This chapter presents results on in situ deformation experiments performed either inside the scanning electron microscope or in combination with other complementary in situ characterization techniques such as digital image correlation, acoustic emission or infrared thermography. The range of materials investigated extends from austenitic CrMnNi steels enabling TRIP (TRansformation Induced Plasticity) and/or TWIP (TWinning Induced Plasticity) effect and austenitic-martensitic-carbidic CrMnNi steels after quenching and partitioning to MgO-partially stabilized zirconia and TRIP matrix composites. The performed mechanical tests include both tensile and compressive loading as well as cyclic loading in a temperature range from room temperature up to 200 °C. The great potential of the applied in situ characterization techniques is their complementarity, which is shown, in particular, by the seven case studies presented. The combination of different techniques—such as the in situ deformation within the SEM combined with the digital image correlation—has a high potential to gain a deeper understanding on strain localizations by different microstructural features such as deformation bands, twin bundles or martensitic nuclei. In addition, these complementary in situ techniques can contribute to the modelling of the deformation behavior of TRIP/TWIP steels, in particular, or for any other kind of materials with complex deformation processes. Here, the acoustic emission measurements offer, in particular, a great potential, since this is the only real time in situ characterization technique delivering bulk information with a time-resolution in the range of microseconds.
15.1 Introduction
Advanced High-Strength Steels (AHSS) have been the focus of automotive industry due to their improved formability and crash behavior. The TRIP (TRansformation Induced Plasticity)-assisted steels based on retained austenite belonging to the group of AHSS of the first generation exhibit high strength, but quite low ductility. In contrast, the group of high-alloy austenitic steels with displacive transformations—TRIP and TWIP (TWinning Induced Plasticity) steels—belonging to the AHSS of the second generation exhibits high tensile strengths between 500 to 900 MPa at concurrently excellent levels of ductility (between 40 and 70% of total elongation) [1].
High-alloy austenitic TRIP steels exhibit a phase transformation following the austenite (fcc)—ε-martensite (hcp)—α′-martensite (bcc) path. Olson and Cohen [2] described this two-step shear mechanism for the first time in 1972. The phase transformation occurs via the interaction of Shockley partial dislocations on two different slip systems. During the deformation of high-alloy austenitic TRIP steels, deformation bands are formed consisting of a high density of stacking faults arranged in average on each second {111} lattice plane of the austenite. Therefore, these deformation bands appear with a hexagonal lattice structure—referred in the literature as ε-martensite [3‐5]. In contrast to TRIP steels, the high-alloy TWIP steels exhibit a pronounced twinning leading to even superior ductility. Twinning occurs via the accumulation of stacking faults on subsequent {111} lattice planes [5].
Advertisement
The chemical concept of the present high-alloy CrMnNi TRIP/TWIP steels is based on a low content of interstitial elements carbon and nitrogen, a high amount of chromium, manganese and nickel [6]. In particular, the variation of the nickel content allows to control both the austenite stability as well as the stacking fault energy. Therefore, the metastable austenitic steels can exhibit either a TRIP or TWIP effect or a combination of both, depending on the nickel content or the deformation temperature [7, 8].
During the last decade, numerous investigations have been performed on high-alloy CrMnNi cast steels regarding to both their mechanical behavior under different loading conditions as well as the corresponding microstructures and the related strain hardening mechanisms. Thus, CrMnNi steels were tested under (i) static [7], (ii) cyclic [9], (iii) biaxial [10], (iv) dynamic [11], and (v) hydrostatic high-pressure conditions [12]. Detailed microstructural investigations using different techniques such as (i) X-ray diffraction [13], (ii) scanning electron microscopy [14], and (iii) conventional as well as high-resolution transmission electron microscopy (HR-TEM) [5, 15] gained a deeper understanding and knowledge of the ongoing microstructural processes and their influence on the mechanical properties. In addition, these results were complemented by investigations on wrought steels [16] and powder-metallurgically produced steels [17] within the same alloying concept.
Since high-alloy CrMnNi cast TRIP steels are usually characterized by a low yield strength due to their coarse-grained microstructure, two approaches were considered to improve the yield strength: (i) manufacture of ultrafine grained (ufg) CrMnNi TRIP steels [18], and (ii) application of quenching and partitioning (Q&P) process to slightly modified chemical design of the CrMnNi TRIP steels [19]. For the first approach, a thermo-mechanical-controlled process consisting of cold working and subsequent reversion annealing treatment was applied leading to grain sizes of less than 1 µm resulting in significant increase in yield strength at still reasonable ductility [18]. Furthermore, the fatigue life has been also improved for ufg TRIP steels at low strain amplitudes [20]. The aim of the Q&P treatment was a two-phase microstructure consisting of austenite and tempered martensite in order to achieve an increase in strength with only a slight reduction in ductility [19].
In addition, the studied CrMnNi steels were used for metal matrix composites (MMC) together with metastable zirconium dioxide as particle reinforcement. Partially MgO-stabilized zirconium dioxide exhibits a stress-assisted phase transformation from tetragonal into monoclinic phase. The combination of phase transformations in steel matrix and zirconia particles results in an increase in the capacity of absorption of mechanical energy [21].
Advertisement
The microstructure associated with TRIP and TWIP effects in the high-alloy CrMnNi cast steels is rather complex, and depends, in addition, on various parameters such as temperature, strain rate, grain size and grain orientation [22]. In order to understand the resulting strengthening behavior of TRIP/TWIP steels caused by this complex microstructure, it is necessary to gain a deeper knowledge of both: (i) local contribution of individual microstructural constituents to global deformation and strengthening behavior as well as (ii) evolution of underlying microstructural processes such as (i) dislocation glide, (ii) formation of stacking faults, (iii) twinning, and (iv) martensitic phase transformation operating often simultaneously during straining of material.
Therefore, in situ deformation experiments in combination with further characterization techniques are an excellent and powerful method for investigation of these aspects. The field of in situ experiments offers a broad spectrum of different methods such as (i) optical microscopy, (ii) SEM analysis, (iii) full-field measurements using digital image correlation (DIC) and infrared thermography (IR-TG), (iv) acoustic emission measurements (AE), and, finally, (v) fully-coupled, full-field measurements. Besides the fact that all these methods possess their respective advantages and disadvantages, their complementary application in combination with other post-mortem investigations provides great potential for the investigation of complex correlations.
This chapter cannot address all the above-mentioned techniques and results in detail. Therefore, it is focused on (i) in situ deformation in the scanning electron microscope in combination with digital image correlation, (ii) in situ acoustic emission measurements, (iii) thermographic measurements, and (iv) nanoindentation experiments inside SEM. In the first part of the chapter an overview on the used in situ characterization techniques is given combined with some selected state-of-the-art results. The second part describes in more detail the investigated materials: (i) high-alloy CrMnNi TRIP/TWIP steels, (ii) austenitic-martensitic-carbidic (AMC) steels after Q&P treatment, (iii) partially MgO-stabilized zirconia, and (iv) metal-matrix composite (MMC). Finally, the third part provides results on some case studies on the above-mentioned materials using different types of in situ techniques such as (i) in situ SEM-DIC, (ii) acoustic emission, (iii) thermography, and (iv) nanoindentation.
15.2 In Situ Characterization Techniques
15.2.1 In Situ Deformation in Scanning Electron Microscope
In situ deformation in the scanning electron microscope (SEM) offers the possibility to observe deformation and damage mechanisms occurring under different loading conditions with high local resolution. In addition to direct imaging methods using secondary electrons (SE) or backscattered electrons (BSE), analytical methods such as energy dispersive X-ray spectroscopy (EDS), wavelength dispersive X-ray spectroscopy (WDS) or electron backscatter diffraction (EBSD) can be used to obtain a detailed knowledge on the deformation and damage behavior. Already in the 1970s, deformation experiments were transferred to the SEM to investigate deformation processes in more detail. Thus, the first in situ tensile tests in SEM were performed by Roberts et al. [23] in 1976 investigating the damage behavior around manganese-sulfide inclusions in steels. With the development of special loading stages suitable for operation in SEM, the possible load scenarios became more complex. Uniaxial tension and compression tests were joined by bending [24] and also fatigue tests [25]. In order to get a better understanding of the mechanisms involved, the experiments were combined with analytical methods such as electron backscattered diffraction [26]. Through the combination with other complementary methods such as DIC or AE, the in situ deformation in SEM has developed into a highly local, but at the same time volume-integral characterization method.
15.2.2 Full-Field Measurement Methods
Both the digital image correlation and the infrared-thermography are known as contactless and visual full-field measurement techniques. Both provide spatial distribution of physical quantities such as displacement, strain, or temperature on surface or even in bulk of specimens under external load. This is a great advantage compared to the application of strain gauges, extensometers or thermocouples, which provide integral information of regions only where they were applied (gauge length, contact point of thermocouple) [27].
Full-field measurements experienced a large improvement due to enormous development in camera as well as microcomputer technology enabling automated image processing within reasonable time [28] making these techniques very attractive for investigation of localized deformation processes and plastic instabilities occurring during plastic deformation of various kinds of materials. Even more information can be gained by the combination of both methods known as fully-coupled full-field measurements using simultaneous recording of displacement/strain fields and thermal fields enabling investigations of phenomena of thermomechanical coupling during plastic deformation at microscopic scale [28].
15.2.2.1 Digital Image Correlation
With the possibility to perform in situ deformation tests in the SEM it was just a short step to combine these deformation experiments with digital image correlation. The advantage of deformation experiments within the SEM is the determination of deformation fields with a high lateral resolution and the combination with analytical characterization methods such as EBSD. In order to achieve the highest possible resolution of DIC, it is necessary to generate high-resolution micrographs. Therefore, it is essential to set optimal beam conditions to minimize image distortion, drift, charging and other artifacts [29]. Probably one of the most challenging tasks for the application of DIC on SEM micrographs is a good contrast pattern at the specimen surface without influencing the image conditions. Moreover, the size of the individual features of the pattern should have dimensions well below the features, which will be studied by DIC. In multiphase microstructures such as dual phase steels, the inherent microstructure can already provide a suitable contrast [30]. The only prerequisite in this case would be small size and a fine distribution of the phase components. Short-term etching and the different etching attack on the individual phases generate a topography on the surface which leads to a sufficient contrast for SEM micrographs using secondary electrons. The resolution of this method is determined by the grain size of the phase components. Single phase materials can also be contrasted by etching of the surface where the resulting etch pits are used for the correlation [31]. Another method to contrast surface structures are particle deposition methods using e.g. SiO2 particles (colloidal silica). The advantage of this method lies in the large-area contrast of the surface, but particle agglomerations can be challenging. In order to achieve a high resolution of the DIC it is necessary to use as small particles as possible for the contrast. The smaller the particles are the higher the resolution of the DIC can be. Yan et al. [26] investigated the damage behavior of a dual phase (DP) steel under tensile load and used for describing the quality/resolution of DIC measurement the product of subset size in nm and subset size in px. In their work they achieved a subset size of 100 nm and 17 px, respectively, by deposition of colloidal silica. Gioacchino and Fonseca [32] investigated the deformation behavior of the steel AISI 304L under uniaxial load. The contrast patterns were achieved by the deposition of gold nanoparticles which result in a subset size of 216 × 216 nm2 and 6 × 6 px, respectively. Due to the small subset size, occurring deformation bands with sub-µm resolution were recorded. Wang et al. [33] combined EBSD and DIC to investigate the deformation and damage behavior of a low-alloy Q&P steel showing initiation of micro-cracks in regions of tempered martensite where strain was accommodated. Similar observations were made by Ghadbeigi et al. [34] on a commercial dual phase steel (DP 600) observing a heterogeneous strain distribution and localization within large ferritic grains. Na et al. [35] studied the behavior of a low carbon martensitic steel under tensile load. Using complementary EBSD measurements it was shown that the shear distribution in martensite correlates with the sub-cell formation and contributes, thus, to grain refinement. Weidner et al. [31] studied the deformation behavior of a high-alloy CrMnNi cast TRIP steel under tensile load. A short time etching was used for contrasting the surface which also resulted in a sub-µm resolution.
15.2.2.2 Thermography
Infrared thermography is an optical contactless temperature measurement method. Each body with a temperature above absolute zero emits electromagnetic radiation with a wavelength distribution in the range of 0.8 µm up to 14 µm depending on the temperature, which is described by Planck’s radiation law [36]. The surface temperature of the body can be determined, therefore, by the detection of this infrared radiation. All plastic deformation processes are associated with the emission of energy and lead, thus, directly to an increase in temperature [37‐39]. Therefore, IR thermography is suitable as a real-time in situ method to characterize temperature increase occurring during plastic deformation, strain localization and/or phase transformations [40].
Saeed-Akbari et al. [41] investigated the deformation behavior of high manganese TWIP steels showing a strong Portevin Le Chatelier (PLC) effect during deformation at varying strain rates using infrared thermography. It was shown that the increase in stacking fault energy due to the adiabatic heating caused by the formation of the PLC band is dependent on the chemical composition. Bodelot et al. [42] performed so-called fully-coupled full-field measurements by a combination of thermography and digital image correlation on an austenitic stainless steel under tensile loading. Due to the high resolution obtained, a correlation between dissipated energy in form of increased temperature and local plastic deformation on the grain scale was achieved. Chen et al. [43] also combined DIC and IR thermography during hole expansion test of an austenitic TWIP and an interstitial free (IF) steel.
15.2.3 Acoustic Emission
Acoustic emission is—according to ASTM—related to the sudden release of energy within a solid under certain stimulus (e.g. mechanical load, temperature, chemical attack etc.), which results in elastic waves in the ultrasonic frequency domain propagating through material [44]. These elastic waves can be detected by transducers (e.g. piezo, capacitive or optical sensors) attached to the surface. Among them, piezo transducers exhibit the highest sensitivity regarding surface displacements in the range of 10−14 m [44]. The AE method is a powerful tool for in situ application during mechanical loading allowing studies on kinetics of both deformation and damage processes occurring in various kinds of materials. Due to the high sampling rate, acoustic emission has been established as a real in situ testing method, which supplies a fully integral volume information.
Basically, the acoustic signals can be divided into two types: (i) transient or so-called burst-type signals, and (ii) so-called continuous signals. Transient signals are caused by a spontaneous released energy due to fast processes like crack formation [44] or martensitic phase transformation [45]. They are characterized by a short rise time, a high amplitude and a certain dwell time. Continuous acoustic signals are, in particular, laboratory noise or noise generated by environmental influences like thermal, electric or mechanical noise [46]. These continuous signals are characterized by a high fluctuation with a lower amplitude and a longer duration, which can be described by a root mean square value of the voltage measured at the transducer. Well-known source of continuous signals is the movement of dislocations during plastic deformation [47]. In most cases, an overlap of both transient and continuous AE signals is observed, in particular, when different sources are activated during loading of the material. In contrast to the threshold-based AE data acquisition [48], continuous AE data acquisition provides the full volume integral information considering both the elastic waves generated by different AE sources (transient signals, continuous signals) as well as the wave propagation through the material and the transfer function of the transducer [47]. The recorded AE data can be evaluated in the time domain by various parameters such as (i) number of counts, (ii) rise time of the signal, and (iii) peak amplitude. Furthermore, recorded AE data can be analyzed in the frequency domain gaining additional information [49]. For this purpose, the complete AE data stream is treated by a Fast Fourier Transformation (FFT) of the AE signals measured by the transducer into the so-called source function (AE signals related to specific sources) and the transfer function (wave propagation, properties of the transducer etc.). Thus, the data stream is divided into windows with a size of 2n readings with a defined overlap of these windows in order not to lose signals at the boundaries of these windows and a subtraction of the noise level of AE data is performed. The results of the FFT of the AE data stream are individual power spectral density (PSD) functions which can be characterized by numerous parameters [45]. The most important parameters are (i) the energy of the PSD function E, which corresponds to the area beneath the curve, and (ii) the median frequency fm corresponding to the frequency at which the areas below a two-part PSD are equal in size [50]. Subsequently, AE signals of the same origin and, consequently, identical PSD have to be found, which is done by a cluster algorithm. Pomponi and Vinogradov [46] developed a special cluster algorithm (adaptive sequential k-means (ASK) clustering) which allows to differentiate AE signals of various origins. The advantage of this ASK-algorithm is the non-iterative way of working and the low required resources which allow a real time processing. Another advantage is that the number of clusters does not have to be set a priori, thus, it is a non-supervised, data driven process. Through continuous signal analysis, the AE has developed into a methodology that can be used to analyze and characterize microstructural deformation and damage processes. In particular, processes that are fast and involve large volumes are suitable for detection by AE because the effected volume correlates directly with the energy of the acoustic signal.
Van Bohemen [51] investigated the martensitic transformation behavior of low alloy carbon steel and combined dilatometry with acoustic emission measurements. The investigations revealed a correlation between the energy of the acoustic signals, the formed martensite and the plastically deformed austenite. In addition, correlations between dislocation densities and acoustic signals were observed. Vinogradov et al. [45] investigated the deformation behavior of three different high-alloy austenitic TRIP/TWIP steels with different austenite stability under tensile load. Characteristic PSD functions could be assigned to different deformation mechanisms: (i) dislocation motion, (ii) martensitic phase transformation, (iii) formation of twins, and (iv) formation of stacking faults. Linderov et al. [52] showed the influence of temperature on the change of kinetics of deformation processes in high-alloy TRIP/TWIP steel under tensile load. Mandel et al. [53] investigated the corrosion behavior of a high-alloy TRIP steel. The acoustic signals showed a good correlation between hydrogen bubble formation and cathodic polarization and also a strong time dependency, since the material was polarized in the passive state.
15.2.4 Nanoindentation
Nanoindentation is a powerful method for the characterization of micromechanical properties of microstructural features of materials in the micrometer range. Thus, indentation hardness and/or indentation modulus can be measured for individual phases of a multiphase material or thin coatings. During nanoindentation, the complete indentation process of an indenter with a well-defined geometry is continuously recorded as a load-displacement curve. In contrast to conventional hardness tests such as Vickers or Knoop, the indentation hardness is evaluated from the load-displacement curve according to the well-known Oliver-Pharr method [54] and not from the size of the indent. However, due to the low penetration depth, additional effects have to be considered for the calculation of the indentation hardness such as (i) the true contact area between the indenter and the specimen surface, (ii) the stiffness of the testing device, and (iii) thermal drift during indentation [55].
In addition, the material behavior during the indentation process affects the true contact area between indenter and surface which is known as so-called pile-up or sink-in effect [56]. During pile-up, the material around the intender is bulged up, increasing the actual contact area in comparison to the calculated contact area leading to an overestimation of the hardness of the material. For the sink-in effect, the actual contact area is overestimated and the hardness of the material will be underestimated. A further effect, which can occur during nanoindentation experiments is the so-called pop-in effect reflecting a discontinuity in the load-displacement curve during the loading. This pop-in effect can be caused by an avalanche-like dislocation movement [57] or by phase transformations [58].
In the last years, nanoindentation has become a widely used method, in particular, in scanning electron microscopes which allows the combination of the determination of micromechanical properties with the high-lateral resolution of the SEM. Weidner et al. [59] investigated the hardness of individual structural components in a deformed high-alloy TRIP steel with reduced carbon content. Through the combination with EBSD, the indents could be assigned to the individual phases. The α′-martensite formed during prior deformation showed only a slight increase in hardness compared to the deformed austenite of only approx. 25% which was attributed to the low carbon content of the steel. Ahn et al. [58] observed the γ-austenite to α′-martensite transformation in a low-alloy TRIP steel as a cause for pop-in events. For high-alloy TRIP steels, the indentation-induced transformation of ε-martensite to α′-martensite can also be responsible for pop-in events [60].
15.3 Materials
A general overview is given on materials used for the in situ investigations: (i) high-alloy austenitic cast steels including CrMnNi TRIP/TWIP steels with different austenite stabilities and austenitic-martensitic-carbidic steel after Q&P treatment, (ii) a MgO partially stabilized zirconia (Mg-PSZ) ceramic, and (iii) a metal matrix composite material consisting of austenitic TRIP steel and Mg-PSZ produced by powder metallurgy.
15.3.1 High-Alloy Austenitic Steels
The chemical alloying concept of the studied high-alloy TRIP/TWIP steels is based on a low carbon and nitrogen content (< 0.05 wt%) with 16 wt% of Cr, 7 wt% Mn and Ni [61]. By a variation of the nickel content (3, 6 and 9 wt%), the austenite stability and, consequently, the tendency to form α′-martensite during mechanical loading can be adjusted. Thus, the steel with 9 wt% Ni exhibits the highest austenite stability and undergoes a mechanical twinning during loading (TWIP effect). In contrast, the steel with 3 wt% Ni has the lowest austenite stability resulting in most pronounced TRIP effect. The steel with 6 wt% Ni with a medium austenite stability exhibits depending on the deformation temperature and loading conditions either a TRIP and/or TWIP effect during deformation. The high-alloy CrMnNi TRIP steels undergo a two-step phase transformation from γ-austenite via the intermediate ε-martensite into α′-martensite. The formation of ε-martensite occurs via movement of Shockley partial dislocations \( \vec{b} = \frac{a}{6}\langle{112}\rangle \) forming extended stacking faults due to the low stacking fault energy [22]. If the stacking faults are arranged on in average each second closed packed lattice plane of the austenite, the austenitic ABCABC stacking sequence is transferred to the hexagonal stacking sequence ABAB and, thus, ε-martensite is identified with a hexagonal lattice structure by EBSD [3, 5]. If the stacking faults are arranged on each closed packed plane of the austenite the ABCAB stacking sequence is transferred into ABCBA resulting in twin orientation. Therefore, both the stacking fault energy and, related to it, the temperature have a significant influence on the deformation behavior. At high SFEs, the deformation behavior is dominated by movement of regular dislocations \( \vec{b} = \frac{a}{2}\langle{110}\rangle \), whereas with a decrease in SFE the movement of partial dislocations is more favorable resulting in formation of twins and ε-martensite. In parallel, the formation of α′-martensite is increasing with a decrease in SFE.
The chemical composition of investigated cast steels is provided in Table 15.1. The variation of the nickel content has a significant influence on the austenite stability characterized by the martensite start temperature Ms and the stacking fault energy SFE triggering the deformation mechanisms. Thus, the initial microstructure of the steel with 9 wt% nickel is fully austenitic, the steel with 6 wt% nickel contains about 1–2 vol% of δ-ferrite, whereas the steel with 3 wt% nickel consists of about 15 vol% of δ-ferrite and 15 vol% of cooling martensite. The as-cast steel variants were solution annealed at 1323 K for 0.5 h to dissolve precipitates. The grain sizes of the steel variants vary between 100 µm up to the range of several millimeters.
Table 15.1
Chemical composition of the CrMnNi cast TRIP/TWIP steels in wt% (Fe bal.). Content of carbon was determined by combustion infrared detection technique and the content of nitrogen by inert gas fusion infrared and thermal conductivity detection. Ms—Martensite start temperature. SFE—Stacking fault energy determined according to Dai et al. [62]
Steel
C
Cr
Mn
Ni
Si
N
MS (K)
SFE (mJ/m2)
X5CrMnNi16-6-3
0.05
16.0
6.4
3.2
0.8
0.06
313
4–10
X5CrMnNi16-6-6
0.05
16.0
6.0
6.1
1.0
0.05
245
9–15
X5CrMnNi16-6-9
0.05
15.3
5.8
8.6
0.9
0.05
230
15–21
Austenitic-martensitic-carbidic TRIP steel. High-alloy austenitic TRIP steels have good formability and high strength, but due to the fully austenitic microstructure they are characterized by a low yield strength [63]. In order to increase the yield strength, a quenching and partitioning (Q&P) treatment was developed by Wendler et al. [19] to achieve a two-phase microstructure consisting of austenite and tempered α′-martensite. Compared to the previous low-carbon CrMnNi steels, Q&P steels are characterized by an increased carbon and nitrogen content. During Q&P treatment, the fully austenitic steels are quenched to the temperature range Ms < T < Mf (Mf—martensite finish temperature) to achieve an austenitic-martensitic microstructure. If the Ms temperature is already below room temperature, a cryogenic cooling up to liquid nitrogen temperature may be necessary. Due to the increased amount of interstitial alloying elements carbon and nitrogen, α′-martensite is supersaturated and, thus, tetragonally distorted after quenching. In this state, the yield strength and the ultimate tensile strength are significantly increased, but the ductility is limited. The quenching is followed by a so-called partitioning process. During partitioning (723 K for 5 min) carbon and nitrogen partly precipitate as carbides and/or nitrides, and diffuse from the supersaturated martensite into the retained austenite resulting in a stabilization of the austenite [64, 65]. Due to the increased austenite stability and the increased ductility of the tempered martensite due to partitioning, a considerable increase in ductility with small reduction of ultimate tensile strength can be achieved [17].
Based on the chemical design of the high-alloy CrMnNi cast TRIP/TWIP steels a class of austenitic-martensitic-carbidic steels was developed by Wendler et al. [19], where the manufacturing process is based on a Q&P treatment. The steel was produced in a vacuum induction furnace and cast into a copper mold, which led to rapid solidification of the melt. The chemical composition after casting is shown in Table 15.2. The SFE for the given chemical composition has been calculated according to Dai et al. [62] to 17–23 mJ/m2. Subsequently, miniature flat tensile specimens were separated from the cast block. These were solution annealed at 1423 K for 0.5 h. Afterwards, the specimens were quenched in water to room temperature followed by subzero cooling down to 213 K in an ethanol bath using liquid nitrogen.
Table 15.2
Chemical composition of the as-cast AMC steel in wt%, (Fe bal.). Content of carbon was evaluated by combustion infrared detection technique and content of nitrogen by inert gas fusion infrared and thermal conductivity detection
C
N
Cr
Mn
Ni
Si
X16CrNiMnSiN 15-3-3
0.16
0.11
14.5
3.0
3.3
0.4
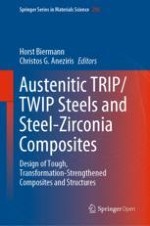
After subzero cooling, the specimens were annealed at 723 K for 5 min to induce diffusion of carbon and nitrogen from the supersaturated α′-martensite into the retained austenite as well as precipitation of carbides and/or nitrides. The microstructure after partitioning is shown in Fig. 15.1. It can be seen that the retained austenite is not homogeneously distributed in the microstructure. There are areas with austenitic grains several µm in size—the so-called interdendritic austenite and also austenitic areas between the tempered martensite laths which have a thickness of less than 1 µm—the so-called interlath austenite. Due to the ferritic solidification of the remaining melt, δ-ferrite can also be found in the interdendritic austenite.
Fig. 15.1
Initial microstructure of austenitic-martensitic-carbidic steel. a SEM micrograph overview in backscattered electron contrast showing interdendritic austenite and tempered martensite. b Magnification of interlath austenite with marked δ-ferrite and porosity. c Interlath austenite with marked stacking faults, Lomer-Cottrell locks and regular dislocations observed in transmission SEM [66]
×
15.3.2 MgO Partially-Stabilized Zirconia
Zirconia can be present in three different modifications depending on temperature: (i) the cubic high-temperature phase (c)-ZrO2 (T > 2650 K), (ii) the tetragonal phase (t)-ZrO2 (1478 K ≤ T ≤ 2650 K), and (iii) the monoclinic phase (m)-ZrO2 which prevails at room temperature [67]. By addition of phase stabilizers like MgO, CaO, CeO or Y2O3 the cubic modification can be stabilized down to room temperature. During heat treatment, coherent tetragonal precipitates (lenses) are formed within the cubic lattice structure which can transform via a stress-assisted martensitic phase transformation into the monoclinic lattice structure. This martensitic phase transformation is accompanied by a shear of about 0.16 and a volume expansion of about 4.9% [68]. This volume expansion of ZrO2 is related to the formation of compressive stresses, which can impede crack propagation. Thus, partially-stabilized ZrO2 can yield good fracture toughness properties [69].
Porter et al. [70] modeled the transformation toughening in PSZ ceramics using Eshelby’s analysis of transformed inclusions and observed a reasonable consistency with experimental results regarding the magnitude of the toughness. Porter and Heuer [71] investigated the evolution of microstructure during aging of MgO-partial stabilized ZrO2 (Mg-PSZ) after solution annealing. The observations showed that the aging parameters have a strong influence on the microstructure and, thus, also on the mechanical properties. If the aging time is too short, too small (t)-ZrO2 lenses are formed, which leads also to a reduction in fracture toughness. If the aging time is too long, the tetragonal precipitates continue to grow. If the size of the precipitates exceeds about 0.2 µm, the coherency is lost resulting in a transformation of the tetragonal lenses into monoclinic lattice structure during cooling to room temperature. Hannik [72] examined the growth of tetragonal precipitates in CaO, MgO and Y2O3 partially-stabilized ZrO2 and observed similar behavior. The Mg-PSZ also showed a loss of tetragonal structure when the dimensions of the longest axis of the precipitates exceed 0.6 µm.
15.3.3 TRIP Matrix Composite
Metal matrix composites (MMC) combine properties of metals (high ductility and toughness) with those of ceramics (high strength and Young’s modulus) to generate new material properties [73]. TRIP matrix composites merge the strain-induced martensitic phase transformation of a TRIP steel matrix and the stress-assisted martensitic phase transformation of Mg-PSZ resulting in a high capacity for absorption of mechanical energy [74]. TRIP matrix composites can be manufactured by a powder-metallurgical route followed either by conventional sintering process [75], hot pressing [76] or field-assisted sintering [77]. Hot pressing and field-assisted sintering result in shorter process times due to the superimposed mechanical load [77, 78] leading to lower porosity, smaller grain sizes and less pronounced diffusion processes compared to conventional sintering regimes. Reduced diffusion processes are of high importance regarding the MgO stabilizer. Thus, the MgO stabilizer can diffuse out of the ZrO2 particles during conventional sintering due to higher sintering times and temperatures leading to a destabilization of Mg-PSZ particles and a monoclinic phase transformation already during the manufacturing process.
Martin et al. [79] investigated the transformation behavior of a TRIP steel reinforced with Mg-PSZ under compressive stress. The MMC was manufactured using spark plasma sintering to keep the process time as short as possible. Compared to the unreinforced reference material, the MMC showed a higher stress level with the same compressive strain. Glage et al. [80] investigated a TRIP steel/Mg-PSZ composite in the regime of low-cycle fatigue and observed a strengthening effect under cyclic loading and a comparable fatigue life time for lower strain amplitudes.
For optimal mechanical properties the bonding of the ceramic particles to the metallic matrix is important. A weak bonding leads to rapid decohesion of the ceramic from the matrix and premature failure. Prüger et al. [81] investigated the correlation between interface strength and transformation behavior of the PSZ in a TRIP steel MMC under compressive load using micromechanical simulations. They could show that with increasing interface strength the phase transformation of the PSZ is favored and, thus, the work hardening behavior of the MMC increases.
15.4 Case Studies
15.4.1 Austenitic Cast Steels
15.4.1.1 Strain Localizations Studied by Digital Image Correlation
High-alloy CrMnNi cast TRIP/TWIP steels. Miniature flat tensile specimens were manufactured out of the solution annealed cast plates. The gauge length was 10 mm with a rectangular cross section of 2 × 4 mm2. The specimens were carefully grinded and polished to obtain a deformation-free surface. Subsequently, the specimens were etched with a V2A agent (200 ml distilled water, 200 ml 32 pct hydrochloric acid, 20 ml 65 pct azotic acid, 0.6 ml Vogel’s special reagent) for 1 min at 60 °C providing an excellent surface contrast pattern required for DIC calculations. Tensile tests were performed both at room temperature (RT) and elevated temperatures (373 K, 473 K) using a miniature push-pull loading stage (Kammrath & Weiss, Dortmund, Germany) placed in the chamber of a high-resolution scanning electron microscope. The higher temperatures were realized by a heating plate mounted on the back side of the specimens. Temperature was controlled by a thermocouple and kept constant over the entire deformation test using PID control. The quasi in situ tensile deformation was performed step wise and after each deformation step of ∆l = 50 µm micrographs of predefined areas of interest (AOIs) were captured. The deformation continued until a global strain of 15% was reached. After tensile deformation, specimens were vibration polished using colloidal silica for 24 h (or multiples of) to remove etching pits on the surface. Subsequently, AOIs were measured again using electron backscatter diffraction. Recorded high-resolution SEM micrographs were evaluated using software package ARAMIS [82] to calculate strain distribution. For more experimental details see [31].
Steel with highest austenite stability (9 wt% nickel). Figure 15.2 shows the deformation of the X5CrMnNi16-6-9 steel at room temperature where a pronounced twin formation is expected according to the higher SFE (compare Table 15.1). Figure 15.2a shows the strain distribution according to the von Mises equivalent strain (εvM) at the beginning of deformation (4% global strain). The formation of deformation bands related to the activation of two different slip systems oriented parallel to \( \left( {111} \right) \) and \( \left( {11\bar{1}} \right) \) plane, respectively, was observed. The strain is well localized and homogeneously distributed within these bands (about εvM = 25%). With ongoing deformation, both the number of deformation bands as well as their thickness increase, in particular for the system belonging to \( \left( {11\bar{1}} \right) \) plane, which corresponds to the secondary slip system (µ = 0.36). Moreover, the strain localization within these bands increases continuously (see Fig. 15.2b). Figure 15.2c shows the calculated magnitude of shear for the secondary slip system in the direction of the Burgers vector of the Shockley partial dislocations with the highest Schmid factor (\( \vec{b} = \frac{a}{6}\left[ {1\bar{2}\bar{1}} \right] \), µ = 0.34). It turned out that not all deformation bands belonging to secondary slip system exhibit similar magnitude of shear. Only few of these bands show a relatively high value of about 0.75. These bands with the highest magnitude of shear were identified by EBSD measurements as regions with a twin orientation to the matrix (see Fig. 15.2e, f) indicated by red lines according to the misorientation relationship of \( 60^\circ \langle{111}\rangle\) for Σ3 (twin) boundaries. Figure 15.2d shows the deformation bands forming on the primary and secondary slip system in backscattered electron contrast. Slip bands or even twins were visible also for the primary slip system, but are quite narrow compared to the large and wide twins belonging to the secondary system. Furthermore, the pronounced distortion of the area of interest due to the favored deformation on the secondary system becomes apparent.
Fig. 15.2
Results of digital image correlation and EBSD measurements obtained on steel X5CrMnNi16-6-9 during tensile loading at RT and 4% (a) and 15% (b-f) of applied global strain. a, b Local strain field according to von Mises equivalent strain εvM. c Calculated magnitude of shear on the \( \left( {11\bar{1}} \right) \) plane in the direction of \( \vec{b} = \frac{a}{6}\left[ {1\bar{2}\bar{1}} \right] \). d SEM micrograph of formed deformation bands in backscattered electron contrast. e Band contrast map with highlighted Σ3 boundaries. f Crystallographic orientation in inverse pole figure coloring according to loading axis (horizontal)
×
Figure 15.3 shows the deformation of X5CrMnNi16-6-9 steel at 473 K. The calculated von Mises equivalent strain at a global strain of 2% is shown in Fig. 15.3a. Here, the band-like distribution of the strain is recognizable as well. The deformation bands form on the primary slip system parallel to \( \left( {111} \right) \) and show von Mises equivalent strains of about εvM = 10%. With increasing global strain, the deformation band structure is still visible, but the areas between the bands also show increased strain values, as can be seen in Fig. 15.3b. When considering the AOI using backscattered electrons (Fig. 15.3c), the formation of band-like structures can be seen as well. Twin formation was not observed using EBSD. In general, the strain is more homogeneously distributed over the AOI. This is due to the increased slip of regular dislocations due to the increased stacking fault energy compared to room temperature. This also becomes visible when considering the magnitude of shear, which is shown in Fig. 15.3d. In contrast to deformation at room temperature, where the magnitude of shear was highest in bands related to twins, a more or less homogeneous magnitude of shear between 0 and 0.2 is observed at 473 K.
Fig. 15.3
Results of digital image correlation and EBSD measurements obtained on steel X5CrMnNi16-6-9 during tensile loading at 473 K. a Von Mises equivalent strain distribution (εvM) at 2% of applied global strain with marked primary slip system. b Von Mises equivalent strain distribution (εvM) at 15% of global strain. c SEM micrograph of area of interest in backscattered electron contrast. d Calculated magnitude of shear at 15% of global strain. Loading axis is horizontal
×
Steel with medium austenite stability (6 wt% nickel). Figure 15.4 shows the evolution of strain during tensile deformation of X5CrMnNi16-6-6 cast steel at room temperature. Figure 15.4a shows localized strain within deformation bands at the beginning of the tensile deformation at 3.6% global strain. Noteworthy is the high lateral resolution of the SEM-DIC. The width of the deformation bands which are recognizable by digital image correlation is less than 1 µm.
Fig. 15.4
Results of digital image correlation and EBSD measurements obtained on steel X5CrMnNi16-6-6 during tensile loading at RT. a Von Mises equivalent strain distribution (εvM) at 3.6% of applied global strain with marked area of enhanced strain. b Von Mises equivalent strain distribution (εvM) at 15% of applied global strain with indicated slip systems. c Calculated magnitude of shear on planes \( \left( {111} \right)/\left( {\bar{1}11} \right) \) in the direction of \( \left[ {0\bar{1}1} \right] \). d SEM micrograph of area of interest in backscattered electron contrast. e Band contrast map with highlighted ε-martensite (yellow) and α′-martensite (blue). f Band contrast map with highlighted α′-martensite in inverse pole figure color code according to load axis (horizontal). Partly reproduced from [31]
×
The strain is very homogeneously distributed within the deformations bands, except the area marked with a white arrow which shows strain localization up to εvM = 40%. With increase in macroscopic strain, the number of deformation bands increases, the deformation bands grow in their width and areas of local strain concentrations within these bands increase as well (see Fig. 15.4b). Figure 15.4d, e show the AOI in terms of backscattered electron (BSE) contrast and EBSD phase map, respectively. Both figures reveal the formation of α′-martensite inside deformation bands. In Fig. 15.4e, grey areas correspond to austenite, yellow to ε-martensite and blue to α′-martensite. In comparison with Fig. 15.4b it can be seen that the formation of the deformation bands correlates with the formation of ε-martensite and the strain-increased regions within the bands correlate with the formation of α′-martensite. Figure 15.4f shows that only a certain number of different orientations of α′-martensite grains have been formed within the deformation bands, which is an indication for a variant selection. A comparison with Fig. 15.4c shows that the magnitude of shear calculated in the \( \left[ {0\bar{1}1} \right] \) direction correlates with the orientation of the α′-martensite grains. Only one martensite variant (green color) exhibits the highest magnitude of shear of about 0.7, while the other variants (orange and violet color) show significantly smaller values of shear [31]. In comparison, regions corresponding to ε-martensite show nearly homogeneously distributed shear of about 0.3, which is due to the fact that only one single ε-martensite variant has been formed [31].
Figure 15.5 shows the evolution of strain during tensile deformation of X5CrMnNi16-6-6 cast steel during tensile deformation at 373 K. Due to the increased temperature and, consequently, the increased SFE as well as reduced driving force of ΔG (Gibb’s free energy), no formation of α′-martensite is observed. In Fig. 15.5a at 3.7% global strain, the localization of strain in bands was detected. The size of the bands which can be detected by DIC is below 1 µm and the strain distribution within these bands is quite homogeneous (Fig. 15.5b). With increase in macroscopic strain, the number of deformation bands further increases.
Fig. 15.5
Results of digital image correlation and EBSD measurements obtained on steel X5CrMnNi16-6-6 during tensile loading at 373 K. a Von Mises strain distribution (εvM) at ε = 3.7% with marked primary/secondary slip system. b Von Mises strain distribution (εvM) at ε = 15%. c Band contrast map with marked Σ3 boundaries. d Calculated magnitude of shear within the area of interest
×
The von Mises strain localization within some bands is about 40% at ε = 15%, but it is in other bands significantly lower. The comparison with results from EBSD measurements (Fig. 15.5c) reveals that regions with highest strain localizations correspond to areas where twins have been formed. The magnitude of shear (Fig. 15.5d) was calculated on \( \left( {111} \right) \) plane in \( \left[ {\bar{2}11} \right] \) direction. The regions with highest shear correspond well with the regions of twins. However, the magnitude of shear is about 0.25 and is, therefore, significantly lower than that Schumann predicted theoretically to be of about 0.7 for twinning [83]. One reason for lower magnitudes of shear could be that the thickness of twin bundles within the broader shear bands is below resolution of the DIC measurements [15]. On the other hand, it is more likely that twins formed in this steel variant are the results of movement and accumulation of partial dislocations. The theoretically calculated magnitude of shear for partial dislocations is of 0.3, which would be in good agreement with the experimentally determined values of about 0.25. Here obviously the areas with high von Mises strain correlate with areas with high shear, in comparison to the deformation at room temperature, where different α′-martensite variants led to a partially inhomogeneous shear distribution depending on which martensite orientation has formed. Such behavior was not observed at 373 K because twins with a uniform orientation have been formed during deformation. As a result, the twins also have a homogeneous shear distribution. Finally, the X5CrMnNi16-6-6 cast steel with medium austenite stability behaves at 373 K like the steel X5CrMnNi16-6-9 with higher austenite stability at room temperature.
Austenitic-martensitic-carbidic steel. Miniature flat tensile specimens were manufactured out of the Q&P treated steel X16CrNiMnSiN with same dimensions as described for the CrMnNi TRIP/TWIP steels. The surfaces of the specimens were grinded and vibration polished. Afterwards, AOIs were defined containing interdendritic austenitic grains, which were pre-characterized by EBSD. Subsequently the miniature specimens were etched for 2 min at 40 °C in V2A etching agent to achieve a structured surface. The quasi in situ deformation in the SEM was performed according to similar procedure as described above for CrMnNi TRIP/TWIP steels. After each deformation step several micrographs at two different magnifications were captured until uniform elongation of the specimen (ε = 19%). The sequence of SEM images was stabilized using the VirtualDub software package [84] and local strain fields were evaluated using the VEDDAC software [85]. After tensile deformation, the gauge length of specimens were cut-off and vibration polished for four hours. Subsequently, EBSD measurements of the AOIs were carried out to evaluate the development of the microstructure after tensile deformation. In addition, XRD measurements were performed on both undeformed and deformed specimens. The phase analysis was carried out by a Rietveld–like refinement of the whole diffraction pattern using the MAUD software package [86]. According to the microstructure, face-centered cubic and body-centered cubic iron were considered. The results are summarized in Table 15.3.
Table 15.3
Lattice parameters, volume fractions and related phases calculated according to Rietveld-like refinement using software package MAUD of steel X16CrNiMnSiN15-3-3 in Q&P condition, before and after deformation. According to [66]
Lattice parameter (nm)
Volume fraction (%)
Phase
Non-deformed state
0.2875
69
Tempered martensite
0.3597
25
Interdendritic austenite
0.3609
6
Interlath austenite
Deformed state
0.2879
68
Tempered martensite
0.2881
29
Fresh martensite
0.3605
3
Interlath austenite
The XRD measurements on the initial state revealed 69 vol% of tempered martensite and 25 vol% of interdendritic austenite. In addition, 6 vol% of interlath austenite were identified based on a slightly increased lattice parameter of a = 0.3609 nm compared to the interdendritic austenite with a = 0.3597 nm. This difference of lattice constants for both austenitic phases is caused by different content of nitrogen and carbon due to various diffusion behavior. Diffusion occurs during partitioning from supersaturated, quenched martensite into austenite. The interdendritic austenite is characterized by grain sizes of >5 µm, whereas the grain size of interlath austenite is significantly smaller (<1 µm). Diffusion length of carbon was estimated by Ågren [87] to be less than 1 µm for partitioning at 723 K for 5 min. Due to the small size of the interlath austenite, it will have a higher carbon and nitrogen concentration than the interdendritic austenite. Thus, for interdendritic austenite the estimated diffusion length is too small to result in a significant increase in content of interstitial elements. The different lattice parameters are, therefore, explained by content of interstitial elements.
In the deformed state, no interdendritic austenite was identified by XRD and only 3 vol% of interlath austenite were remaining after tensile deformation up to ε = 19% with a lattice parameter of a = 0.3605 nm which is comparable to the undeformed state. This means, interlath austenite is much more stable during deformation. This is caused by the higher chemical stabilization due to the higher carbon and nitrogen content, but also due to the surrounding martensite which puts the austenite into a hydrostatic compression state, the so-called shielding effect [88]. In contrast, nearly all interdendritic austenite transformed during deformation. The amount of tempered martensite remains with 68 vol% nearly constant. After deformation, 29 vol% of fresh martensite were formed mostly from interdendritic austenite. The fresh martensite shows a small tetragonal distortion of about 0.6% in comparison to tempered martensite which is caused by higher carbon and nitrogen content, although interdendritic austenite does not gain significantly carbon and nitrogen during partitioning, as already mentioned above. However, the martensite existing before deformation has been tempered during partitioning, reducing the tetragonal distortion.
The influence of the grain orientation on the local deformation behavior of the interdendritic austenite was investigated by DIC in combination with EBSD measurements. Here, two different grain orientations were selected: (i) \( \langle{101}\rangle \) and (ii) \( \langle{001}\rangle \) lattice directions, respectively, parallel to the loading axis. The first one was oriented for slip of partial dislocations and the latter one was oriented for preferential slip of regular dislocations. The microstructural evolution during tensile deformation of \( \left\langle {101} \right\rangle \) oriented interdendritic austenite grain is shown in Fig. 15.6a, b. At the beginning of deformation, a two-phase microstructure consisting of austenite and tempered martensite is present. With beginning of deformation, bands are evolving parallel to the primary slip system. Close to uniform elongation (ε = 19%) a massive martensitic phase transformation occurs starting from the interface of interdendritic austenite/tempered martensite. Figure 15.6b shows that both ε-martensite (hcp) and fresh α′-martensite (bcc) can be found within deformation bands. In contrast, Fig. 15.6c, d show the results for the deformation of the \( \langle{001}\rangle \) oriented interdendritic austenitic grain. Here, no formation of deformation bands was observed. The EBSD measurements reveal only fresh-formed α′-martensite and no ε-martensite was detected. This is what was expected for these two different grain orientations and can be understood by the different behavior of dislocations. Whereas dislocations in grain \( \langle{101}\rangle \) dissociate into Shockley partials leading to stacking faults, grain \( \langle{001}\rangle \) is oriented for preferred movement of regular dislocations. Figure 15.6d shows the \( \langle{001}\rangle \) oriented grain after 19% global strain. Within the austenite pronounced formation of fresh α′-martensite has occurred via the γ → α′ transformation. Thus, both grain orientations exhibit as expected different behavior in terms of the formation of fresh martensite during tensile deformation at RT.
Fig. 15.6
Results of EBSD measurements of AOIs before and after tensile deformation of Q&P treated steel X16CrNiMnSiN15-3-3 at RT. a\( \langle{101}\rangle \) grain orientation. Band contrast map of tempered martensite with austenite colored according to inverse pole figure color code of loading axis. b Band contrast map of marked area of (a) after deformation up to ε = 19% with γ-austenite (grey), ε-martensite (yellow) and fresh α′-martensite (blue). This AOI is studied in more detail in Fig. 15.7. c\( \langle{001}\rangle \) grain orientation. Band contrast map of tempered martensite and marked δ-ferrite with austenite colored in inverse pole figure color code of loading axis. d Band contrast map after deformation up to ε = 19% with γ-austenite (grey) and tempered and fresh α′-martensite (blue) of the AOI with a marked place of the δ-ferrite shown in c. Loading axis is horizontal. Partly reproduced from [66]
×
Figure 15.7 shows the marked area of Fig. 15.6a (black rectangle) in more detail. Figure 15.7a shows the interdendritic austenitic grain with tempered martensite before deformation in secondary electron contrast after etching. Etching was optimized for a good contrast of the austenite. Therefore, both tempered martensite and δ-ferrite were slightly over etched (marked by bold and dashed arrows in Fig. 15.7a, respectively). Figure 15.7b shows the same AOI at ε = 19%. The formation of deformation bands within the interdendritic austenite is well observed. Furthermore, additional contrast changes within the deformation bands are recognizable. Figure 15.7c, d show the calculated von Mises equivalent strain at 11% and 19% of global strain, respectively. At ε = 11%, the local accumulation of strain within deformation bands is clearly visible. Furthermore, the strain is homogeneously distributed within these bands. During tensile deformation, ε-martensite is formed which is associated with a homogenous shear operation leading to homogenous von Mises equivalent strain values of about εvM = 0.3. With further tensile deformation, these bands grow in width and the activation of a secondary slip system is observed (see white lines in Fig. 15.7d). Furthermore, within the primary deformation bands, areas with enhanced strain localization are formed with values of εvM up to 0.7. Looking to the microstructure of the AOI at ε = 19% in Fig. 15.7b it can be seen that the areas of increased strain correlate well with the formation fresh α′-martensite.
Fig. 15.7
〈101〉 oriented austenitic grain during tensile deformation. a Area of interest at zero strain, etched, in secondary electron contrast with over etched δ-ferrite and α′-martensite marked by dashed and bold arrows. b Area of interest at 19% of global strain with marked trace of primary slip system. c, d Calculated von Mises equivalent strain (εvM) at 11% (c) and 19% (d) of global strain, respectively. Areas with increased strain levels are marked by black rectangle in (d). Partly reproduced from [66]
×
Figure 15.6b showed also that α′-martensite formed during tensile deformation, in particular, at the previous interface of tempered martensite and interdendritic austenite. The formation of fresh martensite in this region could not be resolved by DIC. The very pronounced formation of α′-martensite resulted in a high local strain from one deformation step to the other resulting in a loss of the correlation between individual subsets in these areas. The preferred formation of fresh martensite at the austenite/tempered martensite interface can be assigned to the constraining effect [89]. Due to the high defect density at the interfaces caused by the formation of tempered martensite, the formation of fresh martensite is preferred.
Figure 15.8 shows the area of high strain values marked in Fig. 15.7d in more detail. It is visible that the areas of high strain values (see Fig. 15.8a) correlate well with the fresh-formed α′-martensite grains shown in Fig. 15.8b. Thus, two different α′-martensite variants have been formed exhibiting a twin orientation relationship (Σ3 boundaries marked by green line).
Fig. 15.8
AOI marked by black rectangle in Fig. 15.7d. a Calculated von Mises equivalent strain (εvM) within deformation band after tensile deformation up to ε = 19%. b Band contrast map with freshly formed α′-martensite shown in inverse pole figure color code according to loading axis. Σ3 twin boundaries are indicated by green lines. Partly reproduced from [66]
×
15.4.1.2 Temporal Evolution of Deformation Mechanisms Studied by Acoustic Emission
Measurements of acoustic emission were performed in situ during tensile deformation of high-alloy X5CrMnNi16-6-x (x = 3, 6 or 9 wt%) cast steels in order to study the temporal evolution of ongoing deformation processes. Therefore, threshold-less, continuous AE signal acquisition method using a single AE sensor was applied. Different individual deformation mechanisms were identified as sources of acoustic emission and their evolution over the entire deformation process was evaluated. In addition, the influence of temperature on operating deformation mechanisms was evaluated. Details on experimental setup were published elsewhere [45, 90]. As demonstrated in [45], the detailed analysis of AE data obtained during tensile tests both in the time as well as frequency domain allowed for the separation of the following deformation mechanisms: (i) dislocation glide (movement of regular dislocations), (ii) formation of stacking faults (partial dislocation movement), (iii) twin nucleation, (iv) formation of α′-martensite, and (v) formation of Portevin Le Chatelier bands. Each of these mechanisms can be characterized by a specific set of AE parameters such as median frequency fm and energy E of AE signals forming individual clusters of signals. The evolution of these individual clusters was followed over the entire deformation process. Thus, it was possible to evaluate which deformation mechanism becomes dominant at what stress or strain level during the tensile deformation. An example out of the variety of results is shown for the steel with the highest austenite stability (9 wt% nickel) in Fig. 15.9. For this steel it is known from microstructural investigations that mechanical twinning is the dominant deformation mechanism (Fig. 15.2), whereas at temperature T > 80 °C the movement of regular dislocations becomes dominant. Figure 15.9a, c show the results obtained at RT and Fig. 15.9b, d the results from tests at 373 K. The results are plotted either in terms of the cumulated AE energy EΣ (Fig. 15.9a, b) or the cumulated number of AE cluster elements (Fig. 15.9c, d) always combined with the stress versus time response. These results illustrate well both the differences between the two AE sources (i) dislocation glide (low energy signals) and (ii) twin nucleation (high energy signals) as well as the influence of temperature on these mechanisms. Thus, both mechanisms are active at RT and 373 K. However, the mechanical twinning is dominant at RT whereas its activity is reduced at 373 K. In contrast, the dislocation glide becomes more important at 373 K compared to RT.
Fig. 15.9
Results of the AE measurements for steel X5CrMnNi16-6-9 tested in tension at RT (a, c) and 373 K (b, d). Temporal evolution of the identified mechanisms (i) dislocation glide and (ii) twin nucleation over the entire deformation process in terms of cumulative AE energy (a, b) and of number of AE cluster elements (c, d). Reproduced from [90]
×
Furthermore, it was shown that the evolution of the identified clusters related to individual AE sources correlates well with other microstructural parameters or properties. Thus, it was shown in [45] that the evolution of the identified cluster for the α′-martensite formation correlates well with the evolution of the ferromagnetic phase fraction in case of steels X5CrMnNi16-6-6 and X5CrMnNi16-6-3 with medium and low austenite stability, respectively. Figure 15.10 summarizes the results from AE data analysis (magenta lines), the volume fraction of α′-martensite obtained from ferromagnetic phase fraction measurements using a feritescope (symbols) and the calculation of the volume fraction of α′-martensite according to the Olson-Cohen model [91] (dashed lines).
Fig. 15.10
Comparison of cumulated AE energy and volume fraction of strain-induced α′-martensite determined from feritescope measurements obtained during tensile tests at RT at a strain rate of 10−3 s−1 with model description of Olson and Cohen [91] for steel variants X5CrMnNi16-6-6 and X5CrMnNi16-6-3. Reproduced from [92]
×
Figure 15.10 demonstrates an excellent qualitative agreement between experimentally determined volume fraction of strain-induced α′-martensite with the evolution of the cumulated AE energy of the cluster related to α′-martensite formation. Both the onset of martensite formation as well as the different kinetics of α′-martensite formation are very well described by the evolution of the cumulated AE energy of signals related to the cluster corresponding to α′-martensite formation. In addition, both experimental data—AE and feritscope measurements—fit well with the Olson-Cohen model description of the kinetics of α′-martensite formation.
15.4.1.3 Portevin Le Chatelier Behavior Studied by Full-Field Measurements
The high-alloy X5CrMnNi17-7-4 cast steel exhibits an excellent strengthening behavior and high ductility yielding, as a consequence, a delay of the macroscopic strain localizations resulting in retarded necking and, finally, failure of the material at higher strain values. However, TRIP steel with the lowest nickel content (3 wt%) exhibits, in addition, serrated plastic flow known as the Portevin Le Chatelier (PLC) effect [93].
The PLC effect was studied on the high-alloy CrMnNi steel X5CrMnNi17-7-4 with 0.05% C, 17% Cr, 7% Mn, 3.7% Ni in the as cast condition after solution heat treatment (0.5 h at 1323 K followed by N2 gas quenching). Due to the low austenite stability (Ms = 333 K), the initial microstructure consists beside the metastable austenite of about 15 vol% of martensite formed during cooling and 10 vol% of δ-ferrite due to ferritic solidification. The tensile tests were performed at room temperature using an electro-mechanical testing system (Zwick, Germany) using flat tensile specimens having a rectangular cross section of 8 × 4 mm2 and a gauge length of 35 mm at a total length of 205 mm. The tests were carried out under crosshead displacement control with different nominal initial strain rates (10−4 s−1, 10−3 s−1, 10−2 s−1 and 10−1 s−1, respectively). The mechanical tests were complemented by full-field measurements using in situ thermography measurements with the infrared thermography system VarioCamhr (InfraTec, Dresden, Germany) and digital image correlation using digital camera (Canon EOS 420D). One side of the gauge parts of the specimens was prepared for thermographic measurements by mechanical grinding and, subsequently, covered with a black thermo lacquer enabling a constant thermal emission of 0.96. The back side was prepared for digital image correlation using etching procedure as described above for SEM-DIC. Ferromagnetic measurements using feritescope were performed before and after the tensile tests in order to evaluate the volume fraction of strain-induced α′-martensite. Finally, the tensile tests were corroborated, in addition, by in situ acoustic emission measurements. For more experimental details see [93].
The mechanical tests revealed that for strain rates in the range of 10−4 ≤ \( \dot{\varepsilon } \) ≤ 10−2 s−1 pronounced inhomogeneous macroscopic flow was observed characterized by numerous serrations occurring in stress-strain curves. Moreover, a shift of the onset of serrated plastic flow within the stress-strain curve was recorded with an increase in strain rate. The tensile deformation was accompanied by both an increase in global temperature as well as volume fraction of strain-induced martensite. No serrated plastic flow was observed at the highest strain rate (\( \dot{\varepsilon } \) = 10−1 s−1), c.f. [93]. The serrations can be related, according to the common understanding in the literature [94], to the localization of plastic strain in macroscopic bands of several micrometer thickness propagating along the gauge length—known as PLC bands. The formation of these macroscopic bands of strain localizations is accompanied by temperature increase which can be recorded using infrared thermography [93]. Figure 15.11 shows exemplarily the results of in situ thermographic measurements during tensile test at room temperature and a nominal strain rate of 10−3 s−1. Figure 15.11a shows the true stress versus true strain curve (black) in combination with temperature evolution profiles evaluated at three different points along the gauge length (green, grey, red). For better visibility, the temperature-time curves are shifted by ∆T = 5 K. A continuous temperature increase was recorded in the first part of the stress-strain curve (ε < 0.15) which can be correlated directly with both the onset of plastic deformation as well as the martensitic phase transformation. It is well known from previous investigations [95] that the martensitic phase transformation in this CrMnNi steel variant with 3 wt% Ni starts immediately after passing the yield point. The course of temperature-time curves at higher strain levels (ε > 0.15) reveals clearly an oscillating behavior related to the formation and movement of PLC bands along the gauge length. The PLC bands form on the left side of the gauge length (green curve) and move along the gauge length (grey and red curve). The temperature maxima for the three different points can be followed indicating that one band is followed by another one. In addition, Fig. 15.11b shows a sequence of thermograms taken at different subsequent strain levels (given as εt) illustrating the development and propagation of two individual bands along the gauge length. The macroscopic localization of strain inside these bands is related to an increase of temperature of few Kelvin. Moreover, the frequency of emerging PLC bands is quite high. Thus, the specimen gauge length cannot cool down completely before the next band appears resulting in a continuous increase of temperature over the whole test. The analysis of the recorded thermograms allowed for the evaluation of the number of PLC bands, the maximum temperature increase within individual bands as well as their velocity propagating along the gauge length in dependence on the nominal strain rate. It was revealed that with increasing strain rate the number of emerging bands is decreasing whereas the temperature itself is increasing [96].
Fig. 15.11
Results of in situ infrared thermographic measurements during tensile tests of steel X5CrMnNi17-7-4 at room temperature and a nominal strain rate of 10−3 s−1. a True stress versus true strain curve in combination with temperature-time curves measured at three points along the gauge length (green, grey, red points in the insert) and a sequence of infrared thermograms of the whole gauge length at three different strain levels for lower strain levels ε < 0.15. b Sequence of infrared thermograms of the whole gauge length for higher strain levels (ε > 0.15) showing the formation and propagation of two individual macroscopic bands of localized plastic strain. Reproduced from [92]
×
Furthermore, the evolution of local strain fields related to PLC bands was evaluated by digital image correlation. For this purpose, optical micrographs were taken using a digital camera during the tensile tests at RT and different nominal strain rates. The strain fields were recorded on the opposite side of specimens used for IR-TG measurements. The initiation and propagation of bands along the gauge length is accompanied not only by an increase in temperature, as described already above, but also by an increase in strain. This is exemplarily shown in Fig. 15.12a–c. Figure 15.12a shows not the entire deformation process. Instead, only a short sequence between 0.22 and 0.32 of true strain is plotted. The thermograms and the calculated strain fields are related to numbers 1 to 6 indicated in the stress-strain curve showing the sequence of two consecutive PLC bands. In the present case, the PLC bands initiated always at the lower part of the gauge length and propagated in bottom-up direction on both sides of the specimen as seen from the thermograms and DIC images in Fig. 15.12b–c. The local strain fields are provided in terms of von Mises equivalent strain εvM. It turned out from the fully-coupled measurements that the PLC bands are characterized by both temperature and strain localization. Thus, the localized strain within an individual band is about 3%. In addition, the nominal strain rate has a significant influence on the formation of PLC bands. In general, it can be summarized that as lower the strain rate is as more frequently PLC bands occurs. In contrast, both the increase in temperature as well as the velocity of PLC bands are smaller than at higher strain rates. Moreover, different band propagation directions were observed. Thus, at lower strain rates, bands nucleate at different places and run either top-down or bottom-up. At higher strain rates, bands nucleate either at the upper or lower part of the gauge length and propagate then in one direction only [96].
Fig. 15.12
Results of the full-field measurements on two opposite sides of the gauge length of the specimen of X5CrMnNi17-7-4 steel tested in tension at room temperature and a nominal strain rate of 10−3 s−1. a Section of the true stress-true strain curve and the temperature-time curve. b Infrared thermograms taken at points 1 to 6 indicated in (a). c Corresponding local strain fields calculated for the opposite side of the gauge length. Partly reproduced from [93]
×
15.4.1.4 Local Hardness of Individual Microstructure Constituents Studied by Nanoindentation
In addition to microstructure evolution and kinetics of deformation processes, the local mechanical behavior of CrMnNi TRIP steel with medium austenite stability X5CrMnNi16-6-6 was investigated by nanoindentation. The focus was set on the local hardness of individual microstructural components (γ-austenite, ε-martensite and α′-martensite). To investigate the strain-hardening behavior, initial hardness of the austenite was determined on an undeformed reference specimen and compared to the local hardness of tensile pre-deformed specimen (ε = 15%). For this purpose, different grain orientations were chosen both with respect to the loading axis during tensile pre-deformation as well as with respect to the indentation axis. Details on the experimental setup can be found in [60].
In the initial state, the measured indentation hardness is between 4.1 and 4.9 GPa and only slightly dependent on grain orientation. In accordance with literature [97], grain orientations with indentation axis near \( \langle{111}\rangle \) show the highest indentation hardness. In some of the indentation experiments, pronounced pop-in events occurred during the indentation of undeformed austenite as shown exemplarily by a load-displacement curve in Fig. 15.13a. At about 550 µN a pronounced deviation from the Hertzian elastic contact solution (dashed line) is observed—the so-called pop-in event. The displacement of this single pop-in event is quite large of about 30 nm. In order to clarify whether the pop-in is the result of an avalanche-like movement of dislocations or of an indentation-induced martensitic phase transformation, a lamella was extracted across the indentation area using focused ion beam (FIB) technique. The lamella was investigated in TEM and the results are shown in Fig. 15.13b.
Fig. 15.13
Nanoindentation on undeformed austenite. a Load-displacement curve with occurring pop-in event and Hertzian elastic contact solution fitted to the elastic part of the curve. bα′-martensite nucleus formed during nanoindentation experiment with stacking faults located close to the indent
×
Figure 15.13b shows that directly below the indent an α′-martensite grain has been formed which was proofed by the diffraction pattern obtained from the Fast-Fourier Transformation of high-resolution TEM image (see insert). In the direct vicinity to the α′-martensite nucleus, stacking faults were found which are assumed to be caused by the indentation of the austenite. In order to examine whether α′-martensite formation can be regarded as the reason for the pop-in event, the theoretical displacement caused by α′-martensite transformation was calculated. The maximum shape strain of the martensitic transformation is assumed to be of 0.24 [98] for the case that the indentation axis is parallel to the direction of maximum shape change. The thickness of the α′-martensite nucleus was measured to be 50 nm which corresponds to a pop-in displacement of about 12 nm. Consequently, α′-martensite formation cannot be the only reason for the pop-in event which corresponds to a displacement of more than 30 nm. More likely, the combination of the formation of stacking faults and α′-martensite together caused this huge displacement. Ahn et al. [99] observed similar pop-in behavior in a high nitrogen steel and excluded also the α′-martensite formation as the only reason for the pop-in event.
In order to determine the indentation hardness of the microstructural constituents in the tensile pre-deformed state, indentation maps were placed within austenitic grains of different orientations covering all three microstructural constituents in a pre-deformed state of ε = 15%: (i) austenite, (ii) deformation bands with ε-martensite, and (iii) α′-martensite grains. The indentation was performed with a load of 1 mN and the indents were placed with a minimum distance of 1.5 µm. An example for a grain with \( \langle{125}\rangle \) as indentation axis is shown in Fig. 15.14 (see [60]).
Fig. 15.14
Results of microstructural investigation complementing nanoindentation measurements on steel X5CrMnNi16-6-6. a EBSD phase map of austenitic grain with \( \langle{125}\rangle \) orientation of the indentation axis. Grey—austenite, yellow—ε-martensite, blue—α′-martensite, indents marked by white triangles. b Overlay of Kernal average misorientation map (max. misorientation angle of 5°) with 10 × 10 indentation map. Indents corresponding to maximum or minimum indentation hardness are indicated by red and black triangles, respectively. c Detail of deformation band with ε-martensite and α′-martensite and an indent yielding pronounced pop-in event. Area for taking FIB lamella is indicated by white rectangle. d Transmission-SEM (t-SEM) micrograph of the FIB lamella. e, f Results of TEM investigations. Partly reproduced from [60]
×
Here, Fig. 15.14a, b show results of EBSD measurements for the area with indentation map and Fig. 15.14c of a single indent placed within the area of a deformation band yielding a pop-in event in the load-displacement curve. The area of FIB lamella for TEM investigations is indicated by white rectangle. Figure 15.14d–f show the corresponding t-SEM and TEM results. In the EBSD maps the austenitic phase is shown in grey, the ε-martensite bands in yellow and the α′-martensite in blue color. Details on all load-displacement curves and indentation hardness and modulus are summarized in [60]. In general, it can be summarized that the overall indentation hardness values of the tensile pre-deformed state are increased in average of about 19% compared to the non-deformed state as it was expected. In addition, an orientation dependency was found for indentation hardness values in the pre-deformed specimen. Thus, austenitic grains with \( \langle{101}\rangle \) or \( \langle{111}\rangle \) orientation of the loading axis during the tensile pre-deformation showed higher indentation hardness values compared to other grain orientations such as \( \langle{001}\rangle \). These grain orientations are favored for the formation of largely extended stacking faults resulting in a significant reduction of mean free path of dislocations yielding pronounced strain hardening. In contrast, grain orientations close to \( \langle{001}\rangle \) are favored for slip of regular dislocations resulting in a lower density of deformation bands and α′-martensite nuclei causing lower strain hardening effect. Such an example is shown in Fig. 15.14a for orientation \( \langle{125}\rangle \) of loading axis.
In addition, austenite orientations which showed increased slip of regular dislocations can experience clear differences in the strain hardening. Figure 15.14b shows a kernal average misorientation (KAM) map with marked indents within austenite. Red triangles correspond to indents within an austenite with high KAM and black triangles correspond to indents within austenite with low KAM. Thus, areas with increased KAM show an average indentation hardness increase of about 12% compared to indents within lower KAM. This is due to the higher defect density; the higher KAM is a result of a higher number of geometrically necessary dislocations and thus correlates with a higher dislocation density [100].
The indentation hardness of ε-martensite was always higher than the hardness of the deformed austenite and was between 5.7 and 8.5 GPa. A dependency of the hardness on the orientation of the ε-martensite was recognizable. (0001) perpendicular to the direction of indentation showed the highest indentation hardness. In addition, some ε-martensite orientations showed also a distinct pop-in behavior. Figure 15.14c shows a band contrast map with a deformation band consisting of ε-martensite and an α′-martensite nucleus which has formed by the pre-deformation. The green and red lines mark the Kurdjumov-Sachs orientation relationship [101] between α′/ε and α′/γ. The blue triangle marks the position of an indent with occurring pop-in event within ε-martensite. In order to investigate the reason for the pop-in event a FIB lamella was extracted (marked by white box). Figure 15.14d, e show the cross section of the extracted FIB lamella observed in SEM in transmission mode (t-SEM) and in TEM, respectively.
The lamella shows numerous bcc nuclei with a plate-like structure which are inclined at an angle of approximately 45°. By selected area diffraction (SAED) it was shown that all of that plate-like α′-martensite nuclei had the same orientation. Due to the similar orientation and morphology, it can be concluded that these α′-martensite nuclei are the result of the pre-deformation. Directly beneath the indent an additional bcc grain has formed. In contrast to all other martensite nuclei, this one has a different morphology and also a different orientation, which implies that this α′-martensite is the result of indentation. In addition, the 45° tilted α′-martensite grain shows a small misalignment which is marked by the white box in Fig. 15.14e and is shown in detail in Fig. 15.14f. This misalignment (marked by orange lines) is caused by the indentation-induced martensite. The expanding α′-martensite grain ran up to or even into the already existing deformation-induced α′ martensite and caused a small shearing effect. Furthermore, the indentation-induced martensite contains a grain boundary (marked by blue line). SAED observations and the fact that just one pop-in event was noticeable in the load displacement curve indicate that the formed indentation-induced α′-martensite grains are twins [60].
The hardness of the α′-martensite introduced by the pre-deformation was determined to 6.3 GPa up to 10.5 GPa. However, the hardness of α′-martensite depends on several aspects. On the one hand, hardness is determined by the orientation of the crystal. For example, α′-martensite grains with an orientation close to \( \langle{111}\rangle\) showed the highest indentation hardness. Furthermore, the grain size does affect the determined indentation hardness since additional interfacial effects between dislocations and grain boundaries have to be considered. In addition, also the defect density of the studied α′-martensite additionally influences the determined indentation hardness [60].
15.4.2 Phase Transformation Behavior of Mg-PSZ Studied by Acoustic Emission
The phase transformation and damage behavior of MgO partially-stabilized zirconia (Mg-PSZ) provided by FRIATEC (Germany) was studied by acoustic emission corroborated by SEM investigations. The microstructure of the initial state before deformation in Fig. 15.15a shows polycrystalline grain structure with cubic-tetragonal crystal lattice, pores and spinels [102]. In particular, tetragonal lenses are embedded into a cubic matrix. Spinels are formed typically at the grain boundaries, but also inside grains. Moreover, in the vicinity of spinels a further microstructural feature becomes apparent—monoclinic lenses. This transformation of the cubic/tetragonal phase into the monoclinic phase in these regions is the consequence of a separation of the MgO as the stabilizer of the tetragonal phase occurring during the sinter process.
Fig. 15.15
Microstructure of Mg-PSZ. a Initial state showing tetragonal lenses in individual grains of Mg-PSZ. Secondary phases like spinel and silicates are formed at the grain boundaries leading to local transformation into monoclinic zirconia phase. b Microstructure of a Mg-PSZ after compression test up to 2 GPa showing both phase transformation and damage behavior. c Cracks running along monoclinic deformation bands
×
Figure 15.15b, c show the microstructure of Mg-PSZ after compression test up to 2 GPa. Both the martensitic phase transformation as well as the damage of Mg-PSZ can be revealed. Thus, band-like structures exhibiting monoclinic crystal lattice evolve under various angles with respect to the loading axis (horizontal) within some grains. This tetragonal/monoclinic phase transformation is associated with a volume expansion of about 4.9% [103] enabling enhanced damage tolerance of the ceramic due to crack-closure effects. However, pronounced damage is observed in addition to the phase transformation. Thus, numerous short cracks where observed within grains initiating either on pores or spinel precipitates. Cracks were also observed running along deformation bands with monoclinic structure (see Fig. 15.15c). The formation of cracks as well as the martensitic phase transformation release elastic waves within the Mg-PSZ which can be recorded as acoustic signals by a transducer placed at the specimen surface. For the in situ acoustic emission measurements a rectangular specimen of 2 × 2 × 4 mm3 was stepwise deformed under compression with stress intervals of 200 MPa in the stress range of 1.2–2 GPa applying partial unloading at each stress interval.
For the mechanical test, the push-pull loading stage described above for in situ tensile tests was modified using two compression platens made from tungsten-carbide. One side of the compression parts was manufactured as a ball-shaped scraper for self-centering of the whole setup including ceramic specimen. For each loading step the AE data stream was continuously recorded. Figure 15.16 shows the results of the compression tests and the acoustic emission measurements. Thus, Fig. 15.16a shows the stress versus compressive strain curves for five loading steps. In Fig. 15.16b, the complete AE data stream (grey) is shown together with the stress versus time curve for the last loading sequence between 1 and 2 GPa (grey curve in Fig. 15.16a). The results of the analysis of the AE data are summarized in Fig. 15.16c, d showing two identified sources of acoustic emission (Fig. 15.16c) and their temporal evolution (Fig. 15.16d).
Fig. 15.16
Results of acoustic emission measurements during compression tests up to 2 GPa including partial unloading. a Stress-compressive strain curves. b Overlay of stress versus time curve and recorded acoustic emission stream measurement for the last loading cycle from 1 GPa up to 2 GPa. c Results of the AE cluster analysis showing two identified clusters with different properties (AE energy E and median frequency fm) in frequency domain revealing two different source mechanisms: (i) phase transformation—red, (ii) crack formation—blue. d Temporal evolution of the two clusters during compression. Note the two different scales for the cumulative AE for both clusters
×
It becomes obvious that during the first loading sequence between 400 MPa and 1.2 GPa no pronounced changes occur in the specimen. Thus, the loading and unloading curves follow the same path without any change in the slope showing a fully elastic behavior. The same is observed from the acoustic emission. No special features beside the laboratory noise were detected. However, the situation is changing with increase in stress level applied to the specimen already starting with the second loading cycle between 800 MPa and 1.4 GPa. Here, a deviation of the stress-strain response for the loading and unloading path is observed above 1.2 GPa, which may be explained by damage occurring within the specimen or by the begin of phase transformation from tetragonal to monoclinic phase. This deviation between loading and unloading path becomes more pronounced with increase in applied stress levels. Thus, most pronounced difference is observed for the last loading sequence between 1.0 and 2.0 GPa, which finally led to the brittle failure of the specimen at 2.0 GPa. Moreover, a pronounced and increasing deviation from the elastic behavior is observed during the loading paths up to 1.6, 1.8 and 2.0 GPa giving rise to the assumption that a martensitic phase transformation occurred at these load levels. This assumption is well supported by the results of the AE data analysis. For these three stress levels, two different types of transient AE signals can be revealed from the complete data stream.
Whereas the first type is of high amplitude transient signals characterized by a very short rise time (close to the end of the data stream, bold arrows Fig. 15.16b), the second type is of low amplitude, but still transient signals with increased rise time (dashed arrow Fig. 15.16b). The results of the AE cluster analysis revealed two different clusters of signals (beside the laboratory noise), which can be related due to their different parameters in the frequency domain clearly to two different sources. Thus, cluster 1 contains all signals characterized by high AE energy and narrow band of median frequency around 300 kHz (blue symbols). Signals of this cluster are caused by initiation and propagation of brittle cracks. This is supported by the signals with the highest AE energies corresponding to the cracks leading to final failure (marked by bold arrows in Fig. 15.16b). Cluster 2 is composed by signals with lower AE energy compared to members of Cluster 1 and also a narrow band of median frequency at around 400 kHz (red symbols). Signals of this cluster are caused by the martensitic phase transformation from tetragonal to monoclinic phase (marked by dashed arrow in Fig. 15.16b). These findings are supported by the temporal evolution of these clusters over the entire compression path shown in Fig. 15.16d. Here, the evolution of the cumulated AE energy is shown for both clusters in combination with the stress versus time curve. Beside the different scale of cumulative AE energy, both clusters reveal also different temporal evolution. Whereas for Cluster 1 a moderate increase of EΣ is observed until a significant rise right before the final failure, Cluster 2 shows a continuous increase until the end of the test. The results of the AE data analysis can be supported by additional XRD measurements for interrupted tests at different stress levels (1.2, 1.6, 1.8 GPa). At 2.0 GPa no XRD measurements were performed since the specimens failed and only small pieces were retained. The phase analysis done by XRD revealed clearly an increase in the volume fraction of monoclinic phase from 18% in the undeformed state up to 36% obtained after compression test up to 1.8 GPa. Both the AE results and the results of XRD measurements are supported by literature data claiming on a transformation stress in compression of above 800 MPa for the tetragonal/monoclinic phase transformation [104].
15.4.3 Damage Behavior of TRIP Matrix Composite Studied by Digital Image Correlation
TRIP matrix composites made of TRIP steel X5CrMnNi16-6-6 and 10 vol% of Mg-PSZ were studied using in situ deformation in SEM both under uniaxial tensile or cyclic loading at room temperature. The TRIP matrix composites were manufactured by a powder metallurgical route and consolidated by uniaxial pressing at 1523 K. Typical microstructure is shown in Fig. 15.17. Here, different types of Mg-PSZ particles are visible. First of all, along grain boundaries or at the steel/ceramic interface additional phases enriched with silicon and aluminum were detected corresponding to spinel or silicate. In addition, different microstructures of Mg-PSZ were observed such as (1) agglomerates of small monoclinic Mg-PSZ particles, (2) cubic/tetragonal Mg-PSZ particles with a rime of monoclinic structure in the vicinity of the steel/ceramic interface, and (3) large Mg-PSZ particles with monoclinic needles embedded in a cubic/tetragonal matrix. In the cubic/tetragonal areas of Mg-PSZ grains no tetragonal lenses as described above for the pure Mg-PSZ ceramic were observed. The formation of spinel or silicate particles at grain boundaries or interfaces of the ceramic is the consequence of diffusion processes of MgO as the stabilizer for the cubic/tetragonal phase. As a further consequence, the Mg-PSZ particles are destabilized and transform into the monoclinic phase already during the manufacturing process.
Fig. 15.17
Microstructure of Mg-PSZ particles embedded in steel matrix of X5CrMnNi16-6-6 after uniaxial pressing. a, d SEM micrographs in backscattered electron contrast. Spinel marked by bold white arrows. Silicate marked by dashed white arrows. b, c EDX element maps of Mg–Si (b) and Mg–Al (c). (d) Three different types of microstructures of Mg-PSZ particles. (1) Agglomerate of small monoclinic Mg-PSZ particles. (2) Cubic/tetragonal Mg-PSZ particle with monoclinic rime. (3) Mg-PSZ particle with monoclinic needles embedded in cubic/tetragonal matrix [105]
×
Figure 15.18 shows exemplarily the development of damage of a ceramic particle during cyclic loading with a total strain amplitude of εa,t = 4 × 10−3 as a function of number of cycles. Figure 15.18a shows the initial microstructure around individual Mg-PSZ particle demonstrating good bonding between steel matrix and ceramic particle. Nevertheless, spinel and silicate precipitates were found. Already after few cycles, the crack formation can be seen on a silicate at the interface between particle and steel matrix (see arrow Fig. 15.18b). The crack grows in the further course of cyclic loading (Fig. 15.18c) along the interface and leads, thus, to the decohesion of the particle from the steel matrix. At N = 1750, additional decohesion is clearly visible on the opposite side (see arrow Fig. 15.18c). Preferably the debonding of the particles occurs at boundaries perpendicular to the load direction starting at silicate precipitates. The second damage mechanism observed is the fracture of the ZrO2 particles. Similar to the decohesion, the fracture occurs perpendicular to the load direction (horizontal). Furthermore, both the formation of deformation bands as well as the formation of α′-martensite within these bands was observed in austenitic grains of the steel matrix. However, within the ceramic particles no martensitic phase transformation was detected neither in the middle of the particle nor in the vicinity of cracks.
Fig. 15.18
Damage evolution on a Mg-PSZ particle in X5CrMnNi16-6-6 TRIP steel during cyclic deformation with a total strain amplitude of εa,t = 4 × 10−3. a Initial microstructure. b After 5 cycles. c After 1750 cycles. Load direction is horizontal [105]
×
Investigations on the damage behavior of TRIP-matrix composites were performed also under tensile loading at room temperature and were complemented by DIC calculations. Both the damage behavior as well as the strain localization within the austenitic matrix were studied. In comparison to DIC measurements on pure steel specimens, the application of DIC on composite materials is somehow more challenging. Thus, the etching procedure used for the steel specimens was not applicable since, in particular, the interface boundaries were attacked by the etching agent. To obtain a small-sized point pattern at the specimen surface a plasma process was used for the deposition of fine precipitates. Using this contrast, it was possible to perform DIC calculations for composite material under tensile load using SEM micrographs in secondary electron contrast. Figure 15.19 shows two SEM micrographs (Fig. 15.19a, b) taken at different macroscopic strain levels (ε = 1.09% and ε = 3.47%) and the corresponding results of the DIC calculations in terms of von Mises equivalent strain (Fig. 15.19c, d). Both the SEM images as well as the local strain fields reveal that damage at the steel/ceramic interface occurs quite early in the deformation process already at 1% of elongation (marked by black arrows). In addition, the formation of deformation bands as well as α′-martensite were detected by DIC at strain levels of about ε = 3.47% (marked by white arrows). At ε = 3.47%, certain amount of steel/ceramic interface boundaries has been damaged and individual short cracks are grown together leading to final failure of the specimen (outside AOI). Furthermore, fracture of individual Mg-PSZ particles was also observed.
Fig. 15.19
Results of digital image correlation applied on SEM micrographs obtained during in situ tensile deformation at RT up to 4% global strain on TRIP matrix composite made of X5CrMnNi-16-6-6 with 10 vol% Mg-PSZ. (a, b) SEM micrographs in secondary electron contrast at ε = 1.09% (a) and ε = 3.47% (b), respectively. (c, d) Local strain fields obtained from DIC calculations at ε = 1.09% (a) and ε = 3.47% (b), respectively. Loading axis horizontal [92]
×
15.5 Conclusions
The local deformation behavior of high-alloy CrMnNi TRIP/TWIP steels, Q&P steels, MgO-partially stabilized zirconia and TRIP matrix composite have been studied using various in situ techniques such as (i) in situ deformation in scanning electron microscope in combination with digital image correlation, (ii) nanoindentation, (iii) acoustic emission measurements, and (iv) full-field measurements using infrared thermography and digital image correlation. The following general conclusions regarding the application of complementary in situ techniques can be drawn:
The applied SEM-DIC technique for studies on strain localizations both in TRIP/TWIP as well as Q&P steels allowed a sub-micrometer resolution both at room temperature as well as at elevated temperatures enabling the calculation of the magnitude of shear for stacking fault mediated deformation bands, twin bundles and α′-martensite grains. Even in small regions (<5 µm) of interdendritic austenite in Q&P steel, the strain localization was measured for the fresh-formed martensite.
The AE measurements during tensile deformation of CrMnNi TRIP/TWIP steels both at room temperature and at 373 K allowed the separation of the individual deformation mechanisms such as (i) dislocation glide, (ii) movement of partial-dislocations, (iii) twinning, and (iv) the martensitic phase transformation. The application of the ASK-cluster algorithm allowed to study the kinetics of these different deformation mechanisms. Furthermore, an excellent agreement of the temporal evolution of AE data related to martensitic phase transformation with the evolution of the martensitic volume fraction both experimentally obtained by ferromagnetic measurements as well as from the Olson-Cohen model was obtained.
The application of infrared thermography and digital image correlation based on optical microscopy allowed the investigation of propagating macroscopic strain localizations in terms of Portevin Le Chatelier effect in the steel with the lowest austenite stability. Macroscopic strain is localized in PLC bands causing also a temperature increase. The propagating bands were well characterized and analyzed by both full-field measurement techniques. A good correlation of temperature fields and local strain fields was obtained, which allowed the determination of characteristic parameters for the evolution and propagation of these bands.
Nanoindentation experiments performed on non-deformed and pre-deformed CrMnNi TRIP steel specimens revealed both pop-in effects caused by either martensitic phase transformation and/or formation of stacking faults as well as an orientation dependence of the indentation hardness. Furthermore, different indentation hardness values were obtained with increasing values in the following order: (i) pre-deformed austenite, (ii) deformation bands consisting of stacking faults, and (iii) α′-martensite.
For MgO-partially stabilized zirconia, the application of AE measurements during compressive loading up to 2 GPa revealed that the onset of phase transformation from tetragonal to monoclinic phase occurs above 1200 MPa. As a second AE source the formation of cracks leading to final failure of the specimens was identified.
The deformation and damage behavior of TRIP matrix composite studied by in situ tensile and cyclic loading experiments in SEM revealed that the steel/ceramic interface undergoes a decohesion quite early during the deformation process, mainly caused by the presence of silicate precipitates at the interface. Beside this fact, the application of the DIC techniques bears also some difficulties. Thus, the contrast patterning at the surface for getting high-resolution DIC results is challenging. Nevertheless, first results showed that both strain localization inside deformation bands in the steel matrix as well as crack initiation and propagation at the steel/ceramic interface can be detected by DIC.
Acknowledgements
This work was funded by the German Research Foundation (Deutsche Forschungsgemeinschaft, DFG) in subproject B5, and was created as part of the Collaborative Research Center TRIP-Matrix-Composites (Project number 54473466—CRC 799). The experimental work and research of Dipl.-Ing. Christian Segel is gratefully acknowledged providing substantial contribution on in situ testing in SEM and DIC. In addition, the authors thank Dipl.-Ing. Alexandra Illgen for performing the investigations on Portevin Le Chatelier effect using thermography and digital image correlation. Dr. Mikhail Motylenko is gratefully acknowledged for TEM investigations and Dr. Christian Schimpf for XRD analysis on the Q&P steel. Special thanks go to Prof. Alexei Vinogradov and Ph.D. Mikhail Linderov for their support regarding the AE data acquisition and analysis. In addition, many thanks go to K. Zuber, A. Leuteritz and R. Prang for preparation of specimens for SEM and TEM investigations and to G. Schade for support during mechanical tests.
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.