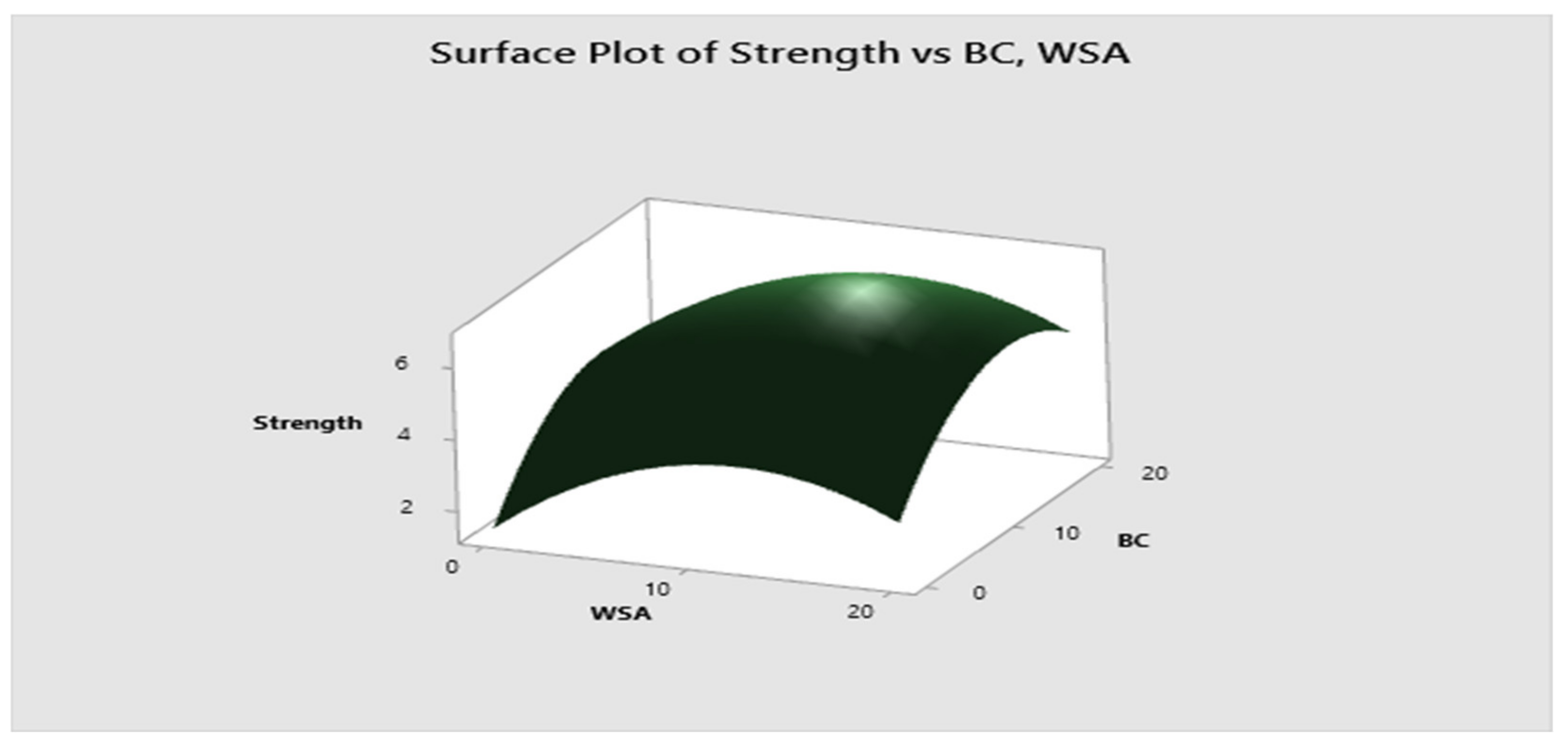
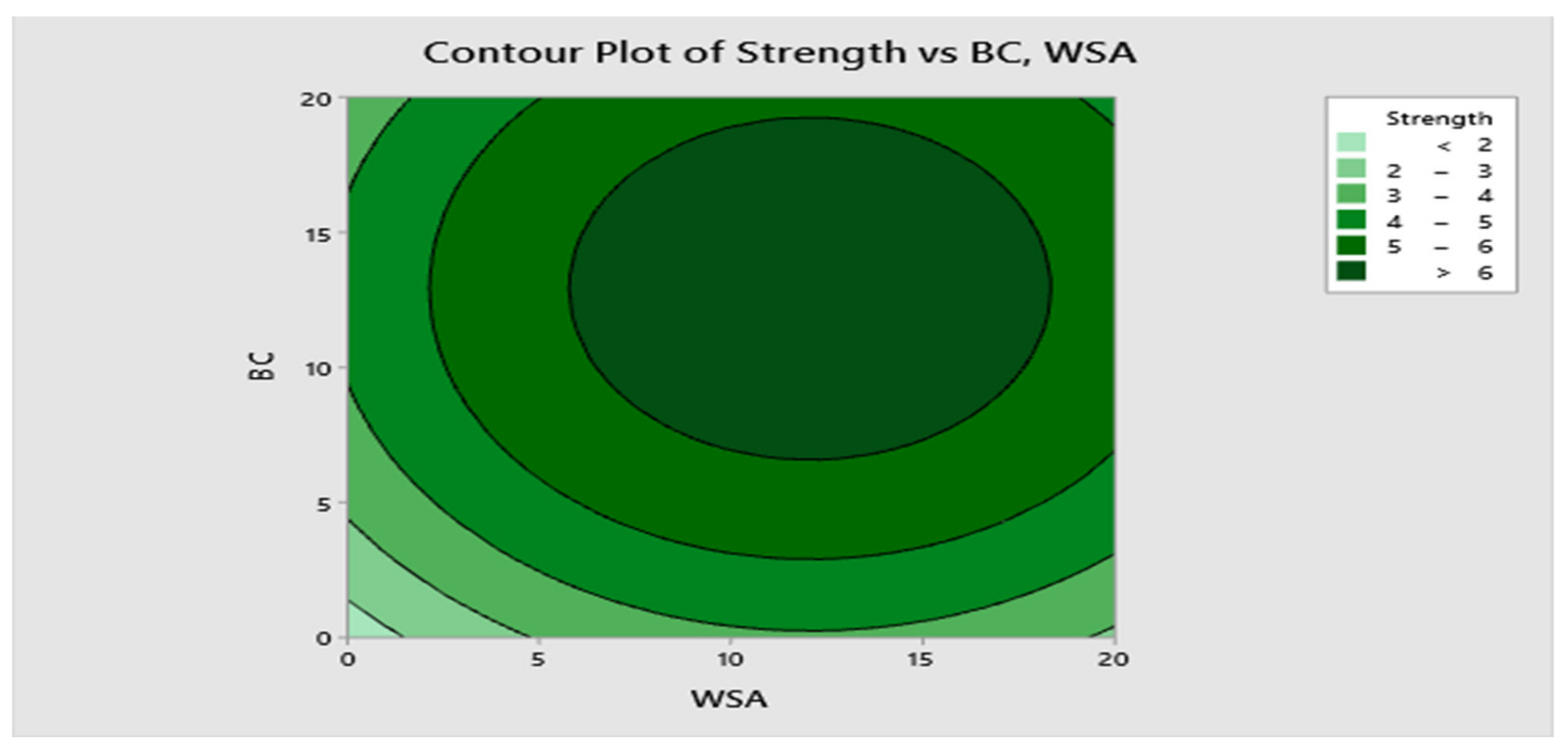
- Strength (compressive and split tensile) increased as the substitution percentage of bentonite clay (BC) increased by up to 15%, and then it decreased when compared to the control mix. In the case of wheat straw ash (WSA), the strength increased with up to 10% substitution and then decreased when compared to the control mix. This is due to micro filling voids in the aggregate as well as the pozzolanic activity of bentonite clay (BC) and wheat straw ash (WSA).
- Based on the results, the predicted value obtained from the statistical analysis and the experimental value were comparable.
- The highest strength was obtained at the ratio of 14% WSA and 12% BC, respectively, and it had a maximum compressive strength of 52 Mpa, which is almost 93% higher than that of reference concrete. Therefore, 14% WSA and 12% BC were optimum dosages for combined substitution.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- EFNARC. Specification and Guidelines for Self-Compacting Concrete; Association House: London, UK, 2002; Volume 32, p. 34. [Google Scholar]
- Okamura, H. Self-compacting high-performance concrete. Concr. Int. 1997, 19, 50–54. [Google Scholar]
- Ozawa, K. High-performance concrete based on the durability design of concrete structures. In Proceedings of the Second East Asia-Pacific Conference on Structural Engineering and Construction, Chiang Mai, Thailand, 11–13 January 1989. [Google Scholar]
- Sankh, A.C.; Biradar, P.M.; Naghathan, S.J.; Ishwargol, M.B. Recent trends in replacement of natural sand with different alternatives. In Proceedings of the International Conference on Advances in Engineering and Technology, Nagapattinam, India, 2–3 May 2014; pp. 59–66. [Google Scholar]
- Isler, J.W. Assessment of Concrete Masonry Units Containing Aggregate Replacements of Waste Glass and Rubber Tire Particles. Master’s Thesis, University of Colorado at Denver, Denver, CO, USA, 2012. [Google Scholar]
- Benhelal, E.; Zahedi, G.; Shamsaei, E.; Bahadori, A. Global strategies and potentials to curb CO2 emissions in cement industry. J. Clean. Prod. 2013, 51, 142–161. [Google Scholar] [CrossRef]
- World Business Council for Sustainable Development. The Cement Sustainability Initiative—Cement Industry Energy and CO2 Performance: “Getting the Numbers Right”; WBCSD: Geneva, Switzerland, 2009. [Google Scholar]
- Armstrong, T.; Bal, M.; Bell, P.; Fernandes, J.; Starbuck, S. The Global Cement Report. Int. Cem. Rev. 2013, 13, 372. [Google Scholar]
- Mirza, J.; Riaz, M.; Naseer, A.; Rehman, F.; Khan, A.; Ali, Q. Pakistani bentonite in mortars and concrete as low cost construction material. Appl. Clay Sci. 2009, 45, 220–226. [Google Scholar] [CrossRef]
- Assefa, S.; Dessalegn, M. Production of Lightweight Concrete Using Corncob Ash as Replacement of Cement in Concrete. Am. J. Civ. Eng. 2009, 7, 17–20. [Google Scholar] [CrossRef] [Green Version]
- Thomas, J.; Thaickavil, N.N.; Syamala, T.N. Cement Replacement Materials for Sustainable Concrete. In Green Buildings and Sustainable Engineering; Springer: Singapore, 2019; pp. 387–403. [Google Scholar]
- Khan, M.I.; Mourad, S.M.; Charif, A. Utilization of Supplementary Cementitious Materials in HPC: From rheology to pore structure. KSCE J. Civ. Eng. 2017, 21, 889–899. [Google Scholar] [CrossRef]
- Bheel, N.; Meghwar, S.L.; Sohu, S.; Khoso, A.R.; Kumar, A.; Shaikh, Z.H. Experimental Study on Recycled Concrete Aggregates with Rice Husk Ash as Partial Cement Replacement. Civ. Eng. J. 2018, 4, 2305–2314. [Google Scholar] [CrossRef]
- Ahmad, Z.; Siddiqi, R.A. Minerals and rocks for industry. Int. J. Rock Mech. Min. Sci. Geomech. Abstr. 1995, 3, 370A–371A. [Google Scholar]
- Kaur, G.; Siddique, R.; Rajor, A. Properties of concrete containing fungal treated waste foundry sand. Constr. Build. Mater. 2012, 29, 82–87. [Google Scholar] [CrossRef]
- Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z.; Yap, S.P.; Lee, S.C. Green concrete partially comprised of farming waste residues: A review. J. Clean. Prod. 2016, 117, 122–138. [Google Scholar] [CrossRef]
- Biricik, H.; Akoz, F.; Berktay, I.; Tulgar, A.N. Study of pozzolanic properties of wheat straw ash. Cem. Concr. Res. 1999, 29, 637–643. [Google Scholar] [CrossRef]
- Memon, S.A.; Arsalan, R.; Khan, S.; Lo, T.Y. Utilization of Pakistani bentonite as partial replacement of cement in concrete. Constr. Build. Mater. 2012, 30, 237–242. [Google Scholar] [CrossRef]
- Stutzman, P. Powder diffraction analysis of hydraulic cements: ASTM Rietveld round-robin results on precision. Powder Diffr. 2005, 20, 97–100. [Google Scholar] [CrossRef] [Green Version]
- ENTS 934-2. Admixtures for Concrete, Mortar and Grout-Part 2: Concrete Admixtures; Definitions, Requirements, Conformity, Marking and Labelling; British Standard Institution: London, UK, 2009. [Google Scholar]
- ASTMC 494/C 494M–01. Standard Specification for Chemical Admixtures for Concrete; ASTM International: West Conshohocken, PA, USA, 2019; p. 15. [Google Scholar]
- C39/C39MA. Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; Annual British ASTM Standards; British Standard Institution: London, UK, 2003. [Google Scholar]
- C496-71A. Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens; British Standard Institution: London, UK, 1976. [Google Scholar]
- ASTM C39/C39M-12. Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar] [CrossRef]
- Al-Akhras, N.M.; Abu-Alfoul, B.A. Effect of wheat straw ash on mechanical properties of autoclaved mortar. Cem. Concr. Res. 2002, 32, 859–863. [Google Scholar] [CrossRef]
- Van Olphen, H. An Introduction to Clay Colloid Chemistry, for Clay Technologists, Geologists, and Soil Scientists; John Wiley & Sons: Somerset, NJ, USA, 1977. [Google Scholar]
- Lima-Guerra, D.J.; Mello, I.; Resende, R.; Silva, R. Use of bentonite and organobentonite as alternatives of partial substitution of cement in concrete manufacturing. Int. J. Concr. Struct. Mater. 2014, 8, 15–26. [Google Scholar] [CrossRef] [Green Version]
- Hamzah, A.F.; Ibrahim, M.N.; Jamaluddin, N.; Jaya, R.P.; Arshad, M.F.; Abidin, N.E.Z. Fresh characteristic and mechanical compressive strength development of self-compacting concrete integrating coal bottom ash as partial fine aggregates replacement. Int. J. Mech. Mechatron. Eng. 2015, 15, 61–67. [Google Scholar]
- Iqbal, S.; Ali, A.; Holschemacher, K.; Ribakov, Y.; Bier, T.A. Effect of fly ash on properties of self-compacting high strength lightweight concrete. Period. Polytech. Civ. Eng. 2017, 61, 81–87. [Google Scholar] [CrossRef] [Green Version]
- Qudoos, A.; Kim, H.G.; Ryou, J.-S. Effect of mechanical processing on the pozzolanic efficiency and the microstructure development of wheat straw ash blended cement composites. Constr. Build. Mater. 2018, 193, 481–490. [Google Scholar] [CrossRef]
- Oehlert, G.W. Design and Analysis of Experiments: Response Surface Design; W.H. Freeman Company: New York, NY, USA, 2000; pp. 509–542. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Property | Percentage (%) | Physical Property | Results |
|---|---|---|---|
| Ca0 | 62.7 | Size | ≤75 µ |
| SiO2 | 25.9 | Fineness | 92% |
| Al2O3 | 8.4 | Normal Consistency | 28% |
| Fe2O3 | 4.7 | Initial Stetting Time | 38 min |
| MgO | 5.5 | Final Stetting Time | 412 min |
| SO3 | 1.9 | Specific surface | 322 m2/kg |
| K2O | 2.4 | Soundness | 1.70% |
| Na2O | 0.2 | 28-day compressive Strength | 42 Mpa |
| Physical Property | Fine Aggregate | Coarse Aggregate |
|---|---|---|
| Particle Size | 4.75 to 0.075 mm | 12.5 to 4.75 |
| Fineness Modulus | 2.93 | 4.7 |
| Absorption Capacity | 5.28% | 2.13% |
| Moisture Content | 1.8% | 1.25% |
| Bulk density (kg/m3) | 1586 | 1535 |
| Chemical | Wheat Straw Ash (%) | Bentonite (%) |
|---|---|---|
| Ca0 | 12.56 | 9.7 |
| SiO2 | 39.63 | 55.3 |
| Al2O3 | 24.11 | 25.6 |
| Fe2O3 | 6.2 | 2.7 |
| MgO | 3.5 | 3.5 |
| SO3 | 0.61 | 1.3 |
| K2O | 2.09 | 2.7 |
| Na2O | 0.049 | 0.4 |
| Property | Result |
|---|---|
| Color | Dark brown |
| Relative density | 1.58 at 27 °C |
| Chloride content | <0.2% |
| Physical state | Liquid |
| Sr. No. | Tests Methods | Unit | Minimum | Maximum |
|---|---|---|---|---|
| 1 | Slump Test | Mm | 600 | 800 |
| 2 | T50 Slump Flow | Sec | 2 | 5 |
| 3 | L-Box Test | (H2/H1) | 0.8 | 1 |
| 4 | V-Funnel Tests | Sec | 6 | 12 |
| Materials | Mix 1 | Mix 2 | Mix 3 | Mix 4 | Mix 5 | Mix 6 | Mix 7 | Mix 8 |
|---|---|---|---|---|---|---|---|---|
| Cement (kg/m3) | 425 | 425 | 425 | 425 | 425 | 425 | 425 | 425 |
| Sand (kg/m3) | 625 | 625 | 625 | 625 | 625 | 625 | 625 | 625 |
| Crush (kg/m3) | 1270 | 1270 | 1270 | 1270 | 1270 | 1270 | 1270 | 1270 |
| water cement ratio | 0.35 | 0.35 | 0.35 | 0.35 | 0.45 | 0.45 | 0.45 | 0.45 |
| Superplasticizer (kg) | - | 2.12 | 4.25 | 6.37 | - | 2.12 | 4.25 | 6.37 |
| Tests Methods | Mix 1 | Mix 2 | Mix 3 | Mix 4 | Mix 5 | Mix 6 | Mix 7 | Mix 8 |
|---|---|---|---|---|---|---|---|---|
| Slump (mm) | 535 | 542 | 568 | 622 | 572 | 625 | 710 | 768 |
| L-Box Test (H2/H1) | 0.60 | 0.68 | 0.72 | 0.83 | 0.76 | 0.84 | 0.92 | 0.98 |
| V-Funnel Tests (Sec) | 19 | 16 | 15 | 11 | 14 | 7 | 5 | 3 |
| T50 Slump Flow | 11 | 8 | 7 | 5.2 | 6 | 4.5 | 2.8 | 2.2 |
| Remarks as per EFNARC | Too Stiff and Segregation | Too Stiff | Small Stiff | Small Bleeding | Small Stiff | Good SCC | Small Bleeding | Too Much Bleeding and Segregation |
| Materials | Mix 6 | SCC1 | SCC2 | SCC3 | SCC4 |
|---|---|---|---|---|---|
| Cement (kg/m3) | 425 | 403.7 | 382.7 | 361.2 | 340 |
| Sand/F.A (kg/m3) | 625 | 625 | 625 | 625 | 625 |
| Crush/C.A (kg/m3) | 1270 | 1270 | 1270 | 1270 | 1270 |
| W/C | 0.45 | 0.45 | 0.45 | 0.45 | 0.45 |
| Superplasticizer (kg) | 2.12 | 2.12 | 2.12 | 2.12 | 2.12 |
| Wheat Straw Ash (kg) | - | 21.25 | 42.5 | 63.75 | 85 |
| Bentonite Clay kg) | - | 21.25 | 42.5 | 63.75 | 85 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmad, J.; Tufail, R.F.; Aslam, F.; Mosavi, A.; Alyousef, R.; Faisal Javed, M.; Zaid, O.; Khan Niazi, M.S. A Step towards Sustainable Self-Compacting Concrete by Using Partial Substitution of Wheat Straw Ash and Bentonite Clay Instead of Cement. Sustainability 2021, 13, 824. https://doi.org/10.3390/su13020824
Ahmad J, Tufail RF, Aslam F, Mosavi A, Alyousef R, Faisal Javed M, Zaid O, Khan Niazi MS. A Step towards Sustainable Self-Compacting Concrete by Using Partial Substitution of Wheat Straw Ash and Bentonite Clay Instead of Cement. Sustainability. 2021; 13(2):824. https://doi.org/10.3390/su13020824
Chicago/Turabian StyleAhmad, Jawad, Rana Faisal Tufail, Fahid Aslam, Amir Mosavi, Rayed Alyousef, Muhammad Faisal Javed, Osama Zaid, and Muhammad Sohaib Khan Niazi. 2021. "A Step towards Sustainable Self-Compacting Concrete by Using Partial Substitution of Wheat Straw Ash and Bentonite Clay Instead of Cement" Sustainability 13, no. 2: 824. https://doi.org/10.3390/su13020824