

Abstract
In planar flow casting (PFC) process, the molten alloy from nozzle exerts cyclical thermal shock on the substrate surface of cooling wheel and the cyclical thermal shock causes damage to the substrate surface in the form of defects. In this paper, a 2D numerical model was explored and the cyclical thermal shock on the surface of cooling wheel was simulated by numerical method using practical casting parameters. A batch of hot rolled copper-beryllium (Cu-2Be) cylindrical rings was prepared and subjected to solution annealing and aging treatments. The coefficients of thermal conductivity, thermal expansion coefficients and mechanical properties of Cu-2Be rings with different aging conditions were measured. The metallograph and SEM of the Cu-2Be rings subjected to 105 cycles of thermal shock were examined. The simulation results show that the surface temperature underneath the puddle is heated up drastically to a maximum temperature around 350 °C and cooled down to a minimum temperature around 140 °C in each revolution in quasi-steady process, and the lower thermal conductivity leads to the higher surface temperature for Cu-2Be substrate. The mechanical and physical responses of a Cu-2Be alloy aged at different conditions as a substrate of cooling wheel have been investigated after 105 cycles of thermal shock in practical casting. It was observed that the cyclical thermal shock leads to damage to Cu-2Be surface which affects the surface quality of as-cast ribbon. It was found that higher thermal expansion coefficient of Cu-2Be alloy leads to large magnitude of surface expansion and surface shrinkage which results in crack damage while lower thermal expansion coefficient of Cu-2Be alloy resulting from higher temperature aging is benefit to reducing the magnitude of surface expansion and surface shrinkage but the strength of Cu-2Be substrate is also reduced and intergranular erosion occurs after 105 cycles of thermal shock.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
This article was updated on 16 November 2020. The authors' middle initials were removed.
Nomenclature
| Abbreviation | |
| PFC | planar flow casting |
| Cu-2Be | copper-beryllium |
| PET | power electronic transformer |
| VOF | volume of fluid |
| Italic symbols | |
| Papp | applied pressure to the surface of molten alloy |
| ϕ | cooling wheel outer diameter |
| th | thickness of copper-beryllium |
| ω | cooling wheel rotation speed |
| hw | water wall heat-transfer coefficient |
| ha | air heat-transfer coefficient of rotating wall |
| B | slot width of nozzle |
| G | nozzle wheel distance |
| Pin | inlet pressure of molten alloy |
| Tin | inlet temperature of molten alloy |
| Ti | initial temperature of copper-beryllium and circumferential air |
| Tw | cooling water temperature |
| θ | contact angle of the puddle/nozzle wall |
| ρa | density of molten alloy |
| Cpa | specific heat of molten alloy |
| ka | thermal conductivity of molten alloy |
| μ | viscosity of molten alloy |
| σ | surface tension of molten alloy |
| Tg | glass formation temperature of molten alloy |
| Tsol | solidus temperature of molten alloy |
| Tliq | liquidus temperature of molten alloy |
| ρCu | density of copper-beryllium alloy |
| CpCu | specific heat of copper-beryllium alloy |
| kCu | thermal conductivity of copper-beryllium alloy |
1. Introduction
Single roller planar flow casting (PFC) is a continuous casting method for producing amorphous ribbons and precursors of nanocrystalline ribbons due to the single-stage high efficiency process and the excellent soft magnetic properties [1]. Amorphous and nanocrystalline ribbons have been widely used in distribution transformers, inductive cores and components, sensors and magnetic shielding as summarized by Hasegawa [2] and Herzer [3] due to their high saturation flux density and low coercivity. The thin ribbon thickness of 20–30 μm and relatively high electrical resistivity of typical 120–130 μΩ·cm contribute to lower eddy current loss of wound cores at high operating frequency. Recently, power electronic transformer (PET) exhibits perspective applications in the fields of power transmission, transportation, renewable energy and energy storage etc Feng et al [4] reviewed the advantages of nanocrystalline cores for PET-based railway traction transformers, Zhao et al [5] demonstrated the application of nanocrystalline tape-wound cores in 1.2 MVA PET for traction transformer, Limpaecher et al [6] reported the application of nanocrystalline tape-wound cores in high frequency transformer for renewable energy generation and energy storage system. These high power and high frequency applications pose a challenge to high-efficiency energy conversion magnetic components made of amorphous and nanocrystalline thin ribbons. From the point view of practical applications, much of the demand for amorphous and nanocrystalline ribbons is that the ribbons have uniform thickness within tolerance and perfect surface quality free of defects to improve lamination factor and to avoid degradation of magnetic properties.
The PFC is a complicated non-equilibrium solidification process, where heat and mass transfer, multiphase fluid flow and solidification occur concurrently. During the PFC process, molten alloy is continuously deposited onto a substrate of a cooling wheel through a nozzle slot. Upon contacting the substrate of cooling wheel, the molten alloy rapidly solidified and continuous ribbon is peeled off from the wheel and coiled by a winding machine. Numerous studies have investigated the influences of casting parameters and casting conditions on the uniformity of ribbon thickness and the surface quality of peeled ribbon. Fiedler et al [7] experimentally investigated the relationship between the main processing parameters and the resulting ribbon thickness. Anestiev [8] theoretically investigated the dependence of main processing parameters on ribbon thickness. Srinivas et al [9] investigated the effects of processing conditions on the continuity, ribbon surface topography and structure of ribbons. Sowjanya et al [10] simulated and tested the influence of cooling conditions on ribbon formation during PFC process. Su et al [11] investigated the influence of surface roughness of cooling wheel on the surface quality of ribbons. Our previous work [12] verified the dependence of ribbon thickness on nozzle-wheel gap in a gap-controlled PFC process. Sung [13] obtained an analytical solution to predict the ribbon thickness with given PFC processing variables. Byrne et al [14] systematically investigated the cross-wave defect on the ribbons. Cox and Steen [15] revealed the mechanism of herringbone defect on ribbon produced by PFC process. Byrne et al [16] investigate the capillary puddle vibration on casting defect of ribbons in PFC process. The ribbon quality not only depends on the configuration of processing parameters and stability of the puddle, but also depends on cooling wheel features. For continuous casting of metallic ribbons, the substrate surface of cooling wheel must withstand mechanical and thermal damages which arise from cyclical stressing due to cyclical thermal shock during casting process. The damages on the substrate surface not only affect the surface quality, but also reduce the usefulness of ribbons, especially for thinner ribbon with thickness less than 14 microns [17]. Therefore, the selection and tailoring of substrate materials for construction casting wheel are important to resist mechanical and thermal damages which cause degradation of ribbon's surface quality.
A copper-beryllium (Cu-2Be) alloy is an interesting candidate for substrate materials of cooling wheel due to its high mechanical strength and good electrical conductivity [18]. The Cu-2Be system is a typical precipitation hardened alloy. The properties of Cu-2Be alloy are closely dependent on exact heat treatment, where the classical heat treatment processes involve a solution treatment in a temperature range of 700 °C–800 °C followed by water quenching and then an aging treatment in a temperature range of 280 °C–350 °C [19]. The maximum strength at room temperature can be achieved through aging treatment at 315 °C–345 °C within 3 h [20] and over-aging leads to the increase of fracture toughness and decrease of ultimate tensile strength [21]. The strengthening mechanism of Cu-2Be is related to the strengthening of G. P. zones and precipitation of metastable γ'' phases through aging [22]. An ultimate tensile stress of 1375 MPa was achieved for severe plastic deformation Cu-2Be alloy followed by aging treatment [23]. Although the mechanical properties of Cu-2Be alloy are intensively studied and strengthening mechanism is revealed, few reports are found on the mechanical properties of Cu–2Be alloy under cyclical thermal shock.
In the present work, Cu-2Be rings were prepared and employed as the substrate of cooling wheel to investigate the influences of cyclical thermal shocks on Cu-2Be alloys and thus the surface quality of amorphous ribbons. A 2D numerical model was explored and the cyclical thermal shock on the surface of cooling wheel was simulated. The effects of aging conditions on properties and cyclical thermal shock response of a Cu-2Be alloy were investigated. The mechanism of surface cracks and intergranular erosion of Cu-2Be rings resulting from cyclical thermal shock was revealed. Finally, we achieved a balance between academic materials and pragmatic applications through optimal solution and aging treatment of a Cu-2Be alloy.
2. Methods
2.1. Simulation methods
To analyse the cyclical thermal shock on the substrate of cooling wheel, a 2D numerical model is explored to simulate heat and mass transfer during PFC process by using ANSYS FLUENT software. Figure 1 shows the schematic geometry configurations and coordinate system, computational domains and melt puddle for the PFC process, where the coordinate origin is at the centre of cooling wheel and x = 0.0 m is aligned with the centre of nozzle slot. In the model, the temperature-dependent viscosity of the melt is employed [24]. The free surface between the circumferential air and the melt is considered by using volume of fluid (VOF) method [25]. A pressure-based boundary rather than fixed melt ejection velocity boundary is imposed to compare with the results of practical casting process.

Figure 1. (a) The schematic geometry configurations and coordinate system, where Papp is an applied pressure to the surface of molten metallic alloy. (b) Schematic diagram of computational domains where the fluid domain includes the space between adiabatic nozzle walls and copper-beryllium wheel, the solid domain includes the wall of copper-beryllium wheel with thickness of 10 mm (not in scale). (c) Schematic diagram of melt puddle (not in scale), where B is the slot width of nozzle and G is the nozzle wheel distance.
Download figure:
Standard image High-resolution imageThe following assumptions are made.
- (1)Both the melt and the air in the computational domains are considered as incompressible fluid.
- (2)The release of the latent heat during phase transformation in solidification process is neglected.
- (3)The thermal contact between the puddle and the substrate surface of cooling wheel is perfect.
- (4)Viscosity is considered to be temperature dependence.
- (5)The nozzle wall is adiabatic.
The basic governing equations, including a continuity equation, a momentum equation and energy equations for the fluid and the cooling wheel, were employed for numerical calculation.
The boundary conditions are as the follows.
- (1)inlet_1: pressure inlet boundary.
- (2)wall_1 and wall_2: adiabatic nozzle wall.
- (3)outlet_1 and outlet_2: pressure outlet boundary.
- (4)interface_1: coupled wall of puddle and substrate surface.
- (5)wall_3: amorphous ribbon adherence contact surface.
- (6)wall_4: air wall.
- (7)wall_5: cooling water wall.
Following these boundary conditions, a pressure-based transient fluid flow analysis of PFC process is carried out in the regions of fluid domain and Cu-2Be wheel solid domain. The VOF technique is employed to compute the two phases. Domain is assumed to be initially filled with air. Molten alloy from the inlet enters into the domain with a given pressure and temperature. Momentum and energy equations are solved with the first order upwind scheme for the entire domain. The configuration and process parameters employed in the present computation are listed in table 1. The physical properties of molten amorphous alloy and Cu-2Be alloy are listed in table 2.
Table 1. The configuration and process parameters employed for the simulation.
| Symbol | Value | Remarks |
|---|---|---|
| ϕ | 0.3 m | / |
| th | 0.01 m | / |
| ω | 133.333 rad s−1 | / |
| hw | 22987.8 W/m2·K | [26] |
| ha | 71 W/m2·K | [26] |
| B | 0.0003 m | / |
| G | 0.00015 m | / |
| Pin | 45 kPa | / |
| Tin | 1420 °C | / |
| Ti | 32 °C | / |
| Tw | 32 °C | / |
| θ | 110 degree | [26] |
Table 2. Physical properties of molten amorphous alloy and copper-beryllium alloy used for the simulation
| Symbol | Values | Remarks |
|---|---|---|
| Physical properties of molten amorphous alloy (Fe–Si–B) | ||
| ρa | 6700 kg m−3 | [27] |
| Cpa | 544 J/kg·K | [28] |
| Ka | 8.99 W/m·K | [28] |
| μ | 0.1×exp(−3.6528 + 734.1/(T-674)) Pa·s | [24] |
| σ | 1.2 N m−1 | [29] |
| Tg | 600 °C | [26] |
| Tsol | 600 °C | [26] |
| Tliq | 600.5 °C | [26] |
| Physical properties of copper-beryllium alloy | ||
| ρCu | 8300 kg m−3 | Measured |
| CpCu | 440 J/kg·K | Measured |
| KCu | 176.5 and 188.9 W/m·K | Measured |
In order to analyse the effect of cyclical thermal shock on the Cu-2Be substrate of cooling wheel, the parameters of high temperature molten alloy, high inlet pressure and high wheel speed were adopted in the present simulation study.
2.2. Experimental methods
A batch of hot rolled Cu-2Be cylindrical rings was manufactured from the same wrought cylindrical ingot. The precise chemistry of the Cu-2Be rings is listed in table 3. The hot rolled rings were first solution annealed at 785 °C with soaking time of 3 h and then water quenched within 30 s in a water tank with water agitation. The aging treatments of the solution annealed Cu-2Be rings were carried out in the temperature range of 335 °C–380 °C with soaking time from 4 h to 10 h in a muffle furnace. The inner diameter, outer diameter and height of the machined cylindrical rings are 275 mm, 305 mm and 300 mm, respectively. A cooling wheel system is composed of a stainless-steel wheel core and a cylindrical ring, where the wheel core has axially extending water channels formed about its outer peripheral surface and the cylindrical ring is shrink fitted onto the wheel core. The outer diameter of the Cu-2Be ring on the cooling wheel is 300 mm after precision machining. The cooling wheel is water cooled and the concentricity of the wheel surface is less than 2 μm. The casting processes were carried out in experimental casting machine, the capacity of the tundish is 2 tons and the capacity of crucible is 300 kgs, both of them are induction heated. In order to balance the molten alloy flow out of the nozzle and keep the pressure in the bottom of nozzle slot, a stopper and a server system are employed to control the flow of molten alloy from tundish to crucible and keep the variation of the height of molten alloy in crucible within ±1 mm. The nominal composition of the casting alloy is Fe80Si9B11 (at. %), the resulting ribbon width is 50 ± 0.5 mm and the ribbon thickness are controlled between 20 and 25 μm with precision of 0.5 micron.
Table 3. Chemistry of the copper-beryllium rings (wt. %)
| Element | Be | Co | Ni | Fe | Al | Si | Cu |
|---|---|---|---|---|---|---|---|
| Content | 1.87 | 0.26 | 0.01 | 0.03 | 0.02 | 0.03 | 97.77 |
Thermal diffusivity was measured using NETZSCH LFA 447 to study heat transfer from the outer surface to the inner surface of a cylindrical ring occurred in the PFC process. The disc shape specimens were cut from corresponding cylindrical rings, the diameters of the specimens are 12.5–12.7 mm, the thicknesses of the specimens are 2.6–2.7 mm, and the axis of the disc shape specimen is along with the radial direction of corresponding cylindrical ring. The specific heat at constant pressure, Cp, was measured using NETZSCH DSC 214, the heating rate of 20 °C min−1. was used. The coefficient of thermal conductivity was calculated on the basis of thermal diffusivity and Cp. The measurements of thermal expansion coefficients were carried out using NETZSCH DIL 402 C in the temperature range of 25 °C–750 °C with a heating rate of 5 °C min−1. To study the influence of thermal shock on Cu-2Be alloy in the PFC process, the specimens were cut from corresponding cylindrical rings along the circumferential direction, the diameter and length are 5 mm and 25 mm, respectively.
The SEM observations were carried out using a FEI Nova nanoSEM 450 operated at 20 kV.
The mechanical properties of the Cu-2Be alloy subjected to different aging treatments were tested using Quasar-10 universal mechanical testing machine. The specimens were saw cut from corresponding cylindrical rings along their axis direction to avoid the influence of curvature.
3. Results and discussion
3.1. Cyclical thermal shock on Cu-2Be substrate in PFC process by simulation
Continuous casting of metallic ribbon is accomplished by depositing molten alloy onto a rotating casting wheel, the Cu-2Be ring is located at the periphery of cooling wheel and serves as a substrate of rapid solidification. Figure 2 shows the simulation results of the surface temperature along circumferential direction of the cooling wheel at typical cycles. In each revolution of the cooling wheel, once the surface of cooling wheel contacting with the molten alloy in the puddle region, the surface temperature of Cu-2Be ring drastically rises to a maximum value within a very short period of time and significantly decreases to a minimum value by the end of a revolution. In the subsequent revolutions, both the maximum values and minimum values of temperature increase until the quasi-steady heat balance of Cu-2Be ring is reached in a continuous casting process. For a given process conditions and combination of molten alloy/substrate materials/cooling water, the maximum surface temperature of Cu-2Be depends on the theoretical interfacial heat transfer coefficient and thermal conductivity of rotating substrate. In the present case, the thermal contact between the puddle and the substrate surface of cooling wheel is assumed to be perfect and the interfacial heat transfer coefficient of hw and ha is assumed to be identical for Cu-2Be with different aging conditions, thus the maximum surface temperature of Cu-2Be is determined by thermal conductivity of substrate itself. Figure 3(a) shows the simulation results of surface temperature along circumference of the Cu-2Be substrate with different thermal conductivity at the 60th cycle, the lower thermal conductivity leads to the higher surface temperature, and the minimum values of surface temperature are 142.7 °C and 144.2 °C by the end of this revolution at position x = 1.0 mm and y = 150.0 mm for thermal conductivity values of 188.9 W/m·K and 175.3 W/m·K, respectively. Figure 3(b) shows the surface temperature underneath the puddle at the 60th cycle, it can be found from this figure that the surface of Cu-2Be ring is heated up drastically to the maximum temperature of 346.6 °C and 353.5 °C for thermal conductivity values of 188.9 W/m·K and 175.3 W/m·K in the present case. The substantial burst of surface temperature will cause damage to substrate of cooling wheel in PFC process, and high thermal conductivity of substrate is helpful to reducing the surface temperature for the same moving substrate velocity.
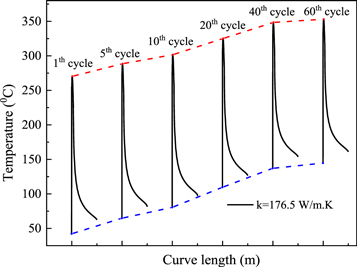
Figure 2. The simulation results of surface temperature along circumferential direction of the cooling wheel at typical cycles. (Viewed along Z axis direction).
Download figure:
Standard image High-resolution image
Figure 3. (a) The simulation results of surface temperature along circumference of the Cu-2Be substrate with different thermal conductivity at the 60th cycle. (b) The surface temperature underneath the puddle for the Cu-2Be substrate with different thermal conductivity at the 60th cycle. (Both viewed along Z axis direction).
Download figure:
Standard image High-resolution image3.2. Response of aged Cu-2Be to cyclical thermal shock
In large scale production of amorphous metallic ribbon by PFC, the capacity of one batch casting is around 10 tons, the diameter of cooling wheels generally ranges from 0.8 m to 2.0 m for different casting machines and the casting speed is 20–30 m s−1 regardless of the cooling wheel diameter. For commercially used amorphous metallic ribbon, the width of as-cast amorphous ribbons ranges from 120–230 mm and the ribbon thickness is normally 25–28 μm. Based on these parameters, it can be estimated that the substrate surface of cooling wheel must withstand the thermal shock of 104–105 cycles in order to guarantee the surface quality and usefulness of as-cast ribbons. However, the continuously cyclical thermal shock results in large radial thermal gradient near the surface of cooling wheel and large cyclical thermal stresses. This effect combined with mechanical damages degrade the substrate surface of cooling wheel during casting. In order to analyse the cyclical thermal shock response of a Cu-2Be alloy as a substrate of cooling wheel, a series of Cu-2Be cylindrical rings subjected to different aging conditions were sequently installed onto the wheel core and machined to a final diameter of 300 mm. The small cooling wheel diameter together with high temperature (1420 °C) molten alloy and high inlet pressure (45 kPa) are favour of accelerating the degradation of Cu-2Be substrate.
Figure 4(a) shows the surface metallograph of Cu-2Be ring which was first aged at 335 °C for 6 h and then underwent thermal shock of 1.0 × 105 cycles through continuous casting. It can be seen from the figure that the surface degradation occurs in the form of small pits and dents. The degradation process is degenerative and growing progressively worse with time. There are very small cracks under the pits and dents as shown in figure 4(b) which is SEM image of sectional sample corresponding to the pits and dents. With the emerging of pits and dents on the substrate, the deposited molten alloy inters into these small cracks and solidifies therein, then it is pull out together with adjacent substrate surface materials when the ribbon is separated from the substrate surface during casting process. Protrusions replicated from the corresponding small cracks appear on the wheel side of the as-cast ribbon, which affects the surface quality of as-cast ribbon. Contrast to the above discussed Cu-2Be ring, the Cu-2Be ring aged at higher temperature can withstand thermal shock of 1.0 × 105 cycles in ribbon casting process. Figure 4(c) shows the surface metallograph of Cu-2Be ring aged at 350 °C for 6 h. Figure 4(d) shows the surface metallograph of Cu-2Be ring which was first aged at 350 °C for 6 h and then underwent thermal shock of 1.0 × 105 cycles through continuous casting. It can be seen from figure 4(d) that the surface degradation is minor and only intergranular erosion is observed.

Figure 4. (a) Surface metallograph of Cu-2Be ring which was first aged at 335 °C for 6 h and then underwent thermal shock of 1.0 × 105 cycles through continuous casting. (b) SEM image of sectional sample corresponding to (a) and cut along AA. (c) Surface metallograph of Cu-2Be ring aged at 350 °C for 6 h. (d) Surface metallograph of the same ring with (c) underwent thermal shock of 1.0 × 105 cycles through continuous casting.
Download figure:
Standard image High-resolution image3.3. Effects of aging conditions on properties of Cu-2Be
Figure 5 shows the stress-strain curves of Cu-2Be alloys subjected to different aging treatments. The data of mechanical properties extracted from figure 5 are listed in table 4. As expected, with the increase of aging temperature, both yield stress (Rp0.2) and ultimate tensile strength (Rm) decrease, accompanied by the increase of ductility (A).

Figure 5. Engineering stress-strain tensile curves for the Cu-2Be alloy after aging at different temperatures for 6 h.
Download figure:
Standard image High-resolution imageTable 4. Mechanical properties of Cu-2Be alloy aged at different temperatures for 6 h.
| Aging conditions | Rp0.2 (MPa) | dL/L0 at Rp0.2 (%) | Rm (MPa) | A (%) |
|---|---|---|---|---|
| 335 °C for 6 h | 1109 | 1.07 | 1262 | 4.0 |
| 350 °C for 6 h | 1066 | 0.96 | 1186 | 9.5 |
| 365 °C for 6 h | 961 | 0.95 | 1103 | 9.0 |
| 380 °C for 6 h | 856 | 0.87 | 1011 | 14.0 |
To clarify the effects of aging on the cyclical thermal shock response of Cu-2Be alloys, thermal expansion coefficients of Cu-2Be alloy after aging at different temperatures for 6 h were measured and thermal strains of corresponding samples were extracted from the data of corresponding thermal expansion coefficients, as shown in figures 6(a) and (b). Based on the simulation results, the surface temperature of Cu-2Be substrate in quasi-steady state is within the range between 140 °C and 360 °C. It can be seen from figure 6(a) that the thermal expansion coefficients of Cu-2Be after aging at different temperature are significantly different in this temperature range, where the thermal expansion coefficient of Cu-2Be after aging at 335 °C for 6 h is more than 2 times than that of others in this temperature range based on the data extracted from figure 6(a). In each revolution of the cooling wheel during the PFC process, the puddle exerts thermal shock on Cu-2Be substrate, which leads to one cycle of surface expansion and surface shrinkage. Cyclical thermal shock leads to repeatedly surface expansion and surface shrinkage, which results in damage to Cu-2Be substrate surface. For Cu-2Be substrate with higher thermal expansion coefficient, the damage is critical as shown in figures 4(a) and (b), where cracks grow due to the larger magnitude of surface expansion and surface shrinkage. Although the lower thermal expansion coefficient resulting from higher temperature aging is favour of reducing the magnitude of surface expansion and surface shrinkage, the strength of Cu-2Be substrate is also reduced and thermal erosion is inevitable as shown in figure 4(d). Thermal expansion of Cu-2Be substrate leads to thermal strain in the Cu-2Be substrate, but the maximum thermal strain resulting from thermal shock in this study is less than the yield strain because the maximum temperature of thermal shock is less than the temperature corresponding to the yield strain. Therefore, the cracks shown in figure 4(a) originates from elastic deformation rather than plastic deformation.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 6. (a) Thermal expansion coefficients of Cu-2Be alloy after aging at different temperatures for 6 h. (b) Temperature dependence of thermal strain of Cu-2Be alloy after aging at different temperatures for 6 h.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusions
In this work, the effects of aging on the cyclical thermal shock response of Cu-2Be alloy as a substrate of cooling wheel in PFC process were investigated. The following conclusions can be drawn:
- (1)By means of numerical calculation, it is shown that temperature difference of substrate surface is more than 200 °C in one cycle with maximum surface temperature reaching 353.5 °C for Cu-2Be substrate with thermal conductivity of 176.5 W/m·K, and higher thermal conductivity leads to lower surface temperature.
- (2)With the increase of aging temperature from 335 °C to 380 °C for 6 h, though the tensile stress of Cu-2Be alloys decrease from 1262 MPa to 1011 MPa, thermal expansion coefficients Cu-2Be alloys also decrease from 24.3 ppm to 19.0 ppm in the temperature range from 25 °C to 360 °C .
- (3)It was observed that the cyclical thermal shock during PFC process leads to damage to Cu-2Be surface which affects the surface quality of as-cast ribbon. The Cu-2Be alloy aged at 335 °C for 6 h exhibits crack damage on the surface while the Cu-2Be alloy aged at 350 °C for 6 h exhibits intergranular erosion on the surface after 105 cycles of thermal shock.
- (4)It was revealed that higher thermal expansion coefficient leads to large magnitude of surface expansion and surface shrinkage which results in crack damage while lower thermal expansion coefficient resulting from higher temperature aging is favour of reducing the magnitude of surface expansion and surface shrinkage but the strength of Cu-2Be substrate is also reduced and thermal erosion is inevitable after 105 cycles of thermal shock.
- (5)The cracks damage of Cu-2Be after 105 cycles of thermal shock originates from elastic deformation rather than plastic deformation.
Large scale production and high surface quality requirement of amorphous and nanocrystalline metallic ribbons pose a challenge to substrate materials of cooling wheel. It is prospected that future works focus on increasing the thermal conductivity of substrate materials to decrease the surface temperature of substrate, decreasing the thermal expansion coefficient of substrate materials to reduce the elastic deformation during cyclical thermal shock, increasing the tensile stress and hardness of substrate materials to resist erosion.