This chapter describes the different components of the state-of-the-art system for hybrid simulation at Swinburne, including the design details of the MAST facility, the reaction systems including the strong wall/floor and the cruciform crosshead, servo-hydraulic actuators and the 6-DOF controller system, and hybrid simulation architecture.
Hinweise
The original version of this chapter was revised: See the “Chapter Note” section at the end of this chapter for details. The erratum to this chapter is available at https://doi.org/10.1007/978-981-10-5867-7_6
3.1 Introduction
The 6-DOF loading on structural components has been performed previously in the George E. Brown Jr. Network for Earthquake Engineering Simulation (NEES) facilities in the USA, including the Multi-Axial Subassemblage Testing Laboratory located at the University of Minnesota, Minneapolis (French et al. 2004), which has been used in quasi-static tests, and the Multi-Axial Full-Scale Sub-Structure Testing and Simulation facility at the University of Illinois at Urbana-Champaign (Kim et al. 2011; Mahmoud et al. 2013), which has been used in displacement-control hybrid simulation experiments (see Fig. 3.1). These systems have the capacity for large-scale testing and the ability to control multiple DOFs at the boundaries of physical specimens. Building on the same concept, the Multi-Axis Sub-structure Testing (MAST) system at Swinburne (see Fig. 3.2) has been developed to advance the current state of technology by allowing accurate simulation of complex time-varying 6-DOF boundary effects on large-scale structural components in mixed load/deformation control modes during hybrid simulation (Hashemi et al. 2015).
Fig. 3.1
Multi-directional loading at NEES facilities: a Multi-Axial Subassemblage Testing Laboratory at Minnesota, USA. b Multi-Axial Full-Scale Sub-Structure Testing and Simulation Laboratory at Illinois, USA
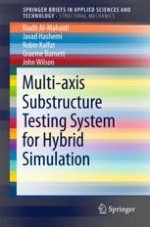
Fig. 3.2
The Multi-Axis Sub-structure Testing System at Swinburne
×
×
The unique and versatile capabilities of the MAST system will greatly expand the experimental testing of large-scale structural components such as beam–column frame systems, walls and bridge piers. Using the MAST system, the development of new materials and structural components and the effectiveness of new repair/retrofitting strategies for seismically damaged structural elements can be reliably evaluated through three-dimensional large-scale local/geographically distributed hybrid simulation, which provides significant insight into the effects of extreme loading events on civil structures.
Anzeige
The key components of the MAST facility are:
1.
Four ± 1MN vertical hydraulic actuators as well as two pairs of ± 500 kN horizontal actuators in orthogonal directions. Auxiliary actuators are also available for additional loading configurations on the specimen.
2.
A 9.5-tonne steel crosshead that transfers the 6-DOF forces from the actuators to the specimen. The test area under the crosshead is approximately 3 m × 3 m in-plan and 3.2 m high.
3.
A reaction system comprising an L-shaped strong wall (5 m tall × 1 m thick) and a 1-m-thick strong floor.
4.
An advanced servo-hydraulic control system capable of imposing simultaneous 6-DOF states of deformation and load in switched and mixed-mode control. Also, the center of rotation (COR) (i.e., the fixed point around which the 6-DOF movements of the control point occurs) can be relocated and/or reoriented by assigning the desired values.
5.
An advanced three-loop hybrid simulation architecture (Stojadinovic et al. 2006) including an innermost servo-valve control loop that runs on a MTS Flex Test 100 Controller (MTS Systems Corporation 2014), a middle actuator command generation loop that runs on the xPC-Target real-time digital signal processor (DSP) and includes the predictor-corrector algorithm and an outer integrator loop that runs on the xPC-Host and includes OpenSees (McKenna 2011), OpenFresco (Schellenberg et al. 2009) and MATLAB/Simulink (The MathWorks Inc. 2014).
6.
Additional high-precision draw-wire absolute encoders (SICK 2014) with a resolution of 25 μ that can be directly fed back to the controller.
The MAST system is located in the Smart Structures Laboratory (see Fig. 3.3) at Swinburne’s architecturally striking Advanced Technologies Center (ATC) (see Fig. 3.4). The $15 million laboratory is a major 3-D testing facility developed for large-scale testing of civil, mechanical, aerospace and mining engineering components and systems, and the only one of its type is available in Australia. The 1.0-m-thick strong floor measures 20 m × 8 m in-plan with two 5-m-tall reaction walls meeting at one corner. The 3-D strong cell contains a grid of tie-down points 0.5 m apart to secure the test specimens in place, in addition to a suite of hydraulic actuators and universal testing machines varying in capacity from 10 to 500 tonnes. The laboratory is serviced by adjacent workshops and a hydraulic pump system located in the basement. The facility is housed in a large architecturally designed test hall about 8 m tall with a 10-tonne crane.
Fig. 3.3
Smart Structures Laboratory at Swinburne University of Technology
Fig. 3.4
Advanced Technology Center at Swinburne University of Technology
×
×
3.2 MAST Reaction Systems
3.2.1 Design of the Strong Wall/Floor
A strong floor and a reaction wall were designed to provide supports for vertical and horizontal actuators for the testing of full-scale structures. The primary objective of the facility is to simulate earthquake loading of large-scale structural elements such as bridge piers, bridge girders and components of multi-story buildings when subjected to static and pseudo-dynamic testing. The design of the facility was influenced by the following performance objectives:
1.
The dimensions and overall size of the strong floor would limit the types of tests that could be conducted in the facility due to size constraints.
2.
The thickness of the strong wall/floor and the quantity of steel reinforcement and post-tensioning would limit the loads that could be applied to the structure and strongly influence the size/type of actuators that could be used.
3.
No cracking of the reinforced concrete strong wall/floor was permitted under service loading conditions. In this case, both the wall and floor were chosen to be post-tensioned to increase the serviceability performance of the structure and to ensure that tensile stresses within the concrete are maintained at levels below the characteristic tensile strength of the concrete.
4.
The dimensions of the strong wall/floor need to be sufficient in size and provide adequate stiffness to allow the application of large horizontal forces while maintaining negligible deformations in the wall/floor itself.
In accordance with the above performance objectives, the design of the strong floor was undertaken by Waterman International Consulting (Waterman Group plc 2010) engineers in collaboration with Swinburne University of Technology. The overall dimensions of the facility are as follows:
1.
The strong floor is 21 m × 8 m in-plan with thickness of 1 m.
2.
The L-shaped strong wall is 5 m high, 1 m thick and, respectively, 8 and 6 m long on each side.
The final configuration of the facility showing all the dimensions is shown in Fig. 3.5.
Fig. 3.5
Final configuration of the strong floor/wall system
×
To evaluate whether the proposed geometry of the facility was acceptable in meeting the proposed performance objectives, a solid 3-D FE model was constructed using brick elements in the program ANSYS Inc. (2012). Concrete is considered to be a quasi-brittle material capable of both cracking and crushing behaviors under tensile and compressive stress. The compressive response of concrete is highly nonlinear, whereas in tension, the stress–strain response is approximately linear elastic up to the maximum tensile strength, resulting in cracking and a sudden loss of strength. However, since one of the performance objectives was to ensure that the tensile strength of the concrete should not be exceeded, the definition of linear elastic properties for the concrete material was adopted for simplicity. Table 3.1 summarizes the material properties of the concrete used in the FE model.
Table 3.1
Material properties of concrete used in FE model
Property
Value
Density
2400 (kg m−3)
Young’s modulus
39,117 (MPa)
Poisson’s ratio
0.2
Characteristic tensile strength
3.87 (MPa)
Characteristic compressive strength
60 (MPa)
The model was restrained by fixing translations in x, y and z for the base of the columns. The resultant model and mesh detail are presented in Fig. 3.6
Fig. 3.6
Final FE model configuration
×
Anzeige
In order to meet the objectives of the performance criteria, over 100 load cases were constructed, representing all possible actuator positions on the reaction wall. In each load case, an iterative procedure was used to increase the actuator loads until the tensile strength of the concrete was reached. The maximum load reached for each load case, and the respective loading key plan is presented in Figs. 3.7, 3.8, 3.9, 3.10 and Table 3.2.
Fig. 3.7
Load-case key (plan view)
Fig. 3.8
Load-case key (south elevation)
Fig. 3.9
Load-case key (east elevation)
Fig. 3.10
Load-case key (isometric view)
Table 3.2
Maximum allowable actuator loads for given load case and actuator positions
Load case
Combination
Max allowed load (kN)
Load case
Combination
Max allowed load (kN)
LC1
(1)
350
LC41
(51)
605
LC2
(2)
380
LC42
(52)
860
LC3
(3)
415
LC43
(53)
940
LC4
(4)
450
LC44
(54)
1075
LC5
(5)
490
LC45
(55)
1270
LC6
(6)
440
LC46
(56)
575
LC7
(7)
485
LC47
(57)
650
LC8
(8)
550
LC48
(58)
775
LC9
(9)
675
LC49
(59)
875
LC10
(10)
885
LC50
(60)
1050
LC11
(11)
575
LC51
(61)
350
LC12
(12)
650
LC52
(62)
380
LC13
(13)
775
LC53
(63)
415
LC14
(14)
875
LC54
(64)
450
LC15
(15)
1050
LC55
(65)
490
LC16
(16)
605
LC56
(1) + (61)
(285) + (285)
LC17
(17)
860
LC57
(2) + (62)
(312.5) + (312.5)
LC18
(18)
940
LC58
(3) + (63)
(350) + (350)
LC19
(19)
1075
LC59
(4) + (64)
(415) + (415)
LC20
(20)
1270
LC60
(5) + (65)
(550) + (550)
LC21
(21)
600
LC61
(6) + (61)
(280) + (280)
LC22
(22)
900
LC62
(7) + (62)
(310) + (310)
LC23
(23)
1150
LC63
(8) + (63)
(350) + (350)
LC24
(24)
1325
LC64
(9) + (64)
(415) + (415)
LC25
(25)
1425
LC65
(10) + (65)
(550) + (550)
LC26
(26)
615
LC66
(11) + (56)
(310) + (310)
LC27
(27)
1070
LC67
(12) + (57)
(385) + (385)
LC28
(28)
1325
LC68
(13) + (58)
(450) + (450)
LC29
(29)
1410
LC69
(14) + (59)
(565) + (565)
LC30
(30)
1465
LC70
(15) + (60)
(925) + (925)
LC31
(41)
615
LC71
(16) + (51)
(310) + (310)
LC32
(42)
1070
LC72
(17) + (52)
(435) + (435)
LC33
(43)
1325
LC73
(18) + (53)
(600) + (600)
LC34
(44)
1410
LC74
(19) + (54)
(825) + (825)
LC35
(45)
1465
LC75
(20) + (55)
(1000) + (1000)
LC36
(46)
600
LC76
(21) + (46)
315
LC37
(47)
900
LC77
(22) + (47)
475
LC38
(48)
1150
LC78
(23) + (48)
800
LC39
(49)
1325
LC79
(24) + (49)
950
LC40
(50)
1425
LC80
(25) + (50)
1075
LC81
(26) + (41)
335
LC99
(99)
2750
LC82
(27) + (42)
575
LC100
(100)
2950
LC83
(28) + (43)
950
LC101
(101)
2700
LC84
(29) + (44)
1145
LC102
(102)
1625
LC85
(30) + (45)
1145
LC103
(103)
2250
LC86
(86)
3100
LC104
(104)
2950
LC87
(87)
3100
LC105
(105)
1381
LC88
(88)
2700
LC106
(106)
2338
LC89
(89)
1650
LC107
(107)
2508
LC90
(90)
3350
LC108
(108)
2330
LC91
(91)
2950
LC109
(109)
1381
LC92
(92)
1950
LC110
(110)
1381
LC93
(93)
3075
LC111
(111)
1640
LC94
(94)
2750
LC112
(110) + (111)
1750
LC95
(95)
1625
LC113
(106) + (108)
1950
LC96
(96)
2250
LC114
(103) + (104)
2950
LC97
(97)
2950
LC115
(101) + (108)
(850) + (850)
LC98
(98)
1625
LC116
(100) + (107)
(400) + (400)
×
×
×
×
Although the actuators and crosshead have the capability to exert a total vertical force of 1 MN and 500 kN (per actuator) to the strong floor and strong wall, respectively, it is clear from Table 3.2 that the permissible load may control the maximum actuator loads that may be used in any testing configuration. Therefore, any proposed testing should be designed with the permissible actuator loads in mind to ensure that the strong floor and reaction wall are not overloaded beyond acceptable limits. An overview of the strong wall/floor is shown in Fig. 3.11.
Fig. 3.11
Strong wall/floor in the Smart Structure Laboratory at Swinburne
×
3.2.2 Design of the Steel Crosshead
The 6-DOF forces from the actuators are transferred to the testing specimen through a rigid steel crosshead. The actuators move the crosshead to apply the desired loads and deformations. Preliminary designs for the crosshead were developed based on the design criteria, which resulted in two alternative crosshead sizes studied in detail using finite-element (FE) simulations. The following performance objectives were used in the design of the crosshead:
1.
The size of the cross section, thickness of steel plates and weld sizes should be sufficient to resist a maximum vertical load of 4 MN (applied via four 1 MN actuators) and horizontal biaxial load of 1 MN (applied via two pairs of 500 kN actuators in orthogonal directions), while ensuring that steel stresses are maintained below acceptable limits.
2.
The mounting holes at the bottom of the crosshead must allow maximum flexibility for attaching test structures.
3.
The mounting holes and loading plates for the horizontal actuators must be based on 500 kN capacity actuators.
4.
The total weight of the crosshead should be less than 10 tonnes, which is the maximum permissible load carrying capacity of the overhead crane in the laboratory.
In accordance with the above performance objectives, the design of the crosshead in the form of a cruciform was undertaken by Hofmann Engineering Pty. Ltd. (Hofmann 2013) in collaboration with Swinburne University of Technology. The first crosshead size investigated consisted of a 650 mm × 800 mm cross section for each crosshead arm and a total length of 4750 mm. However, a preliminary FE study proved that the cross section was insufficient in size to accommodate the loading conditions described above, due to the violation of acceptable stress limits. Further, FE simulations were conducted to determine the optimal size of the crosshead arms, resulting in a final cross-sectional dimension of 800 mm × 1010 mm and a total length of 5020 mm. Based on the above analysis, detailed drawings were produced for manufacture and more detailed FE study was conducted to further verify the strength of connections and welds. The final specifications of the crosshead included:
1.
60 mm nominal steel thickness for bottom vertical actuator base plates and 50 mm thickness under side horizontal actuator loading plates.
2.
32 mm bottom plate thickness and 20-mm-thick walls to distribute bearing stress.
3.
Double bottom plate thickness in the center of the cruciform to reduce peak torsional stress.
4.
Grade 420-MPa steel.
5.
Curved stiffener plates to reduce stress concentrations at corners.
6.
Holes in internal stiffener plates to reduce weight, resulting in a total weight of 9470 kg.
Design specifications and details of the crosshead are presented in Appendix Figures A.1 to A.3. Finite-element modeling for the crosshead was undertaken by building a 3-D model that reflected the geometries and material properties to be used in manufacture. The model included all relevant details, such as holes for base plate connections and stiffener plates. Zones of weakness at weld connections were considered by locally modeling elements of lower strength/stiffness in the vicinity of welds. The analysis was geometrically nonlinear.
Restraint was applied to the base plate of the crosshead by fixing the translation in the z-direction of the base plate. In addition, the perimeters of the holes were fixed in the x, y, z directions to reflect the restraining effects of the bolts. The appropriate load cases considered are outlined in Figs. 3.12 and 3.13. Two load cases were considered to induce the highest possible flexure and torsion within the structure. Note that in all figures that follow, the 32-mm machined bottom steel surface of the crosshead is shown topside for clarity. Compressive load was applied as a uniformly distributed load over the area of the loading plates in contact with the actuators. Tensile forces were applied to an area around each loading plate hole using the appropriate washer size.
Fig. 3.12
MAST sample load case for maximum torsion
Fig. 3.13
MAST sample load case for maximum flexure
×
×
Load case 2 was found to produce the highest stress concentrations around the outer perimeter of bolt holes attached to the bottom base plate. The design initially used a bottom base plate thickness of 40 mm, which was later increased to 60 mm to ensure that the stresses in the vicinity of the holes did not exceed the yield strength of steel. The results are presented in Fig. 3.14, which highlights a maximum stress of 358 MPa, approximately 85% of yield. Measures were taken to reduce stress concentrations in zones such as connections and corners. The introduction of the curved stiffener plates connecting each arm of the crosshead successfully reduced the local stresses at each corner of the crosshead from 325 to 175 MPa. The strength of the welds was also carefully examined and designed to contain a tensile strength greater than 450 MPa. The maximum vertical displacement recorded under a vertical peak actuator load of 4 MN was 2.7 mm. This value confirmed that the stiffness of the crosshead was sufficient for the intended use of the facility and that the displacements of the cruciform under load were within an acceptable level of tolerance. Figure 3.15 illustrates the resultant displacement contour for FE analysis load case 2. Figures 3.16 and 3.17 show the cruciform under manufacture and its final shape in the Smart Structures Laboratory.
Fig. 3.14
Von Mises stress contour for FEA load case 2
Fig. 3.15
Resultant displacement contour for FEA load case 2
Fig. 3.16
Manufacturing the cruciform
Fig. 3.17
Initial assembly of the crosshead within the Smart Structures Laboratory
×
×
×
×
3.3 MAST Actuator Assembly and 6-DOF Control System
The actuator configuration and control system of the MAST have been designed for accurate and stable simulation of complex 6-DOF boundary effects. Table 3.3 summarizes the actuator specifications of the system, and Fig. 3.18 schematically shows the control point and actuator arrangement. In this configuration, two sets of actuator pairs with strokes of ± 250 mm provide lateral loads up to ± 1 MN in the orthogonal directions. These actuator pairs are secured to the L-shaped strong wall (Fig. 3.18a). Four ± 1 MN vertical actuators, capable of applying a total force of ± 4 MN with strokes of ± 250 mm, connect the crosshead and the strong floor (Fig. 3.18b). The actuator positions and the control point in 3-D space are also illustrated in Fig. 3.18c. In addition, Figures A–4 and A–5 in Appendix provide the specifications for vertical and horizontal actuators, respectively. In addition to MAST actuators, a set of auxiliary actuators are also available to be used for additional loading configurations on the specimen. The actuator system specifications are summarized in Table 3.3. The vertical actuators have twice as much flow capacity as the horizontal actuators so that all actuators are mechanically limited to the same peak saturation velocity to simplify control system tuning.
Table 3.3
Summary of actuator specifications
MAST actuators capacity
Actuator
Vertical
Horizontal
Auxiliary
Model
MTS 244.51
MTS 244.41
2 (MN)
(Qty. 1)
Quantity
4 (Z1, Z2, Z3, Z4)
4 (X1, X2, Y3, Y4)
250 (kN)
(Qty. 4)
Force stall capacity
± 1000 (kN)
± 500 (kN)
100 (kN)
(Qty. 3)
Static
± 250 (mm)
± 250 (mm)
25 (kN)
(Qty. 3)
Servo-valve flow
114 (lpm)
57 (lpm)
10 (kN)
(Qty. 1)
MAST DOFs capacity (non-concurrent)
DOF
Load
Deformation
Specimen dimension
X (Lateral)
1 (MN)
± 250 (mm)
3.00 (m)
Y (Longitudinal)
1 (MN)
± 250 (mm)
3.00 (m)
Z (Axial/Vertical)
4 (MN)
± 250 (mm)
3.25 (m)
Rx (Bending/Roll)
4.5 (MN.m)
± 7 (degree)
Ry (Bending/Pitch)
4.5 (MN.m)
± 7 (degree)
Rz (Torsion/Yaw)
3.5 (MN.m)
± 7 (degree)
Fig. 3.18
Actuator assembly and positions: a Actuator assembly: plan view, b actuator assembly: side view, c actuator positions and the control point in 3-D space
×
Figures 3.19 and 3.20, respectively, illustrate the final configuration of the actuator assembly for the MAST system and the hydraulic power unit (Model 505.180) in the Smart Structures Laboratory.
Fig. 3.19
MAST system
Fig. 3.20
Hydraulic power unit, Model 505.180 (600 lpm)
×
×
The movement of the MAST crosshead is governed by the collective movement of all eight actuators. To achieve the desired crosshead linear and angular displacements, the actuators are synchronously controlled using the MTS DOF control concept (Thoen 2013). This concept allows the user to control the system motion in a coordinate domain most natural to the test. With multiple actuators positioning the crosshead, it is impractical to control the system by individually controlling each actuator. Therefore, the MTS controller provides simultaneous control of the 6-DOF movements of the crosshead with respect to the control point, where it is attached to the specimen (see Fig. 3.18b). In DOF control, the feedbacks for each loop are determined by summing together all individual actuator feedbacks that contribute to that specific DOF, and each actuator drive-signal is determined by summing together all individual DOF error signals that are affected by that actuator. Therefore, the control loop is closed around the DOFs and not around individual actuators.
The MAST system uses a generic kinematic transformation package that transforms the eight actuator displacements from the actuator domain into the 6-DOF coordinate system. The DOF command and control coordinates are defined in Cartesian space and referenced to the specimen initial control point and axes. The Cartesian DOF coordinate vector is written in vector form as:
$$u = [x , y , z , \theta_{x} ,\theta_{y} ,\theta_{z} ]^{T}$$
(3.1)
The actuator displacements needed to generate the desired 6-DOF movement are defined as the lengths between the spherical joints at the ends of each actuator:
The 3D notation used to define the actuator spherical joint locations in vector form is illustrated in Fig. 3.21. The fixed-pin location of the actuators to the strong floor/wall is defined as the point, \(q_{0j}\). The moving-pin location of the actuators attached to the crosshead is defined as the point, \(p\). The 3-D definition of these 16 points (i.e., the two spherical joint locations of the eight actuators) and the initial control point are the key geometric parameters for the kinematic relationship between the DOF and actuator coordinates. The initial actuator length (i.e., the length of the actuator when the control point is at origin) for the j-th actuator can then be written in the following form:
Fig. 3.21
Actuator kinematics
$$l_{0j} = \left| {p_{0j} - q_{0j} } \right|$$
(3.3)
×
The translational DOFs, \(d = [x , y , z]^{T}\), in \(u\) can be written in terms of the initial and current control points as follows:
$$v = \left| {v_{0} + d} \right|$$
(3.4)
In addition, \(r_{0j}\) is defined as a vector from the initial control point to the initial crosshead pin location of the j-th actuator.
$$r_{0j} = p_{0j} - v_{0}$$
(3.5)
The rotational displacements (\(\theta_{x} ,\theta_{y} ,\theta_{z}\)) result in a pure rotation of \(r_{0j}\).
$${r_j} = \psi {r_{0j}}$$
(3.6)
where the rotational matrix \(\uppsi\) follows the roll–pitch–yaw rotational convention and is given by:
The current crosshead pin location, \(p_{j}\), for the j-th actuator due to the motion, \(u\), is the sum of the translational displacement vector at the control point, \(d\), and rotated vector, \(r_{j}\):
$$\begin{aligned} p_{j} & = v + r_{j} \hfill \\ & = v_{0} + d + \psi_{0j} \hfill \\ \end{aligned}$$
(3.8)
Finally, the current actuator length for the j-th actuator, \(l_{j}\), can be written as follows:
Equation 3.9 is a kinematic relationship between the j-th actuator length, \(l_{j}\), and the global Cartesian DOF coordinate vector,\(u\), which is integrated into the controller. Note that the discussed actuator kinematics is a simplification of the kinematic transformations in the control system. The MAST system has further flexibilities to relocate/tare/offset the initial control point, \(v_{0}\), from the crosshead center point and also relocate/reorient the center of rotation (COR) defined as the origin of the Cartesian DOF coordinate system.
The initial control point, \(v_{0}\), is initially placed at the crosshead center point when it is completely horizontal with all four Z actuators absolutely vertical and the two X and two Y actuators absolutely horizontal. This is very close to the point where all actuators are at their mid-travel. The ability to offset the initial control point allows for variations in specimen height and errors in initial specimen positioning and alignment. It also allows the crosshead to tilt like a spherical joint (pin) to adjust for a specimen when the top and bottom surfaces are not exactly parallel. The offsetting allows for the test command vector, \(u\), to be the top center of the test specimen or any other point if desired.
The center of rotation (COR) is typically placed at the initial control point, \(v_{0}\), with all DOF displacements and forces parallel to the strong walls/floor. However, using the COR vector \(= \left[ {\mathop x\limits^{ - } ,\mathop y\limits^{ - } ,\mathop z\limits^{ - } ,\mathop {\theta_{x} }\limits^{ - } ,\mathop {\theta_{y} }\limits^{ - } ,\mathop {\theta_{z} }\limits^{ - } } \right]^{T}\) featured in the control system, the COR can be relocated and/or reoriented by assigning the desired values to \(\left[ {\mathop x\limits^{ - } ,\mathop y\limits^{ - } ,\mathop z\limits^{ - } } \right]\) and/or \(\left[ {\mathop {\theta_{x} }\limits^{ - } ,\mathop {\theta_{y} }\limits^{ - } ,\mathop {\theta_{z} }\limits^{ - } } \right]\), respectively. For instance, by setting COR vector \(= [0 , 0 , 0 , 0 , 0 ,45^\circ ]^{T}\), the COR is not relocated as \(\left[ {\mathop x\limits^{ - } ,\mathop y\limits^{ - } ,\mathop z\limits^{ - } } \right]\) is set to zero; however, COR is rotated around the Z-axis by \(\mathop {\theta_{z} }\limits^{ - }\) = 45°. This increases the lateral deformation capacity of the system from ± 250 mm in the initial X and Y axis to ± 350 mm (= ±250 mm × √2) in the 45° rotated X and Y axis. The other two angles, \(\mathop {\theta_{x} }\limits^{ - }\) and \(\mathop {\theta_{y} }\limits^{ - }\), can be adjusted so that the forces are applied normal to the top surface of the test specimen.
The MAST system also features mixed-mode control, allowing users to specify the deformation or load required for the desired direction of loading to the test specimen. Figure 3.22 schematically shows the MAST control system that includes mixed-mode motion control and the force-balance control. As illustrated in the figure, the measured actuator force and displacements are transformed into the load/deformation vector in the DOF coordinate system and compared with the target load/deformation commands. The controller sees the difference as the error and minimizes that by calculating the updated DOF command signals. Using the geometric transformation, the DOF commands are converted to the actuator servo-valve commands, which are executed simultaneously. The measured displacement and force in the actuator’s domain are then transformed back into the DOF system to provide the feedback signals for the controller.
Fig. 3.22
MAST mixed-mode and force-balance control system
×
The MAST control system also uses a force-balance control to manage the redundancy in the actuation system. Since the MAST system has eight actuators operating to control 6-DOFs, it is considered an over-constrained system. In such a system, the actuator displacements are constrained but actuator forces are not, and thus, an infinite number of actuator force states can satisfy a given position profile in the DOF system. As the crosshead is designed to have a very high stiffness, tiny offsets or inconsistencies in actuator positions can generate large distortion forces, which could appear as very large internal vertical and horizontal shear forces within the crosshead. The force imbalances can seriously limit the performance of the system when applying large forces to the specimen, as some portion of the actuators’ force will be used against each other and consequently not be available to apply to the test specimen. Force-balance compensation corrects the actuator servo-valve commands by minimizing the magnitude sum of force errors and therefore ensures that the force is distributed equally among all driving actuators.
The MAST system uses external redundant high-precision draw-wire absolute encoders, in addition to the actuators’ linear variable differential transformer (LVDT) position sensors, in order to measure the actuator length over the range of control. The string encoders (see Fig. 3.23) have the resolution of 25 μ and can be used to calibrate the linearization tables for the LVDTs or directly for displacement feedback in the controller.
Fig. 3.23
High-precision draw-wire absolute encoders
×
3.4 Hybrid Simulation Architecture
The hybrid simulation control system consists of a three-loop architecture (Stojadinovic et al. 2006) as follows:
1.
The innermost servo-control loop contains the MTS FlexTest 100 controller that sends the actuator servo-valve commands while reading back measured displacements/forces. The displacements are measured from both the actuators’ LVDTs and the high-precision draw-wire absolute encoders.
2.
The middle loop runs the predictor-corrector algorithms for actuator command generation on the xPC-Target digital signal processor (DSP) and delivers the displacement/force commands to the FlexTest controller in real time through the shared memory SCRAMNet (Systran 2004).
3.
The outer integrator loop runs on the xPC-Host and includes OpenSees, OpenFresco and MATLAB/Simulink, which can communicate with the xPC-Target through the TCP/IP network.
The FlexTest 100 controller runs the MTS 793 DOF software along with the MTS Test Suite and the MTS Computer Simulation Package that provides the fiber optic SCRAMNet interface. At present, the eight absolute encoders are connected in parallel with each actuator. However, it is also possible to relocate these closer to the test specimen to provide 6-DOF control at the specimen in a similar way to using strain control in a SDOF test machine. In this manner, any errors due to crosshead wall and floor deflections can be canceled out.
It should be mentioned that the hybrid simulation architecture at Swinburne is not limited to the MAST system. A generic configuration of actuators, especially for the case of experimental testing at system level, could also be integrated into hybrid simulation. Further, a SDOF 1MN universal testing machine is available that is suitable for proof-of-concept tests in hybrid simulation studies. Figure 3.24 illustrates an overview of hybrid simulation architecture at Swinburne.
Fig. 3.24
Hybrid simulation systems in the Smart Structures Laboratory at Swinburne